- Инструментальные материалы

Содержание
- 2. * Инструментальными являются материалы, основное назначение которых - оснащение рабочей части инструментов К ним относятся: инструментальные
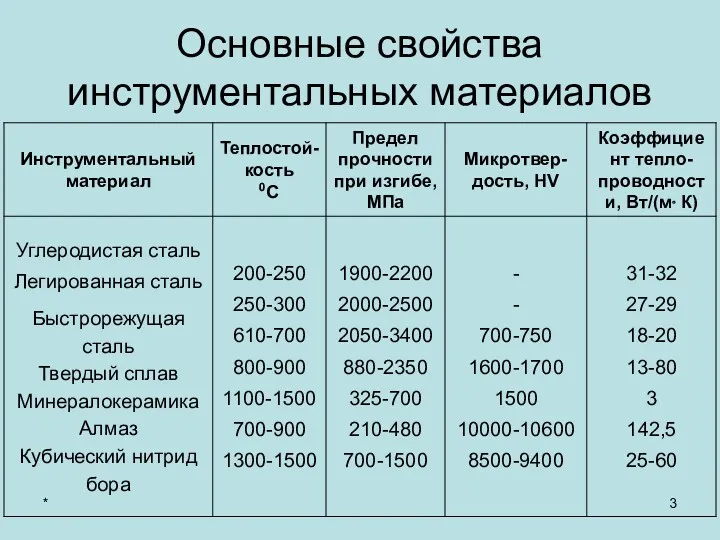
- 3. * Основные свойства инструментальных материалов
- 4. * Инструментальные стали По химическому составу, степени легированности инструментальные стали разделяются на инструментальные углеродистые, инструментальные легированные
- 5. * Нетеплостойкие стали (материалы теплостойкие до температуры 200–240 °С ) К этой группе сталей относятся: 1.
- 6. * Нетеплостойкие стали (материалы теплостойкие до температуры 200–240 °С ) Углеродистые стали из-за малой устойчивости переохлажденного
- 7. * Нетеплостойкие стали (материалы теплостойкие до температуры 200–240 °С )
- 8. * Нетеплостойкие стали (материалы теплостойкие до температуры 200–240 °С ) Достоинства – дешевизна, невысокая твердость после
- 9. * Нетеплостойкие стали (материалы теплостойкие до температуры 200–240 °С ) Инструменты, изготовленные из стали У12А а)
- 10. * Нетеплостойкие стали (материалы теплостойкие до температуры 200–240 °С ) Низколегированные инструментальные стали меньше чувствительны к
- 11. * Нетеплостойкие стали (материалы теплостойкие до температуры 200–240 °С ) Низколегированные инструментальные стали используют для изготовления
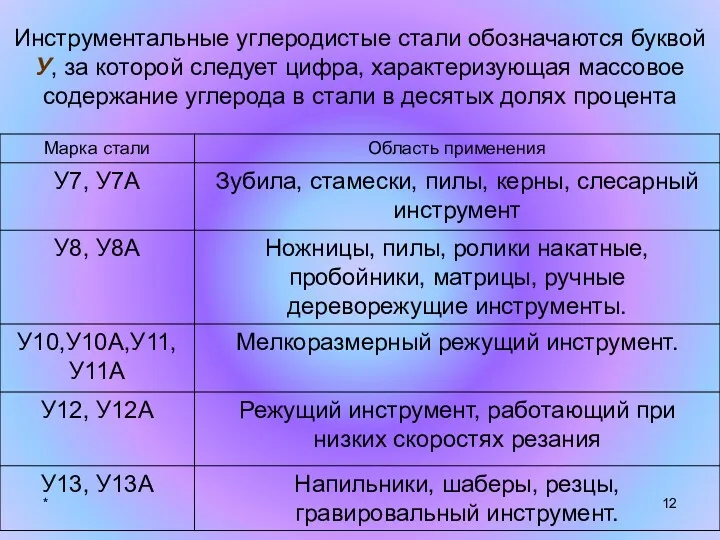
- 12. * Инструментальные углеродистые стали обозначаются буквой У, за которой следует цифра, характеризующая массовое содержание углерода в
- 13. * В инструментальных легированных сталях первая цифра, характеризует массовое содержание углерода в десятых долях процента (если
- 14. * Инструментальные углеродистые (ГОСТ 1435-74) и легированные (ГОСТ 5950-73) стали Эти материалы имеют ограниченные области применения:
- 15. * Быстрорежущие стали обозначаются в соответ-ствии с ГОСТ 19265 и содержат 0,7-1,5 %С, поставляются высококачественными. В
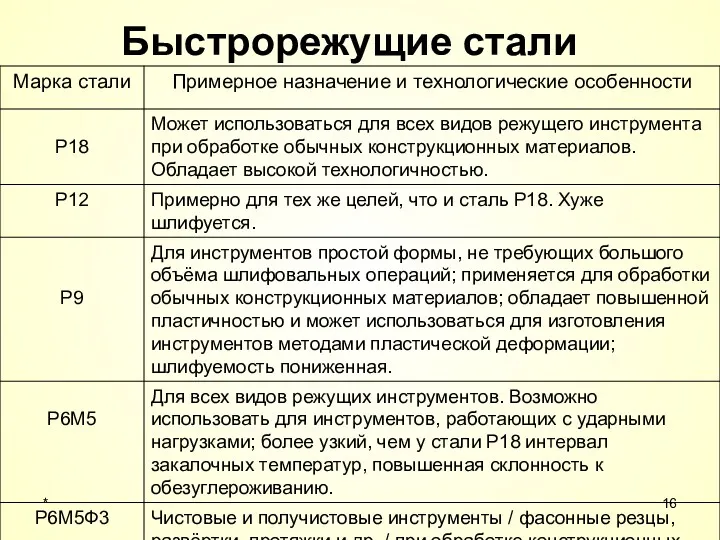
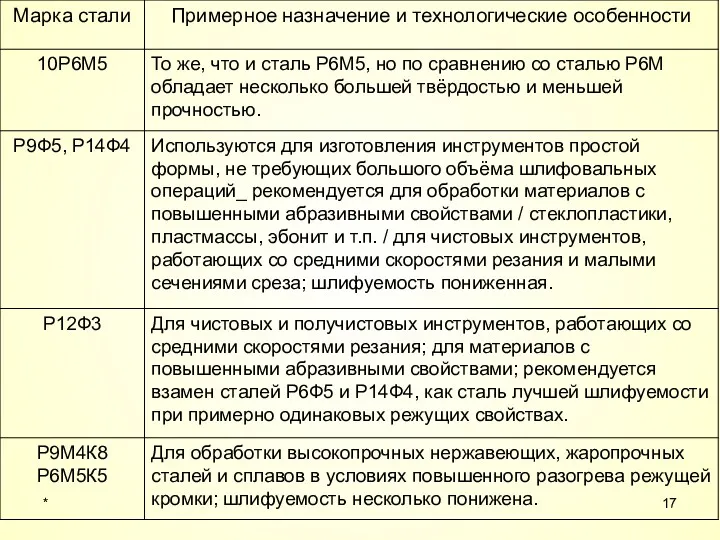
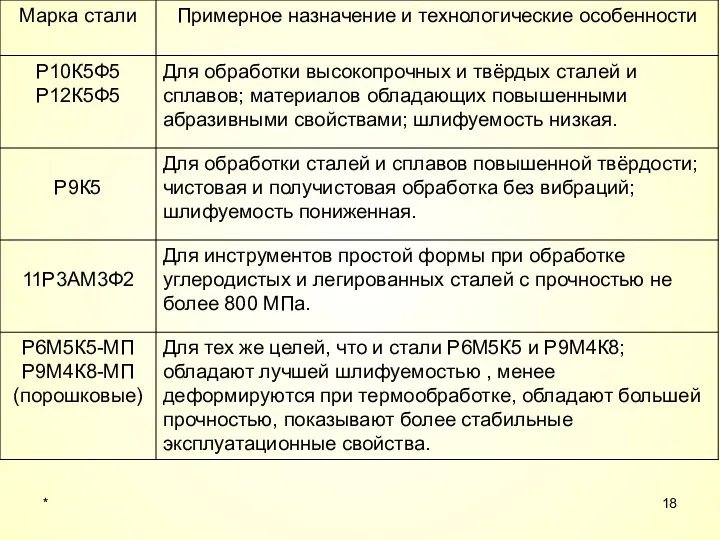
- 16. * Быстрорежущие стали
- 17. *
- 18. *
- 19. * Твердые сплавы Под твердыми сплавами понимают сплавы на основе высокотвердых и тугоплавких карбидов вольфрама, титана,
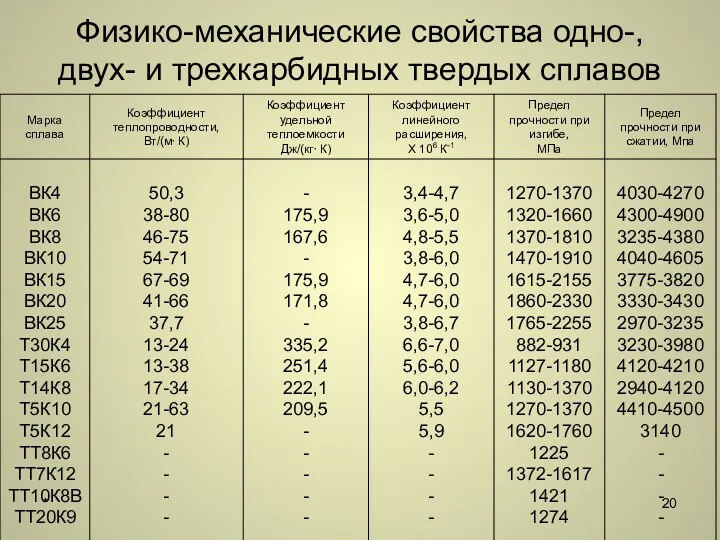
- 20. * Физико-механические свойства одно-, двух- и трехкарбидных твердых сплавов
- 21. * Такие материалы обладают высокой твердостью HRA 80–92 (HRCэ 73–76), износостойкостью и высокой теплостойкостью (до 800–1000°С).
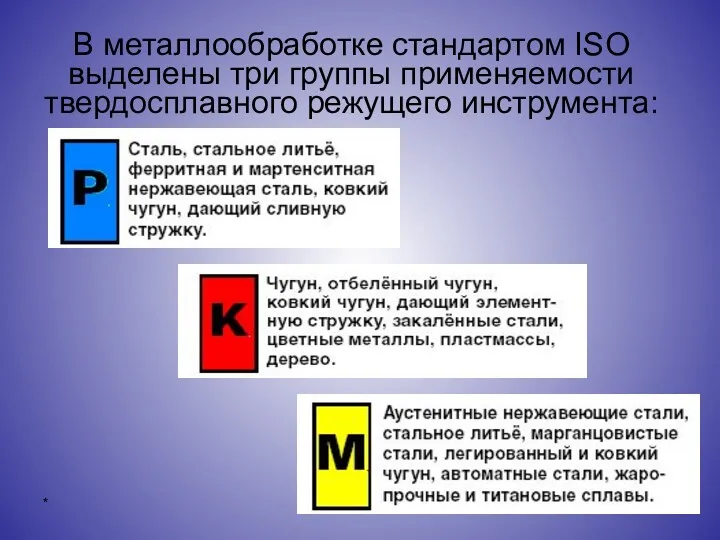
- 22. * В металлообработке стандартом ISO выделены три группы применяемости твердосплавного режущего инструмента:
- 23. * Твердые сплавы, в основном, выпускаются в виде различных по форме и точности изготовления пластин: напайных
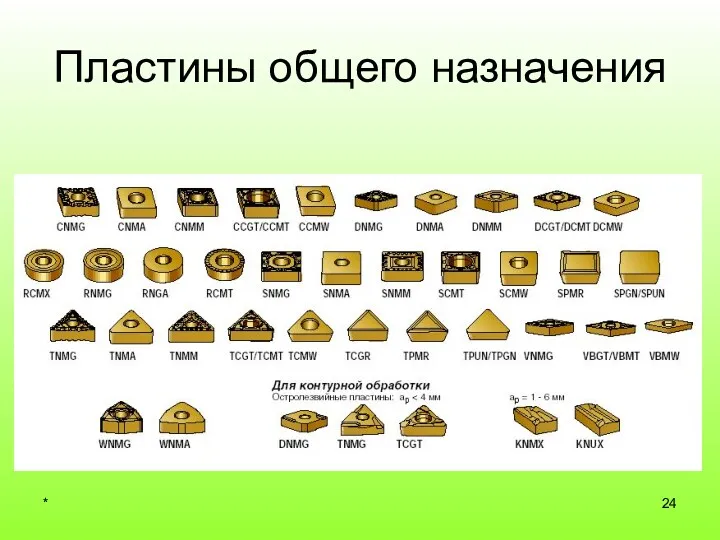
- 24. * Пластины общего назначения
- 25. *
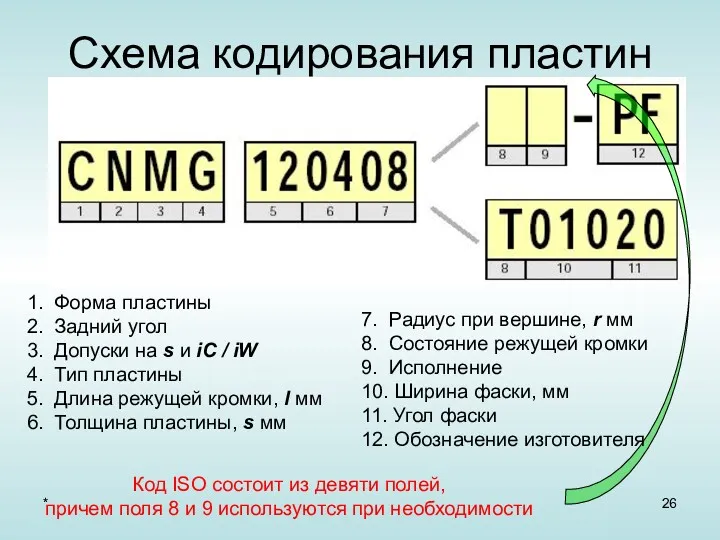
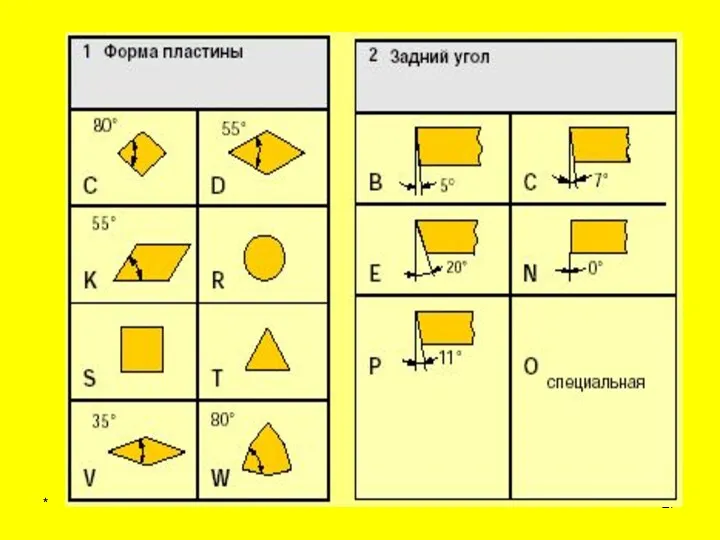
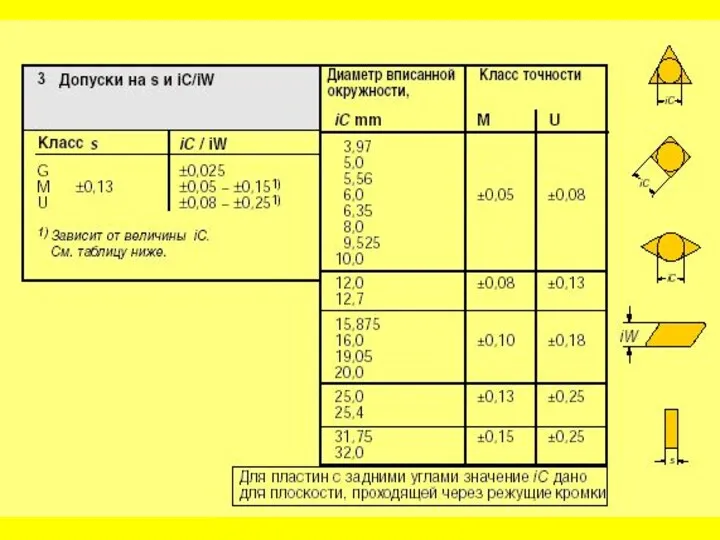
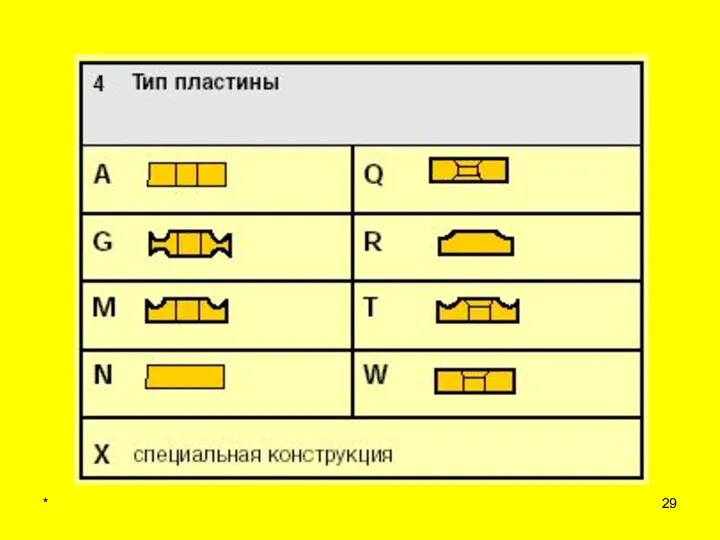
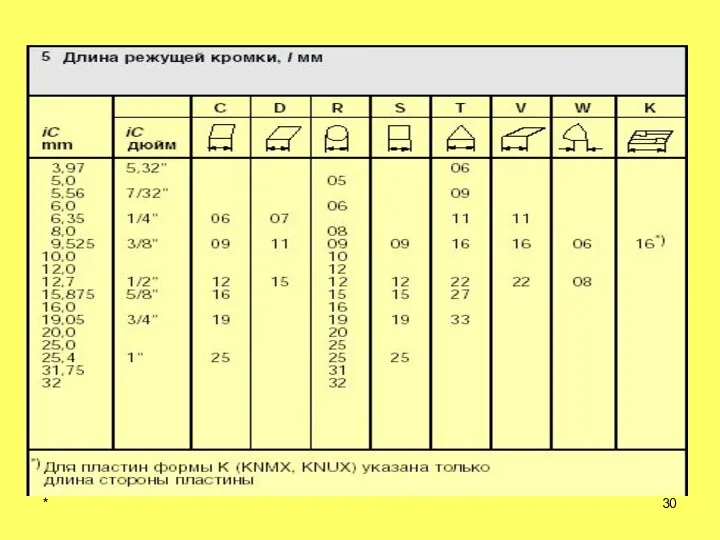
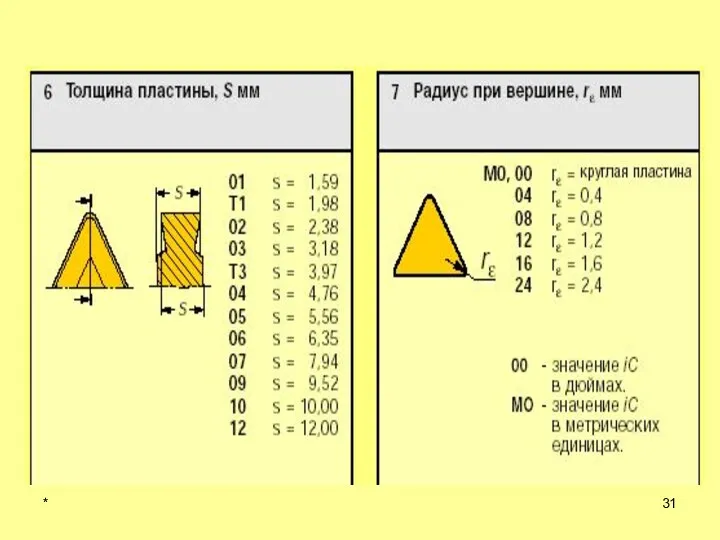
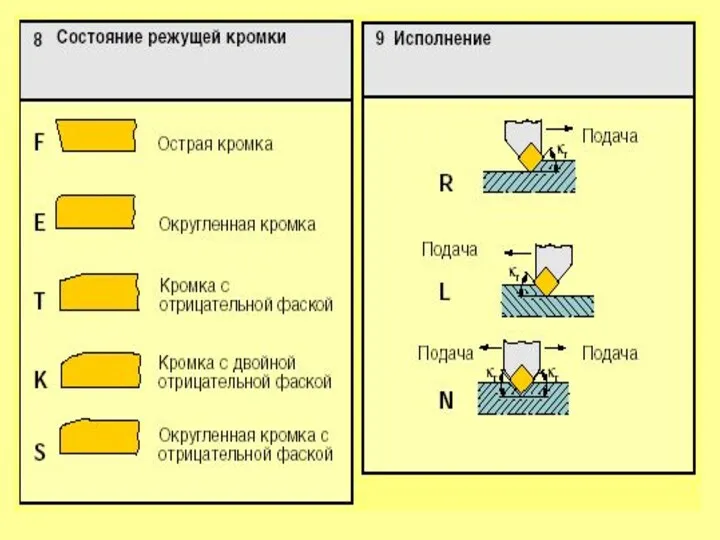
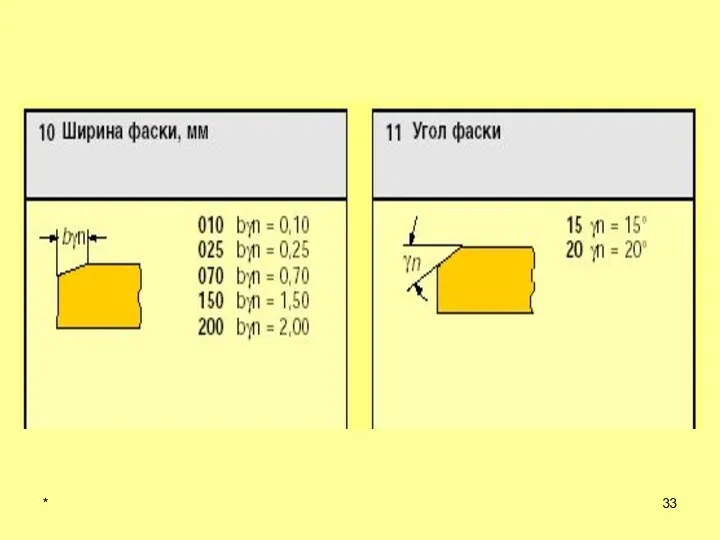
- 26. * Схема кодирования пластин Код ISO состоит из девяти полей, причем поля 8 и 9 используются
- 27. *
- 28. *
- 29. *
- 30. *
- 31. *
- 32. *
- 33. *
- 34. * Многогранные пластины выпускаются как из стандартных марок твердых сплавов, так и из этих же сплавов
- 35. *
- 36. *
- 37. *
- 38. * Безвольфрамовые твердые сплавы Общим недостатком рассмотренных сплавов, помимо высокой хрупкости, является повышенная дефицитность исходного вольфрамового
- 39. * Состав физико-механические свойства безвольфрамовых твердых сплавов
- 40. * Минералокерамика (ГОСТ 26630-75) и сверхтвердые материалы Минералокерамические инструментальные материалы обладают высокой твердостью, тепло- и износостойкостью.
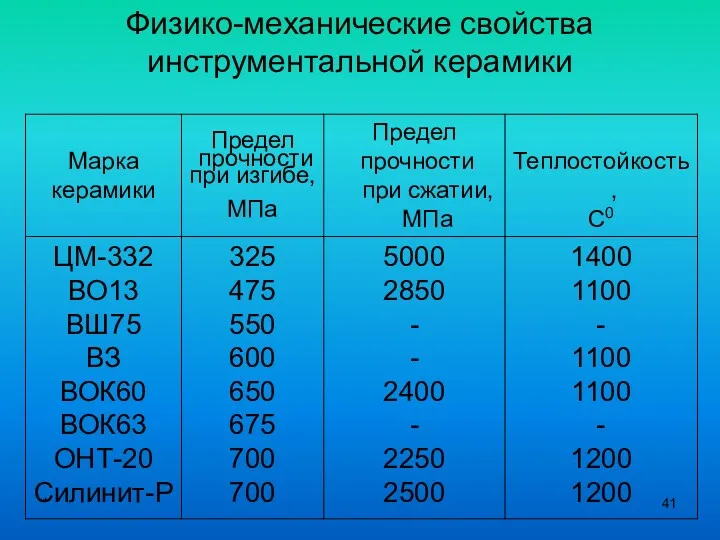
- 41. * Физико-механические свойства инструментальной керамики
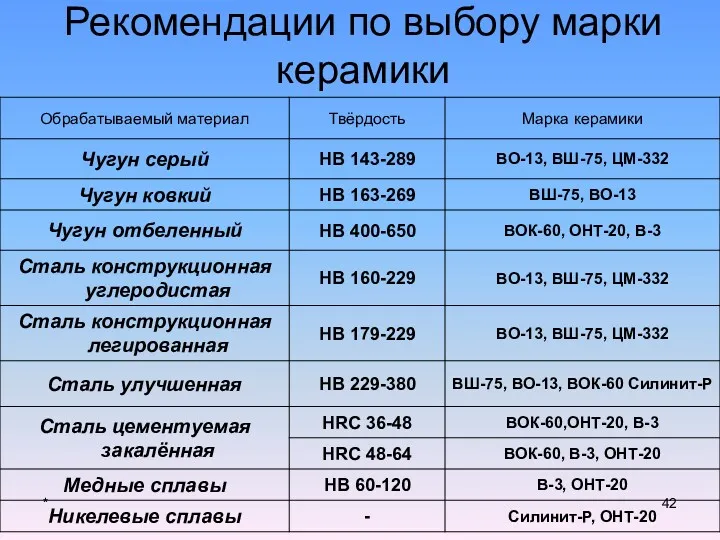
- 42. * Рекомендации по выбору марки керамики
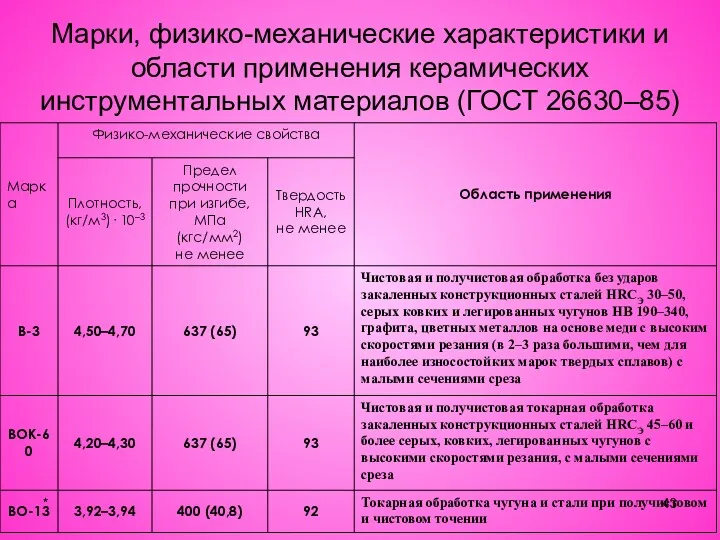
- 43. * Марки, физико-механические характеристики и области применения керамических инструментальных материалов (ГОСТ 26630–85)
- 44. * КЕРАМИКА
- 45. * Керамические материалы по сравнению с твердыми сплавами обладают меньшей прочностью, но более высокой твердостью (HRA
- 46. * Синтетические сверхтвердые материалы изготавливаются либо на основе кубического нитрида бора - КНБ, либо на основе
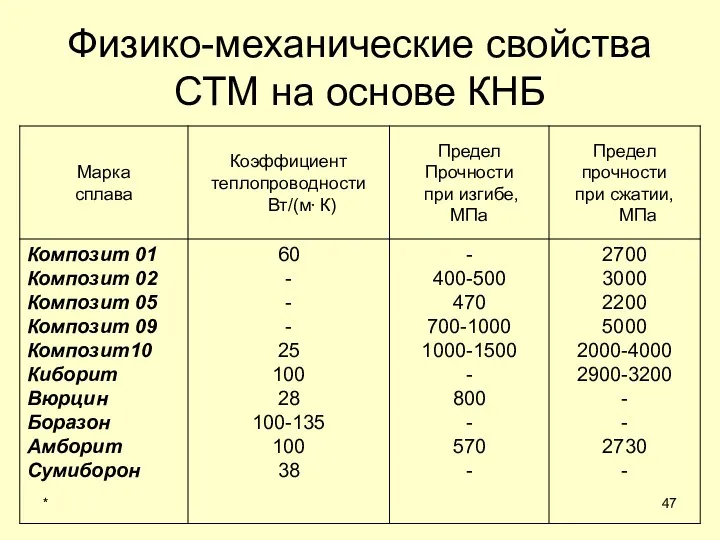
- 47. * Физико-механические свойства СТМ на основе КНБ
- 48. * В последнее время к этой группе относятся и материалы, содержащие композицию Si-Al-O-N (торговая марка "сиалон"),
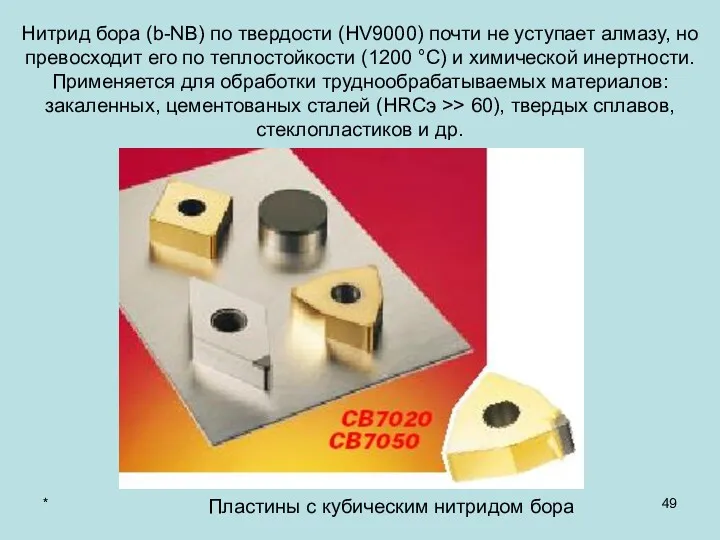
- 49. * Нитрид бора (b-NB) по твердости (HV9000) почти не уступает алмазу, но превосходит его по теплостойкости
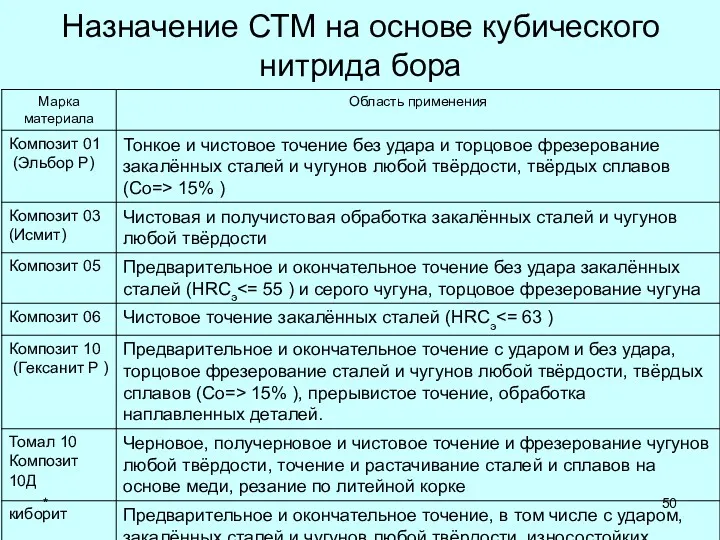
- 50. * Назначение СТМ на основе кубического нитрида бора
- 51. * Пластины с искусственным алмазом CD10 – это пластина с поликристаллической вставкой из искусственного алмаза, а
- 52. * Алмаз имеет твердость (HV10 000) в 6 раз выше твердости карбида вольфрама (HV1 700). Преимущественно
- 53. * Абразивные материалы Абразивные круги (от латинского abrasio — соскабливание) для машиностроения изготовляют из синтетических материалов,
- 54. * В качестве шлифующих материалов применяются также, синтетические алмазы, которые выпускают в виде порошков пяти марок
- 55. * Новые инструментальные материалы Порошковые быстрорежущие стали Высоколегированные сплавы системы Fe—Co—W—Mo с интерметаллидным упрочнением Карбидостали
- 56. * Порошковая технология Исходная шихта, состоящая из порошка или тонко измельченной стружки быстрорежущей стали, подвергается холодной
- 57. * Применение порошковых быстрорежущих сталей для изготовления инструмента не отличается от полученных по традиционной технологии.
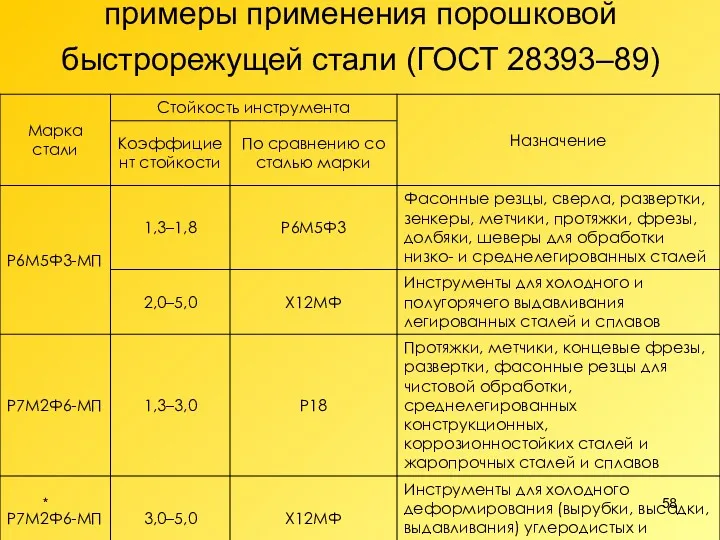
- 58. * примеры применения порошковой быстрорежущей стали (ГОСТ 28393–89)
- 59. * примеры применения порошковой быстрорежущей стали (ГОСТ 28393–89)
- 60. * Высоколегированные сплавы с интерметаллидным упрочнением Структура сталей с карбидным упрочнением (стали типа «Р») примерно одинакова
- 61. * Высокие твердость (HRCэ 68–70) и теплостойкость (720 °С) обеспечиваются: а) более высокими температурами (900–950 °С)
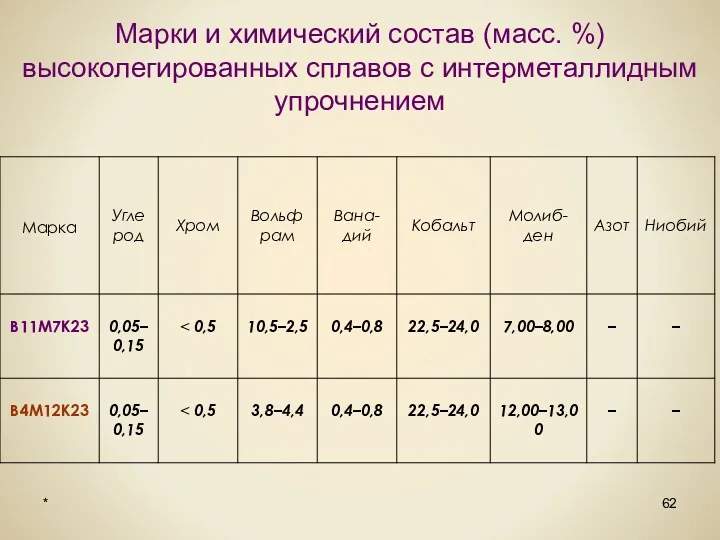
- 62. * Марки и химический состав (масс. %) высоколегированных сплавов с интерметаллидным упрочнением
- 63. * Карбидостали Это материалы, состоящие из легированной матрицы и карбидов с массовой долей от 20 до
- 64. * Карбидостали после закалки и отпуска обладают высокой твердостью (HRA 86–88) и износостойкостью. По комплексу свойств
- 66. Скачать презентацию
*
Инструментальными являются материалы, основное назначение которых - оснащение рабочей части инструментов
*
Инструментальными являются материалы, основное назначение которых - оснащение рабочей части инструментов
*
Основные свойства инструментальных материалов
*
Основные свойства инструментальных материалов
*
Инструментальные стали
По химическому составу, степени легированности инструментальные стали разделяются на
*
Инструментальные стали
По химическому составу, степени легированности инструментальные стали разделяются на
*
Нетеплостойкие стали
(материалы теплостойкие до температуры 200–240 °С )
К этой группе сталей
*
Нетеплостойкие стали
(материалы теплостойкие до температуры 200–240 °С )
К этой группе сталей
*
Нетеплостойкие стали
(материалы теплостойкие до температуры 200–240 °С )
Углеродистые стали из-за малой
*
Нетеплостойкие стали
(материалы теплостойкие до температуры 200–240 °С )
Углеродистые стали из-за малой

*
Нетеплостойкие стали
(материалы теплостойкие до температуры 200–240 °С )
*
Нетеплостойкие стали
(материалы теплостойкие до температуры 200–240 °С )
*
Нетеплостойкие стали
(материалы теплостойкие до температуры 200–240 °С )
Достоинства – дешевизна, невысокая
*
Нетеплостойкие стали
(материалы теплостойкие до температуры 200–240 °С )
Достоинства – дешевизна, невысокая

*
Нетеплостойкие стали
(материалы теплостойкие до температуры 200–240 °С )
Инструменты, изготовленные из стали
*
Нетеплостойкие стали
(материалы теплостойкие до температуры 200–240 °С )
Инструменты, изготовленные из стали
*
Нетеплостойкие стали
(материалы теплостойкие до температуры 200–240 °С )
Низколегированные инструментальные стали меньше
*
Нетеплостойкие стали
(материалы теплостойкие до температуры 200–240 °С )
Низколегированные инструментальные стали меньше
*
Нетеплостойкие стали
(материалы теплостойкие до температуры 200–240 °С )
Низколегированные инструментальные стали используют
*
Нетеплостойкие стали
(материалы теплостойкие до температуры 200–240 °С )
Низколегированные инструментальные стали используют
*
Инструментальные углеродистые стали обозначаются буквой У, за которой следует цифра, характеризующая
*
Инструментальные углеродистые стали обозначаются буквой У, за которой следует цифра, характеризующая
*
В инструментальных легированных сталях первая цифра, характеризует массовое содержание углерода в
*
В инструментальных легированных сталях первая цифра, характеризует массовое содержание углерода в
*
Инструментальные углеродистые (ГОСТ 1435-74) и легированные (ГОСТ 5950-73) стали
Эти материалы
*
Инструментальные углеродистые (ГОСТ 1435-74) и легированные (ГОСТ 5950-73) стали
Эти материалы
*
Быстрорежущие стали обозначаются в соответ-ствии с ГОСТ 19265 и содержат 0,7-1,5
*
Быстрорежущие стали обозначаются в соответ-ствии с ГОСТ 19265 и содержат 0,7-1,5
*
Быстрорежущие стали
*
Быстрорежущие стали
*
*
*
*
*
Твердые сплавы
Под твердыми сплавами понимают сплавы на основе высокотвердых и
*
Твердые сплавы
Под твердыми сплавами понимают сплавы на основе высокотвердых и
*
Физико-механические свойства одно-, двух- и трехкарбидных твердых сплавов
*
Физико-механические свойства одно-, двух- и трехкарбидных твердых сплавов
*
Такие материалы обладают высокой твердостью HRA 80–92 (HRCэ 73–76), износостойкостью и
*
Такие материалы обладают высокой твердостью HRA 80–92 (HRCэ 73–76), износостойкостью и
*
В металлообработке стандартом ISO выделены три группы применяемости твердосплавного режущего инструмента:
*
В металлообработке стандартом ISO выделены три группы применяемости твердосплавного режущего инструмента:
*
Твердые сплавы, в основном, выпускаются в виде различных по форме и
*
Твердые сплавы, в основном, выпускаются в виде различных по форме и
*
Пластины общего назначения
*
Пластины общего назначения

*
*
*
Схема кодирования пластин
Код ISO состоит из девяти полей,
причем поля 8
*
Схема кодирования пластин
Код ISO состоит из девяти полей,
причем поля 8
*
*
*
*
*
*
*
*
*
*
*
*
*
*
*
Многогранные пластины выпускаются как из стандартных марок твердых сплавов, так и
*
Многогранные пластины выпускаются как из стандартных марок твердых сплавов, так и

*
*
*
*
*
*
*
Безвольфрамовые твердые сплавы
Общим недостатком рассмотренных сплавов, помимо высокой хрупкости, является
*
Безвольфрамовые твердые сплавы
Общим недостатком рассмотренных сплавов, помимо высокой хрупкости, является

*
Состав физико-механические свойства безвольфрамовых твердых сплавов
*
Состав физико-механические свойства безвольфрамовых твердых сплавов
*
Минералокерамика (ГОСТ 26630-75)
и сверхтвердые материалы
Минералокерамические инструментальные материалы обладают высокой твердостью, тепло-
*
Минералокерамика (ГОСТ 26630-75)
и сверхтвердые материалы
Минералокерамические инструментальные материалы обладают высокой твердостью, тепло-
*
Физико-механические свойства инструментальной керамики
*
Физико-механические свойства инструментальной керамики
*
Рекомендации по выбору марки керамики
*
Рекомендации по выбору марки керамики
*
Марки, физико-механические характеристики и области применения керамических инструментальных материалов (ГОСТ 26630–85)
*
Марки, физико-механические характеристики и области применения керамических инструментальных материалов (ГОСТ 26630–85)

*
КЕРАМИКА
*
КЕРАМИКА
*
Керамические материалы по сравнению с твердыми сплавами обладают меньшей прочностью, но
*
Керамические материалы по сравнению с твердыми сплавами обладают меньшей прочностью, но
*
Синтетические сверхтвердые материалы
изготавливаются либо на основе кубического нитрида бора -
*
Синтетические сверхтвердые материалы
изготавливаются либо на основе кубического нитрида бора -
*
Физико-механические свойства СТМ на основе КНБ
*
Физико-механические свойства СТМ на основе КНБ
*
В последнее время к этой группе относятся и материалы, содержащие композицию
*
В последнее время к этой группе относятся и материалы, содержащие композицию
*
Нитрид бора (b-NB) по твердости (HV9000) почти не уступает алмазу, но
*
Нитрид бора (b-NB) по твердости (HV9000) почти не уступает алмазу, но
*
Назначение СТМ на основе кубического нитрида бора
*
Назначение СТМ на основе кубического нитрида бора

*
Пластины с искусственным алмазом
CD10 – это пластина с поликристаллической вставкой из
*
Пластины с искусственным алмазом
CD10 – это пластина с поликристаллической вставкой из
*
Алмаз имеет твердость (HV10 000) в 6 раз выше твердости карбида вольфрама
*
Алмаз имеет твердость (HV10 000) в 6 раз выше твердости карбида вольфрама
*
Абразивные материалы
Абразивные круги (от латинского abrasio — соскабливание) для машиностроения
*
Абразивные материалы
Абразивные круги (от латинского abrasio — соскабливание) для машиностроения
*
В качестве шлифующих материалов применяются также, синтетические алмазы, которые выпускают в
*
В качестве шлифующих материалов применяются также, синтетические алмазы, которые выпускают в
*
Новые инструментальные материалы
Порошковые быстрорежущие стали
Высоколегированные сплавы системы Fe—Co—W—Mo с интерметаллидным
*
Новые инструментальные материалы
Порошковые быстрорежущие стали
Высоколегированные сплавы системы Fe—Co—W—Mo с интерметаллидным
*
Порошковая технология
Исходная шихта, состоящая из порошка или тонко измельченной стружки быстрорежущей
*
Порошковая технология
Исходная шихта, состоящая из порошка или тонко измельченной стружки быстрорежущей
*
Применение порошковых быстрорежущих сталей для изготовления инструмента не отличается от полученных
*
Применение порошковых быстрорежущих сталей для изготовления инструмента не отличается от полученных
*
примеры применения порошковой быстрорежущей стали (ГОСТ 28393–89)
*
примеры применения порошковой быстрорежущей стали (ГОСТ 28393–89)

*
примеры применения порошковой быстрорежущей стали (ГОСТ 28393–89)
*
примеры применения порошковой быстрорежущей стали (ГОСТ 28393–89)
*
Высоколегированные сплавы с интерметаллидным упрочнением
Структура сталей с карбидным упрочнением (стали типа
*
Высоколегированные сплавы с интерметаллидным упрочнением
Структура сталей с карбидным упрочнением (стали типа
*
Высокие твердость (HRCэ 68–70) и теплостойкость (720 °С) обеспечиваются:
а) более высокими
*
Высокие твердость (HRCэ 68–70) и теплостойкость (720 °С) обеспечиваются:
а) более высокими
*
Марки и химический состав (масс. %) высоколегированных сплавов с интерметаллидным упрочнением
*
Марки и химический состав (масс. %) высоколегированных сплавов с интерметаллидным упрочнением
*
Карбидостали
Это материалы, состоящие из легированной матрицы и карбидов с массовой долей
*
Карбидостали
Это материалы, состоящие из легированной матрицы и карбидов с массовой долей
*
Карбидостали после закалки и отпуска обладают высокой твердостью
(HRA 86–88) и износостойкостью.
По
*
Карбидостали после закалки и отпуска обладают высокой твердостью
(HRA 86–88) и износостойкостью.
По
 Печатные источники в генеалогическом поиске. Библиотека, как место хранения информации
Печатные источники в генеалогическом поиске. Библиотека, как место хранения информации Медико-социальная экспертиза (МСЭК)
Медико-социальная экспертиза (МСЭК) Анализ аптечного ассортимента диуретиков на основе лекарственного растительного сырья
Анализ аптечного ассортимента диуретиков на основе лекарственного растительного сырья 5 Реляційна алгебра (2)
5 Реляційна алгебра (2) Клетка как биологическая система
Клетка как биологическая система Printers. Type of printer
Printers. Type of printer Изменения в организме женщины в связи с беременностью
Изменения в организме женщины в связи с беременностью Охарактеризуйте три направления изучения детства
Охарактеризуйте три направления изучения детства Слово об Игоревой стеле.
Слово об Игоревой стеле. Дидактические игры по художественной деятельности
Дидактические игры по художественной деятельности Микрофлора и иммунные процессы при заболеваниях пародонта. Одонтогенные инфекции
Микрофлора и иммунные процессы при заболеваниях пародонта. Одонтогенные инфекции Эксплуатация средств заправки воздушных судов авиаГСМ и спецжидкостями
Эксплуатация средств заправки воздушных судов авиаГСМ и спецжидкостями Современные формы информационно-коммуникационных технологий и их роль в жизни общества
Современные формы информационно-коммуникационных технологий и их роль в жизни общества Женщины
Женщины Банкротство корпораций
Банкротство корпораций Свойства дисперсии
Свойства дисперсии Николай Алексеевич Некрасов. Любовная лирика
Николай Алексеевич Некрасов. Любовная лирика Гетьманські столиці України
Гетьманські столиці України Презентация к уроку окружающий мир 3 класс на тему Разнообразие животных
Презентация к уроку окружающий мир 3 класс на тему Разнообразие животных Тест по истории европейского искусства. Конец XVIII - начало XIX века
Тест по истории европейского искусства. Конец XVIII - начало XIX века Юргинский машзавод
Юргинский машзавод Для тех, кто влюблен в аккордеон.
Для тех, кто влюблен в аккордеон. Потаралова В.Р. Рожко Г.И
Потаралова В.Р. Рожко Г.И Новосибирск ждет гостей
Новосибирск ждет гостей Технологии печати в полиграфии
Технологии печати в полиграфии Таня, я тебя люблю больше жизни
Таня, я тебя люблю больше жизни Эпоха Возрождения
Эпоха Возрождения Есенин
Есенин