- Композитные материалы

Содержание
- 2. Композитные материалы Наполнитель композиционных материалов Зернистый наполнитель композиционных материалов Алмаз – материал, имеющий наибольшую твердость среди
- 3. Композитные материалы Наполнитель композиционных материалов Зернистый наполнитель композиционных материалов Кубический нитрид бора является кристаллографическим аналогом углерода,
- 4. Композитные материалы Наполнитель композиционных материалов Волокнистый наполнитель композиционных материалов Естественные наполнители. Наибольшее применение в технологии КМ
- 5. Композитные материалы Волокнистый наполнитель композиционных материалов Искусственные наполнители. Сырьем для получения волокнистых наполнителей могут служить разные
- 6. Композитные материалы Волокнистый наполнитель композиционных материалов Таблица: Характеристика волокнистого наполнителя композиционных материалов
- 7. Композитные материалы Волокнистый наполнитель композиционных материалов Прочность проволоки из нержавеющей стали находится в среднем на уровне
- 8. Композитные материалы Волокнистый наполнитель композиционных материалов Стеклянные волокна изготовляют из расплавленного стекла методом вытягивания или раздува
- 9. Композитные материалы Волокнистый наполнитель композиционных материалов Органические волокна имеют промышленную основу для крупнотоннажного производства. Среди них
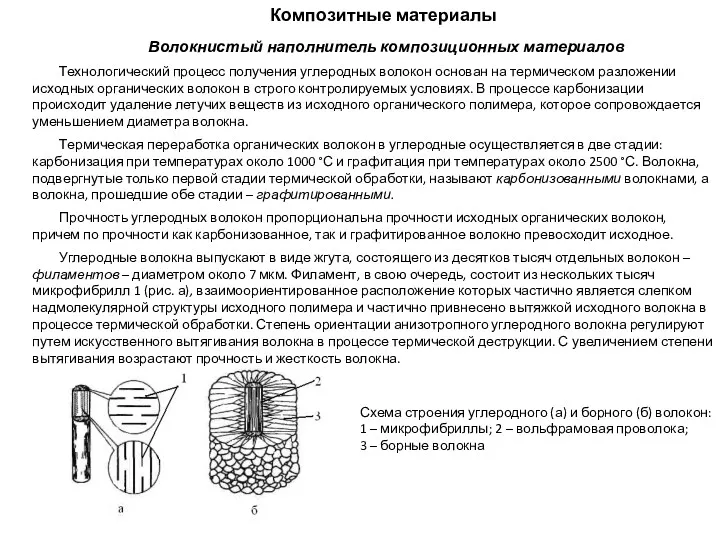
- 10. Композитные материалы Волокнистый наполнитель композиционных материалов Технологический процесс получения углеродных волокон основан на термическом разложении исходных
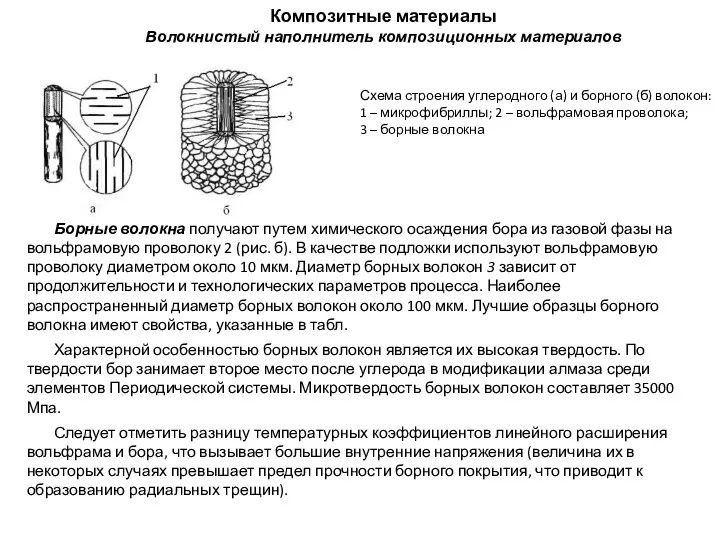
- 11. Композитные материалы Волокнистый наполнитель композиционных материалов Борные волокна получают путем химического осаждения бора из газовой фазы
- 12. Композитные материалы Волокнистый наполнитель композиционных материалов Для нитевидных кристаллов характерна обратно пропорциональная зависимость прочности от диаметра,
- 13. Композитные материалы Волокнистый наполнитель композиционных материалов Однако достигнутые показатели физико-механических свойств нитевидных кристаллов значительно ниже теоретических
- 15. Скачать презентацию
Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Алмаз – материал, имеющий наибольшую
Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Алмаз – материал, имеющий наибольшую
Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Кубический нитрид бора является кристаллографическим
Композитные материалы
Наполнитель композиционных материалов
Зернистый наполнитель композиционных материалов
Кубический нитрид бора является кристаллографическим
Композитные материалы
Наполнитель композиционных материалов
Волокнистый наполнитель композиционных материалов
Естественные наполнители.
Наибольшее применение в
Композитные материалы
Наполнитель композиционных материалов
Волокнистый наполнитель композиционных материалов
Естественные наполнители.
Наибольшее применение в
Композитные материалы
Волокнистый наполнитель композиционных материалов
Искусственные наполнители.
Сырьем для получения волокнистых наполнителей
Композитные материалы
Волокнистый наполнитель композиционных материалов
Искусственные наполнители.
Сырьем для получения волокнистых наполнителей

Композитные материалы
Волокнистый наполнитель композиционных материалов
Таблица: Характеристика волокнистого наполнителя композиционных материалов
Композитные материалы
Волокнистый наполнитель композиционных материалов
Таблица: Характеристика волокнистого наполнителя композиционных материалов
Композитные материалы
Волокнистый наполнитель композиционных материалов
Прочность проволоки из нержавеющей стали находится в
Композитные материалы
Волокнистый наполнитель композиционных материалов
Прочность проволоки из нержавеющей стали находится в
Композитные материалы
Волокнистый наполнитель композиционных материалов
Стеклянные волокна изготовляют из расплавленного стекла методом
Композитные материалы
Волокнистый наполнитель композиционных материалов
Стеклянные волокна изготовляют из расплавленного стекла методом
Композитные материалы
Волокнистый наполнитель композиционных материалов
Органические волокна имеют промышленную основу для крупнотоннажного
Композитные материалы
Волокнистый наполнитель композиционных материалов
Органические волокна имеют промышленную основу для крупнотоннажного
Композитные материалы
Волокнистый наполнитель композиционных материалов
Технологический процесс получения углеродных волокон основан на
Композитные материалы
Волокнистый наполнитель композиционных материалов
Технологический процесс получения углеродных волокон основан на
Композитные материалы
Волокнистый наполнитель композиционных материалов
Борные волокна получают путем химического осаждения бора
Композитные материалы
Волокнистый наполнитель композиционных материалов
Борные волокна получают путем химического осаждения бора
Композитные материалы
Волокнистый наполнитель композиционных материалов
Для нитевидных кристаллов характерна обратно пропорциональная зависимость
Композитные материалы
Волокнистый наполнитель композиционных материалов
Для нитевидных кристаллов характерна обратно пропорциональная зависимость
Композитные материалы
Волокнистый наполнитель композиционных материалов
Однако достигнутые показатели физико-механических свойств нитевидных кристаллов
Композитные материалы
Волокнистый наполнитель композиционных материалов
Однако достигнутые показатели физико-механических свойств нитевидных кристаллов
 Команда Волна
Команда Волна Спасский Староярмарочный Собор. Моя малая Родина. Моё спасение
Спасский Староярмарочный Собор. Моя малая Родина. Моё спасение Подпорные стены и сооружения
Подпорные стены и сооружения Технология успешного трудоустройства
Технология успешного трудоустройства Виды живописи
Виды живописи лекция2 (1)
лекция2 (1) История развития Олимпийских игр
История развития Олимпийских игр Введение в психологию. Представление о душе – донаучная психология
Введение в психологию. Представление о душе – донаучная психология ЕГЭ 2015. Правописание приставок
ЕГЭ 2015. Правописание приставок Гибридизация орбиталей
Гибридизация орбиталей Анемии и геморрагические диатезы
Анемии и геморрагические диатезы Исследовательская работа (социология)
Исследовательская работа (социология) Пищевая промышленность Оренбуржья
Пищевая промышленность Оренбуржья Конный туризм и полевые выезды в России
Конный туризм и полевые выезды в России Руководство и организация сюжетно -ролевой игры Парикмахерская
Руководство и организация сюжетно -ролевой игры Парикмахерская Ауб – икм цифрлық беру жүйелерінің негізгі функционалдық түйіндері
Ауб – икм цифрлық беру жүйелерінің негізгі функционалдық түйіндері ПК 2 класс - В ожидании праздника
ПК 2 класс - В ожидании праздника Способы обнаружения и устранения неисправностей и последовательность проверки работоспособности радиоприемника
Способы обнаружения и устранения неисправностей и последовательность проверки работоспособности радиоприемника Технологія Fast Ethernet
Технологія Fast Ethernet Кремний и его соединения
Кремний и его соединения Расчет звукоизоляции ограждающими конструкциями
Расчет звукоизоляции ограждающими конструкциями Программа Нұрлы Жер. Новые направления жилищного строительства
Программа Нұрлы Жер. Новые направления жилищного строительства Руководство пользователя серийного пульта управления
Руководство пользователя серийного пульта управления Закон Био-Савара-Лапласа и его применения
Закон Био-Савара-Лапласа и его применения Болезни сердечно-сосудистой системы, их предупреждение
Болезни сердечно-сосудистой системы, их предупреждение Джанни Родари Джельсомино в Стране Лжецов. Викторина
Джанни Родари Джельсомино в Стране Лжецов. Викторина Ижевский радиозавод. Востребованные профессии
Ижевский радиозавод. Востребованные профессии презентация проекта Добро своими руками
презентация проекта Добро своими руками