Управление технологическими процессами на основе компьютерных систем САПР в машиностроении. (Лекция 7) презентация
- Управление технологическими процессами на основе компьютерных систем САПР в машиностроении. (Лекция 7)

Содержание
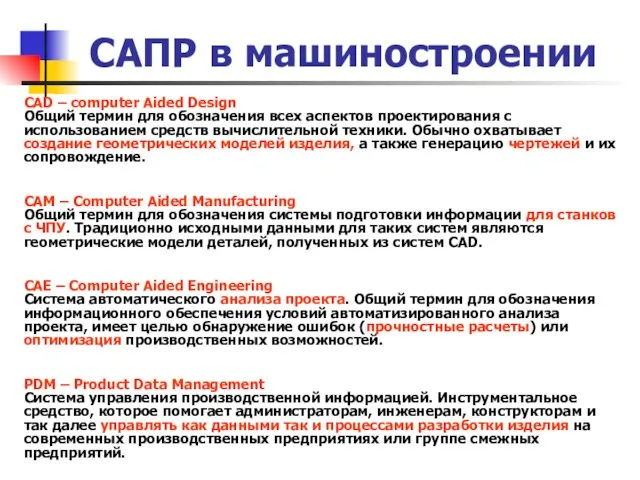
- 2. САПР в машиностроении CAD – computer Aided Design Общий термин для обозначения всех аспектов проектирования с
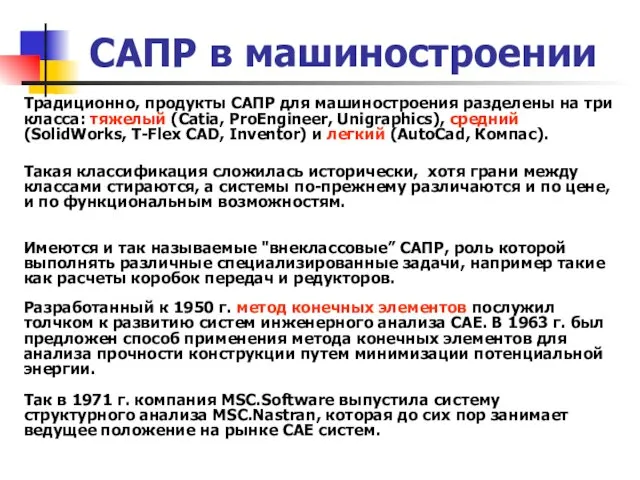
- 3. САПР в машиностроении Традиционно, продукты САПР для машиностроения разделены на три класса: тяжелый (Catia, ProEngineer, Unigraphics),
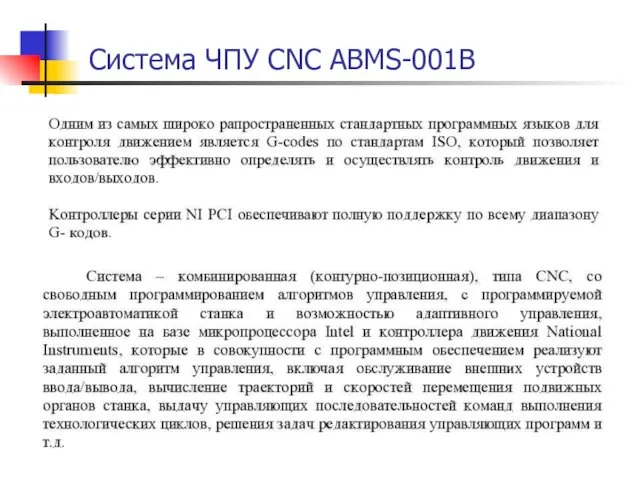
- 4. Система ЧПУ CNC ABMS-001B
- 5. Виртуальный пульт управления
- 6. Система ЧПУ CNC ABMS-001B
- 7. Редактирование программы
- 8. Редактирование программы
- 9. Режим симуляции
- 10. Переход к автоматическому режиму
- 11. САЕ системы Ansys MSC.Nastran APM WinMachine Adams
- 12. Создание трехмерных объектов Координатно-измерительные машины контактного действия
- 13. Создание трехмерных объектов Работа контактных координатно-измерительных машин
- 14. Создание трехмерных объектов Бесконтактные (лазерные) координатно-измерительные машины
- 15. Реверс-инжиниринг Реверс-инжиниринг По мере развития САПР технологий реверсивный инжиниринг стал целесообразным методом создания 3D-моделей реальных физических
- 16. Реверс-инжиниринг
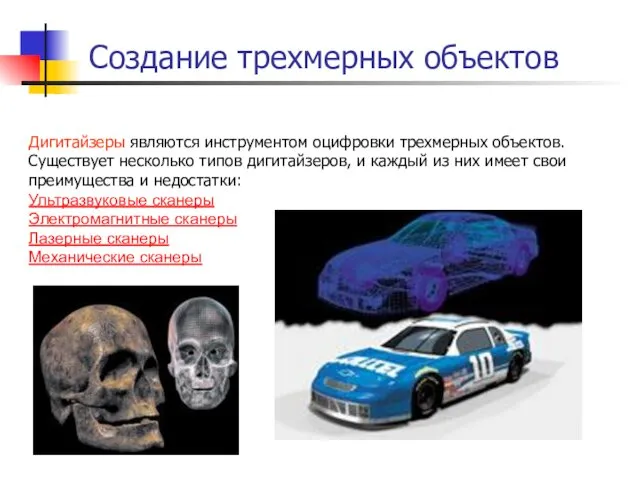
- 17. Создание трехмерных объектов Дигитайзеры являются инструментом оцифровки трехмерных объектов. Существует несколько типов дигитайзеров, и каждый из
- 18. Создание трехмерных объектов 3D сканер ZScanner 700 PX Сканер ZScanner 700 PX подключается к компьютеру через
- 19. 3D - сканеры 3D СКАНЕРЫ - высокотехнологичное устройство, предназначенное для оцифровки трехмерных твердых объектов и последующего
- 20. 3D - сканеры В тех случаях, когда необходимо создать «компьютерный» образ изделия, выполненного руками человека, или
- 21. 3D – сканеры Технология сенсорного 3D сканирования R.A.P.S. Область сканирования: PIX-4: 152.4 x 101.6 x 60.5
- 22. Комбинированные устройства MDX-20/15 (фирма Roland) - устройства, совмещающие в себе 3D сканер и фрезерную машину для
- 23. Сканирующие головки Сканирующая головка расширяет возможности фрезерной машины MDX-40, позволяя использовать станки как полноценный контактный 3D
- 24. Создание прототипов изделий MDX-40R является инструментом для создания прототипов, мастер моделей и готовых изделий из пластиков,
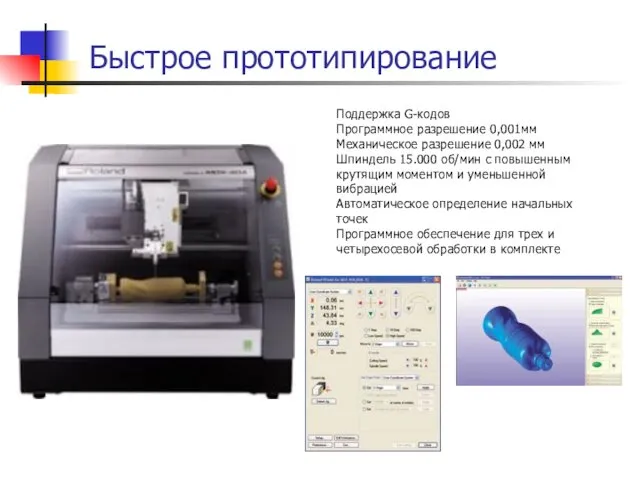
- 25. Быстрое прототипирование Поддержка G-кодов Программное разрешение 0,001мм Механическое разрешение 0,002 мм Шпиндель 15.000 об/мин с повышенным
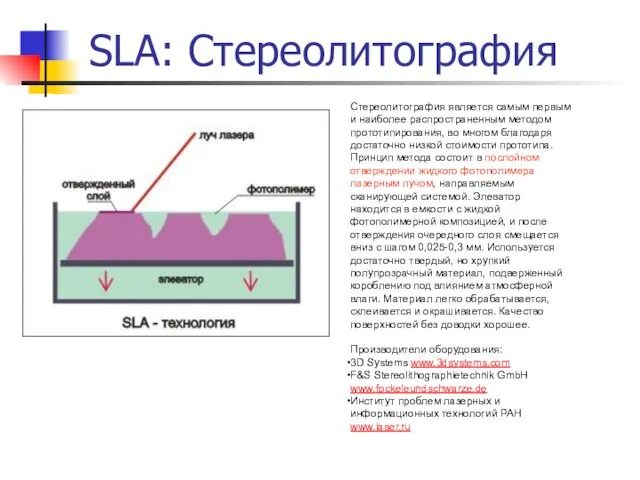
- 26. SLA: Стереолитография Стереолитография является самым первым и наиболее распространенным методом прототипирования, во многом благодаря достаточно низкой
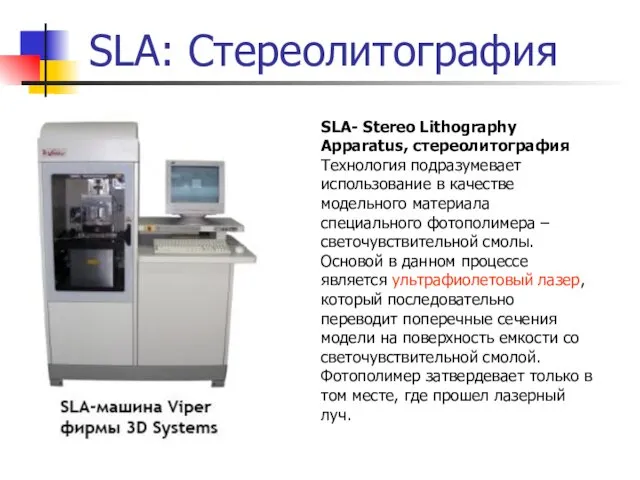
- 27. SLA: Стереолитография SLA- Stereo Lithography Apparatus, стереолитография Технология подразумевает использование в качестве модельного материала специального фотополимера
- 28. Стереолитография
- 29. SLS: Селективное лазерное спекание В SLS технологии в качестве рабочего материала используются порошковый пластик, металл или
- 30. SLS: Селективное лазерное спекание Согласно этому процессу модели создаются из порошковых материалов за счет эффекта спекания
- 31. Селективное лазерное спекание Наиболее популярным модельным материалом является порошковый полиамид. Он применяется для создания макетов, масштабных
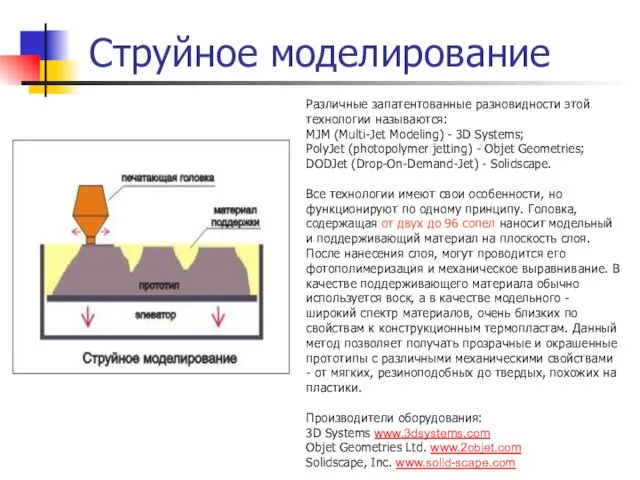
- 32. Струйное моделирование Различные запатентованные разновидности этой технологии называются: MJM (Multi-Jet Modeling) - 3D Systems; PolyJet (photopolymer
- 33. Multi Jet Modelling MJM – Multi Jet Modelling, построение модели путем нанесения расплавленного материала с помощью
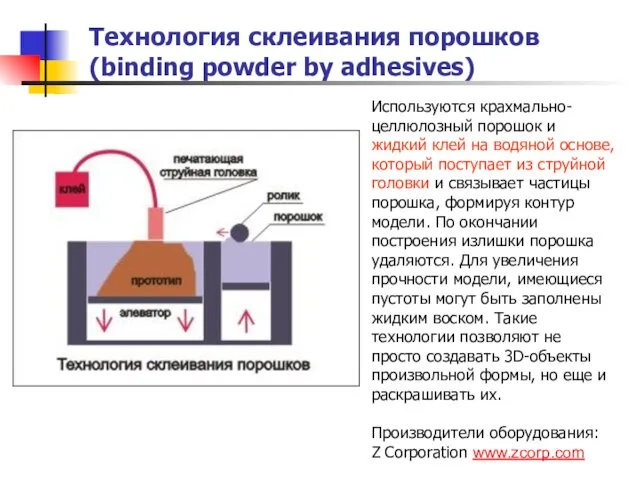
- 34. Технология склеивания порошков (binding powder by adhesives) Используются крахмально-целлюлозный порошок и жидкий клей на водяной основе,
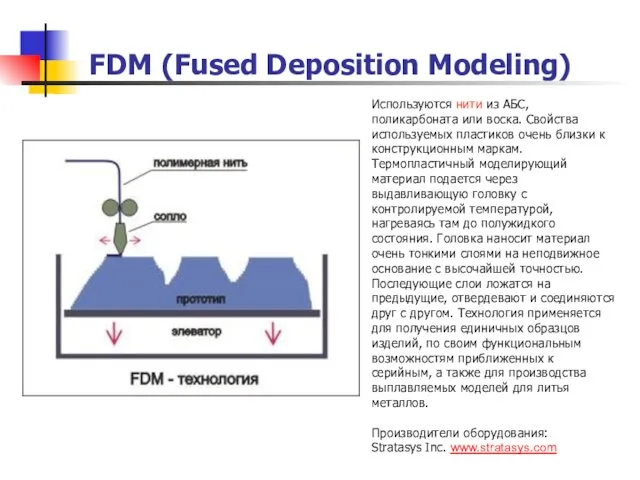
- 35. FDM (Fused Deposition Modeling) Используются нити из АБС, поликарбоната или воска. Свойства используемых пластиков очень близки
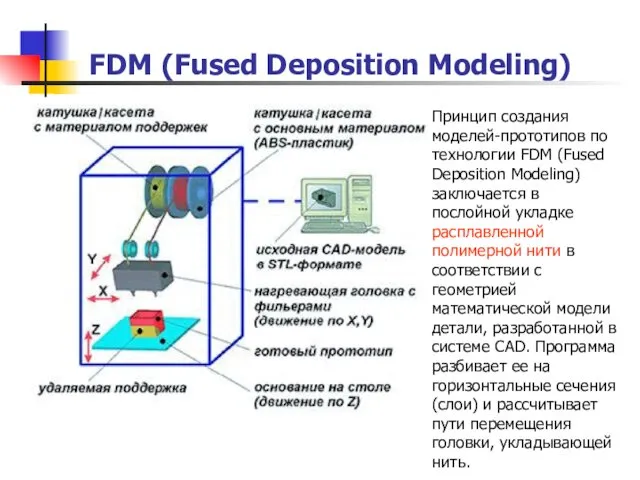
- 36. FDM (Fused Deposition Modeling) Принцип создания моделей-прототипов по технологии FDM (Fused Deposition Modeling) заключается в послойной
- 37. Plastic Sheet Lamination PSL - Plastic Sheet Lamination, построение модели путем послойного склеивания ПВХ-пленки Компания Solido
- 38. Технология LOM (Laminated Object Manufacturing - ламинирование листовых материалов). Слои прототипа создаются при помощи ламинирования бумажного
- 39. Точность прототипирования Точность изготовления прототипа в разных методах и на различных установках находится в диапазоне от
- 40. 3D – модели для быстрого прототипирования
- 41. Применение: Создание концептуальных моделей Компьютерная модель Пластиковая модель
- 42. Применение: отработка дизайна и компоновки, изготовление корпусных деталей
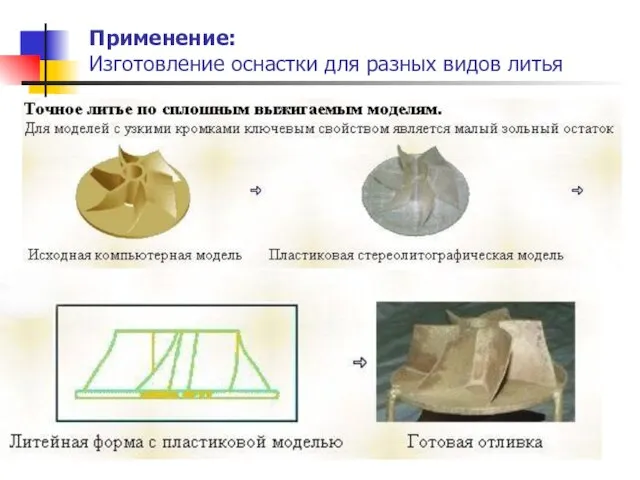
- 43. Применение: Изготовление оснастки для разных видов литья
- 44. Применение: Изготовление оснастки для разных видов литья Машина центробежного литья
- 45. Применение: Изготовление элементов пресс-форм Прочность и термостойкость стереолитографических моделей достаточна для использования в качестве пресс-форм для
- 47. Скачать презентацию
САПР в машиностроении
CAD – computer Aided Design
Общий термин для обозначения всех
САПР в машиностроении
CAD – computer Aided Design Общий термин для обозначения всех
САПР в машиностроении
Традиционно, продукты САПР для машиностроения разделены на три класса:
САПР в машиностроении
Традиционно, продукты САПР для машиностроения разделены на три класса:
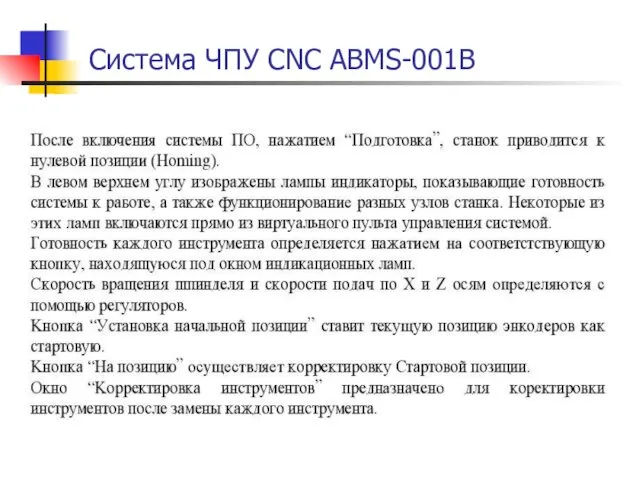
Система ЧПУ CNC ABMS-001B
Система ЧПУ CNC ABMS-001B
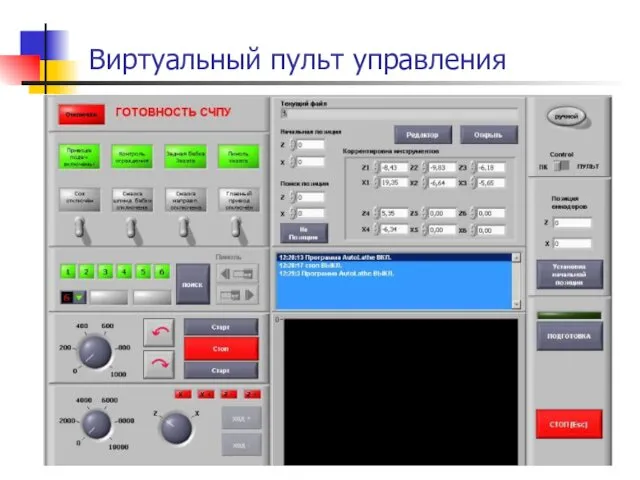
Виртуальный пульт управления
Виртуальный пульт управления
Система ЧПУ CNC ABMS-001B
Система ЧПУ CNC ABMS-001B
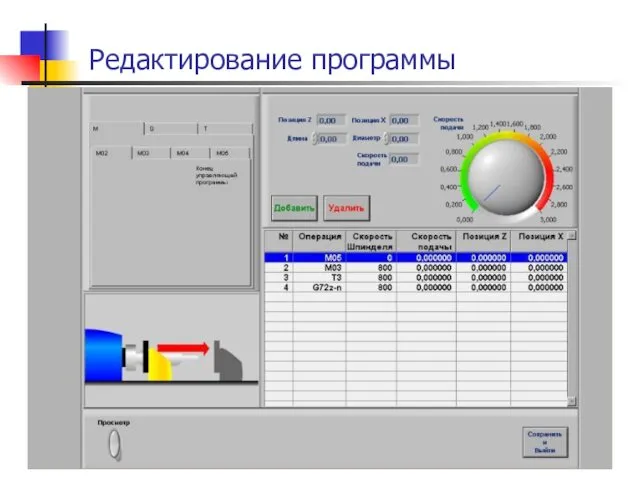
Редактирование программы
Редактирование программы
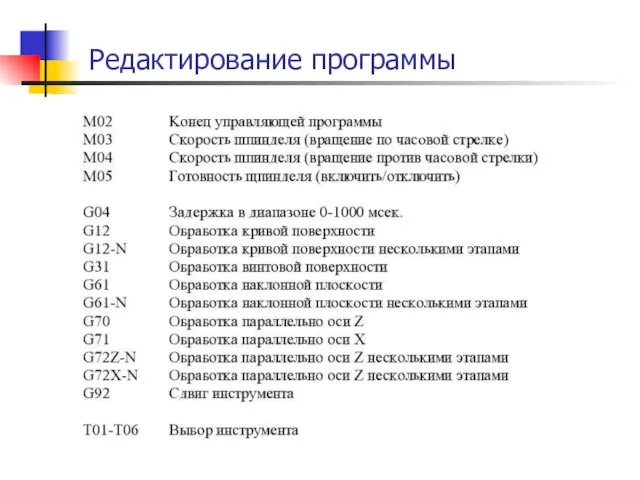
Редактирование программы
Редактирование программы
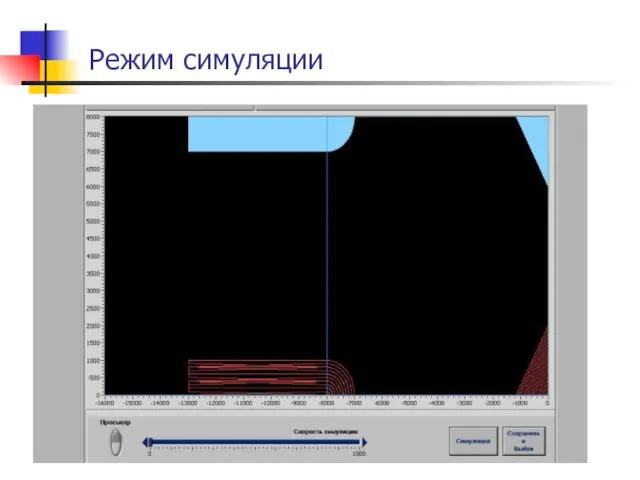
Режим симуляции
Режим симуляции
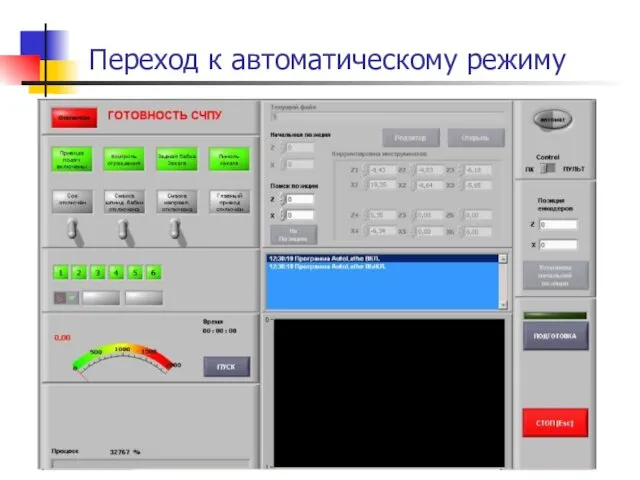
Переход к автоматическому режиму
Переход к автоматическому режиму
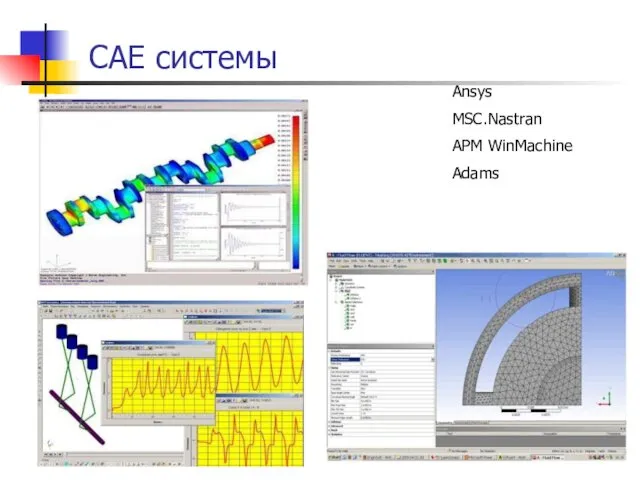
САЕ системы
Ansys
MSC.Nastran
APM WinMachine
Adams
САЕ системы
Ansys
MSC.Nastran
APM WinMachine
Adams

Создание трехмерных объектов
Координатно-измерительные машины контактного действия
Создание трехмерных объектов
Координатно-измерительные машины контактного действия

Создание трехмерных объектов
Работа контактных координатно-измерительных машин
Создание трехмерных объектов
Работа контактных координатно-измерительных машин

Создание трехмерных объектов
Бесконтактные (лазерные) координатно-измерительные машины
Создание трехмерных объектов
Бесконтактные (лазерные) координатно-измерительные машины
Реверс-инжиниринг
Реверс-инжиниринг
По мере развития САПР технологий реверсивный инжиниринг стал целесообразным
Реверс-инжиниринг
Реверс-инжиниринг
По мере развития САПР технологий реверсивный инжиниринг стал целесообразным
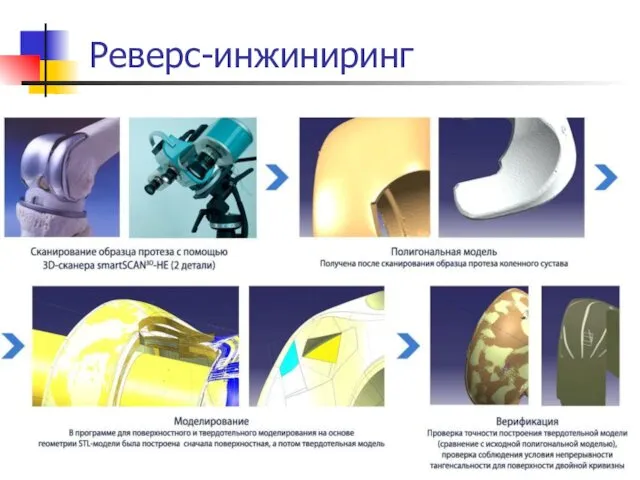
Реверс-инжиниринг
Реверс-инжиниринг
Создание трехмерных объектов
Дигитайзеры являются инструментом оцифровки трехмерных объектов. Существует несколько
Создание трехмерных объектов
Дигитайзеры являются инструментом оцифровки трехмерных объектов. Существует несколько

Создание трехмерных объектов
3D сканер ZScanner 700 PX
Сканер ZScanner 700
Создание трехмерных объектов
3D сканер ZScanner 700 PX
Сканер ZScanner 700

3D - сканеры
3D СКАНЕРЫ - высокотехнологичное устройство, предназначенное для оцифровки
3D - сканеры
3D СКАНЕРЫ - высокотехнологичное устройство, предназначенное для оцифровки

3D - сканеры
В тех случаях, когда необходимо создать «компьютерный» образ
3D - сканеры
В тех случаях, когда необходимо создать «компьютерный» образ

3D – сканеры
Технология сенсорного 3D сканирования R.A.P.S.
Область сканирования:
3D – сканеры
Технология сенсорного 3D сканирования R.A.P.S.
Область сканирования:

Комбинированные устройства
MDX-20/15 (фирма Roland) - устройства, совмещающие в себе 3D
Комбинированные устройства
MDX-20/15 (фирма Roland) - устройства, совмещающие в себе 3D

Сканирующие головки
Сканирующая головка расширяет возможности фрезерной машины MDX-40, позволяя использовать
Сканирующие головки
Сканирующая головка расширяет возможности фрезерной машины MDX-40, позволяя использовать

Создание прототипов изделий
MDX-40R является инструментом для создания прототипов, мастер моделей
Создание прототипов изделий
MDX-40R является инструментом для создания прототипов, мастер моделей
Быстрое прототипирование
Поддержка G-кодов
Программное разрешение 0,001мм
Механическое разрешение 0,002 мм
Быстрое прототипирование
Поддержка G-кодов
Программное разрешение 0,001мм
Механическое разрешение 0,002 мм
SLA: Стереолитография
Стереолитография является самым первым и наиболее распространенным методом
SLA: Стереолитография
Стереолитография является самым первым и наиболее распространенным методом
SLA: Стереолитография
SLA- Stereo Lithography Apparatus, стереолитография
Технология подразумевает использование в
SLA: Стереолитография
SLA- Stereo Lithography Apparatus, стереолитография
Технология подразумевает использование в

Стереолитография
Стереолитография

SLS: Селективное лазерное спекание
В SLS технологии в качестве рабочего
SLS: Селективное лазерное спекание
В SLS технологии в качестве рабочего

SLS: Селективное лазерное спекание
Согласно этому процессу модели создаются из
SLS: Селективное лазерное спекание
Согласно этому процессу модели создаются из

Селективное лазерное спекание
Наиболее популярным модельным материалом является порошковый полиамид.
Селективное лазерное спекание
Наиболее популярным модельным материалом является порошковый полиамид.
Струйное моделирование
Различные запатентованные разновидности этой технологии называются:
MJM (Multi-Jet
Струйное моделирование
Различные запатентованные разновидности этой технологии называются:
MJM (Multi-Jet

Multi Jet Modelling
MJM – Multi Jet Modelling, построение модели
Multi Jet Modelling
MJM – Multi Jet Modelling, построение модели
Технология склеивания порошков (binding powder by adhesives)
Используются крахмально-целлюлозный порошок и
Технология склеивания порошков (binding powder by adhesives)
Используются крахмально-целлюлозный порошок и
FDM (Fused Deposition Modeling)
Используются нити из АБС, поликарбоната или воска. Свойства используемых
FDM (Fused Deposition Modeling)
Используются нити из АБС, поликарбоната или воска. Свойства используемых
FDM (Fused Deposition Modeling)
Принцип создания моделей-прототипов по технологии FDM (Fused Deposition Modeling) заключается
FDM (Fused Deposition Modeling)
Принцип создания моделей-прототипов по технологии FDM (Fused Deposition Modeling) заключается
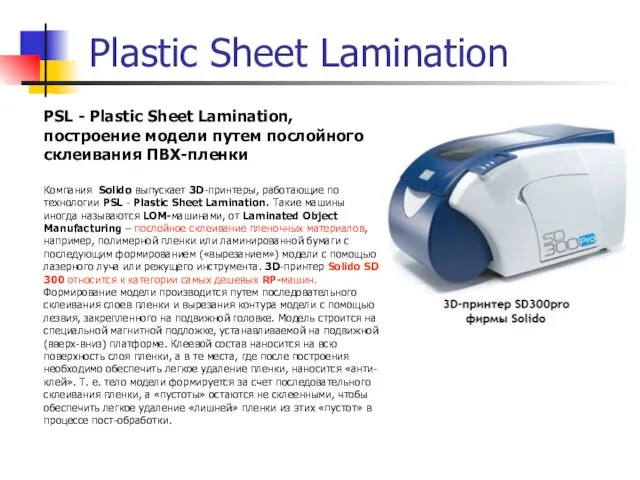
Plastic Sheet Lamination
PSL - Plastic Sheet Lamination, построение модели
Plastic Sheet Lamination
PSL - Plastic Sheet Lamination, построение модели
Технология LOM (Laminated Object Manufacturing - ламинирование листовых материалов).
Слои
Технология LOM (Laminated Object Manufacturing - ламинирование листовых материалов).
Слои
Точность прототипирования
Точность изготовления прототипа в разных методах и на
Точность прототипирования
Точность изготовления прототипа в разных методах и на

3D – модели для быстрого прототипирования
3D – модели для быстрого прототипирования
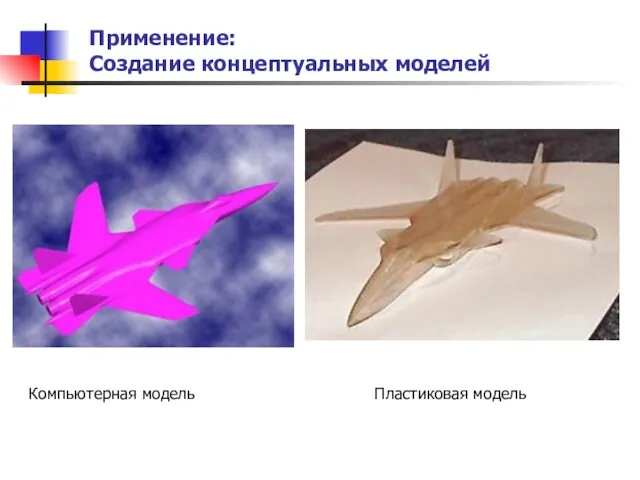
Применение:
Создание концептуальных моделей
Компьютерная модель Пластиковая модель
Применение:
Создание концептуальных моделей
Компьютерная модель Пластиковая модель

Применение:
отработка дизайна и компоновки, изготовление корпусных деталей
Применение:
отработка дизайна и компоновки, изготовление корпусных деталей
Применение:
Изготовление оснастки для разных видов литья
Применение:
Изготовление оснастки для разных видов литья

Применение:
Изготовление оснастки для разных видов литья
Машина центробежного литья
Применение:
Изготовление оснастки для разных видов литья
Машина центробежного литья

Применение:
Изготовление элементов пресс-форм
Прочность и термостойкость стереолитографических моделей достаточна для
Применение:
Изготовление элементов пресс-форм
Прочность и термостойкость стереолитографических моделей достаточна для
 Микроклимат помещений
Микроклимат помещений Материалы районного семинара по духовно-нравственному воспитанию школьников
Материалы районного семинара по духовно-нравственному воспитанию школьников BIOS (Basic Input/Output System) – это собрание микропрограмм, производящие настройку отдельных комплектующих системного блока
BIOS (Basic Input/Output System) – это собрание микропрограмм, производящие настройку отдельных комплектующих системного блока Смех - лучшее лекарство
Смех - лучшее лекарство Кровли промышленных предприятий
Кровли промышленных предприятий Проекты комитета науки и инноваций
Проекты комитета науки и инноваций الكمبيوتر
الكمبيوتر Основы православной культуры
Основы православной культуры Необычные дома мира
Необычные дома мира Инструкция для граждан по дистанционному взаимодействию (на признание безработными)
Инструкция для граждан по дистанционному взаимодействию (на признание безработными) Презентация к кроку в 5 классе. Подготовка к уроку по теме: Смешанные числа.
Презентация к кроку в 5 классе. Подготовка к уроку по теме: Смешанные числа. Плазменные панели. РDР Рlasma Digital Рanel
Плазменные панели. РDР Рlasma Digital Рanel Мастер-класс с презентацией Украшение окна
Мастер-класс с презентацией Украшение окна Грамотная утилизация батареек
Грамотная утилизация батареек Знаки препинания в сложносочиненном предложении. Орфоэпическая разминка
Знаки препинания в сложносочиненном предложении. Орфоэпическая разминка Презентация Этикет современного человека
Презентация Этикет современного человека праздник Осени во 2 классе
праздник Осени во 2 классе Накшатры Водолея и Рыб
Накшатры Водолея и Рыб Индукционная сварка металлов
Индукционная сварка металлов Презентация теоретического занятия Планирование семьи
Презентация теоретического занятия Планирование семьи Набойка в Вологодской губернии
Набойка в Вологодской губернии Презентация по черчению
Презентация по черчению AXE-10 жүйесінің техникалық мінездемесі
AXE-10 жүйесінің техникалық мінездемесі Празька школа українських поетів
Празька школа українських поетів Предельные одноатомные спирты
Предельные одноатомные спирты Экологический анализ предприятий
Экологический анализ предприятий Великие портретисты
Великие портретисты Урок дружбы
Урок дружбы