- Конструирование и расчет сварных соединений при действии статических нагрузок

Содержание
- 2. СОДЕРЖАНИЕ ЛЕКЦИИ Тема 3. Конструирование и расчет сварных соединений при действии статических нагрузок. Расчет соединений, выполняемых
- 3. Контактную точечную сварку применяют в соединениях конструкций кузовов, в сельско-хозяйственных машинах (комбайнах, сеялках, косилках, тракторах и
- 4. Расстояние между центрами точек в соединении называется шагом t (рисунок 6), который назначается из технологических и
- 5. При расчете сварных соединений, выполняемых контактной точечной сваркой, как правило, требуется определить требуемое количество точек исходя
- 6. РАСЧЕТ СОЕДИНЕНИЙ, ВЫПОЛНЯЕМЫХ КОНТАКТНОЙ СТЫКОВОЙ СВАРКОЙ Контактная стыковая сварка эффективно применяется при сварке изделий в массовом
- 7. РАСЧЕТ СОЕДИНЕНИЙ, ВЫПОЛНЯЕМЫХ КОНТАКТНОЙ ШОВНОЙ СВАРКОЙ При шовной сварке между соединяемыми элементами образуется шов путем постановки
- 9. РАСЧЕТ СОЕДИНЕНИЙ, ВЫПОЛНЯЕМЫХ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКОЙ При рельефной сварке соединение деталей происходит в результате концентрации сварочного
- 10. СПОСОБЫ УМЕНЬШЕНИЯ МАССЫ НАПЛАВЛЕННОГО МЕТАЛЛА В УГЛОВЫХ ШВАХ Швы тавровых, нахлесточных и угловых соединений могут быть
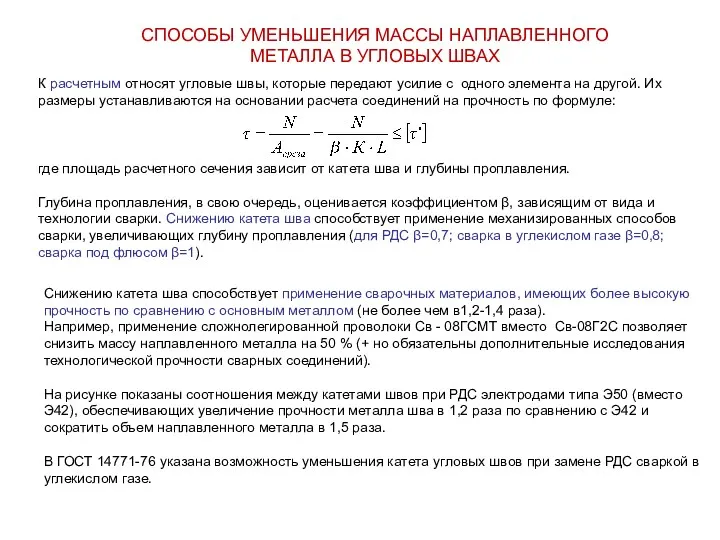
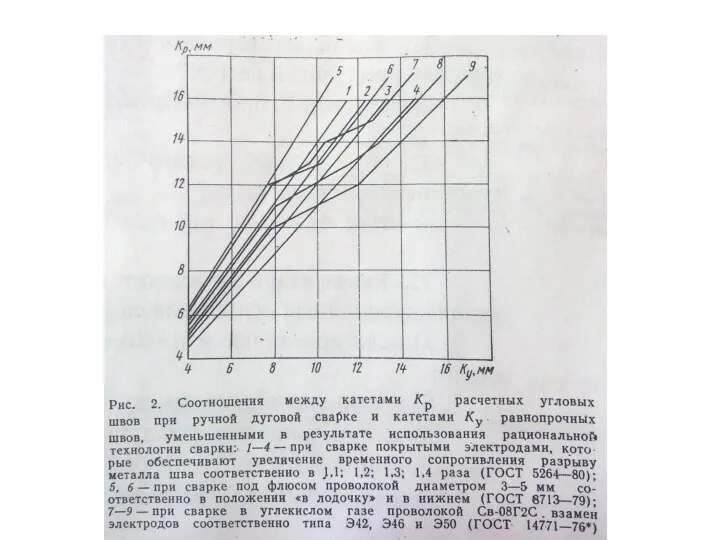
- 11. СПОСОБЫ УМЕНЬШЕНИЯ МАССЫ НАПЛАВЛЕННОГО МЕТАЛЛА В УГЛОВЫХ ШВАХ К расчетным относят угловые швы, которые передают усилие
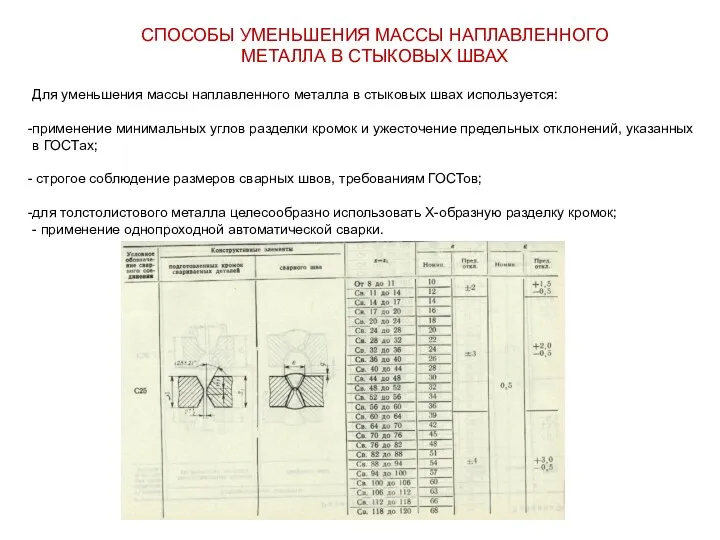
- 13. СПОСОБЫ УМЕНЬШЕНИЯ МАССЫ НАПЛАВЛЕННОГО МЕТАЛЛА В СТЫКОВЫХ ШВАХ Для уменьшения массы наплавленного металла в стыковых швах
- 15. Скачать презентацию
СОДЕРЖАНИЕ ЛЕКЦИИ
Тема 3. Конструирование и расчет сварных соединений при действии статических
СОДЕРЖАНИЕ ЛЕКЦИИ
Тема 3. Конструирование и расчет сварных соединений при действии статических
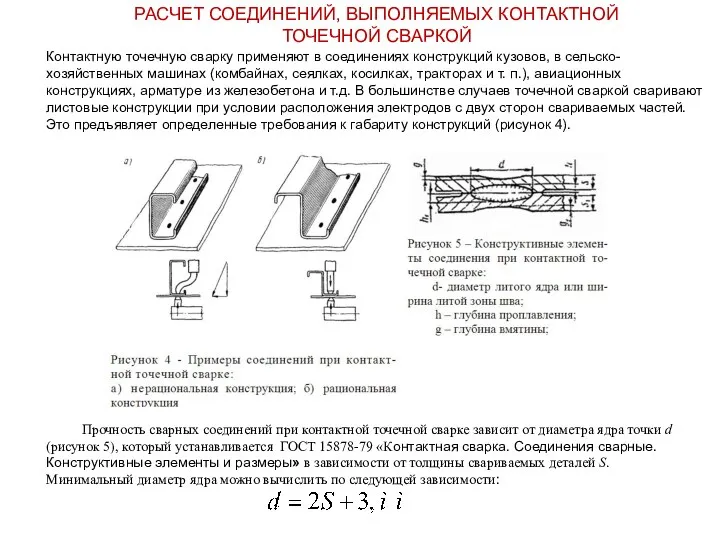
Контактную точечную сварку применяют в соединениях конструкций кузовов, в сельско-хозяйственных машинах
Контактную точечную сварку применяют в соединениях конструкций кузовов, в сельско-хозяйственных машинах
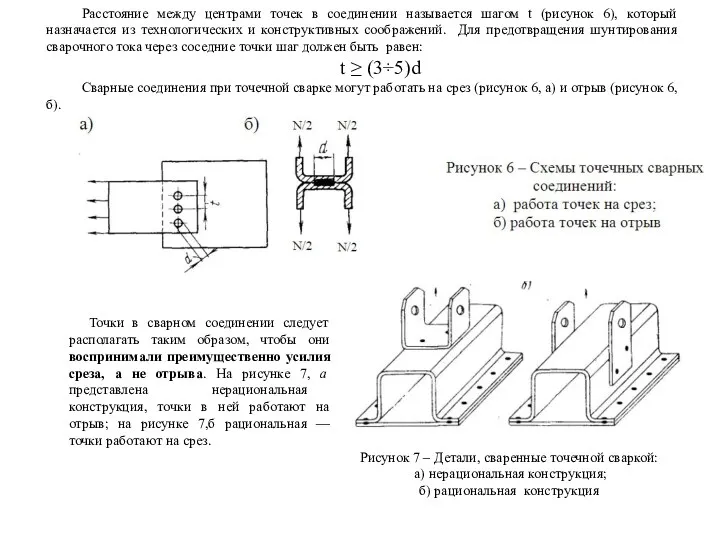
Расстояние между центрами точек в соединении называется шагом t (рисунок 6),
Расстояние между центрами точек в соединении называется шагом t (рисунок 6),
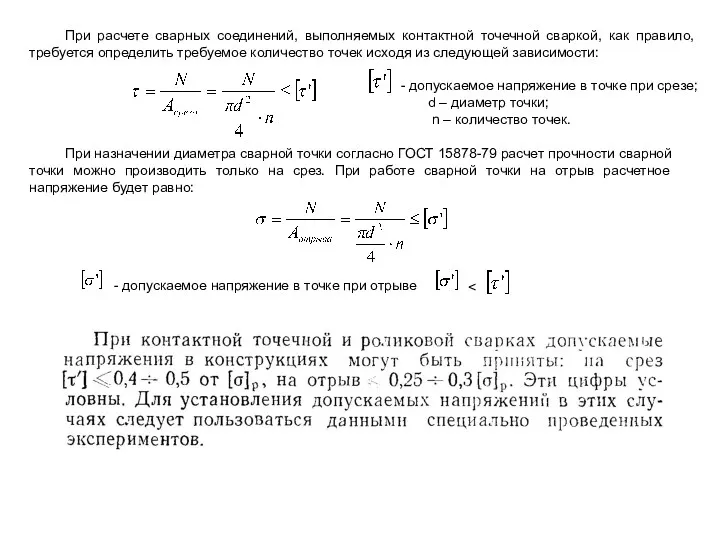
При расчете сварных соединений, выполняемых контактной точечной сваркой, как правило, требуется
При расчете сварных соединений, выполняемых контактной точечной сваркой, как правило, требуется

РАСЧЕТ СОЕДИНЕНИЙ, ВЫПОЛНЯЕМЫХ КОНТАКТНОЙ СТЫКОВОЙ СВАРКОЙ
Контактная стыковая сварка эффективно применяется при
РАСЧЕТ СОЕДИНЕНИЙ, ВЫПОЛНЯЕМЫХ КОНТАКТНОЙ СТЫКОВОЙ СВАРКОЙ
Контактная стыковая сварка эффективно применяется при

РАСЧЕТ СОЕДИНЕНИЙ, ВЫПОЛНЯЕМЫХ КОНТАКТНОЙ ШОВНОЙ СВАРКОЙ
При шовной сварке между соединяемыми элементами
РАСЧЕТ СОЕДИНЕНИЙ, ВЫПОЛНЯЕМЫХ КОНТАКТНОЙ ШОВНОЙ СВАРКОЙ
При шовной сварке между соединяемыми элементами

РАСЧЕТ СОЕДИНЕНИЙ, ВЫПОЛНЯЕМЫХ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКОЙ
При рельефной сварке соединение деталей происходит
РАСЧЕТ СОЕДИНЕНИЙ, ВЫПОЛНЯЕМЫХ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКОЙ
При рельефной сварке соединение деталей происходит
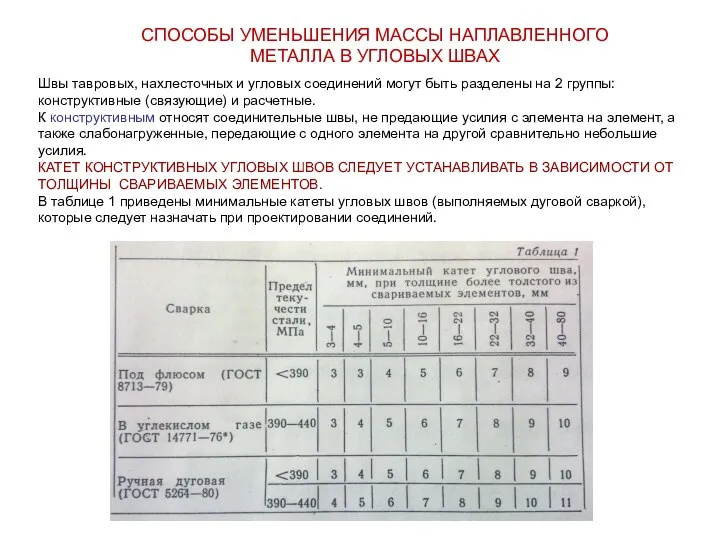
СПОСОБЫ УМЕНЬШЕНИЯ МАССЫ НАПЛАВЛЕННОГО МЕТАЛЛА В УГЛОВЫХ ШВАХ
Швы тавровых, нахлесточных
СПОСОБЫ УМЕНЬШЕНИЯ МАССЫ НАПЛАВЛЕННОГО МЕТАЛЛА В УГЛОВЫХ ШВАХ
Швы тавровых, нахлесточных
СПОСОБЫ УМЕНЬШЕНИЯ МАССЫ НАПЛАВЛЕННОГО МЕТАЛЛА В УГЛОВЫХ ШВАХ
К расчетным относят
СПОСОБЫ УМЕНЬШЕНИЯ МАССЫ НАПЛАВЛЕННОГО МЕТАЛЛА В УГЛОВЫХ ШВАХ
К расчетным относят
СПОСОБЫ УМЕНЬШЕНИЯ МАССЫ НАПЛАВЛЕННОГО МЕТАЛЛА В СТЫКОВЫХ ШВАХ
Для уменьшения массы
СПОСОБЫ УМЕНЬШЕНИЯ МАССЫ НАПЛАВЛЕННОГО МЕТАЛЛА В СТЫКОВЫХ ШВАХ
Для уменьшения массы
 Методы приёма оптических сигналов
Методы приёма оптических сигналов Из опыта работы городской творческой группы учителей истории 2011-2015 гг
Из опыта работы городской творческой группы учителей истории 2011-2015 гг Конструктивные элементы здания гостиницы
Конструктивные элементы здания гостиницы Традиционное народное творчество
Традиционное народное творчество Общеобязательные нормы, установленные государством. Право
Общеобязательные нормы, установленные государством. Право Классификация дефектов трубопровода
Классификация дефектов трубопровода Память МПС
Память МПС Протоколы взаимодействия по системе №7 МККТТ
Протоколы взаимодействия по системе №7 МККТТ Особенности гендерной социализации в игровой деятельности дошкольников
Особенности гендерной социализации в игровой деятельности дошкольников Правопорушення та юридична відповідальність
Правопорушення та юридична відповідальність Надмолекулярные структуры полимеров (НС)
Надмолекулярные структуры полимеров (НС) Презентация по технологии Новогодняя игрушка
Презентация по технологии Новогодняя игрушка Аварийно-спасательные работы в зоне наводнения
Аварийно-спасательные работы в зоне наводнения Интерактивные игры в образовательном процессе ДОУ
Интерактивные игры в образовательном процессе ДОУ 20231118_vidy_sil_7_klass
20231118_vidy_sil_7_klass Котельные установки
Котельные установки Кирилл Иерусалимский (315-386). Поучение предогласительное, или предисловие к огласительным поучениям
Кирилл Иерусалимский (315-386). Поучение предогласительное, или предисловие к огласительным поучениям 04-VDI-JS-HyperV
04-VDI-JS-HyperV Контекстное обучение взрослых
Контекстное обучение взрослых Сварные соединения и швы
Сварные соединения и швы Пассивный доход
Пассивный доход Женские имена в летописи химии
Женские имена в летописи химии Внешняя политика в 20-е годы
Внешняя политика в 20-е годы Лево Луи - французский архитектор, один из основоположников французского классицизма
Лево Луи - французский архитектор, один из основоположников французского классицизма Самопрезентация учителя английского языка
Самопрезентация учителя английского языка Использование развивающей технологии В.В.Воскобовича в детском саду
Использование развивающей технологии В.В.Воскобовича в детском саду В мире животных
В мире животных Презентация Тряпичная кукла Диск
Презентация Тряпичная кукла Диск