- Исследование новых высокопрочных износостойких сталей

Содержание
- 2. Цель ПНИ: Разработка высокопрочных сталей с пределом текучести 1200-1700 МПа и технологий их производства для повышения
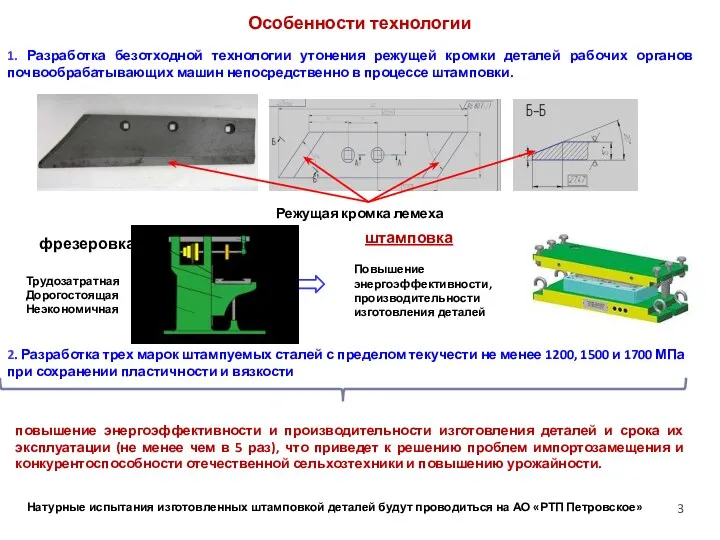
- 3. фрезеровка штамповка Особенности технологии 1. Разработка безотходной технологии утонения режущей кромки деталей рабочих органов почвообрабатывающих машин
- 4. Химический состав опытных партий листового проката (масс.%) Патентная заявка: № 2015125002, приоритет от 24.06.2015, на изобретение
- 5. Технологическая схема производства высокопрочных сталей для деталей сельскохозяйственной техники выплавка разливка ковка нагрев под прокатку прокатка
- 6. Уникальный прокатный стан Quarto 800 с установкой ускоренного охлаждения позволяет имитировать удельные характеристики любого промышленного стана
- 7. Кинетика превращения аустенита при непрерывном охлаждении и деформационном воздействии Высокоскоростной закалочно-деформационный дилатометр DIL-805 Термический цикл обработки
- 8. ИССЛЕДОВАНИЕ ФАЗОВЫХ ПРЕВРАЩЕНИЙ В РАЗРАБОТАННЫХ СТАЛЯХ Сталь Б1200 С=0,30%, Si=0,30%, Mn+Ni+Cu=1,60%, Сr+Mo=0,60%, V+Nb+Ti = 0,09% B=0,003%
- 9. Горячая пластическая деформация с использованием имитационного моделирования ИССЛЕДОВАТЕЛЬСКИЙ КОМПЛЕКС GLEEBLE-3800 Результатом эксперимента являются кривые пластического течения.
- 10. ИССЛЕДОВАНИЕ ДИНАМИЧЕСКОЙ И СТАТИЧЕСКОЙ РЕКРИСТАЛЛИЗАЦИИ ПРИ ИМИТАЦИИ ГОРЯЧЕЙ ПРОКАТКИ (скорость деформации 1 с-1) Общий вид диаграмм
- 11. ИССЛЕДОВАНИЕ ДИНАМИЧЕСКОЙ И СТАТИЧЕСКОЙ РЕКРИСТАЛЛИЗАЦИИ ПРИ ИМИТАЦИИ ГОРЯЧЕЙ ШТАМПОВКИ (скорость деформации 100 с-1) Пилообразные искажения диаграммы
- 12. Методы исследования структуры Оптическая микроскопия Растровая электронная микроскопия Сканирующая микроскопия (EBSD-анализ) Просвечивающая электронная микроскопия Просвечивающий электронный
- 13. СТРУКТУРА И ТВЕРДОСТЬ СТАЛИ ПОСЛЕ ЗАКАЛКИ Механические свойства листов в закаленном состоянии Б1200 Б1500 Б1700
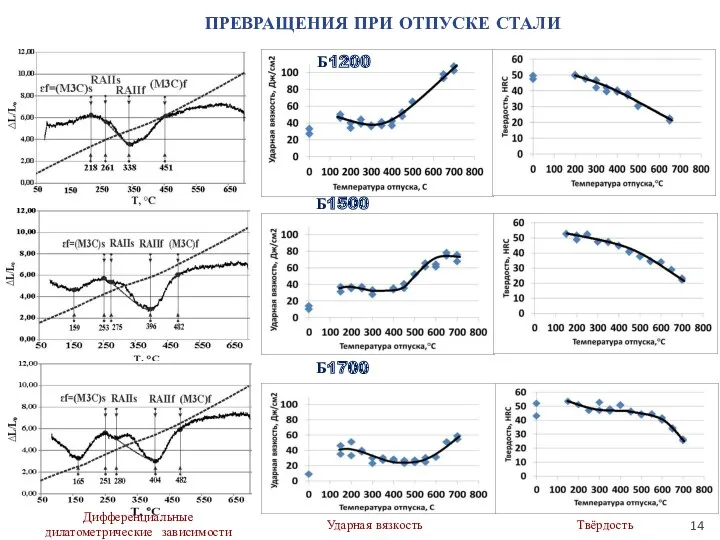
- 14. Твёрдость Ударная вязкость ПРЕВРАЩЕНИЯ ПРИ ОТПУСКЕ СТАЛИ Дифференциальные дилатометрические зависимости Б1200 Б1500 Б1700
- 15. Б1200 Размер карбидов: 7 нм Объёмная плотность: 9,4×1020 м-3 Размер карбидов: 26 нм Объёмная плотность: 13×1020
- 16. Диаграммы построены по результатам испытаний листового проката толщиной от 6 до 18 мм Рекомендуемый отпуск 250-300
- 17. МЕХАНИЧЕСКИЕ СВОЙСТВА ШТАМПОВАННЫХ ЗАГОТОВОК И ДЕТАЛЕЙ Готовые детали Молот и заготовки Печи и штамп
- 18. Б1200 Б1500 Твердость, HRC в теле детали и в кромке Т нагр=1190, Тдеф=1000, деф=20?5, 75%, З+О
- 19. Обобщенные результаты структурных исследований
- 20. ТЕХНОЛОГИИ НАНЕСЕНИЯ ПОКРЫТИЙ. ПЛАЗМЕННАЯ НАПЛАВКА ФЕДЕРАЛЬНОЕ АГЕНТСТВО НАУЧНЫХ ОРГАНИЗАЦИЙ ФГБНУ «ВСЕРОССИЙСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ МЕХАНИЗАЦИИ СЕЛЬСКОГО ХОЗЯЙСТВА»
- 21. Режимы лазерной наплавки: установка для лазерной наплавки LENS 750 ТЕХНОЛОГИИ НАНЕСЕНИЯ ПОКРЫТИЙ. ЛАЗЕРНАЯ НАПЛАВКА МИНИСТЕРСТВО ОБРАЗОВНИЯ
- 22. РЕЗУЛЬТАТЫ ИСПЫТАНИЙ НА ИЗНОСОСТОЙКОСТЬ ЛИСТОВОГО ПРОКАТА Прибор ИМ-01 для испытаний на износостойкость и испытанные образцы Абразив
- 23. Испытания в полевых условиях Вид нового и изношенного накладных долот лемехов Сталь Б1500 до и после
- 24. Заключение Разработан химический состав новых высокопрочных износостойких сталей с пределом текучести 1200, 1500 и 1700 МПа
- 26. Скачать презентацию
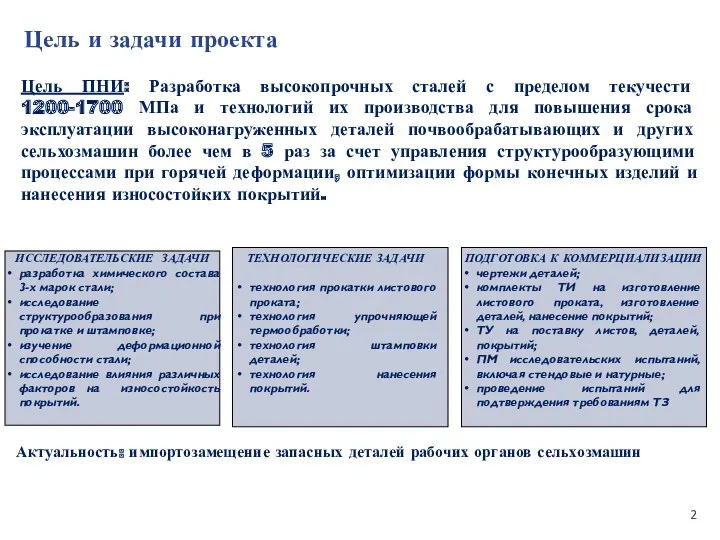
Цель ПНИ: Разработка высокопрочных сталей с пределом текучести 1200-1700 МПа и
Цель ПНИ: Разработка высокопрочных сталей с пределом текучести 1200-1700 МПа и
фрезеровка
штамповка
Особенности технологии
1. Разработка безотходной технологии утонения режущей кромки деталей рабочих органов
фрезеровка
штамповка
Особенности технологии
1. Разработка безотходной технологии утонения режущей кромки деталей рабочих органов

Химический состав опытных партий листового проката (масс.%)
Патентная заявка: № 2015125002, приоритет
Химический состав опытных партий листового проката (масс.%)
Патентная заявка: № 2015125002, приоритет

Технологическая схема производства высокопрочных сталей для деталей сельскохозяйственной техники
выплавка
разливка
ковка
нагрев под прокатку
прокатка
термообработка
Технологическая схема производства высокопрочных сталей для деталей сельскохозяйственной техники
выплавка
разливка
ковка
нагрев под прокатку
прокатка
термообработка

Уникальный прокатный стан Quarto 800 с установкой ускоренного охлаждения позволяет имитировать
Уникальный прокатный стан Quarto 800 с установкой ускоренного охлаждения позволяет имитировать

Кинетика превращения аустенита при непрерывном охлаждении и деформационном воздействии
Высокоскоростной закалочно-деформационный дилатометр
Кинетика превращения аустенита при непрерывном охлаждении и деформационном воздействии
Высокоскоростной закалочно-деформационный дилатометр
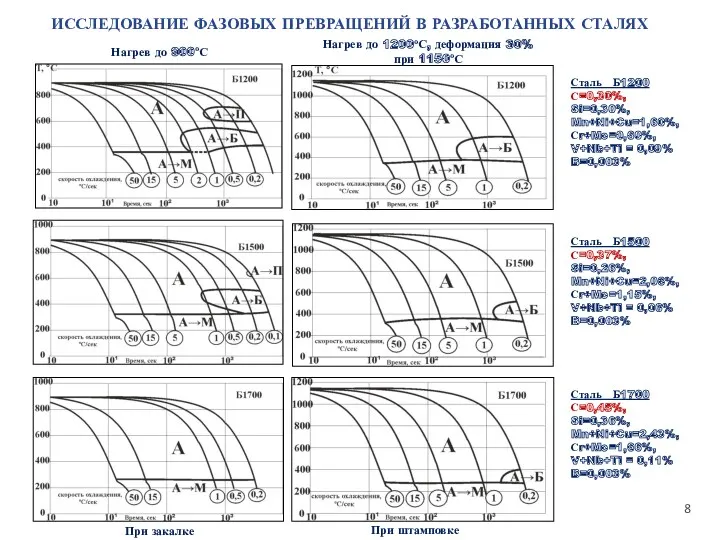
ИССЛЕДОВАНИЕ ФАЗОВЫХ ПРЕВРАЩЕНИЙ В РАЗРАБОТАННЫХ СТАЛЯХ
Сталь Б1200
С=0,30%,
Si=0,30%,
Mn+Ni+Cu=1,60%,
Сr+Mo=0,60%,
V+Nb+Ti = 0,09%
B=0,003%
Нагрев
ИССЛЕДОВАНИЕ ФАЗОВЫХ ПРЕВРАЩЕНИЙ В РАЗРАБОТАННЫХ СТАЛЯХ
Сталь Б1200
С=0,30%,
Si=0,30%,
Mn+Ni+Cu=1,60%,
Сr+Mo=0,60%,
V+Nb+Ti = 0,09%
B=0,003%
Нагрев

Горячая пластическая деформация с использованием имитационного моделирования
ИССЛЕДОВАТЕЛЬСКИЙ КОМПЛЕКС GLEEBLE-3800
Результатом эксперимента
Горячая пластическая деформация с использованием имитационного моделирования
ИССЛЕДОВАТЕЛЬСКИЙ КОМПЛЕКС GLEEBLE-3800
Результатом эксперимента
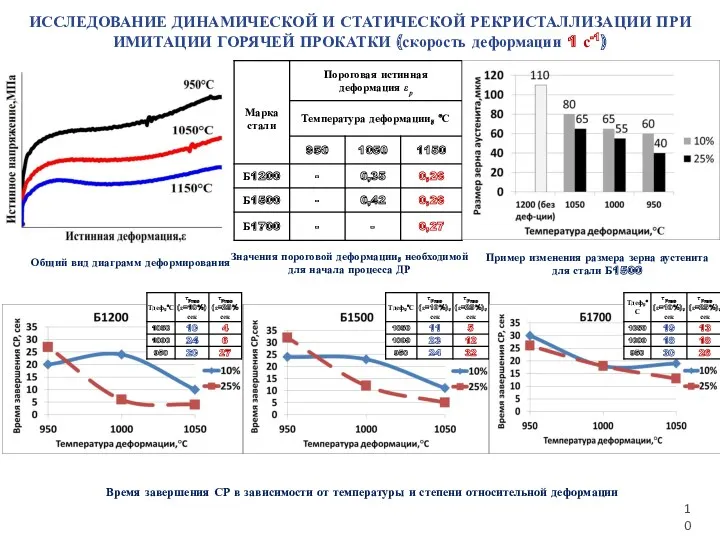
ИССЛЕДОВАНИЕ ДИНАМИЧЕСКОЙ И СТАТИЧЕСКОЙ РЕКРИСТАЛЛИЗАЦИИ ПРИ ИМИТАЦИИ ГОРЯЧЕЙ ПРОКАТКИ (скорость деформации
ИССЛЕДОВАНИЕ ДИНАМИЧЕСКОЙ И СТАТИЧЕСКОЙ РЕКРИСТАЛЛИЗАЦИИ ПРИ ИМИТАЦИИ ГОРЯЧЕЙ ПРОКАТКИ (скорость деформации
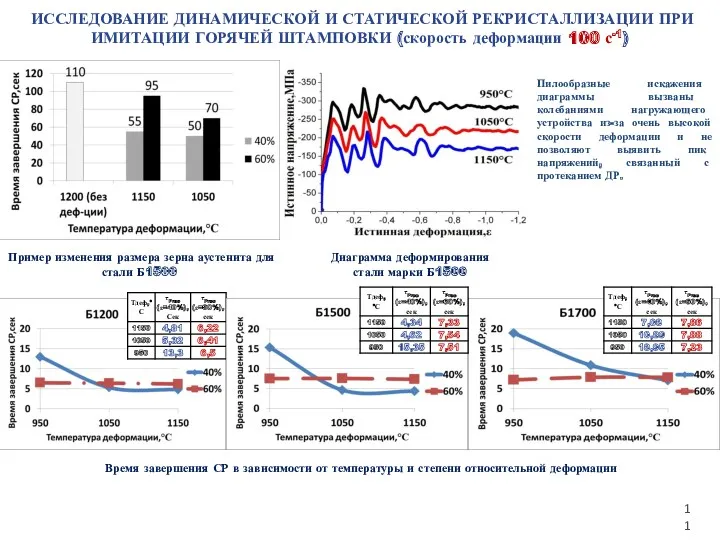
ИССЛЕДОВАНИЕ ДИНАМИЧЕСКОЙ И СТАТИЧЕСКОЙ РЕКРИСТАЛЛИЗАЦИИ ПРИ ИМИТАЦИИ ГОРЯЧЕЙ ШТАМПОВКИ (скорость
ИССЛЕДОВАНИЕ ДИНАМИЧЕСКОЙ И СТАТИЧЕСКОЙ РЕКРИСТАЛЛИЗАЦИИ ПРИ ИМИТАЦИИ ГОРЯЧЕЙ ШТАМПОВКИ (скорость

Методы исследования структуры
Оптическая
микроскопия
Растровая электронная
микроскопия
Сканирующая микроскопия
(EBSD-анализ)
Просвечивающая
электронная
микроскопия
Просвечивающий электронный
Методы исследования структуры
Оптическая
микроскопия
Растровая электронная
микроскопия
Сканирующая микроскопия
(EBSD-анализ)
Просвечивающая
электронная
микроскопия
Просвечивающий электронный
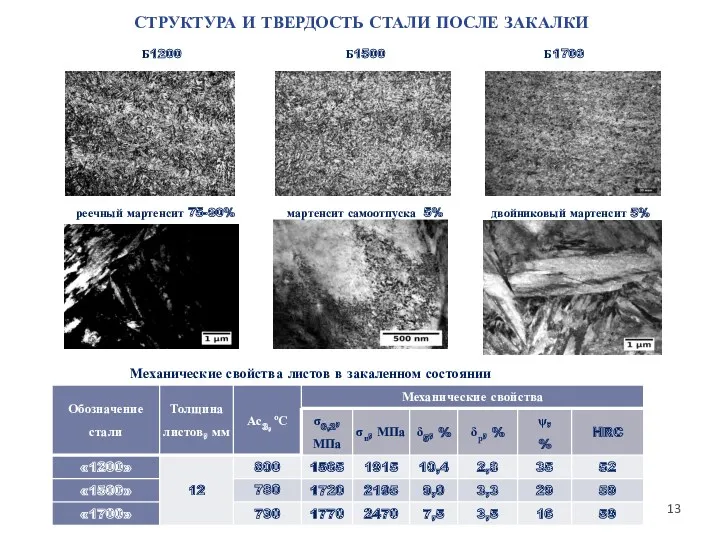
СТРУКТУРА И ТВЕРДОСТЬ СТАЛИ ПОСЛЕ ЗАКАЛКИ
Механические свойства листов в закаленном
СТРУКТУРА И ТВЕРДОСТЬ СТАЛИ ПОСЛЕ ЗАКАЛКИ
Механические свойства листов в закаленном
Твёрдость
Ударная вязкость
ПРЕВРАЩЕНИЯ ПРИ ОТПУСКЕ СТАЛИ
Дифференциальные
дилатометрические зависимости
Б1200
Б1500
Б1700
Твёрдость
Ударная вязкость
ПРЕВРАЩЕНИЯ ПРИ ОТПУСКЕ СТАЛИ
Дифференциальные
дилатометрические зависимости
Б1200
Б1500
Б1700
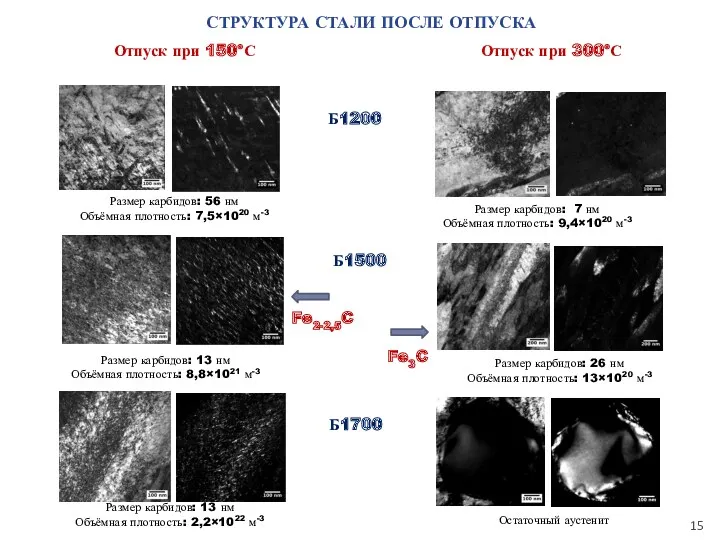
Б1200
Размер карбидов: 7 нм
Объёмная плотность: 9,4×1020 м-3
Размер карбидов: 26 нм
Объёмная плотность: 13×1020 м-3
Размер карбидов:
Б1200
Размер карбидов: 7 нм
Объёмная плотность: 9,4×1020 м-3
Размер карбидов: 26 нм
Объёмная плотность: 13×1020 м-3
Размер карбидов:
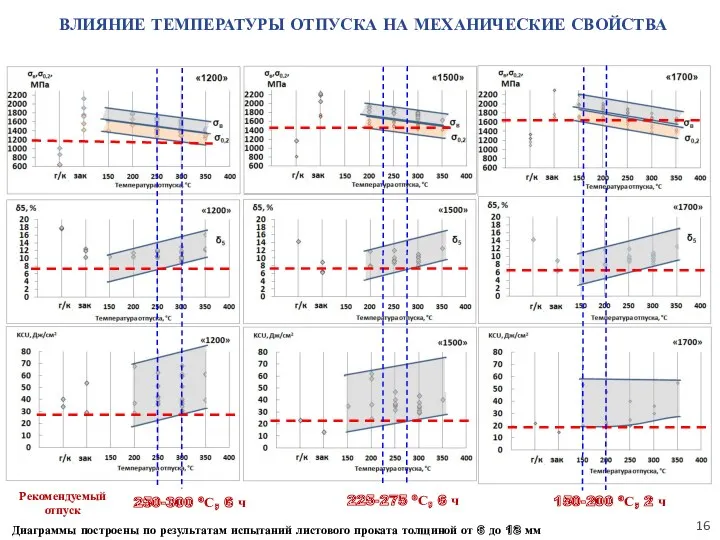
Диаграммы построены по результатам испытаний листового проката толщиной от 6 до
Диаграммы построены по результатам испытаний листового проката толщиной от 6 до

МЕХАНИЧЕСКИЕ СВОЙСТВА ШТАМПОВАННЫХ ЗАГОТОВОК И ДЕТАЛЕЙ
Готовые детали
Молот и заготовки
Печи и штамп
МЕХАНИЧЕСКИЕ СВОЙСТВА ШТАМПОВАННЫХ ЗАГОТОВОК И ДЕТАЛЕЙ
Готовые детали
Молот и заготовки
Печи и штамп
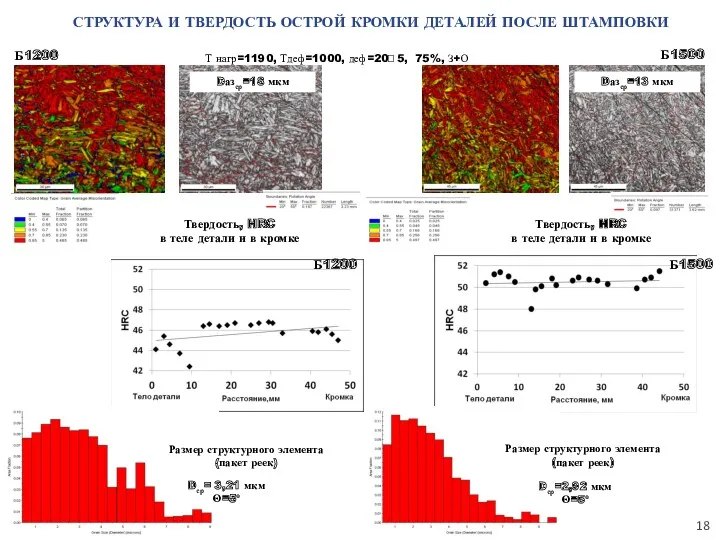
Б1200
Б1500
Твердость, HRC
в теле детали и в кромке
Т нагр=1190, Тдеф=1000, деф=20?5, 75%,
Б1200
Б1500
Твердость, HRC
в теле детали и в кромке
Т нагр=1190, Тдеф=1000, деф=20?5, 75%,
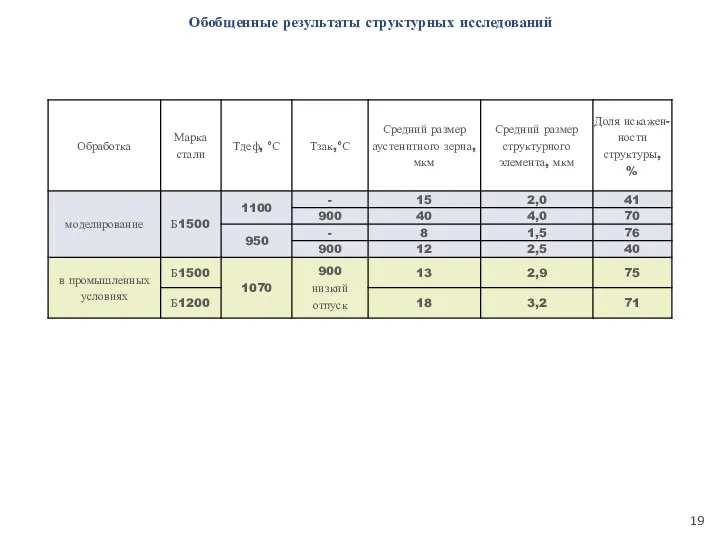
Обобщенные результаты структурных исследований
Обобщенные результаты структурных исследований
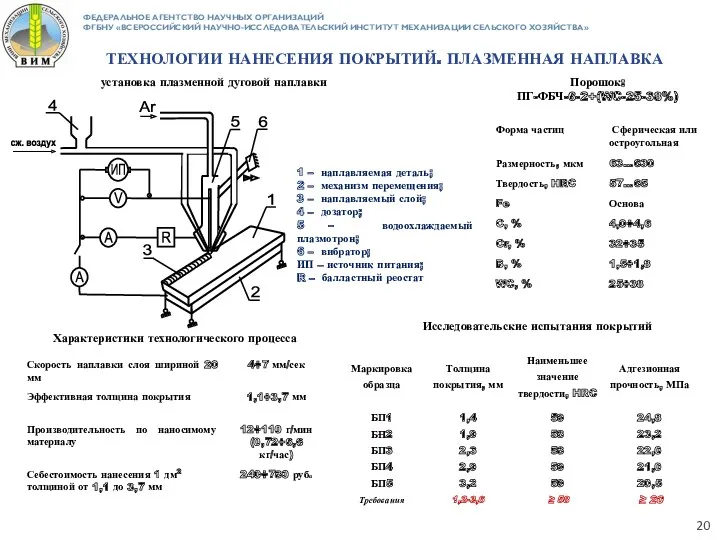
ТЕХНОЛОГИИ НАНЕСЕНИЯ ПОКРЫТИЙ. ПЛАЗМЕННАЯ НАПЛАВКА
ФЕДЕРАЛЬНОЕ АГЕНТСТВО НАУЧНЫХ ОРГАНИЗАЦИЙ
ФГБНУ «ВСЕРОССИЙСКИЙ
ТЕХНОЛОГИИ НАНЕСЕНИЯ ПОКРЫТИЙ. ПЛАЗМЕННАЯ НАПЛАВКА
ФЕДЕРАЛЬНОЕ АГЕНТСТВО НАУЧНЫХ ОРГАНИЗАЦИЙ
ФГБНУ «ВСЕРОССИЙСКИЙ
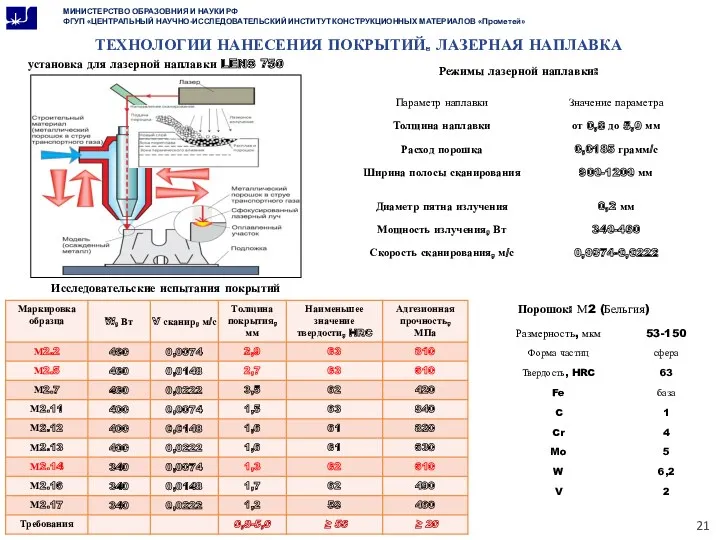
Режимы лазерной наплавки:
установка для лазерной наплавки LENS 750
ТЕХНОЛОГИИ НАНЕСЕНИЯ
Режимы лазерной наплавки:
установка для лазерной наплавки LENS 750
ТЕХНОЛОГИИ НАНЕСЕНИЯ

РЕЗУЛЬТАТЫ ИСПЫТАНИЙ НА ИЗНОСОСТОЙКОСТЬ ЛИСТОВОГО ПРОКАТА
Прибор ИМ-01 для испытаний
на износостойкость
РЕЗУЛЬТАТЫ ИСПЫТАНИЙ НА ИЗНОСОСТОЙКОСТЬ ЛИСТОВОГО ПРОКАТА
Прибор ИМ-01 для испытаний
на износостойкость
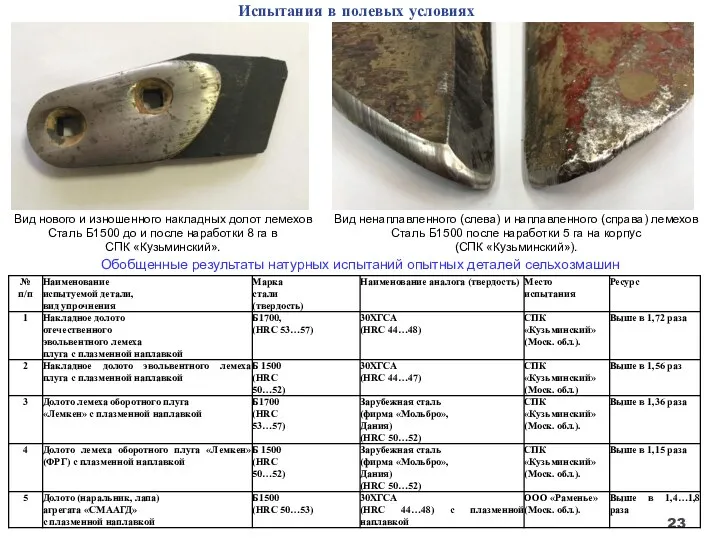
Испытания в полевых условиях
Вид нового и изношенного накладных долот лемехов
Сталь
Испытания в полевых условиях
Вид нового и изношенного накладных долот лемехов
Сталь
Заключение
Разработан химический состав новых высокопрочных износостойких сталей с пределом текучести
Заключение
Разработан химический состав новых высокопрочных износостойких сталей с пределом текучести
 Древесина – конструкционный материал
Древесина – конструкционный материал Презентация История кружева
Презентация История кружева Виды, способы и техника лепки в детском саду
Виды, способы и техника лепки в детском саду Методичская разработка открытого урока для специальности 230115 по дисциплине Основы программирования
Методичская разработка открытого урока для специальности 230115 по дисциплине Основы программирования Использование перфокарт в работе с дошкольниками
Использование перфокарт в работе с дошкольниками Ассоциация военно-патриотических клубов. ВПК Гвардия Иланский район
Ассоциация военно-патриотических клубов. ВПК Гвардия Иланский район ВКР: Техническое обслуживание электроприводов участка формовки трубы ТЭСЦ – 3
ВКР: Техническое обслуживание электроприводов участка формовки трубы ТЭСЦ – 3 О проведении Всероссийской олимпиады школьников по вопросам избирательного права и избирательного процесса
О проведении Всероссийской олимпиады школьников по вопросам избирательного права и избирательного процесса Необычные растения и животные в природе.
Необычные растения и животные в природе. Вышивание крестиком Диск
Вышивание крестиком Диск Защита малых рек
Защита малых рек Совершенствование логистических процессов на складах транспортного предприятия
Совершенствование логистических процессов на складах транспортного предприятия Презентации для урочной и внеурочной деятельности
Презентации для урочной и внеурочной деятельности Презентация к уроку природоведения ПРИЗНАКИ ЖИВОТНЫХ 5 класс
Презентация к уроку природоведения ПРИЗНАКИ ЖИВОТНЫХ 5 класс Humour toujours
Humour toujours презентация 2 февраля-Сталинградская битва
презентация 2 февраля-Сталинградская битва Трудовое право. Понятие, предмет и метод
Трудовое право. Понятие, предмет и метод Игра 4 лишний
Игра 4 лишний Конспект занятия математического кружка Старинные задачи на дроби
Конспект занятия математического кружка Старинные задачи на дроби Энергия от ветра
Энергия от ветра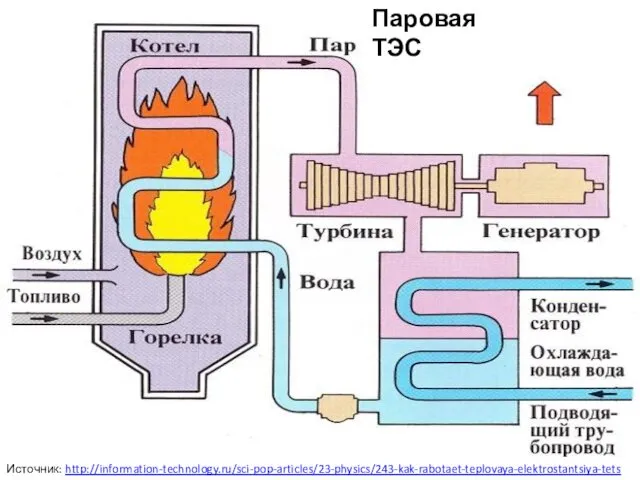 Паровая ТЭС
Паровая ТЭС Новое в правовом регулировании градостроительной деятельности
Новое в правовом регулировании градостроительной деятельности Суицид как форма девиантного поведения подростков
Суицид как форма девиантного поведения подростков Компьютерные вирусы
Компьютерные вирусы Северная война (1700-1721)
Северная война (1700-1721) Микеланджело Буонарроти - краткая биография и картины
Микеланджело Буонарроти - краткая биография и картины Новая мотивация
Новая мотивация Моніторинг і коментарі до нормативно-правових актів у сфері оподаткування, грудень 2016 ч1
Моніторинг і коментарі до нормативно-правових актів у сфері оподаткування, грудень 2016 ч1