- Сварочное производство (тема 1.3)

Содержание
- 2. ОБЩАЯ ХАРАКТЕРИСТИКА СВАРОЧНОГО ПРОИЗВОДСТВА Сваркой называется процесс получения неразъемного соединения конструкционных материалов путем местного приложения химической,
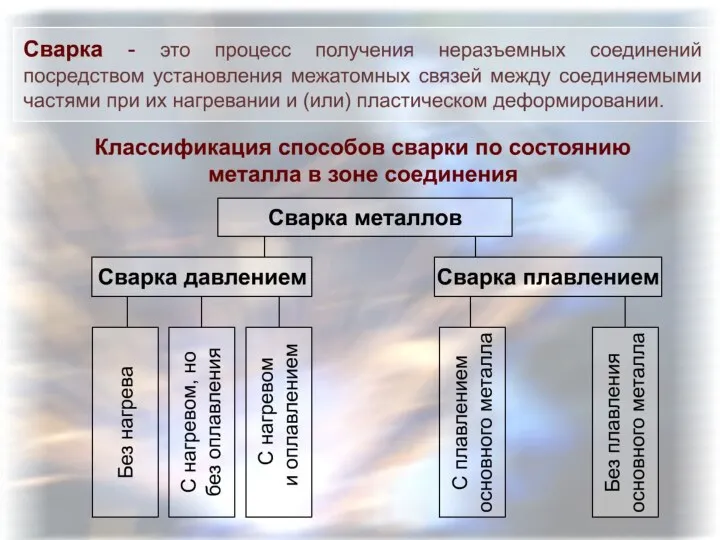
- 3. КЛАССИФИКАЦИЯ СПОСОБОВ СВАРКИ СВАРКА ПО СТЕПЕНИ МЕХАНИЗАЦИИ РУЧНАЯ; ПОЛУАВТОМАТИЧЕСКАЯ; АВТОМАТИЧЕСКАЯ. ПО ЭНЕРГЕТИЧЕСКОМУ ПРИЗНАКУ ТЕРМИЧЕСКАЯ; ТЕРМОМЕХАНИЧЕСКАЯ; МЕХАНИЧЕСКАЯ.
- 6. СВАРКА ТРЕНИЕМ Сварка трением относится к процессам, в которых используются взаимное перемещение свариваемых поверхностей, давление и
- 8. СВАРКА ТРЕНИЕМ Применяется для соединения частей промежуточного вала коробки передач автомобиля, клапанов механизма газораспределения, режущего инструмента.
- 9. СВАРКА ТРЕНИЕМ Преимущества (по сравнению с ручной сваркой покрытыми электродами): небольшая энергоемкость процесса; высокая производительность; возможность
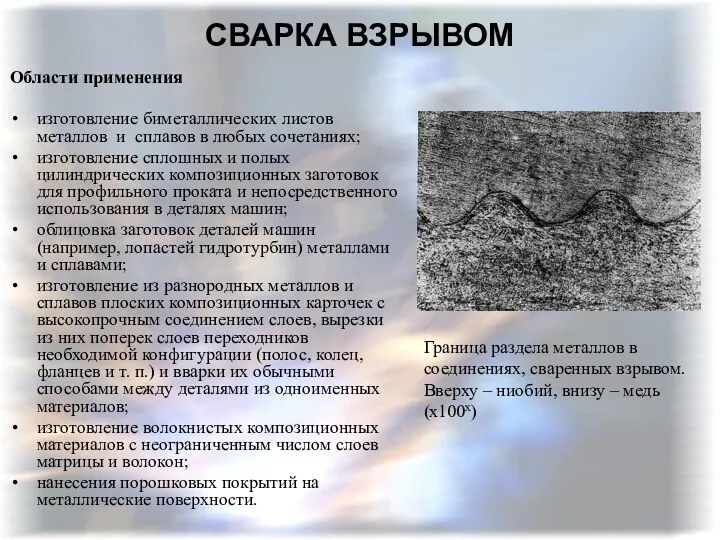
- 11. СВАРКА ВЗРЫВОМ Области применения изготовление биметаллических листов металлов и сплавов в любых сочетаниях; изготовление сплошных и
- 13. КОНТАКТНАЯ СВАРКА ВИДЫ ШОВНАЯ ТОЧЕЧНАЯ СТЫКОВАЯ контактная сварка — процесс образования неразъемных соединений в результате нагрева
- 14. ШОВНАЯ (РОЛИКОВАЯ) СВАРКА Шовная (роликовая) сварка – разновидность контактной сварки, при которой заготовки соединяются непрерывным или
- 15. СПОСОБЫ ШОВНОЙ СВАРКИ непрерывная прерывистая шаговая
- 16. СТЫКОВАЯ СВАРКА При стыковой сварке для разогрева основного металла используют электрическую дугу. Она комбинирует в себе
- 17. ТОЧЕЧНАЯ СВАРКА Точечная сварка – процесс создания неразъемного соединения, при котором заготовки соединяются в отдельных точках.
- 18. ТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА Применяется для соединения тончайших деталей (до 0,02 мкм) электронных приборов, для сварки стальных
- 19. ТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА Преимущества (по сравнению с ручной сваркой покрытыми электродами): уменьшение времени сварки; химический состав
- 25. ПЛАЗМЕННАЯ СВАРКА Плазма - ионизированный газ, содержащий электрически заряженные частицы и способный проводить ток. Ионизация газа
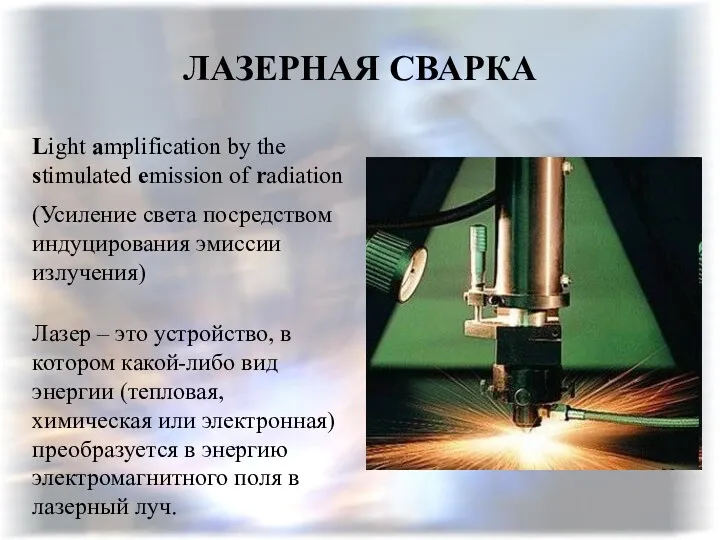
- 26. ЛАЗЕРНАЯ СВАРКА Light amplification by the stimulated emission of radiation (Усиление света посредством индуцирования эмиссии излучения)
- 30. Скачать презентацию
ОБЩАЯ ХАРАКТЕРИСТИКА СВАРОЧНОГО ПРОИЗВОДСТВА
Сваркой называется процесс получения неразъемного соединения конструкционных материалов
ОБЩАЯ ХАРАКТЕРИСТИКА СВАРОЧНОГО ПРОИЗВОДСТВА
Сваркой называется процесс получения неразъемного соединения конструкционных материалов

КЛАССИФИКАЦИЯ СПОСОБОВ СВАРКИ
СВАРКА
ПО СТЕПЕНИ
МЕХАНИЗАЦИИ
РУЧНАЯ;
ПОЛУАВТОМАТИЧЕСКАЯ;
АВТОМАТИЧЕСКАЯ.
ПО ЭНЕРГЕТИЧЕСКОМУ
ПРИЗНАКУ
ТЕРМИЧЕСКАЯ;
ТЕРМОМЕХАНИЧЕСКАЯ;
МЕХАНИЧЕСКАЯ.
КЛАССИФИКАЦИЯ СПОСОБОВ СВАРКИ
СВАРКА
ПО СТЕПЕНИ
МЕХАНИЗАЦИИ
РУЧНАЯ;
ПОЛУАВТОМАТИЧЕСКАЯ;
АВТОМАТИЧЕСКАЯ.
ПО ЭНЕРГЕТИЧЕСКОМУ
ПРИЗНАКУ
ТЕРМИЧЕСКАЯ;
ТЕРМОМЕХАНИЧЕСКАЯ;
МЕХАНИЧЕСКАЯ.


СВАРКА ТРЕНИЕМ
Сварка трением относится к процессам, в которых используются взаимное перемещение
СВАРКА ТРЕНИЕМ
Сварка трением относится к процессам, в которых используются взаимное перемещение


СВАРКА ТРЕНИЕМ
Применяется для соединения частей промежуточного вала коробки передач автомобиля, клапанов
СВАРКА ТРЕНИЕМ
Применяется для соединения частей промежуточного вала коробки передач автомобиля, клапанов
СВАРКА ТРЕНИЕМ
Преимущества (по сравнению с ручной сваркой покрытыми электродами):
небольшая энергоемкость процесса;
высокая
СВАРКА ТРЕНИЕМ
Преимущества (по сравнению с ручной сваркой покрытыми электродами):
небольшая энергоемкость процесса;
высокая

СВАРКА ВЗРЫВОМ
Области применения
изготовление биметаллических листов металлов и сплавов в любых сочетаниях;
изготовление
СВАРКА ВЗРЫВОМ
Области применения
изготовление биметаллических листов металлов и сплавов в любых сочетаниях;
изготовление

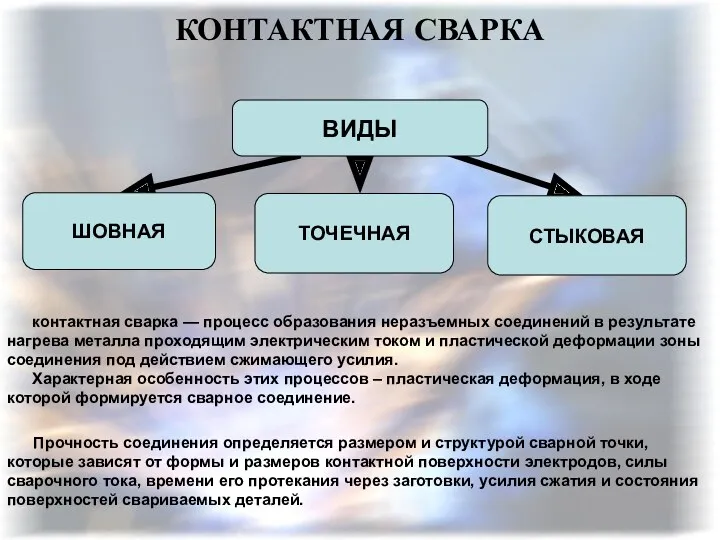
КОНТАКТНАЯ СВАРКА
ВИДЫ
ШОВНАЯ
ТОЧЕЧНАЯ
СТЫКОВАЯ
контактная сварка — процесс образования неразъемных соединений в результате нагрева
КОНТАКТНАЯ СВАРКА
ВИДЫ
ШОВНАЯ
ТОЧЕЧНАЯ
СТЫКОВАЯ
контактная сварка — процесс образования неразъемных соединений в результате нагрева

ШОВНАЯ (РОЛИКОВАЯ) СВАРКА
Шовная (роликовая) сварка – разновидность контактной сварки, при которой
ШОВНАЯ (РОЛИКОВАЯ) СВАРКА
Шовная (роликовая) сварка – разновидность контактной сварки, при которой
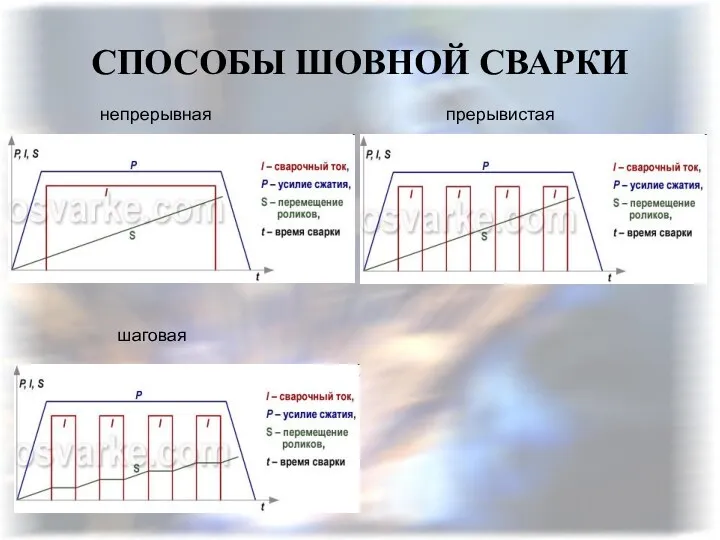
СПОСОБЫ ШОВНОЙ СВАРКИ
непрерывная
прерывистая
шаговая
СПОСОБЫ ШОВНОЙ СВАРКИ
непрерывная
прерывистая
шаговая
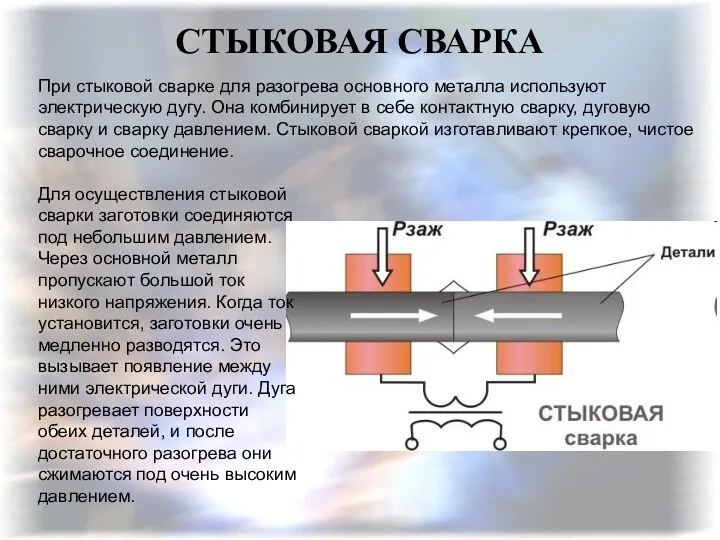
СТЫКОВАЯ СВАРКА
При стыковой сварке для разогрева основного металла используют электрическую дугу.
СТЫКОВАЯ СВАРКА
При стыковой сварке для разогрева основного металла используют электрическую дугу.
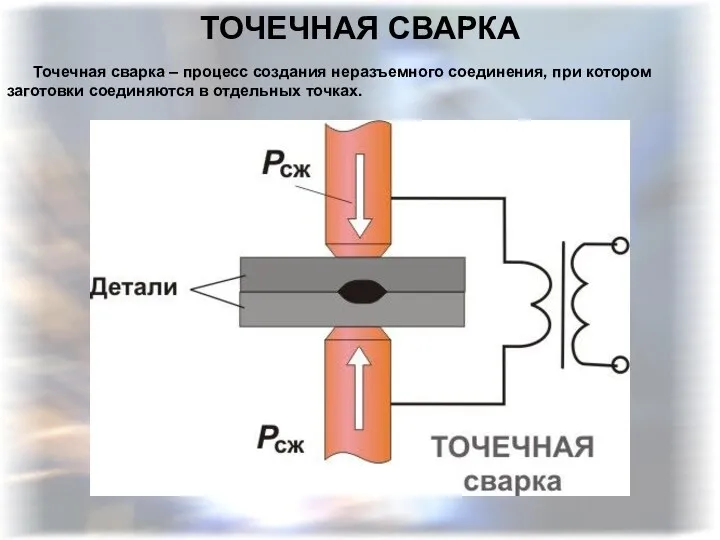
ТОЧЕЧНАЯ СВАРКА
Точечная сварка – процесс создания неразъемного соединения, при котором
ТОЧЕЧНАЯ СВАРКА
Точечная сварка – процесс создания неразъемного соединения, при котором

ТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА
Применяется для соединения тончайших деталей (до 0,02 мкм) электронных
ТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА
Применяется для соединения тончайших деталей (до 0,02 мкм) электронных
ТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА
Преимущества (по сравнению с ручной сваркой покрытыми электродами):
уменьшение времени
ТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА
Преимущества (по сравнению с ручной сваркой покрытыми электродами):
уменьшение времени



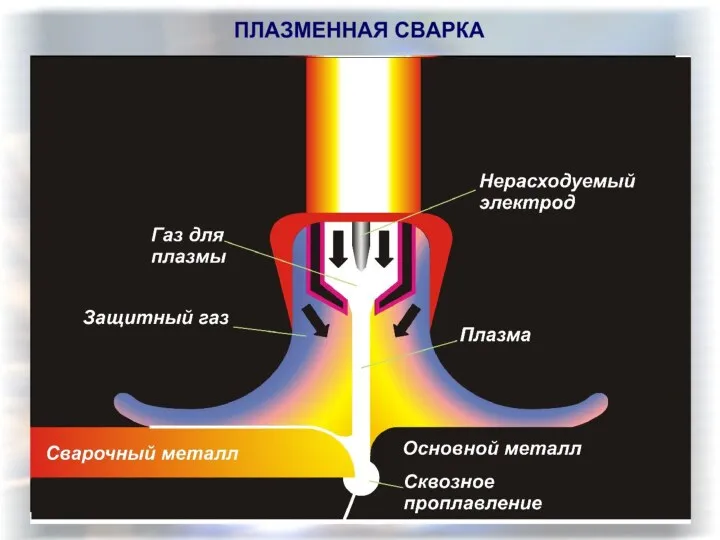
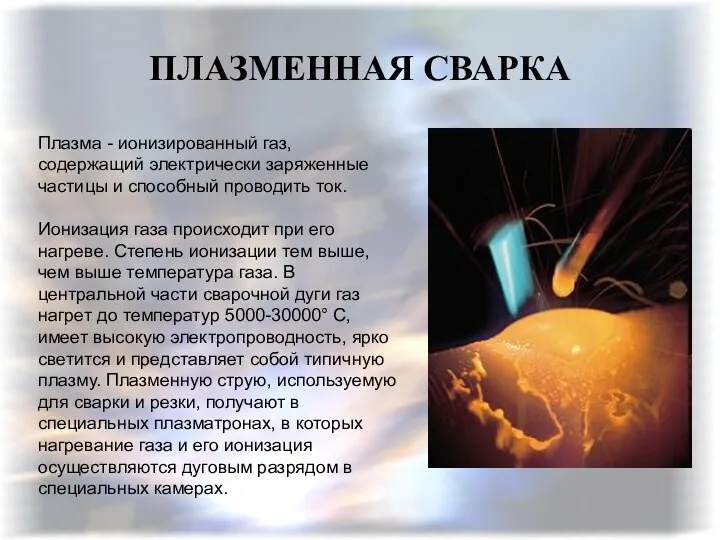
ПЛАЗМЕННАЯ СВАРКА
Плазма - ионизированный газ, содержащий электрически заряженные частицы и способный
ПЛАЗМЕННАЯ СВАРКА
Плазма - ионизированный газ, содержащий электрически заряженные частицы и способный
ЛАЗЕРНАЯ СВАРКА
Light amplification by the stimulated emission of radiation
(Усиление света посредством
ЛАЗЕРНАЯ СВАРКА
Light amplification by the stimulated emission of radiation
(Усиление света посредством


 Биполярные транзисторы
Биполярные транзисторы Групповое занятие по коррекции устной и письменной речи у младших школьников.
Групповое занятие по коррекции устной и письменной речи у младших школьников. Кем я вижу себя через 7 лет. Ващев Евгений
Кем я вижу себя через 7 лет. Ващев Евгений Презентация 11. Бытовой жанр в живописи 70-80-х годов
Презентация 11. Бытовой жанр в живописи 70-80-х годов Договорные отношения в туристической деятельности. Тема 4
Договорные отношения в туристической деятельности. Тема 4 Самоуправление- важнейший компонент воспитательной системы школы
Самоуправление- важнейший компонент воспитательной системы школы Розвиток мовлення 4 клас ІІ семестр
Розвиток мовлення 4 клас ІІ семестр Основные производственные процессы в тепловодном карповом прудовом хозяйстве
Основные производственные процессы в тепловодном карповом прудовом хозяйстве Walk, crawl, stagger
Walk, crawl, stagger Современные информационно-управляющие системы в управлении движением на железнодорожном транспорте
Современные информационно-управляющие системы в управлении движением на железнодорожном транспорте Природоведение. Урок знакомства.
Природоведение. Урок знакомства. Емдік тамақтандыру. Анемия. Қызба. Оттегі терапия
Емдік тамақтандыру. Анемия. Қызба. Оттегі терапия Специфика исследований в бизнесе и менеджменте
Специфика исследований в бизнесе и менеджменте Опухоли, опухолеподобные поражения и кисты слюнных желез. Клиника, диагностика, лечение. (Лекция 7)
Опухоли, опухолеподобные поражения и кисты слюнных желез. Клиника, диагностика, лечение. (Лекция 7) Резные кружева. Русская домовая резьба
Резные кружева. Русская домовая резьба Красный основной соус и его производные
Красный основной соус и его производные Поздравление мамам
Поздравление мамам Pour rire sans reflechir
Pour rire sans reflechir Канальное кодирование. Основы помехоустойчивого кодирования
Канальное кодирование. Основы помехоустойчивого кодирования Склейка Ландыши
Склейка Ландыши Физминутка для глаз Звездочет
Физминутка для глаз Звездочет Использование игровых методов при принятии решений в условиях риска и неопределенности понятие об игровых методах. Тема 8
Использование игровых методов при принятии решений в условиях риска и неопределенности понятие об игровых методах. Тема 8 Вопросы репродуктивного здоровья, современные методы обследования и лечения бесплодия
Вопросы репродуктивного здоровья, современные методы обследования и лечения бесплодия Универсальные семейные ценности
Универсальные семейные ценности Интерактивная игра-викторина по русским народным сказкам для детей старшего дошкольного возраста с ОИН
Интерактивная игра-викторина по русским народным сказкам для детей старшего дошкольного возраста с ОИН Оборудование и технология для гибридной лазерно-дуговой сварки сталей и алюминиевых сплавов
Оборудование и технология для гибридной лазерно-дуговой сварки сталей и алюминиевых сплавов Готовимся к ЕГЭ по биологии. Презентация – практикум по подготовке к успешному выполнению задания С5
Готовимся к ЕГЭ по биологии. Презентация – практикум по подготовке к успешному выполнению задания С5 Псков. Мастеровой. Гости праздника
Псков. Мастеровой. Гости праздника