- Изготовление разовой литейной формы

Содержание
- 3. Модельный комплект
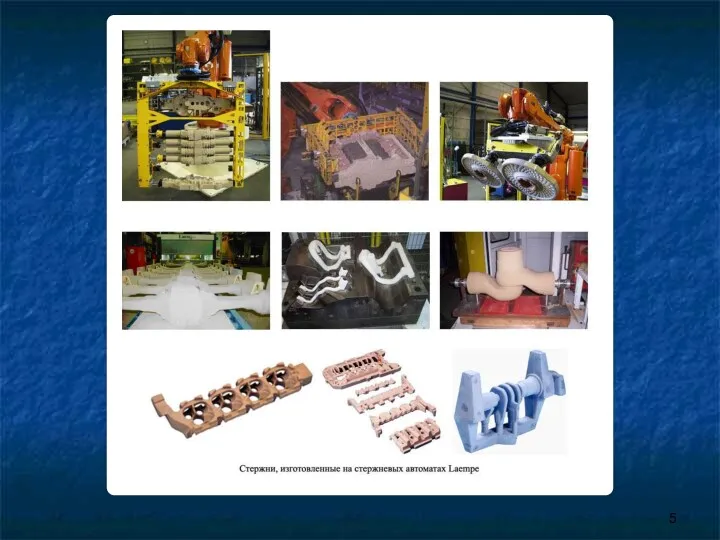
- 4. Изготовление деревянной модели отливки
- 6. Модельные плиты
- 7. Расположение моделей отливки и литниковой системы на модельной плите: 1 – штырь центрирующий; 2 – модельная
- 8. Литейная разовая песчаная форма: 1 – литниковая система; 2 – полость формы; 3 – нижняя полуформа;
- 9. Характеристика литья в разовые песчано-глинистые формы Самый древний способ литья Можно получать отливки любых размеров и
- 10. Качество поверхности отливок в зависимости от способа литья
- 11. Внешний вид отливок, полученных литьем в землю
- 13. Литье в оболочковые формы
- 14. Литье в оболочковые формы
- 15. Характеристика литья в оболочковые формы Высокая точность отливок (до 5-го класса) Высокая чистота поверхности (3 -
- 16. Изготовление отливок по выплавляемым моделям
- 17. Изготовление отливок по выплавляемым моделям
- 18. Характеристика литья по выплавляемым моделям Высокая размерная точность (7 – 9 класс) Высокая чистота поверхности (4
- 19. Основные виды брака в цехах точного литья Отклонения от размеров Засоры Ухудшенная поверхность Усадочная пористость, негерметичность
- 20. Ювелирное литье
- 21. 1 – Изготовление металлической модели изделия 2 – Подготовка рамки
- 22. Изготовление резиновых штампов
- 23. 5 – Изготовление модели изделия из воска 6 – Сборка елочки из восковых моделей
- 25. 12 – Промывка елочки 13 – Снятие отлитых изделий
- 27. Литье памятников
- 28. Литье памятников
- 30. Литье колоколов
- 31. Литье колоколов
- 33. Скачать презентацию


Модельный комплект
Модельный комплект

Изготовление деревянной модели отливки
Изготовление деревянной модели отливки
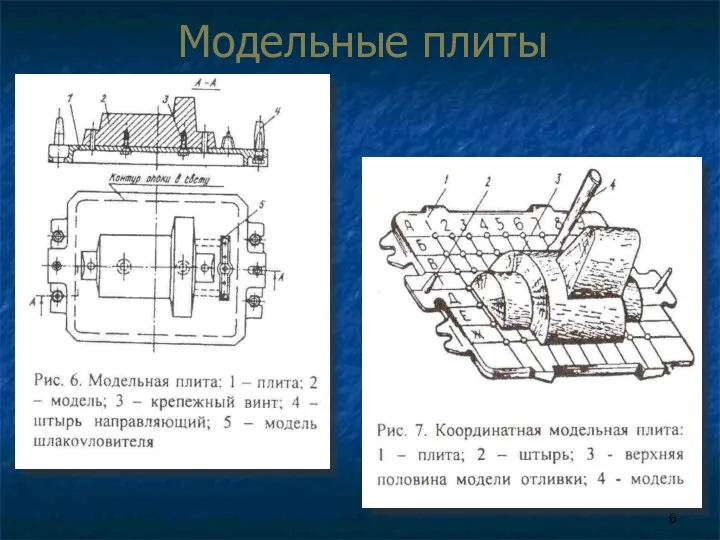
Модельные плиты
Модельные плиты

Расположение моделей отливки и литниковой системы на модельной плите:
1 – штырь
Расположение моделей отливки и литниковой системы на модельной плите:
1 – штырь
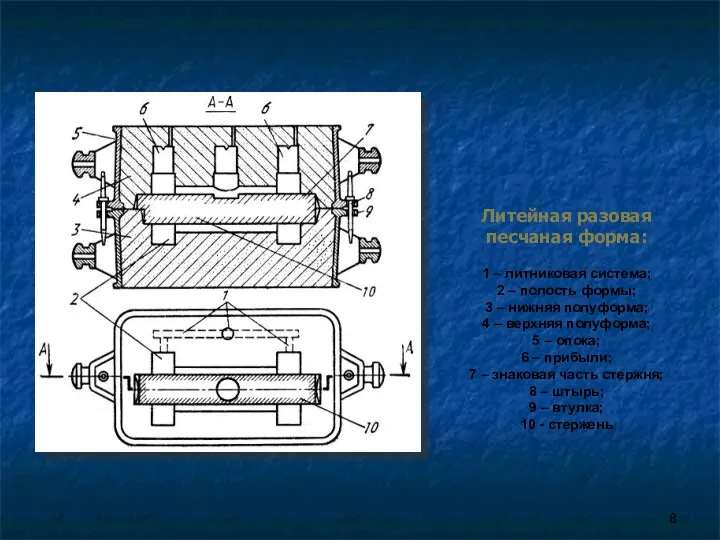
Литейная разовая песчаная форма:
1 – литниковая система;
2 – полость формы;
3 –
Литейная разовая песчаная форма: 1 – литниковая система; 2 – полость формы; 3 –

Характеристика литья в разовые песчано-глинистые формы
Самый древний способ литья
Можно получать отливки
Характеристика литья в разовые песчано-глинистые формы
Самый древний способ литья
Можно получать отливки
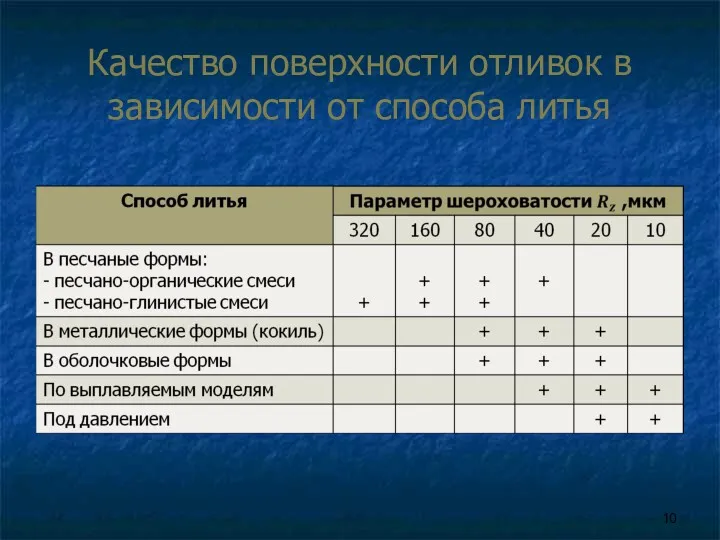
Качество поверхности отливок в зависимости от способа литья
Качество поверхности отливок в зависимости от способа литья
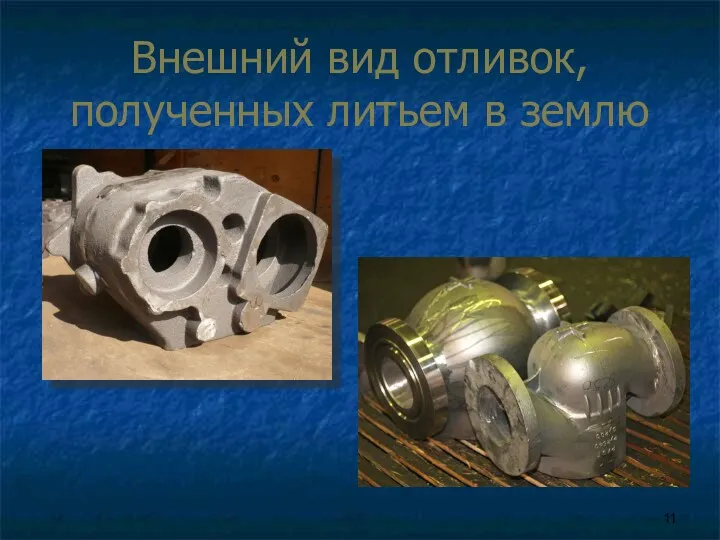
Внешний вид отливок, полученных литьем в землю
Внешний вид отливок, полученных литьем в землю


Литье в оболочковые формы
Литье в оболочковые формы

Литье в оболочковые формы
Литье в оболочковые формы
Характеристика литья в оболочковые формы
Высокая точность отливок (до 5-го класса)
Высокая чистота
Характеристика литья в оболочковые формы
Высокая точность отливок (до 5-го класса)
Высокая чистота

Изготовление отливок по выплавляемым моделям
Изготовление отливок по выплавляемым моделям

Изготовление отливок по выплавляемым моделям
Изготовление отливок по выплавляемым моделям

Характеристика литья по выплавляемым моделям
Высокая размерная точность (7 – 9 класс)
Высокая
Характеристика литья по выплавляемым моделям
Высокая размерная точность (7 – 9 класс)
Высокая

Основные виды брака в цехах точного литья
Отклонения от размеров
Засоры
Ухудшенная поверхность
Усадочная пористость,
Основные виды брака в цехах точного литья
Отклонения от размеров
Засоры
Ухудшенная поверхность
Усадочная пористость,

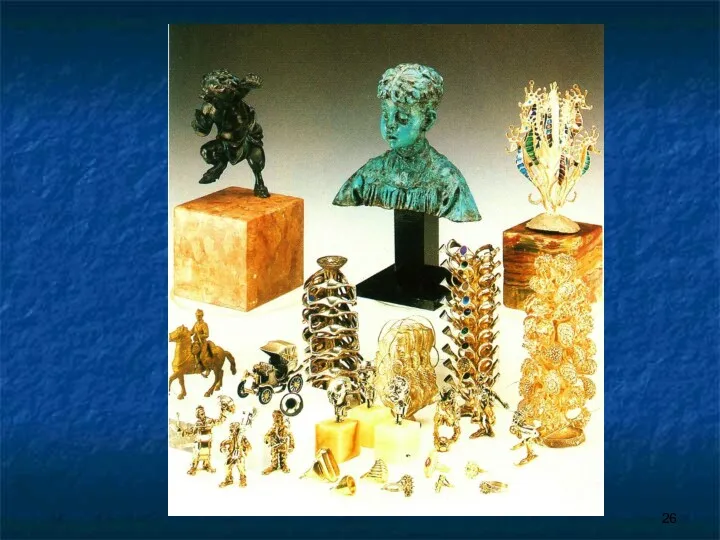
Ювелирное литье
Ювелирное литье
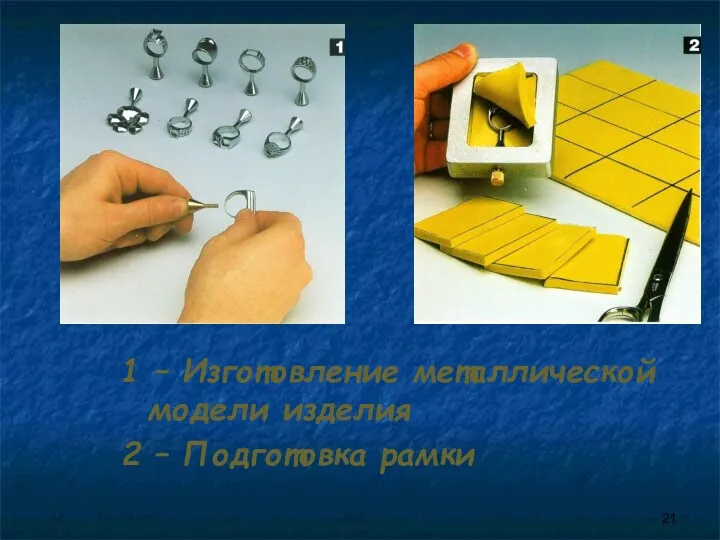
1 – Изготовление металлической модели изделия
2 – Подготовка рамки
1 – Изготовление металлической модели изделия
2 – Подготовка рамки
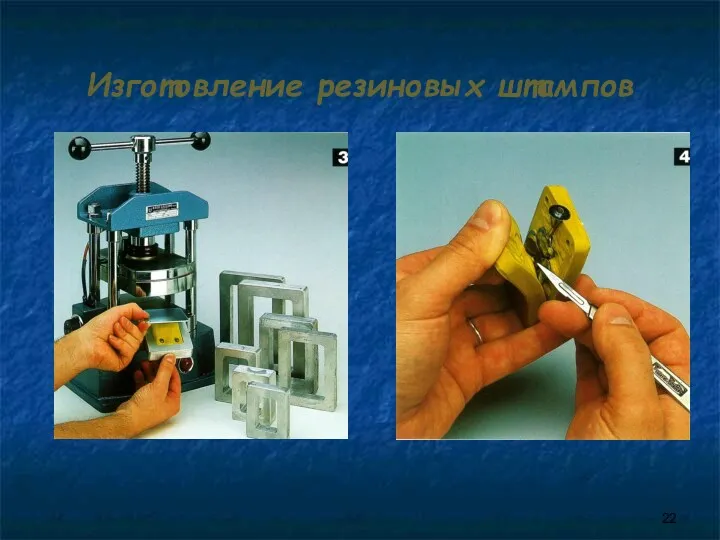
Изготовление резиновых штампов
Изготовление резиновых штампов

5 – Изготовление модели изделия из воска
6 – Сборка елочки из
5 – Изготовление модели изделия из воска
6 – Сборка елочки из


12 – Промывка елочки
13 – Снятие отлитых изделий
12 – Промывка елочки
13 – Снятие отлитых изделий

Литье памятников
Литье памятников

Литье памятников
Литье памятников


Литье колоколов
Литье колоколов

Литье колоколов
Литье колоколов
 Синтоизм - древняя историческая религия Японии
Синтоизм - древняя историческая религия Японии Правила дорожного движения
Правила дорожного движения Буддизм
Буддизм Население мира 10 класс
Население мира 10 класс Родительское собрание
Родительское собрание Презентация к уроку по географии Реки и озёра Евразии
Презентация к уроку по географии Реки и озёра Евразии Сапр2021_Цикл 1_2
Сапр2021_Цикл 1_2 Русская народная сказка Репка
Русская народная сказка Репка С днём рождения Мариночка
С днём рождения Мариночка Оперативные доступы
Оперативные доступы Трехфазные цепи при соединении нагрузки треугольником
Трехфазные цепи при соединении нагрузки треугольником Управление персоналом в социальной сфере
Управление персоналом в социальной сфере Защита воздушного судна
Защита воздушного судна Жилищный фонд, его виды. Переустройство и перепланировка жилых помещений. Жилищный надзор и жилищный контроль
Жилищный фонд, его виды. Переустройство и перепланировка жилых помещений. Жилищный надзор и жилищный контроль Кальян
Кальян Оптимизация систем электроснабжения и автоматизация технологического процесса котельной станции
Оптимизация систем электроснабжения и автоматизация технологического процесса котельной станции Инсценированное представлени- Сказание о Казанской иконе Божьей Матери.
Инсценированное представлени- Сказание о Казанской иконе Божьей Матери. Проект Русские фольклорные забавы
Проект Русские фольклорные забавы Кадровая политика государства и организации
Кадровая политика государства и организации Мастер-класс Законы золотого сечения в букете
Мастер-класс Законы золотого сечения в букете Заповедные места Зианчуринской земли
Заповедные места Зианчуринской земли Общие сведения по обеспечению войск водой
Общие сведения по обеспечению войск водой Презентация к мероприятию Инсценированная военная песня: песня Катюша.
Презентация к мероприятию Инсценированная военная песня: песня Катюша. Интернет-ресурсы для педагога
Интернет-ресурсы для педагога Социальная сеть Facebook
Социальная сеть Facebook Вантовые покрытия
Вантовые покрытия Назначение и виды обоев. Виды клея для наклейки обоев
Назначение и виды обоев. Виды клея для наклейки обоев Взаимодействие с семьей по физкультурно-оздоровительной работе в МКДОУ д-с Буратино
Взаимодействие с семьей по физкультурно-оздоровительной работе в МКДОУ д-с Буратино