- Инверторные источники питания. Урок №3

Содержание
- 2. (I) Инверторные источники питания Одно из перспективных направлений совершенствования сварочного оборудования — создание энергосберегающих источников питания
- 3. Инверторные источники обеспечивают: легкое зажигание и эластичность дуги; мелкокапельный и струйный перенос металла; минимальное разбрызгивание расплавленного
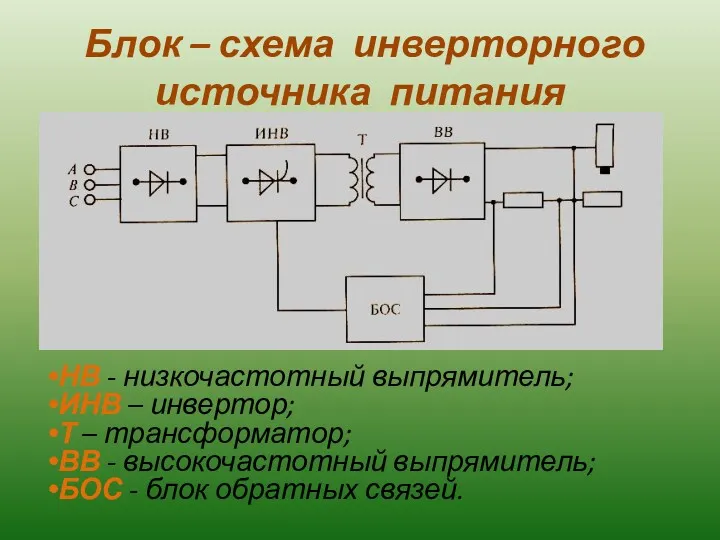
- 4. Блок – схема инверторного источника питания НВ - низкочастотный выпрямитель; ИНВ – инвертор; Т – трансформатор;
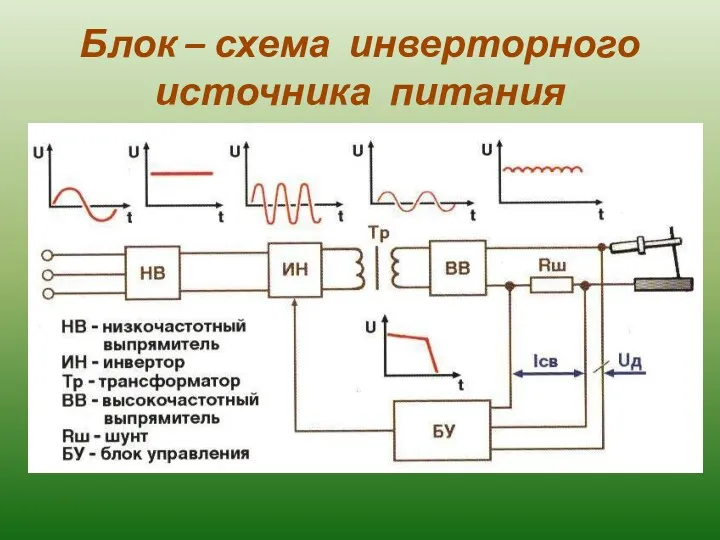
- 5. Блок – схема инверторного источника питания
- 6. Переменное напряжение питающей сети поступает на низкочастотный выпрямитель НВ и после выпрямления преобразуется инвертором ИНВ в
- 8. Инверторный транзисторный источник ВДУЧ-251 предназначен для ручной дуговой сварки штучными электродами на постоянном токе неповоротных стыков
- 9. Техническая характеристика инверторного источника питания ВДУЧ-251
- 10. Источник питания инверторный универсальный ИПИ-300У Источник разработан, как базовый источник средней мощности для основных видов сварки
- 11. STICK 350 CEL Инверторный источник питания для ручной дуговой сварки (MMA) постоянным током (DC) Описание Оптимизирован
- 12. Инверторные источники питания PE23/40-400 PE23/40-400 - инверторные источники питания для ручной дуговой сварки на основе модуля
- 13. Аппараты серии MATRIX Особенностью аппаратов является: инверторный источник питания, надежный корпус, малый вес и размер, низкий
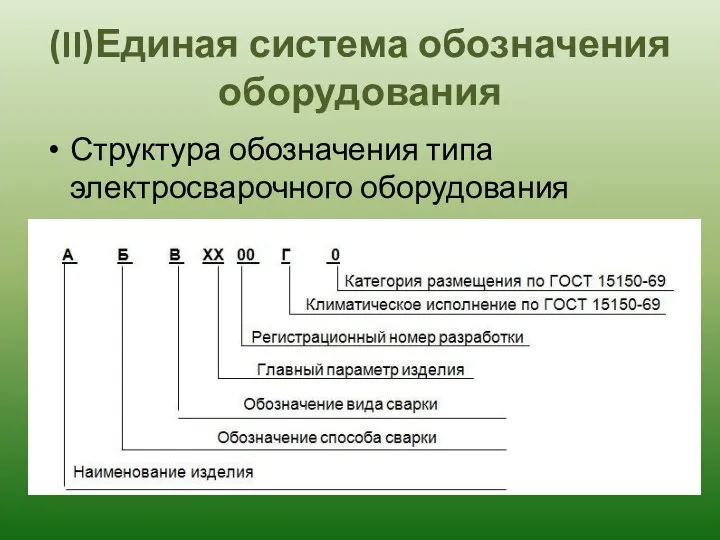
- 14. (II)Единая система обозначения оборудования Структура обозначения типа электросварочного оборудования
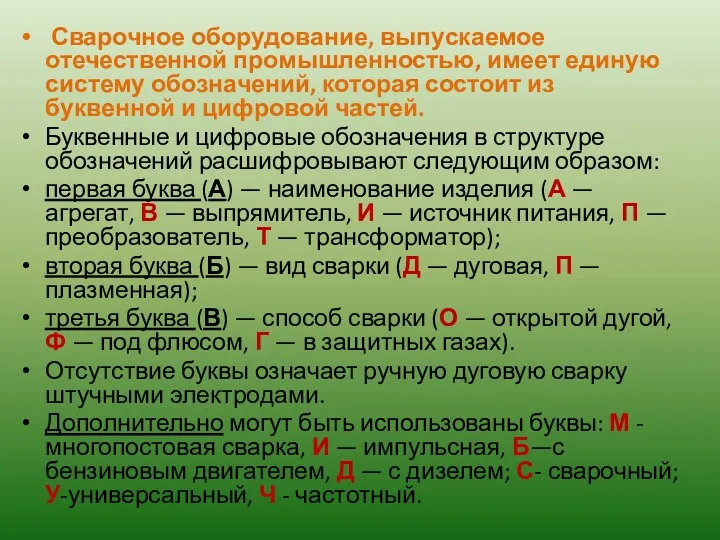
- 15. Сварочное оборудование, выпускаемое отечественной промышленностью, имеет единую систему обозначений, которая состоит из буквенной и цифровой частей.
- 16. две цифры (XX) — номинальный ток в сотнях или десятках ампер; две цифры (00) — регистрационный
- 17. (III)Режим работы источника питания Работа источника питания обычно происходит с чередующимися включениями и выключениями нагрузки (например,
- 18. ПР и ПВ выражаются в процентах: ПР=(tсв/tсв+tхх) ·100% ПВ=(tсв/tсв+tп) ·100% где: tсв - время сварки; tхх
- 19. Для расчета ПР или ПВ берется время цикла сварки: tц=tсв+tхх=tсв+tп=5мин (иногда 10мин) Как правило, для ручной
- 20. Номинальный расчетный ток определяется допустимым нагревом основных частей источника. Максимально допустимый сварочный ток определяется по формуле:
- 21. Пример1: определить допустимый сварочный ток для источника питания дуги, в паспорте которого приведены: Iн=500А, ПР=65%, если
- 22. Пример2: определить допустимый ПРД сварочного трансформатора при токе 1200А, если по паспорту Iн=1000А и ПРн=75%. ПРД
- 24. Скачать презентацию
(I) Инверторные источники питания
Одно из перспективных направлений совершенствования сварочного оборудования —
(I) Инверторные источники питания
Одно из перспективных направлений совершенствования сварочного оборудования —
Инверторные источники обеспечивают:
легкое зажигание и эластичность дуги;
мелкокапельный и струйный перенос металла;
Инверторные источники обеспечивают:
легкое зажигание и эластичность дуги;
мелкокапельный и струйный перенос металла;
Блок – схема инверторного источника питания
НВ - низкочастотный выпрямитель;
ИНВ –
Блок – схема инверторного источника питания
НВ - низкочастотный выпрямитель;
ИНВ –
Блок – схема инверторного источника питания
Блок – схема инверторного источника питания
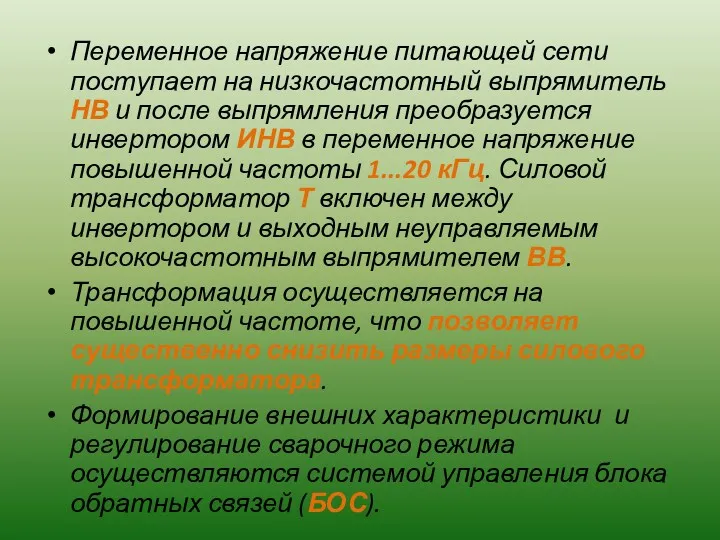
Переменное напряжение питающей сети поступает на низкочастотный выпрямитель НВ и после
Переменное напряжение питающей сети поступает на низкочастотный выпрямитель НВ и после

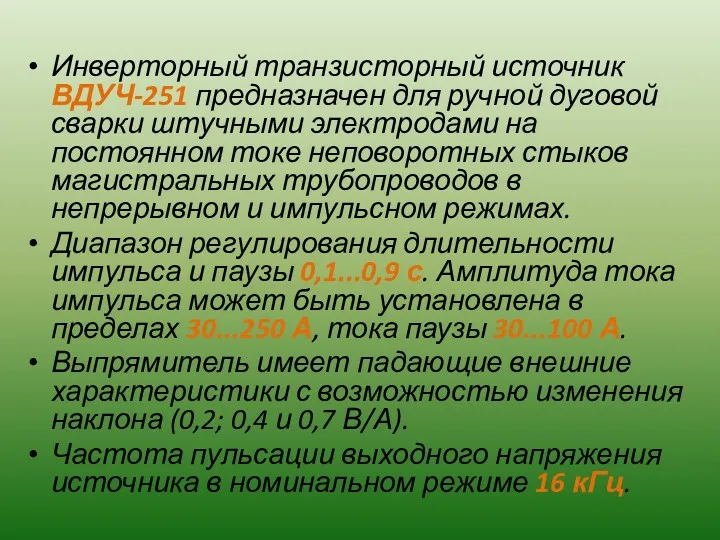
Инверторный транзисторный источник ВДУЧ-251 предназначен для ручной дуговой сварки штучными электродами
Инверторный транзисторный источник ВДУЧ-251 предназначен для ручной дуговой сварки штучными электродами
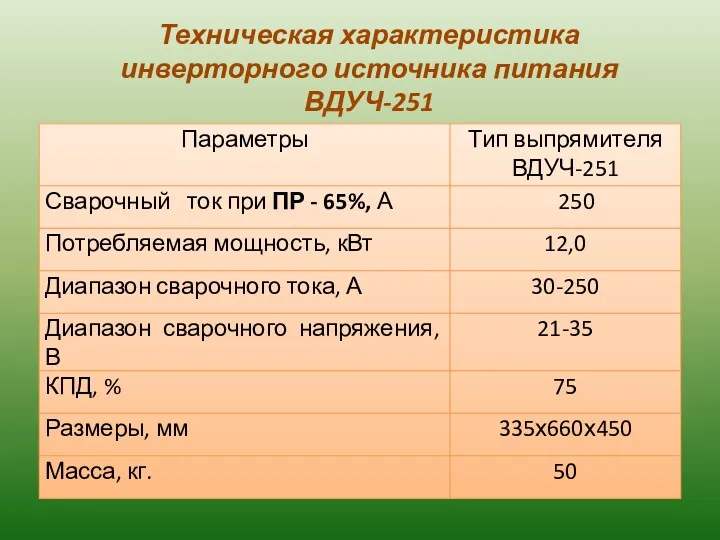
Техническая характеристика инверторного источника питания ВДУЧ-251
Техническая характеристика инверторного источника питания ВДУЧ-251

Источник питания инверторный универсальный
ИПИ-300У
Источник разработан, как базовый источник средней мощности для
Источник питания инверторный универсальный
ИПИ-300У
Источник разработан, как базовый источник средней мощности для

STICK 350 CEL
Инверторный источник питания для ручной дуговой сварки (MMA) постоянным
STICK 350 CEL
Инверторный источник питания для ручной дуговой сварки (MMA) постоянным

Инверторные источники питания PE23/40-400
PE23/40-400 - инверторные источники питания для ручной дуговой
Инверторные источники питания PE23/40-400
PE23/40-400 - инверторные источники питания для ручной дуговой

Аппараты серии MATRIX
Особенностью аппаратов является: инверторный источник питания, надежный корпус, малый
Аппараты серии MATRIX
Особенностью аппаратов является: инверторный источник питания, надежный корпус, малый
(II)Единая система обозначения оборудования
Структура обозначения типа электросварочного оборудования
(II)Единая система обозначения оборудования
Структура обозначения типа электросварочного оборудования
Сварочное оборудование, выпускаемое отечественной промышленностью, имеет единую систему обозначений, которая
Сварочное оборудование, выпускаемое отечественной промышленностью, имеет единую систему обозначений, которая
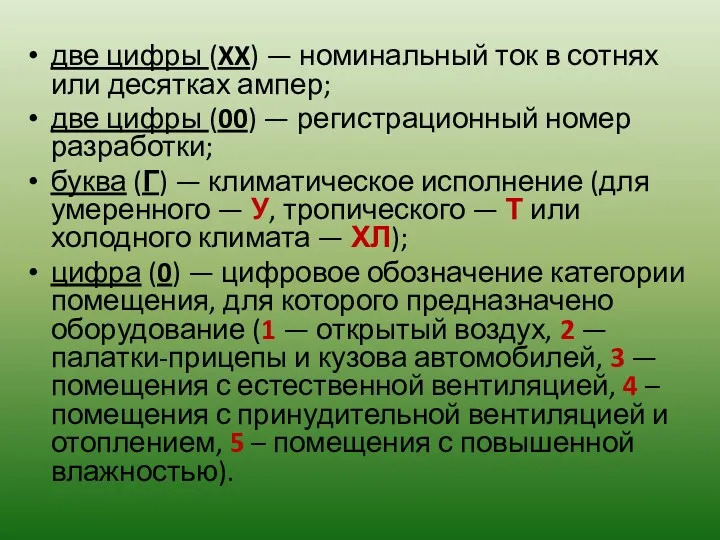
две цифры (XX) — номинальный ток в сотнях или десятках ампер;
две
две цифры (XX) — номинальный ток в сотнях или десятках ампер;
две
(III)Режим работы источника питания
Работа источника питания обычно происходит с чередующимися включениями
(III)Режим работы источника питания
Работа источника питания обычно происходит с чередующимися включениями
ПР и ПВ выражаются в процентах:
ПР=(tсв/tсв+tхх) ·100%
ПВ=(tсв/tсв+tп) ·100%
где: tсв
ПР и ПВ выражаются в процентах:
ПР=(tсв/tсв+tхх) ·100%
ПВ=(tсв/tсв+tп) ·100%
где: tсв
Для расчета ПР или ПВ берется время цикла сварки:
tц=tсв+tхх=tсв+tп=5мин (иногда 10мин)
Как
Для расчета ПР или ПВ берется время цикла сварки:
tц=tсв+tхх=tсв+tп=5мин (иногда 10мин)
Как
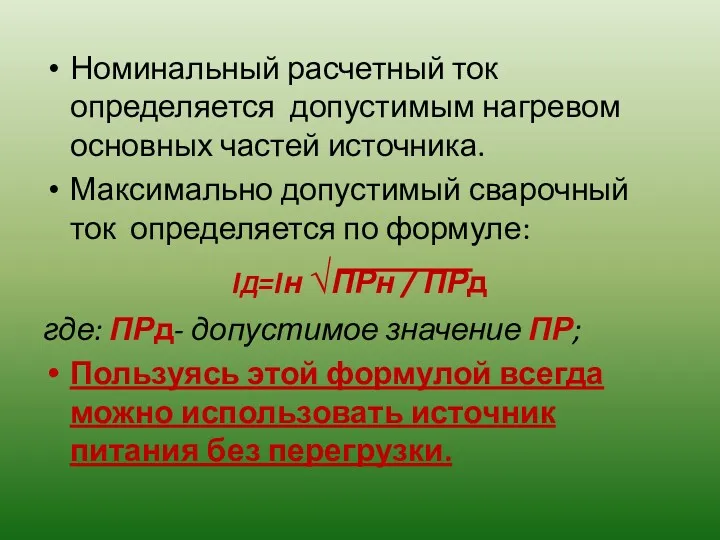
Номинальный расчетный ток определяется допустимым нагревом основных частей источника.
Максимально допустимый
Номинальный расчетный ток определяется допустимым нагревом основных частей источника.
Максимально допустимый
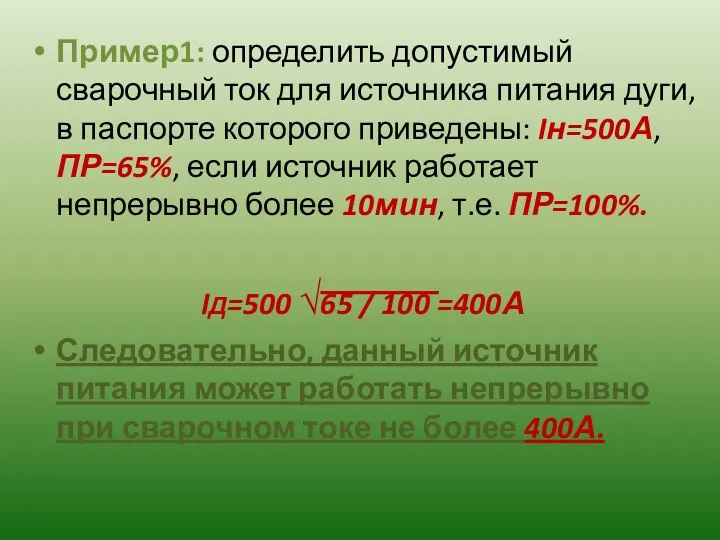
Пример1: определить допустимый сварочный ток для источника питания дуги, в паспорте
Пример1: определить допустимый сварочный ток для источника питания дуги, в паспорте
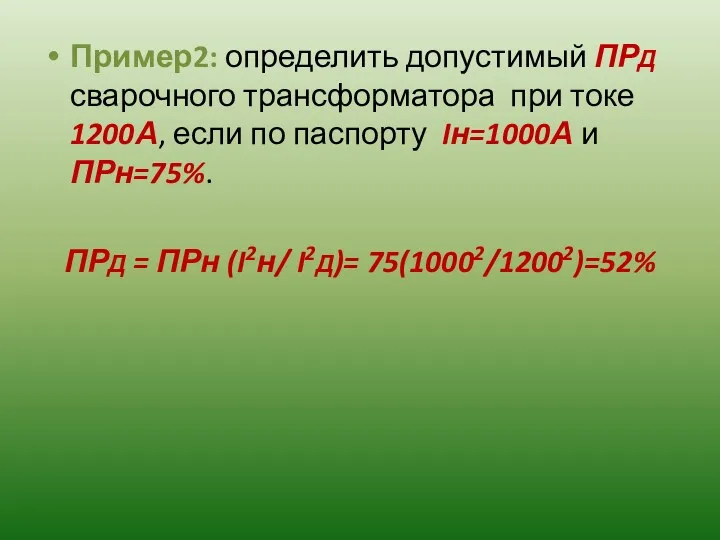
Пример2: определить допустимый ПРД сварочного трансформатора при токе 1200А, если по
Пример2: определить допустимый ПРД сварочного трансформатора при токе 1200А, если по
 Положение металлов в Периодической системе Д.И. Менделеева. Особенности строения атомов, свойства. Цель и задачи урока: Форма урока: Методы и приёмы: Оборудование: ХОД УРОКА
Положение металлов в Периодической системе Д.И. Менделеева. Особенности строения атомов, свойства. Цель и задачи урока: Форма урока: Методы и приёмы: Оборудование: ХОД УРОКА Ура, прогулка!
Ура, прогулка! Песни о Великой Отечественной войне. Слушание музыки 1,2 и 3 классы
Песни о Великой Отечественной войне. Слушание музыки 1,2 и 3 классы Молодежный ландшафтный форум. Открытые пространства. Лаборатории ландшафта парка Зарядье
Молодежный ландшафтный форум. Открытые пространства. Лаборатории ландшафта парка Зарядье Плоскостная разметка. Измерительные инструменты и приспособления
Плоскостная разметка. Измерительные инструменты и приспособления Классный час Всегда ли дружба важнее всего
Классный час Всегда ли дружба важнее всего Как Русь начиналась…
Как Русь начиналась… Обучение на основе учебных ситуаций
Обучение на основе учебных ситуаций Презентация к уроку Природные источники углеводородов
Презентация к уроку Природные источники углеводородов Крестные страдания и смерть Иисуса Христа. Погребение Иисуса Христа
Крестные страдания и смерть Иисуса Христа. Погребение Иисуса Христа Инфекционные заболевания у пациентов с раком крови в анамнезе. COVID-19. Как себя вести?
Инфекционные заболевания у пациентов с раком крови в анамнезе. COVID-19. Как себя вести? Социальный проект
Социальный проект Определение маневренных характеристик теплохода проекта 1557 Сормовский
Определение маневренных характеристик теплохода проекта 1557 Сормовский Устройство электровоза 2ЭВ120
Устройство электровоза 2ЭВ120 Деепричастие
Деепричастие Презентация занятия Как сохранить здоровье?
Презентация занятия Как сохранить здоровье? Фото презентация по теме Я-классный руководитель
Фото презентация по теме Я-классный руководитель 3D анимация (7 класс)
3D анимация (7 класс) Внеучебная жизнь студентов
Внеучебная жизнь студентов Инженерно-геодезические изыскания
Инженерно-геодезические изыскания Компания ДОМАСТЕР
Компания ДОМАСТЕР Строение и работа сердца
Строение и работа сердца Задачи и функции планово-экономического отдела. Ставропольский государственный аграрный университет
Задачи и функции планово-экономического отдела. Ставропольский государственный аграрный университет Welcome to Java India
Welcome to Java India Понятие идентичности
Понятие идентичности Коммерческое предложение по созданию видеоконтента для строительных компаний от Студии Replay
Коммерческое предложение по созданию видеоконтента для строительных компаний от Студии Replay Давление в жидкости и газе
Давление в жидкости и газе Қазфосфат. Мықты жағы
Қазфосфат. Мықты жағы