- Использование контроллера и пульта управления

Содержание
- 2. Общий вид контроллера Управление фрезерным станком с ЧПУ осуществляется при помощи контроллера.
- 3. Аварийный выключатель При нажатии на аварийный выключатель станок останавливается. Контрольная лампа источника питания Инструкции для пульта
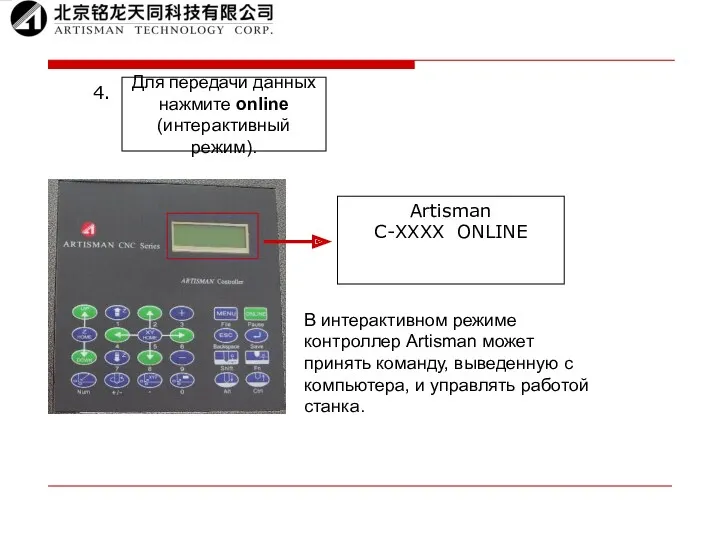
- 4. Интерактивный режим Кнопка «ONLINE» используется для установки связи между фрезерным станком и компьютером в интерактивном или
- 5. Начало координат по умолчанию Начало координат по умолчанию. Данное положение начала координат является неизменным. Данная кнопка
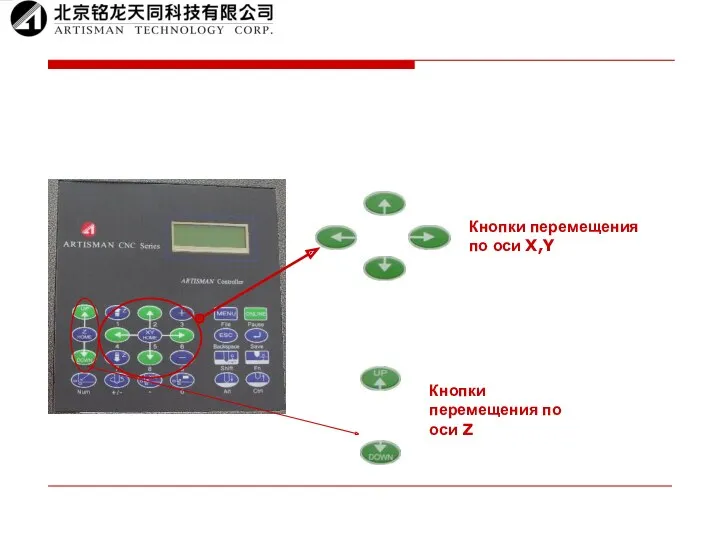
- 6. 水平移动按键 Кнопки перемещения по оси Z Кнопки перемещения по оси X,Y
- 7. ESC Если в автономном режиме данную кнопку нажать после введения соответствующих параметров, появится диалоговое окно о
- 8. При нажатии данной кнопки в автономном режиме пользовательское начало координат будет установлено в положения X, Y,
- 9. Меню Для того чтобы просмотреть различные меню, необходимо нажать данную кнопку в автономном режиме.
- 10. Перемещение в указанное положение Для того чтобы переместить шпиндель на указанную координату, необходимо нажать данную кнопку
- 11. Кнопка запуска/остановки инструмента Данная кнопка управляет запуском и остановкой вращения инструмента.
- 12. Управление преобразователем осуществляется при помощи RS485 Нажмите на пульте управления, чтобы отобразилось: Нажмите кнопку «+» или
- 13. Следующий этап: настройка преобразователя Проверьте, чтобы преобразователь был хорошо подключен к разъему материнской платы RJ45. Установите
- 14. Нажмите кнопку , на дисплее появится. Нажмите «+» или «-», чтобы изменить значение. Когда повторно отобразится
- 15. Нажмите на пульте управления кнопки «+» или «-», чтобы изменить значения. После повторного отображения «Spindle rpm»
- 16. 1. Запустите фрезерный станок и после самопроверки вернитесь на начало координат по умолчанию. 2. Переместите инструмент
- 17. Включите источник питания, на экране появится номер версии пульта управления. После запуска станка на жидкокристаллическом дисплее
- 18. 2. После этого на экране отображается версия контроллера и запускается установка в исходное состояние. После самопроверки
- 19. После возвращения станка на начало координат по умолчанию он находится в автономном режиме. Автономный режим X+00.000
- 20. Начало координат оси Z можно определить двумя способами. Дождитесь соприкосновения фрезы и заготовки и нажмите кнопку
- 21. -----Использование калибровщика инструмента. Расположите калибровщик на поверхность заготовки под инструмент и нажмите кнопку «auto tester» (автоматическая
- 22. Проверьте, чтобы все три оси были в положении начала координат.
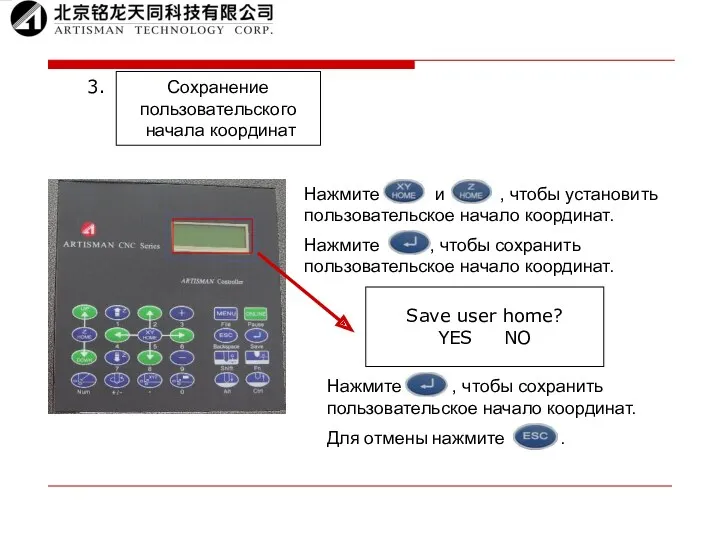
- 23. Сохранение пользовательского начала координат 3. Нажмите и , чтобы установить пользовательское начало координат. Нажмите , чтобы
- 24. Artisman C-XXXX ONLINE В интерактивном режиме контроллер Artisman может принять команду, выведенную с компьютера, и управлять
- 25. Последовательность действий Создайте файл траектории инструмента Использование панели управления (установите скорость перемещения, скорость подачи и скорость
- 26. Файл траектории инструмента, созданный UCanCAM V8
- 27. Перед использованием панели управления необходимо ознакомиться с ее функциями. Установка. Установите диск на компьютер, он автоматически
- 28. Выбор группы программ
- 29. Установка окончена.
- 30. После установки запустите программное обеспечение.
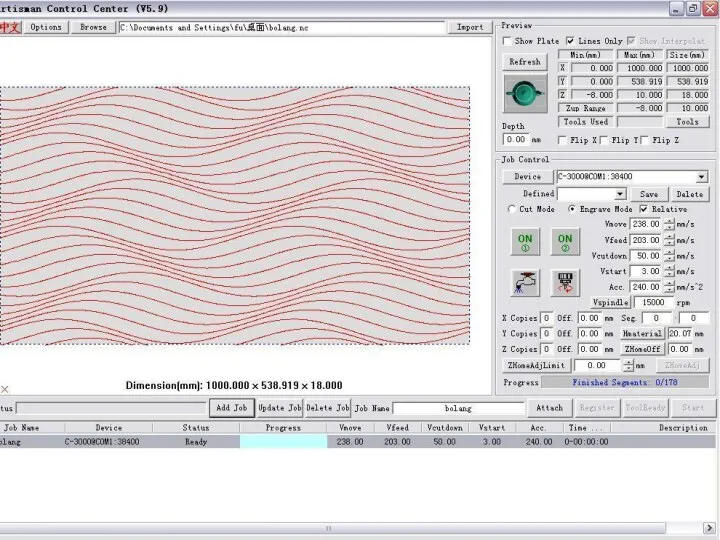
- 31. Инструкции панели управления Есть 4 функциональных зоны: предварительный просмотр траектории инструмента, параметры предварительного просмотра, управление производством
- 32. Запуск/остановка Настройка частоты вращения шпинделя
- 33. Можно открыть файлы формата G code или HPGL. Данные файлы траектории инструмента можно создать при помощи
- 34. Есть 4 различных угла просмотра.
- 35. Подключиться к фрезерному станку можно двумя способами.
- 36. 1. Подключение серийного порта
- 37. Пульт управления Artisman с многофункциональной картой последовательного порта поддерживает один компьютер, который одновременно управляет несколькими фрезерными
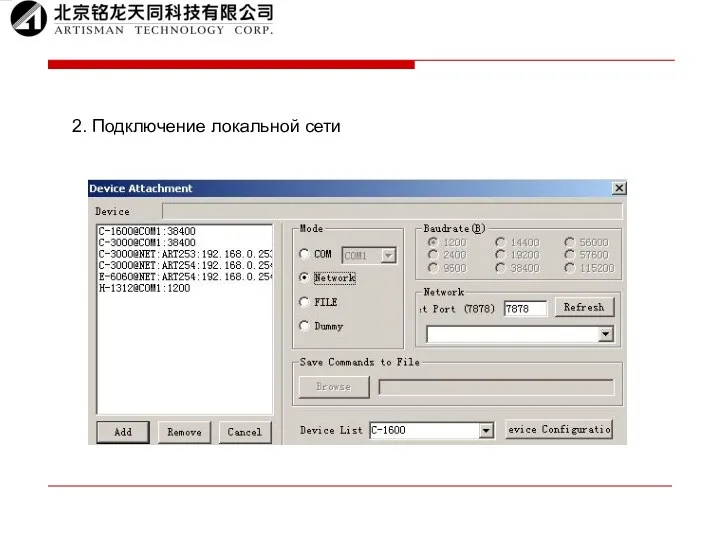
- 38. 2. Подключение локальной сети
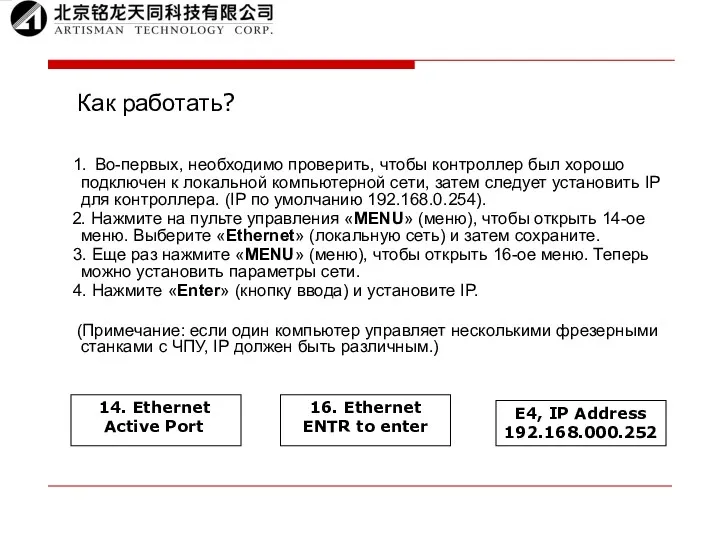
- 39. Как работать? 1. Во-первых, необходимо проверить, чтобы контроллер был хорошо подключен к локальной компьютерной сети, затем
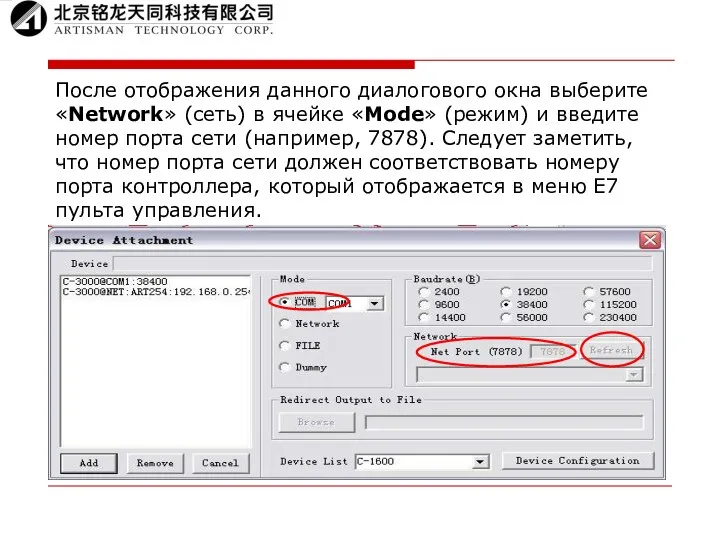
- 40. После отображения данного диалогового окна выберите «Network» (сеть) в ячейке «Mode» (режим) и введите номер порта
- 41. Нажмите «Refresh» (обновить), после этого откроется диалоговое окно.
- 42. После обнаружения фрезерного станка с IP адресом 192.168.0.252, кликните на «Close» (закрыть) и перейдите к следующему
- 43. Для того чтобы добавить новый станок, необходимо нажать кнопку «Add».
- 44. Здесь устанавливаются параметры обработки
- 45. Верхняя часть панели управления используется для установки параметров обработки, нижняя часть предназначена для управления выводом данных.
- 46. Установка частоты вращения шпинделя
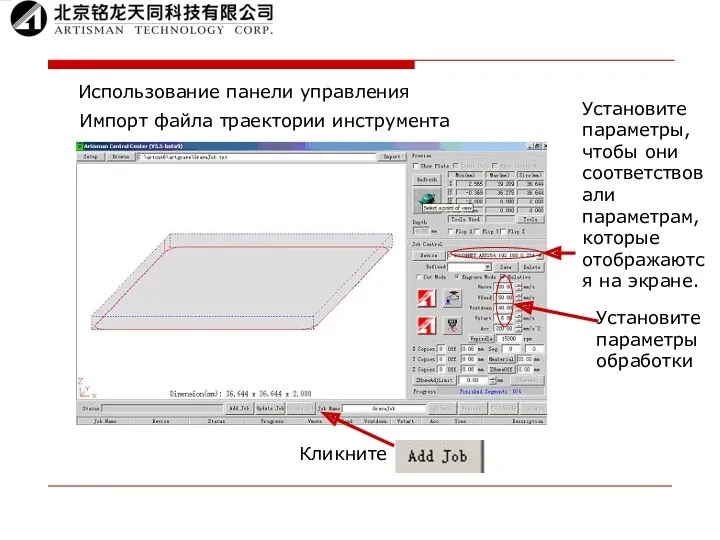
- 47. Использование панели управления Импорт файла траектории инструмента Кликните Установите параметры, чтобы они соответствовали параметрам, которые отображаются
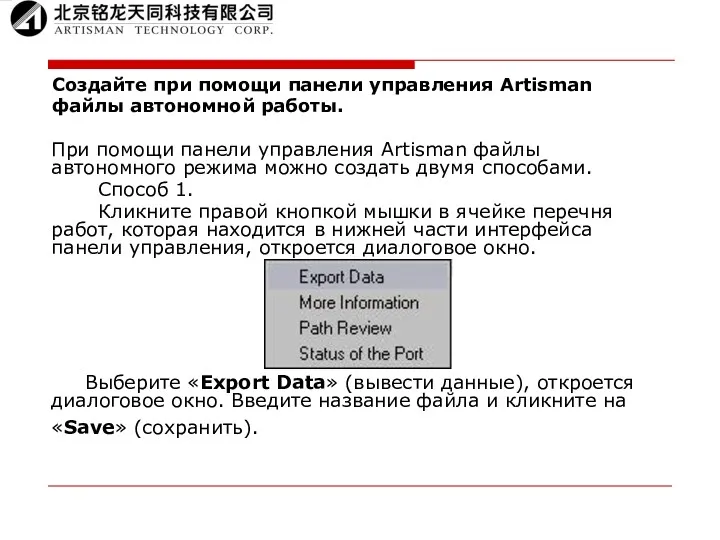
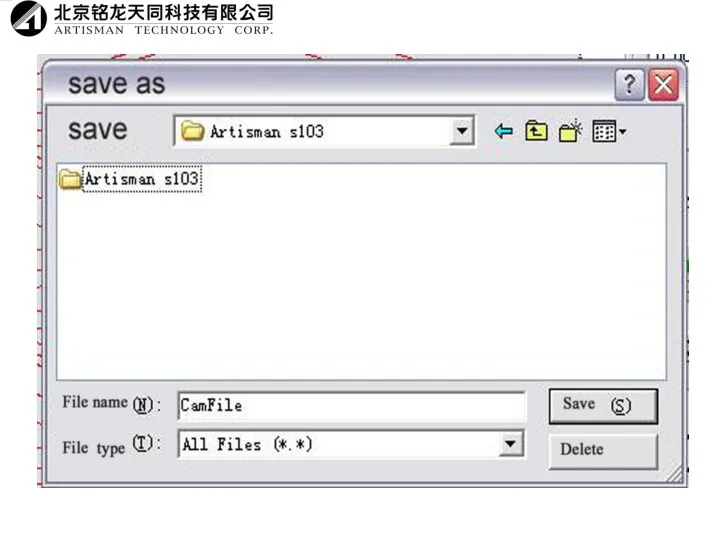
- 49. Создайте при помощи панели управления Artisman файлы автономной работы. При помощи панели управления Artisman файлы автономного
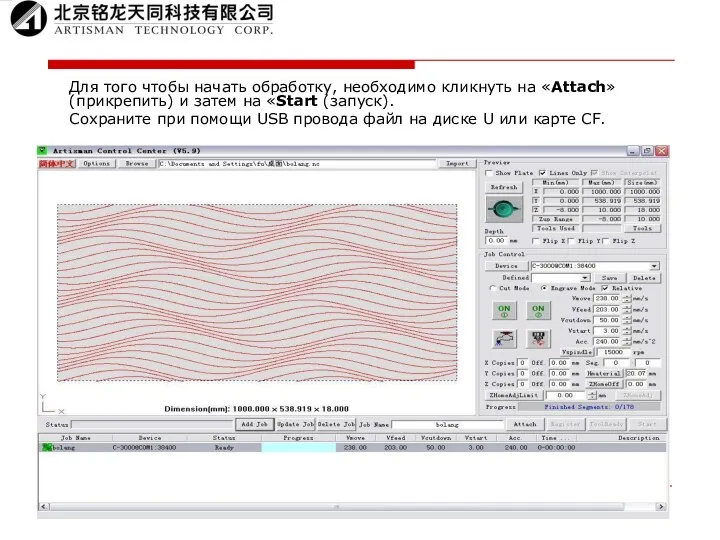
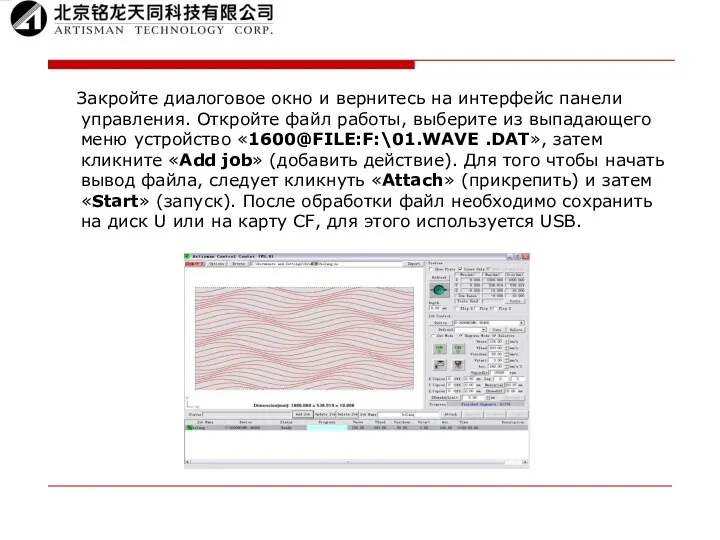
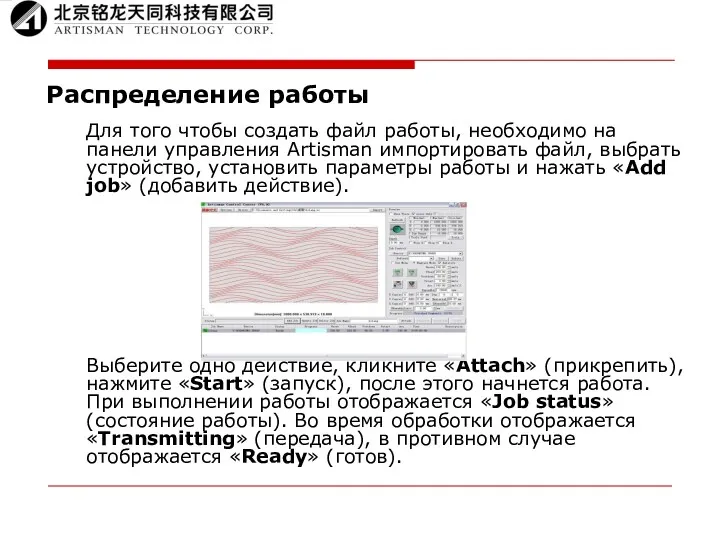
- 51. Для того чтобы начать обработку, необходимо кликнуть на «Attach» (прикрепить) и затем на «Start (запуск). Сохраните
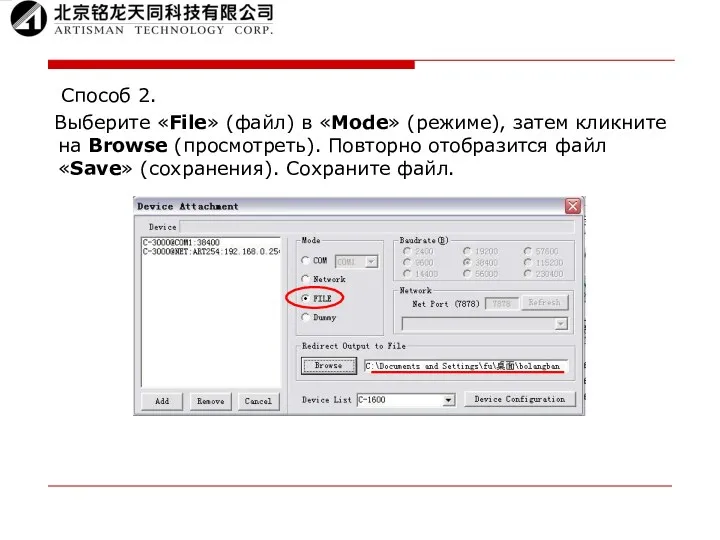
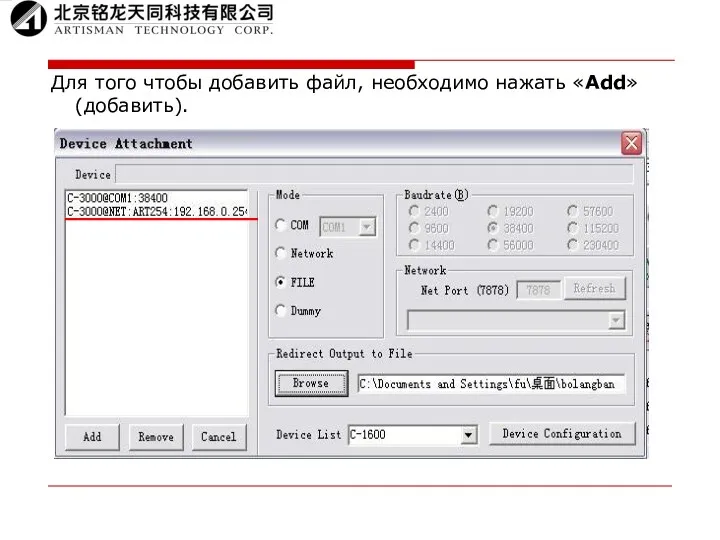
- 52. Способ 2. Выберите «File» (файл) в «Mode» (режиме), затем кликните на Browse (просмотреть). Повторно отобразится файл
- 53. Для того чтобы добавить файл, необходимо нажать «Add» (добавить).
- 54. Закройте диалоговое окно и вернитесь на интерфейс панели управления. Откройте файл работы, выберите из выпадающего меню
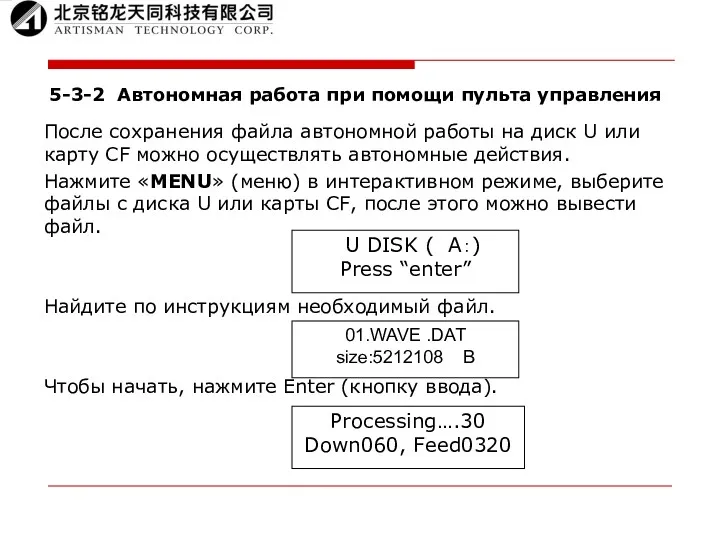
- 55. 5-3-2 Автономная работа при помощи пульта управления После сохранения файла автономной работы на диск U или
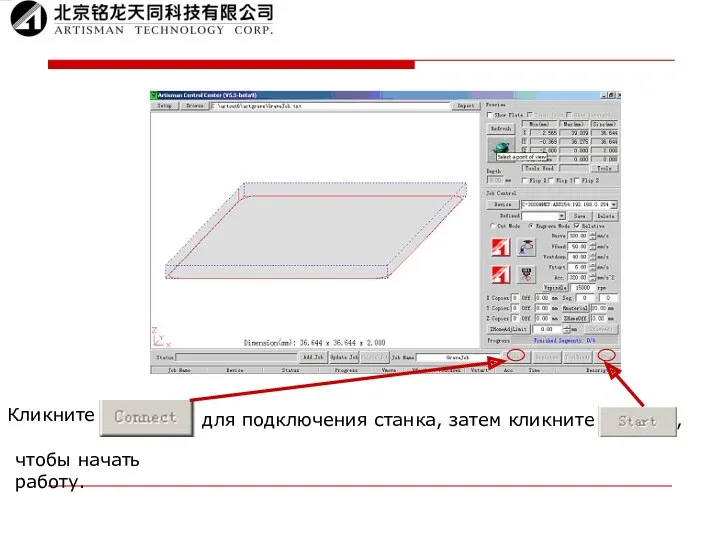
- 56. Кликните для подключения станка, затем кликните , чтобы начать работу.
- 57. Распределение работы Для того чтобы создать файл работы, необходимо на панели управления Artisman импортировать файл, выбрать
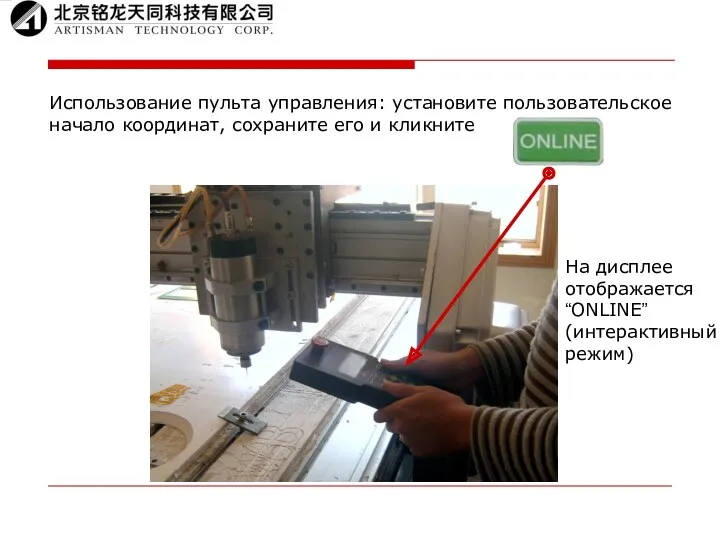
- 58. Использование пульта управления: установите пользовательское начало координат, сохраните его и кликните На дисплее отображается “ONLINE” (интерактивный
- 59. Фрезерный станок с ЧПУ запущен.
- 60. Готовое изделие
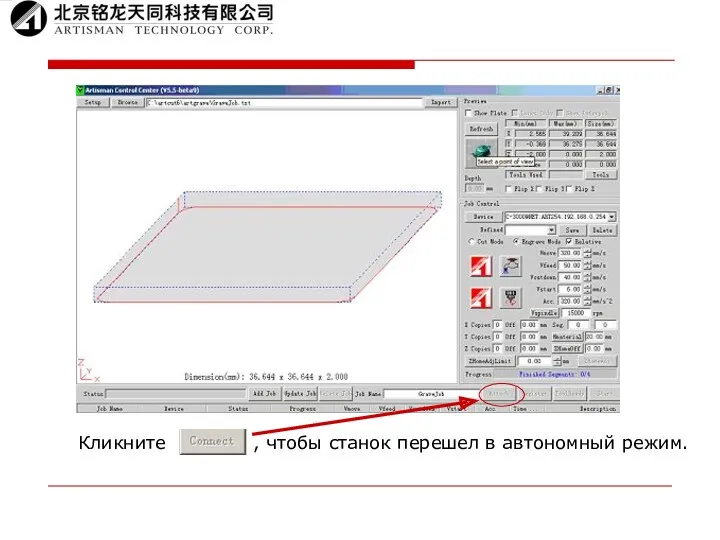
- 61. Кликните , чтобы станок перешел в автономный режим.
- 62. Artisman C-XXXX ONLINE X+00.000 Y+00.000 Z+00.000 HOME:0 После обработки кликните , чтобы перейти в автономный режим.
- 64. Скачать презентацию

Общий вид контроллера
Управление фрезерным станком с ЧПУ осуществляется при помощи
Общий вид контроллера
Управление фрезерным станком с ЧПУ осуществляется при помощи

Аварийный выключатель
При нажатии на аварийный
выключатель
станок останавливается.
Контрольная лампа источника питания
Инструкции для
Аварийный выключатель
При нажатии на аварийный
выключатель
станок останавливается.
Контрольная лампа источника питания
Инструкции для
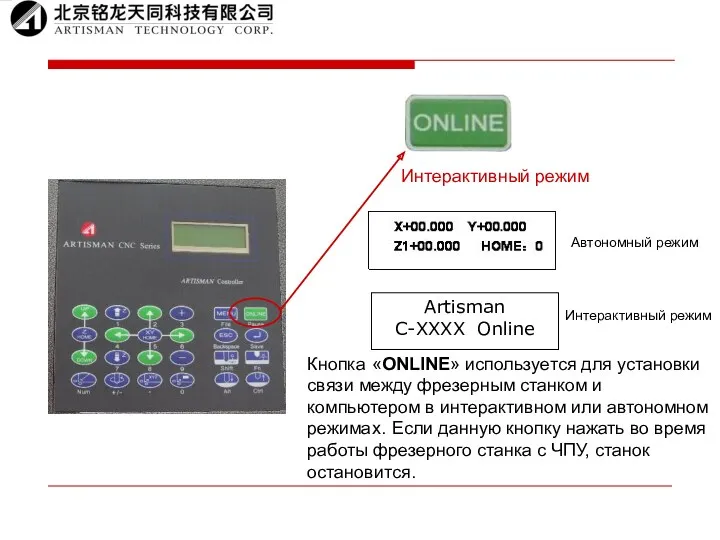
Интерактивный режим
Кнопка «ONLINE» используется для установки связи между фрезерным станком и
Интерактивный режим
Кнопка «ONLINE» используется для установки связи между фрезерным станком и

Начало координат по умолчанию
Начало координат по умолчанию. Данное положение начала
Начало координат по умолчанию
Начало координат по умолчанию. Данное положение начала
水平移动按键
Кнопки перемещения по оси Z
Кнопки перемещения по оси X,Y
水平移动按键
Кнопки перемещения по оси Z
Кнопки перемещения по оси X,Y

ESC
Если в автономном режиме данную кнопку нажать после введения соответствующих параметров,
ESC
Если в автономном режиме данную кнопку нажать после введения соответствующих параметров,

При нажатии данной кнопки в автономном режиме пользовательское начало координат будет
При нажатии данной кнопки в автономном режиме пользовательское начало координат будет

Меню
Для того чтобы просмотреть различные меню, необходимо нажать данную кнопку в
Меню
Для того чтобы просмотреть различные меню, необходимо нажать данную кнопку в

Перемещение в указанное положение
Для того чтобы переместить шпиндель на указанную
Перемещение в указанное положение
Для того чтобы переместить шпиндель на указанную

Кнопка запуска/остановки инструмента
Данная кнопка управляет запуском и остановкой вращения инструмента.
Кнопка запуска/остановки инструмента
Данная кнопка управляет запуском и остановкой вращения инструмента.
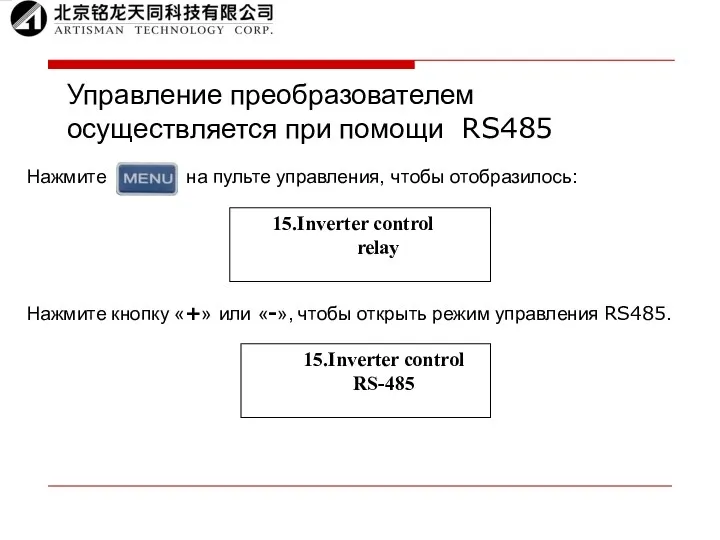
Управление преобразователем осуществляется при помощи RS485
Нажмите на пульте управления, чтобы отобразилось:
Нажмите
Управление преобразователем осуществляется при помощи RS485
Нажмите на пульте управления, чтобы отобразилось:
Нажмите
Следующий этап: настройка преобразователя
Проверьте, чтобы преобразователь был хорошо подключен к разъему
Следующий этап: настройка преобразователя
Проверьте, чтобы преобразователь был хорошо подключен к разъему
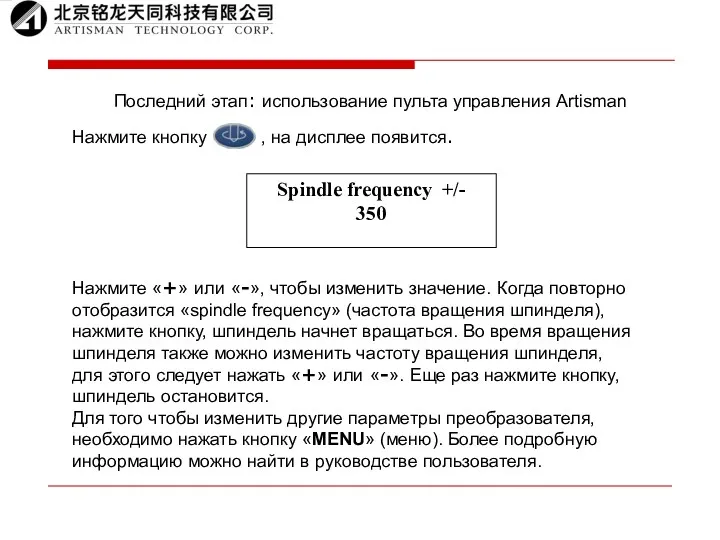
Нажмите кнопку , на дисплее появится.
Нажмите «+» или «-», чтобы изменить
Нажмите кнопку , на дисплее появится.
Нажмите «+» или «-», чтобы изменить
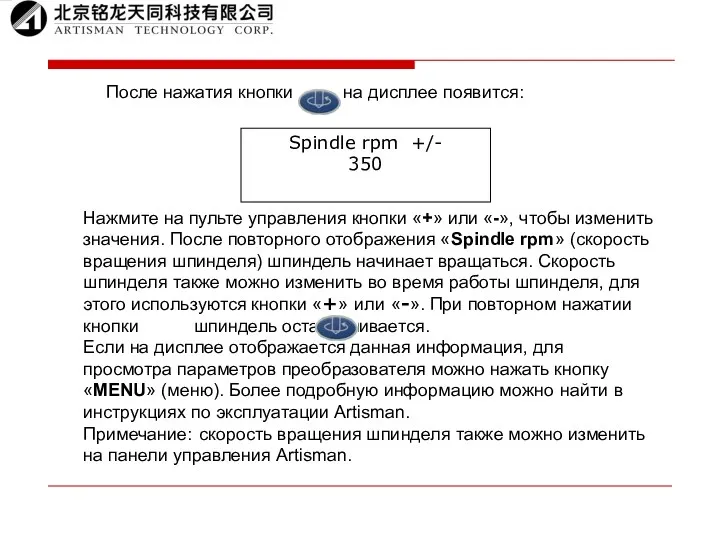
Нажмите на пульте управления кнопки «+» или «-», чтобы изменить значения.
Нажмите на пульте управления кнопки «+» или «-», чтобы изменить значения.

1. Запустите фрезерный станок
и после самопроверки вернитесь на
начало координат по
1. Запустите фрезерный станок
и после самопроверки вернитесь на
начало координат по

Включите источник питания, на экране появится номер версии пульта управления.
После
Включите источник питания, на экране появится номер версии пульта управления.
После

2. После этого на экране отображается версия контроллера и запускается установка
2. После этого на экране отображается версия контроллера и запускается установка

После возвращения станка на начало координат по умолчанию он находится в
После возвращения станка на начало координат по умолчанию он находится в

Начало координат оси Z можно определить двумя способами.
Дождитесь соприкосновения фрезы и
Начало координат оси Z можно определить двумя способами.
Дождитесь соприкосновения фрезы и
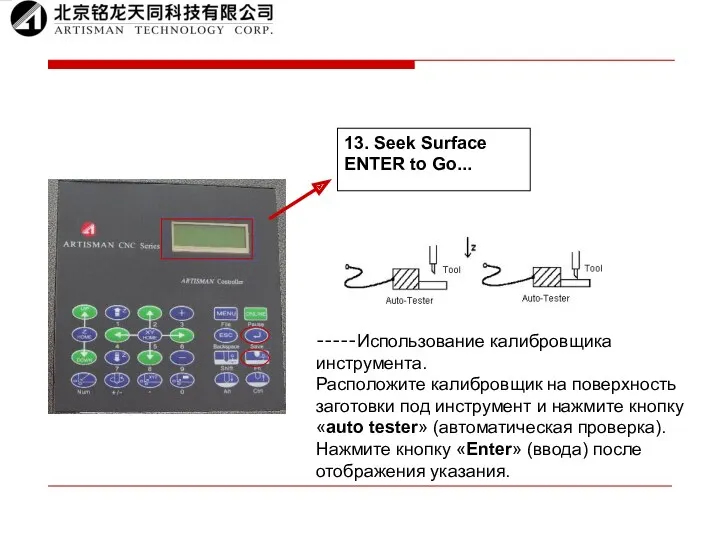
-----Использование калибровщика инструмента.
Расположите калибровщик на поверхность заготовки под инструмент и
-----Использование калибровщика инструмента.
Расположите калибровщик на поверхность заготовки под инструмент и

Проверьте, чтобы все три оси были в положении начала координат.
Проверьте, чтобы все три оси были в положении начала координат.
Сохранение
пользовательского
начала координат
3.
Нажмите и , чтобы установить
пользовательское начало координат.
Сохранение
пользовательского
начала координат
3.
Нажмите и , чтобы установить
пользовательское начало координат.
Artisman
C-XXXX ONLINE
В интерактивном режиме контроллер Artisman может принять команду, выведенную с
Artisman
C-XXXX ONLINE
В интерактивном режиме контроллер Artisman может принять команду, выведенную с
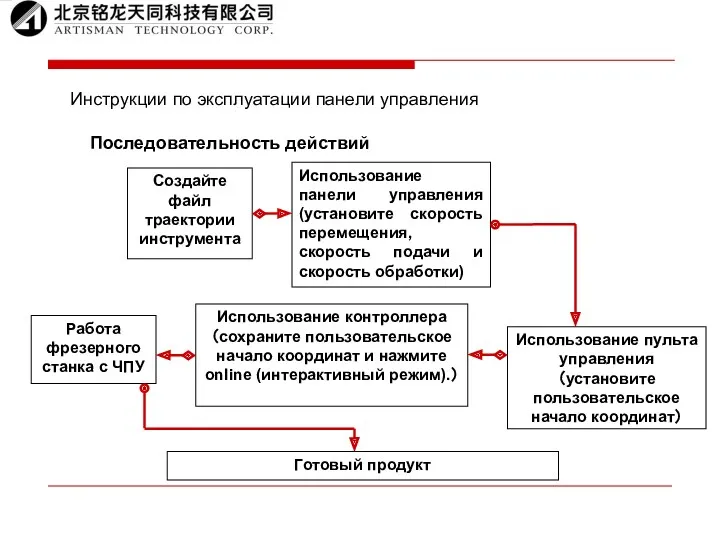
Последовательность действий
Создайте файл траектории инструмента
Использование панели управления (установите скорость перемещения, скорость
Последовательность действий
Создайте файл траектории инструмента
Использование панели управления (установите скорость перемещения, скорость
Файл траектории инструмента, созданный UCanCAM V8
Файл траектории инструмента, созданный UCanCAM V8
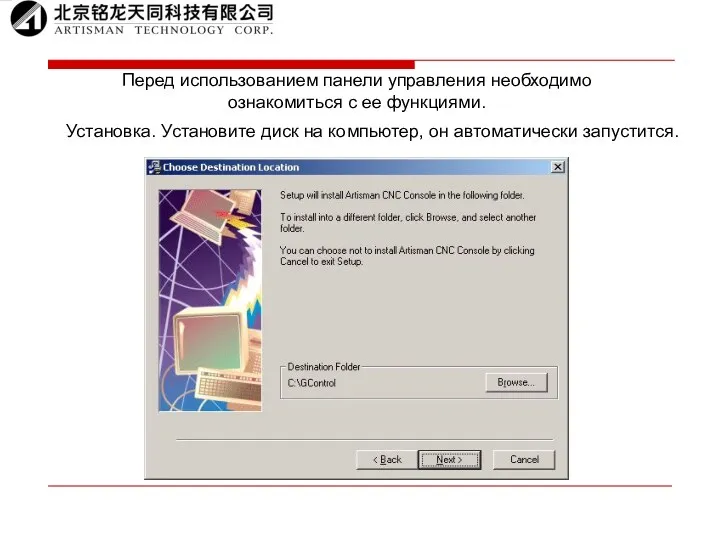
Перед использованием панели управления необходимо
ознакомиться с ее функциями.
Установка. Установите диск
Перед использованием панели управления необходимо
ознакомиться с ее функциями.
Установка. Установите диск
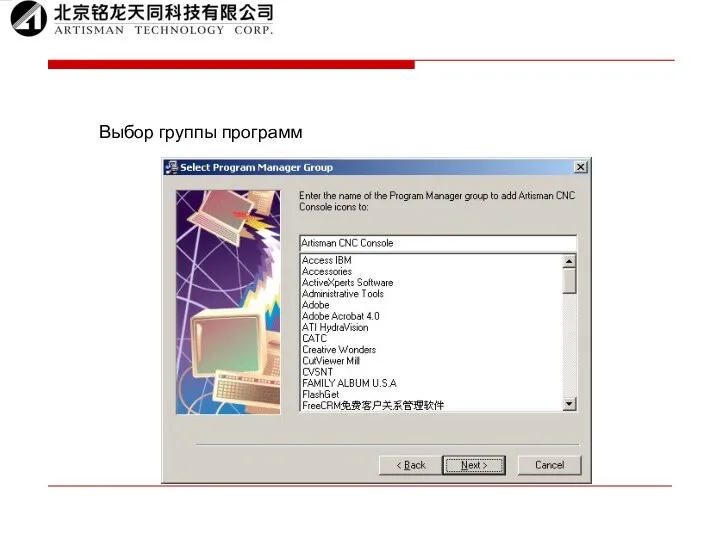
Выбор группы программ
Выбор группы программ
Установка окончена.
Установка окончена.
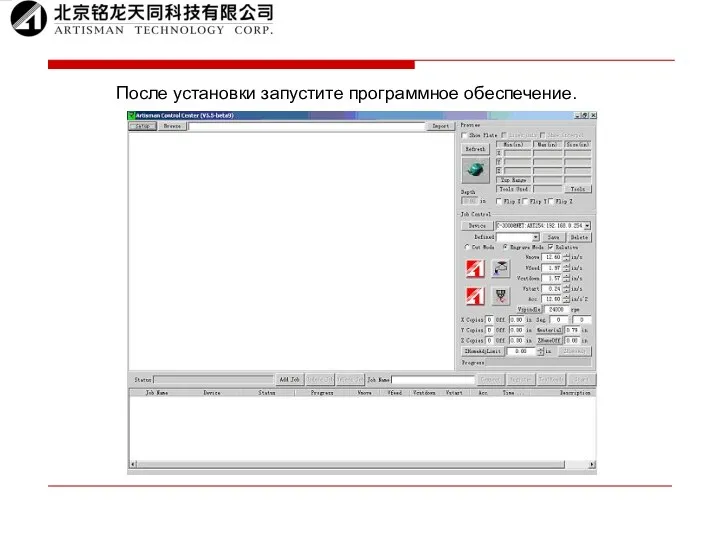
После установки запустите программное обеспечение.
После установки запустите программное обеспечение.
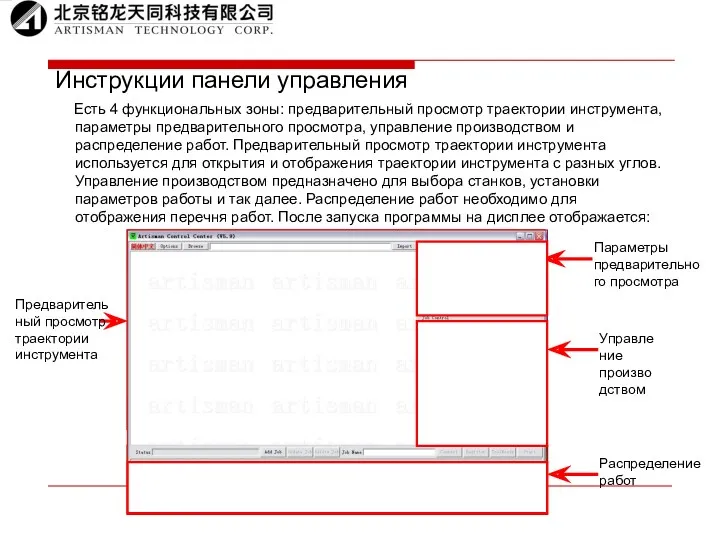
Инструкции панели управления
Есть 4 функциональных зоны: предварительный просмотр траектории инструмента,
Инструкции панели управления
Есть 4 функциональных зоны: предварительный просмотр траектории инструмента,
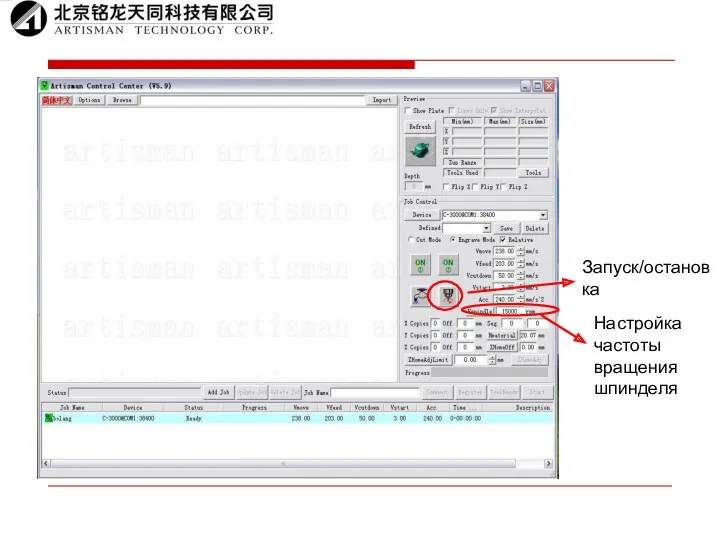
Запуск/остановка
Настройка частоты вращения шпинделя
Запуск/остановка
Настройка частоты вращения шпинделя

Можно открыть файлы формата G code или HPGL. Данные файлы траектории
Можно открыть файлы формата G code или HPGL. Данные файлы траектории
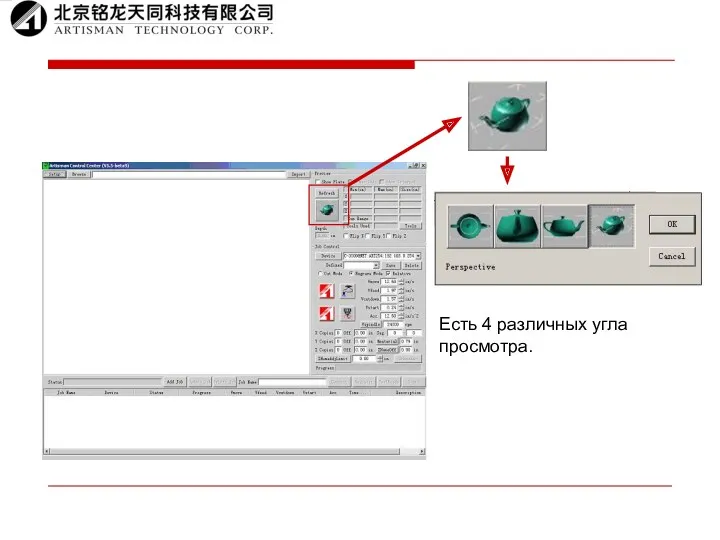
Есть 4 различных угла просмотра.
Есть 4 различных угла просмотра.
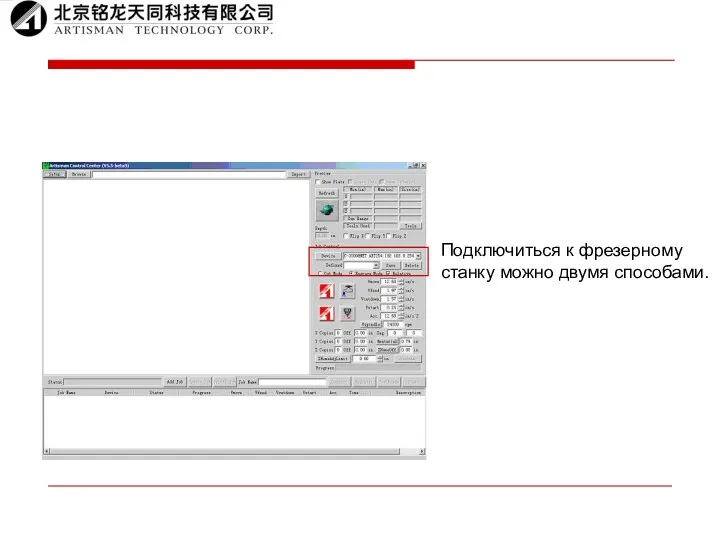
Подключиться к фрезерному
станку можно двумя способами.
Подключиться к фрезерному
станку можно двумя способами.
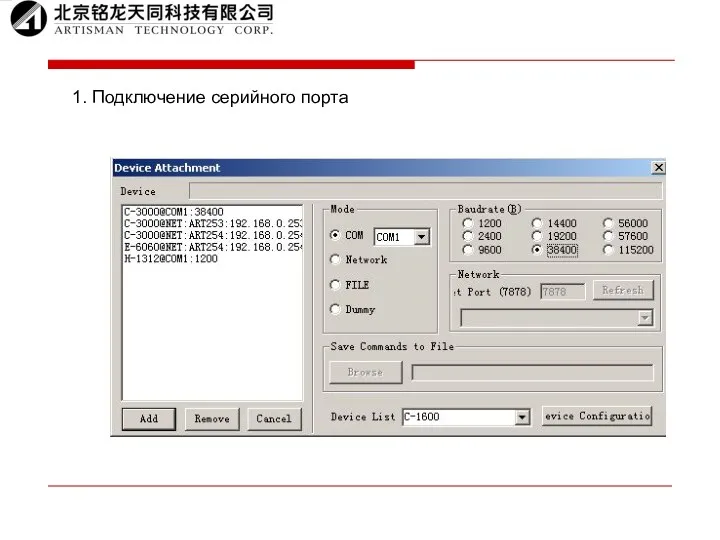
1. Подключение серийного порта
1. Подключение серийного порта
Пульт управления Artisman с многофункциональной картой последовательного порта поддерживает один компьютер,
Пульт управления Artisman с многофункциональной картой последовательного порта поддерживает один компьютер,
2. Подключение локальной сети
2. Подключение локальной сети
Как работать?
1. Во-первых, необходимо проверить, чтобы контроллер был хорошо
Как работать?
1. Во-первых, необходимо проверить, чтобы контроллер был хорошо
После отображения данного диалогового окна выберите «Network» (сеть) в ячейке «Mode»
После отображения данного диалогового окна выберите «Network» (сеть) в ячейке «Mode»
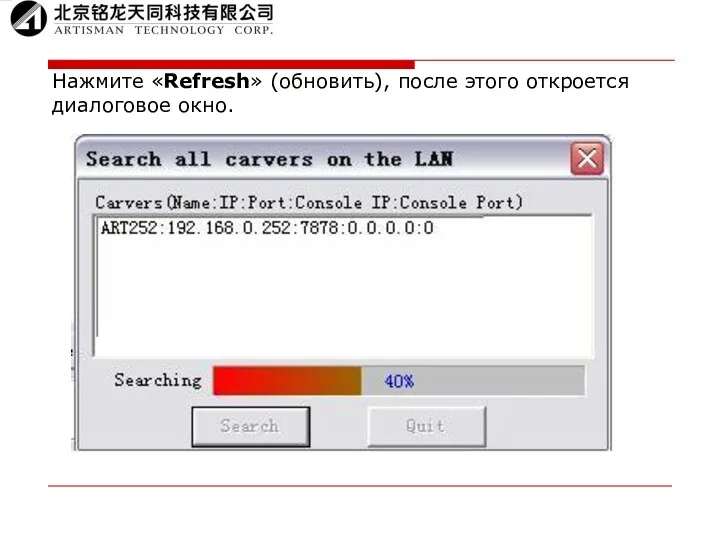
Нажмите «Refresh» (обновить), после этого откроется диалоговое окно.
Нажмите «Refresh» (обновить), после этого откроется диалоговое окно.
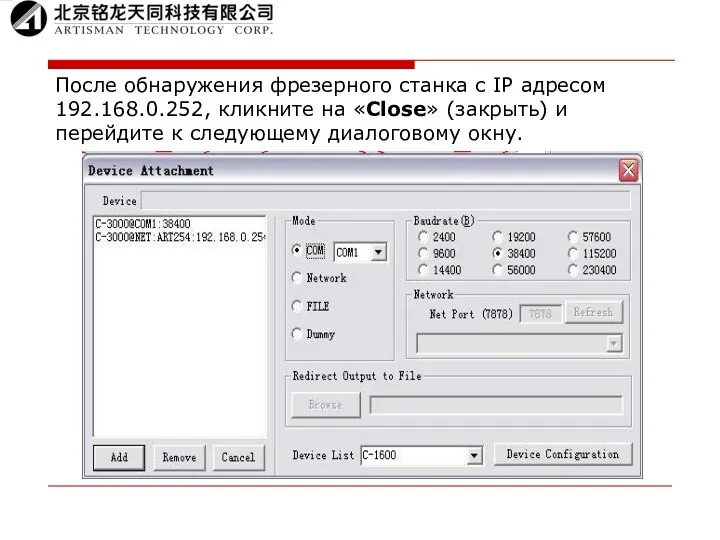
После обнаружения фрезерного станка с IP адресом 192.168.0.252, кликните на «Close»
После обнаружения фрезерного станка с IP адресом 192.168.0.252, кликните на «Close»
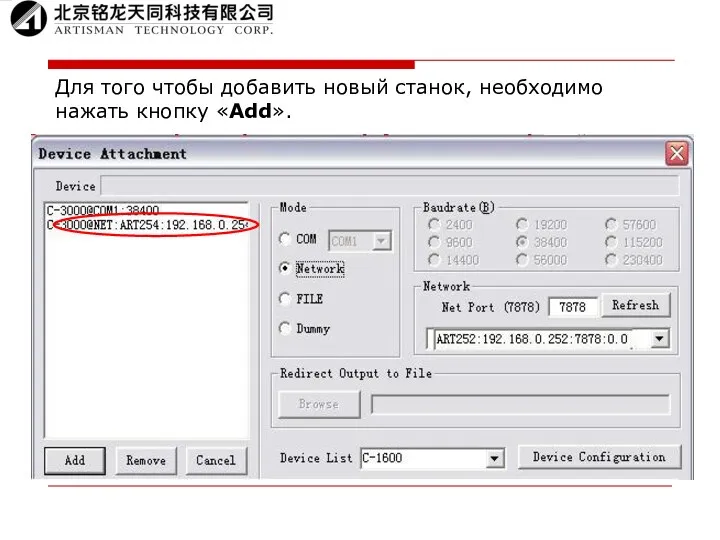
Для того чтобы добавить новый станок, необходимо нажать кнопку «Add».
Для того чтобы добавить новый станок, необходимо нажать кнопку «Add».
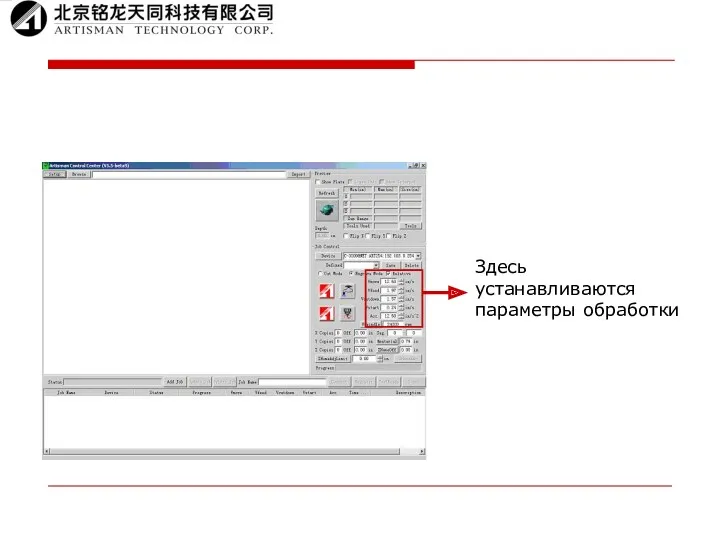
Здесь устанавливаются параметры обработки
Здесь устанавливаются параметры обработки
Верхняя часть панели управления используется для установки параметров обработки, нижняя часть
Верхняя часть панели управления используется для установки параметров обработки, нижняя часть
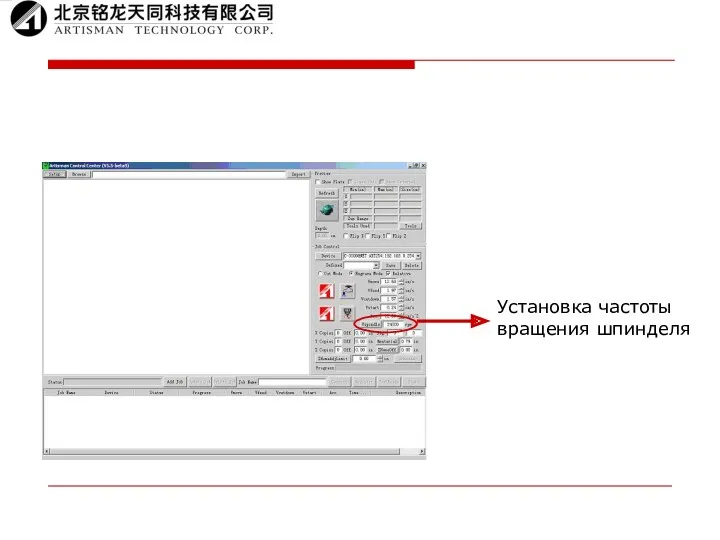
Установка частоты вращения шпинделя
Установка частоты вращения шпинделя
Использование панели управления
Импорт файла траектории инструмента
Кликните
Установите параметры, чтобы они соответствовали параметрам,
Использование панели управления
Импорт файла траектории инструмента
Кликните
Установите параметры, чтобы они соответствовали параметрам,
Создайте при помощи панели управления Artisman файлы автономной работы.
При помощи панели
Создайте при помощи панели управления Artisman файлы автономной работы.
При помощи панели
Для того чтобы начать обработку, необходимо кликнуть на «Attach» (прикрепить) и
Для того чтобы начать обработку, необходимо кликнуть на «Attach» (прикрепить) и
Способ 2.
Выберите «File» (файл) в «Mode» (режиме), затем
Способ 2.
Выберите «File» (файл) в «Mode» (режиме), затем
Для того чтобы добавить файл, необходимо нажать «Add» (добавить).
Для того чтобы добавить файл, необходимо нажать «Add» (добавить).
Закройте диалоговое окно и вернитесь на интерфейс панели управления. Откройте
Закройте диалоговое окно и вернитесь на интерфейс панели управления. Откройте
5-3-2 Автономная работа при помощи пульта управления
После сохранения файла автономной работы
5-3-2 Автономная работа при помощи пульта управления
После сохранения файла автономной работы
Кликните
для подключения станка, затем кликните ,
чтобы начать работу.
Кликните
для подключения станка, затем кликните ,
чтобы начать работу.
Распределение работы
Для того чтобы создать файл работы, необходимо на панели
Распределение работы
Для того чтобы создать файл работы, необходимо на панели
Использование пульта управления: установите пользовательское начало координат, сохраните его и кликните
На
Использование пульта управления: установите пользовательское начало координат, сохраните его и кликните
На

Фрезерный станок с ЧПУ запущен.
Фрезерный станок с ЧПУ запущен.

Готовое изделие
Готовое изделие
Кликните
, чтобы станок перешел в автономный режим.
Кликните
, чтобы станок перешел в автономный режим.

Artisman
C-XXXX ONLINE
X+00.000 Y+00.000 Z+00.000 HOME:0
После обработки кликните , чтобы перейти в
Artisman
C-XXXX ONLINE
X+00.000 Y+00.000 Z+00.000 HOME:0
После обработки кликните , чтобы перейти в
 Обследование звукослоговой структуры слов с использованием ИКТ
Обследование звукослоговой структуры слов с использованием ИКТ Кіномистецтво
Кіномистецтво Проект на тему Человек, которым я горжусь. Владимир Иванович Даль 1801-1872
Проект на тему Человек, которым я горжусь. Владимир Иванович Даль 1801-1872 Иконопись. Русская икона
Иконопись. Русская икона День недели…
День недели… Эстетикалық стоматология үшін оптикалық жүйенің маңызы
Эстетикалық стоматология үшін оптикалық жүйенің маңызы Презентация Интегративный подход в организации экспериментальной деятельности младших дошкольников
Презентация Интегративный подход в организации экспериментальной деятельности младших дошкольников Автомобильные грузовые транспортные средства
Автомобильные грузовые транспортные средства Военно-мостовая подготовка. Итоговый тест
Военно-мостовая подготовка. Итоговый тест ЧПУ станоктары
ЧПУ станоктары Материнская плата
Материнская плата Презентация к классному часу Наши права и обязанности
Презентация к классному часу Наши права и обязанности Межзвёздная среда: Газ и пыль
Межзвёздная среда: Газ и пыль мультик
мультик класс
класс русский 08.02
русский 08.02 Случаи вычитания 16-
Случаи вычитания 16- Клятвы на новый год
Клятвы на новый год Контроль качества строительно-монтажных работ
Контроль качества строительно-монтажных работ Проблематика романа М. Булгакова Белая гвардия
Проблематика романа М. Булгакова Белая гвардия Разработка урока Планеты Солнечной системы.
Разработка урока Планеты Солнечной системы. Сотворение человека. Православная антропология
Сотворение человека. Православная антропология The degrees of comparison of adjectives
The degrees of comparison of adjectives Проектная деятельность обучающихся. Проект по теме Сколько весит здоровье ученика?
Проектная деятельность обучающихся. Проект по теме Сколько весит здоровье ученика? 20191208_kraevedcheskoe_kazino_loyma_i_eyo_okrestnosti
20191208_kraevedcheskoe_kazino_loyma_i_eyo_okrestnosti Советский Союз в 1950--1991 годах
Советский Союз в 1950--1991 годах Испытание № 6. Бутерброд NETWORKING
Испытание № 6. Бутерброд NETWORKING Загадки про игрушки (ранний возраст)
Загадки про игрушки (ранний возраст)