- Испытания в процессе проектирования РЭА

Содержание
- 2. 8.1. Назначение и классификация технического контроля Создание высококачественных и надежных в работе изделий способствует ускорению темпов
- 3. Контроль - это процесс получения и обработки информации, оценивающей соответствие изделия нормативно-технической документации. Классификация по видам
- 4. Таблица 8.1.
- 5. Пооперационному контролю подвергаются отдельные детали и сборочные единицы в ходе технологического процесса их изготовления после выполнения
- 6. Физико-химический контроль осуществляется с целью проверки свойств материалов (пластмасс, реактивов, керамики и т. д.), применяемых для
- 7. Сплошной (100%-ный) контроль применяется как при операционной, так и при окончательной проверке всех изготовленных деталей и
- 8. Статистический контроль бывает двух видов: а) контроль в процессе производства (так называемый текущий предупредительный контроль); б)
- 9. Ручной контроль наиболее трудоемок и дорог. Он применяется при мелкосерийном и единичном производстве. При полуавтоматическом контроле
- 10. Целью допускового контроля является отбраковка негодных изделий. При этом контроле устанавливают соответствие или несоответствие параметров изделия
- 11. Все виды контроля делятся на: 1.Контроль неразрушающий; 2.Контроль разрушающий. После неразрушающего контроля качество изделий не ухудшается,
- 12. 8.2.Испытания в процесе проектирования РЭА Радиоэлектронная аппаратура подвергается испытаниям как в процессах производства и эксплуатации, так
- 13. В ходе НИР разрабатывают техническое задание, в котором устанавливают основные параметры РЭА и условия его эксплуатации.
- 14. В заключение испытаний оформляются протоколы и на основании приводимых в них выводов разрабатывается проект методики проведения
- 15. Первоначальным этапом ОКР является эскизный проект, в процессе выполнения которого осуществляют лабораторные испытания макета РЭА. В
- 16. Следующим этапом является технический проект, в ходе которого изготовляют опытные образцы, подвергающиеся испытаниям с целью выявления
- 17. Заключительным этапом ОКР является изготовление опытной партии. На этапе опытного производства испытывают образцы опытной партии: проектируют
- 18. В ходе предварительных испытаний устанавливают соответствие образцов опытной партии предъявляемым к ним требованиям. Предварительные испытания могут
- 19. Государственные испытания проводятся с целью полной проверки соответствия опытных образцов заданным условиям и решения вопроса о
- 20. Объем проводимых испытаний зависит от сложности РЭА и требований к ее надежности. В большинстве случаев чем
- 21. Эта и другая техническая документация совместно с утвержденным актом приемки ОКР передаются предприятию изготовителю установочной серии.
- 22. По результатам приемки установочной серии оформляется акт, после утверждения которого считают, что производство подготовлено к серийному
- 23. Контрольные вопросы. 1.Какие признаки классификации технического контроля существуют? 2.Перечислите несколько видов контроля продукции. 3. Из чего
- 25. Скачать презентацию
8.1. Назначение и классификация
технического контроля
Создание высококачественных и
8.1. Назначение и классификация
технического контроля
Создание высококачественных и
Контроль - это процесс получения и обработки информации, оценивающей соответствие
Контроль - это процесс получения и обработки информации, оценивающей соответствие
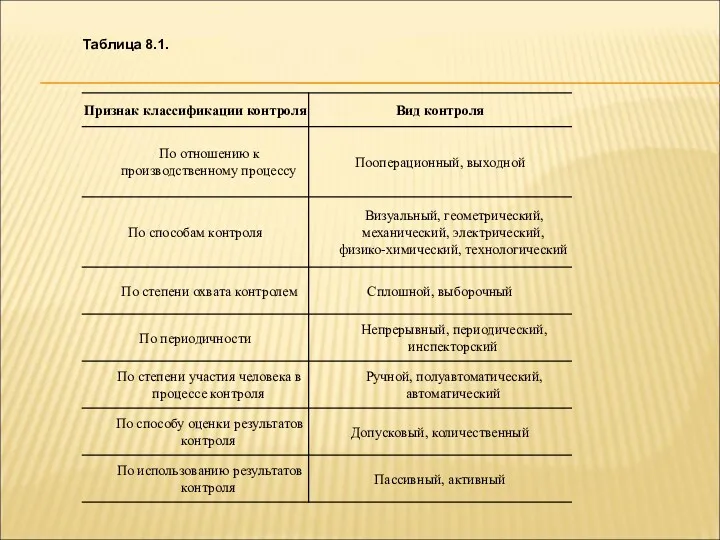
Таблица 8.1.
Таблица 8.1.
Пооперационному контролю подвергаются отдельные детали и сборочные единицы в ходе
Пооперационному контролю подвергаются отдельные детали и сборочные единицы в ходе
Физико-химический контроль осуществляется с целью проверки свойств материалов (пластмасс, реактивов,
Физико-химический контроль осуществляется с целью проверки свойств материалов (пластмасс, реактивов,
Сплошной (100%-ный) контроль применяется как при операционной, так и при
Сплошной (100%-ный) контроль применяется как при операционной, так и при
Статистический контроль бывает двух видов:
а) контроль в процессе
Статистический контроль бывает двух видов:
а) контроль в процессе
Ручной контроль наиболее трудоемок и дорог. Он применяется при мелкосерийном
Ручной контроль наиболее трудоемок и дорог. Он применяется при мелкосерийном
Целью допускового контроля является отбраковка негодных изделий. При этом контроле
Целью допускового контроля является отбраковка негодных изделий. При этом контроле
Все виды контроля делятся на:
1.Контроль неразрушающий;
2.Контроль разрушающий.
Все виды контроля делятся на:
1.Контроль неразрушающий;
2.Контроль разрушающий.
8.2.Испытания в процесе проектирования
РЭА
Радиоэлектронная аппаратура подвергается испытаниям как
8.2.Испытания в процесе проектирования
РЭА
Радиоэлектронная аппаратура подвергается испытаниям как

В ходе НИР разрабатывают техническое задание, в котором устанавливают основные
В ходе НИР разрабатывают техническое задание, в котором устанавливают основные
В заключение испытаний оформляются протоколы и на основании приводимых в
В заключение испытаний оформляются протоколы и на основании приводимых в
Первоначальным этапом ОКР является эскизный проект, в процессе выполнения которого
Первоначальным этапом ОКР является эскизный проект, в процессе выполнения которого
Следующим этапом является технический проект, в ходе которого изготовляют опытные
Следующим этапом является технический проект, в ходе которого изготовляют опытные
Заключительным этапом ОКР является изготовление опытной партии. На этапе опытного
Заключительным этапом ОКР является изготовление опытной партии. На этапе опытного
В ходе предварительных испытаний устанавливают соответствие образцов опытной партии предъявляемым
В ходе предварительных испытаний устанавливают соответствие образцов опытной партии предъявляемым
Государственные испытания проводятся с целью полной проверки соответствия опытных образцов
Государственные испытания проводятся с целью полной проверки соответствия опытных образцов
Объем проводимых испытаний зависит от сложности РЭА и требований к
Объем проводимых испытаний зависит от сложности РЭА и требований к
Эта и другая техническая документация совместно с утвержденным актом приемки
Эта и другая техническая документация совместно с утвержденным актом приемки
По результатам приемки установочной серии оформляется акт, после утверждения которого
По результатам приемки установочной серии оформляется акт, после утверждения которого
Контрольные вопросы.
1.Какие признаки классификации технического контроля существуют?
2.Перечислите несколько
Контрольные вопросы.
1.Какие признаки классификации технического контроля существуют?
2.Перечислите несколько
 Мир деревьев
Мир деревьев Этапы развития менеджмента в туризме
Этапы развития менеджмента в туризме Проект Умные пальчики
Проект Умные пальчики Фармакогенетика. Хронофармакология
Фармакогенетика. Хронофармакология Теплом своих рук школу озеленим вокруг!
Теплом своих рук школу озеленим вокруг! Технология производства вин
Технология производства вин Слайды – плакаты по тормозному оборудованию электропоезда
Слайды – плакаты по тормозному оборудованию электропоезда Конкурсная документация на изготовление торгового оборудования из дерева для магазинов сети СЕМЬЯ
Конкурсная документация на изготовление торгового оборудования из дерева для магазинов сети СЕМЬЯ Конструирование мехового пальто с рукавами различных покроев
Конструирование мехового пальто с рукавами различных покроев Управление технологическими процессами на основе компьютерных систем САПР в машиностроении. (Лекция 7)
Управление технологическими процессами на основе компьютерных систем САПР в машиностроении. (Лекция 7) Сценарии возможных аварий с выбросом аммиака на объекте ОАО Молочный завод
Сценарии возможных аварий с выбросом аммиака на объекте ОАО Молочный завод Презентация о Рождестве
Презентация о Рождестве Презентация для родительского собрания по теме Домашнее задание. Как научить ребенка стать самостоятельным.
Презентация для родительского собрания по теме Домашнее задание. Как научить ребенка стать самостоятельным. Развитие научно-технического направления центра Целью программ научно-технической направленности выступает построение образовательной среды, направленной на создание условий для полной реализации человеком самого себя, своих способностей и возможностей че
Развитие научно-технического направления центра Целью программ научно-технической направленности выступает построение образовательной среды, направленной на создание условий для полной реализации человеком самого себя, своих способностей и возможностей че Стали с особыми свойствами
Стали с особыми свойствами Презентация по курсу ОРКСЭ на тему Дружба
Презентация по курсу ОРКСЭ на тему Дружба Shablon_prezentatsii_KPCh
Shablon_prezentatsii_KPCh Обучающее изложение Вот так встреча
Обучающее изложение Вот так встреча Презентация Прощай, Азбука
Презентация Прощай, Азбука Искусственные нейронные сети
Искусственные нейронные сети М’язова система. Будова і функції м’язів
М’язова система. Будова і функції м’язів Товары для плавания и бассейнов от производителя
Товары для плавания и бассейнов от производителя ФГОС. Начальное общее образование.
ФГОС. Начальное общее образование. Рождественская звезда
Рождественская звезда Запорожская АЭС
Запорожская АЭС урок технологии РОЗЫ ИЗ ПЛАСТИЛИНА
урок технологии РОЗЫ ИЗ ПЛАСТИЛИНА Трактори, які використовуються у лісовому господарстві. Лекція №1
Трактори, які використовуються у лісовому господарстві. Лекція №1 Мировой океан и его части
Мировой океан и его части