- Конструктивные особенности станков с ЧПУ

Содержание
- 2. Конструктивные особенности станков с ЧПУ Станкостроение является сердцевиной машиностроения, т.к. станки предназначены для изготовления деталей других
- 3. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ СТАНКОВ Для сравнительной оценки технического уровня станков, а также для выбора их в соответствии
- 4. Время цикла обработки выражается формулой: Т = tp + tB, где tp - время обработки резанием;
- 5. Одновременное выполнение нескольких рабочих операций осуществ-ляется на многопозиционных станках и автоматических линиях, используе-мых в крупносерийном и
- 6. В автоматизированных станках отказы могут быть связаны с нестабиль-ностью условий работы под влиянием отдельных случайных факторов
- 7. 4. Гибкость станочного оборудования - способность к быстрому пере-налаживанию при изготовлении других, новых деталей. Гибкость характеризуют
- 8. Геометрическая и кинематическая точность станков являются необходи-мыми, но не достаточными условиями для обеспечения высокого качества станка.
- 9. Особую опасность при вынужденных колебаниях представляют резонансные колебания, возникающие при совпадении частоты внешних воздействий с частотой
- 10. 7. Теплостойкость станка характеризует его сопротивляемость возникнове-нию недопустимых температурных деформаций при действии тех или иных источников
- 11. Базовые детали и узлы станков Любой станок-автомат состоит из базовых (корпусных) деталей, привода (главного движения и
- 12. Базовые детали и направляющие должны иметь: первоначальную точность изготовления всех ответственных поверхностей для обеспечения требуемой геометрической
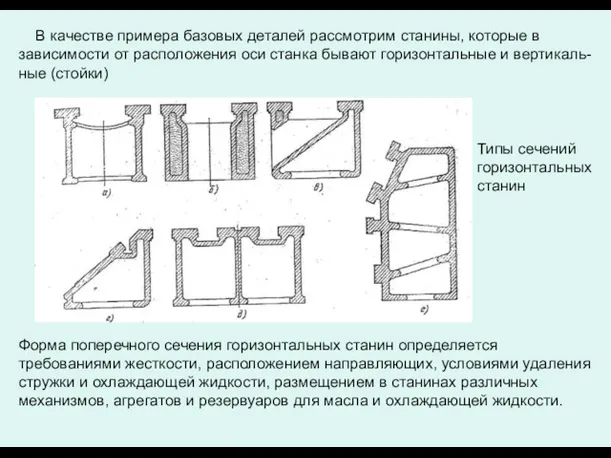
- 13. В качестве примера базовых деталей рассмотрим станины, которые в зависимости от расположения оси станка бывают горизонтальные
- 14. Форма сечений вертикальных станин (стоек) зависит от действующих на них сил. Увеличения жесткости стоек добиваются с
- 15. Направляющие станков с ЧПУ - служат для осуществления главного движения (карусельные и продольно-строгальные станки); движения подачи
- 16. Направляющие станков с ЧПУ должны обладать следующими свойствами: обеспечивать устойчивое перемещение узлов с минимальными отклонениями от
- 17. В металлорежущих станках применяют направляющие скольжения, качения и комбинированные. Направляющие скольжения могут быть с полужидкостной, жидкостной
- 18. Направляющие качения имеют высокую долговечность, характеризуются небольшим трением, причем коэффициент трения практически не зависит от скорости
- 19. Гидродинамические направляющие отличаются простотой конструкции, хорошо работают лишь при достаточно больших скоростях скольжения, которым соответствуют скорости
- 20. Гидростатические направляющие используют в тяжелых станках и имеют малое сопротивление движению, отсутствие скачкообразных перемещений, отсутствие износа
- 21. ПРИВОД МЕТАЛЛОРЕЖУЩЕГО СТАНКА Приводы металлорежущих станков предназначены для осуществления рабочих, вспомогательных и установочных перемещений инструментов и
- 22. Унифицированные приводы токарного станка: 1- главный привод; 2 – привод продольной подачи; 3 – привод поперечной
- 23. Приводами главного движения для станков с ЧПУ обычно являются двигатели переменного тока — для больших мощностей
- 24. Привод главного движения характеризуется техническими характеристиками - диапазоном регулирования Rn и мощностью Р, передаваемой приводом. Эти
- 25. Приводы на основе преобразователей для станков с ЧПУ В станках с ЧПУ нашли широкое применение цифровые
- 26. Привод позиционирования (т.е. перемещения рабочего органа станка в требуемую позицию согласно программе) должен иметь высокую жесткость
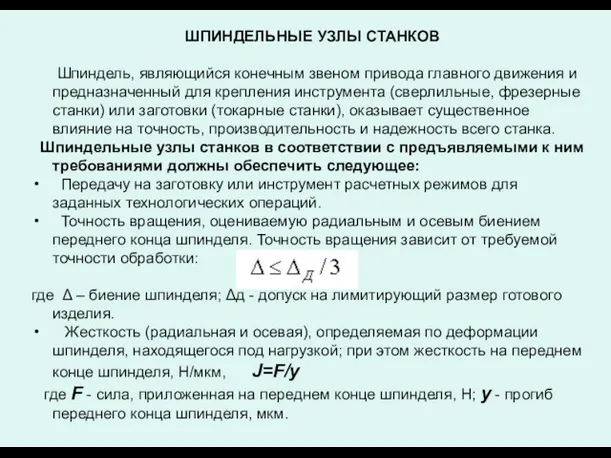
- 27. ШПИНДЕЛЬНЫЕ УЗЛЫ СТАНКОВ Шпиндель, являющийся конечным звеном привода главного движения и предназначенный для крепления инструмента (сверлильные,
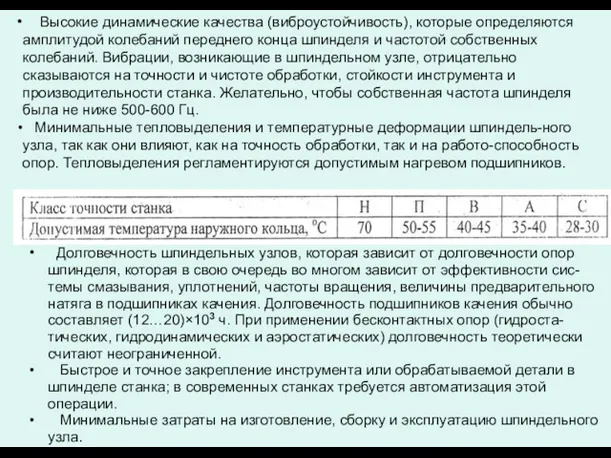
- 28. Высокие динамические качества (виброустойчивость), которые определяются амплитудой колебаний переднего конца шпинделя и частотой собственных колебаний. Вибрации,
- 29. Шпиндели станков с ЧПУ выполняют точными, жесткими, с повышенной износостойкостью шеек, посадочных и базирующих поверхностей. Конструкция
- 30. Для восприятия радиальных нагрузок широко применяют двухрядные подшипники типа 3182100 с цилиндрическими роликами Подшипники качения для
- 31. ОПОРЫ СКОЛЬЖЕНИЯ ДЛЯ ШПИНДЕЛЕЙ Опоры скольжения применяют в шпиндельных узлах тех станков, где подшипники качения не
- 32. Самоустановка башмаков осуществляется либо их поворотом на сферических опорах (подшипник ЛОН-34 конструкции ЭНИМС, , либо поворотом
- 33. Гидростатические опоры обеспечивают высокую точность вращения, обладают высокой демпфирующей способностью, что значительно повышает виброустойчивость шпиндельного узла,
- 34. Аэростатические опоры шпинделей по принципу действия подобные аналогичным гидростатическим, только несущий слой в них создается путем
- 36. Скачать презентацию
Конструктивные особенности станков с ЧПУ
Станкостроение является сердцевиной машиностроения, т.к.
Конструктивные особенности станков с ЧПУ
Станкостроение является сердцевиной машиностроения, т.к.
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ СТАНКОВ
Для сравнительной оценки технического уровня станков, а
ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ СТАНКОВ
Для сравнительной оценки технического уровня станков, а
Время цикла обработки выражается формулой:
Т = tp + tB,
Время цикла обработки выражается формулой:
Т = tp + tB,
Одновременное выполнение нескольких рабочих операций осуществ-ляется на многопозиционных станках и
Одновременное выполнение нескольких рабочих операций осуществ-ляется на многопозиционных станках и
В автоматизированных станках отказы могут быть связаны с нестабиль-ностью условий
В автоматизированных станках отказы могут быть связаны с нестабиль-ностью условий
4. Гибкость станочного оборудования - способность к быстрому пере-налаживанию при
4. Гибкость станочного оборудования - способность к быстрому пере-налаживанию при
Геометрическая и кинематическая точность станков являются необходи-мыми, но не достаточными
Геометрическая и кинематическая точность станков являются необходи-мыми, но не достаточными
Особую опасность при вынужденных колебаниях представляют резонансные колебания, возникающие при совпадении
Особую опасность при вынужденных колебаниях представляют резонансные колебания, возникающие при совпадении
7. Теплостойкость станка характеризует его сопротивляемость возникнове-нию недопустимых температурных деформаций
7. Теплостойкость станка характеризует его сопротивляемость возникнове-нию недопустимых температурных деформаций
Базовые детали и узлы станков
Любой станок-автомат состоит из базовых
Базовые детали и узлы станков
Любой станок-автомат состоит из базовых
Базовые детали и направляющие должны иметь:
первоначальную точность изготовления всех
Базовые детали и направляющие должны иметь:
первоначальную точность изготовления всех
В качестве примера базовых деталей рассмотрим станины, которые в зависимости
В качестве примера базовых деталей рассмотрим станины, которые в зависимости
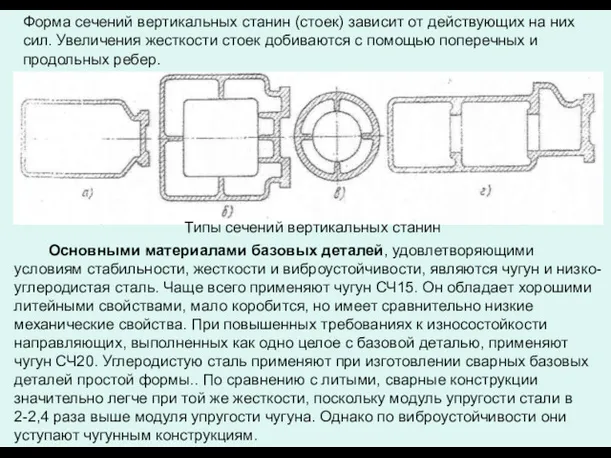
Форма сечений вертикальных станин (стоек) зависит от действующих на них сил.
Форма сечений вертикальных станин (стоек) зависит от действующих на них сил.
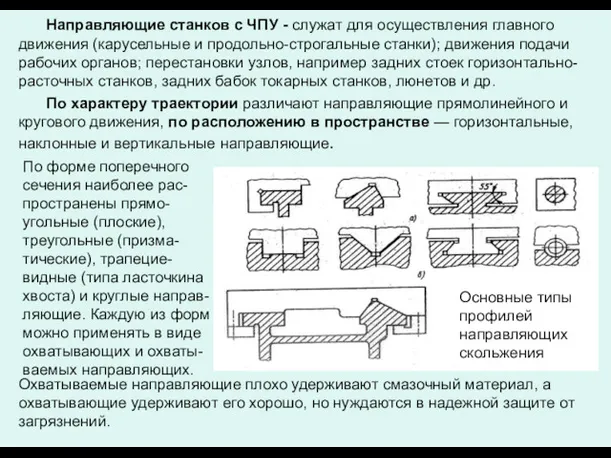
Направляющие станков с ЧПУ - служат для осуществления главного движения (карусельные
Направляющие станков с ЧПУ - служат для осуществления главного движения (карусельные
Направляющие станков с ЧПУ должны обладать следующими свойствами:
обеспечивать устойчивое
Направляющие станков с ЧПУ должны обладать следующими свойствами:
обеспечивать устойчивое
В металлорежущих станках применяют направляющие скольжения, качения и комбинированные. Направляющие
В металлорежущих станках применяют направляющие скольжения, качения и комбинированные. Направляющие
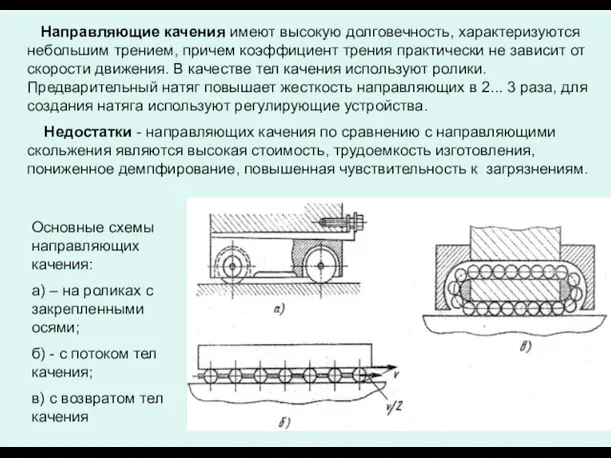
Направляющие качения имеют высокую долговечность, характеризуются небольшим трением, причем коэффициент
Направляющие качения имеют высокую долговечность, характеризуются небольшим трением, причем коэффициент
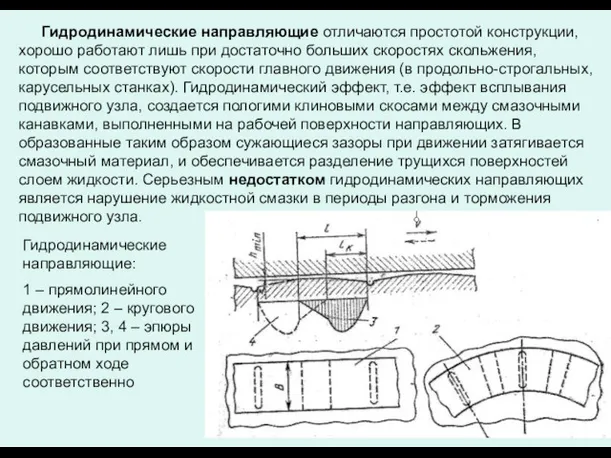
Гидродинамические направляющие отличаются простотой конструкции, хорошо работают лишь при достаточно
Гидродинамические направляющие отличаются простотой конструкции, хорошо работают лишь при достаточно
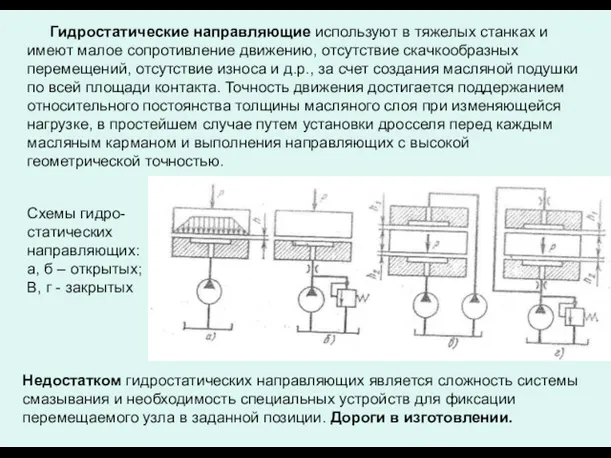
Гидростатические направляющие используют в тяжелых станках и имеют малое сопротивление
Гидростатические направляющие используют в тяжелых станках и имеют малое сопротивление
ПРИВОД МЕТАЛЛОРЕЖУЩЕГО СТАНКА
Приводы металлорежущих станков предназначены для осуществления рабочих, вспомогательных
ПРИВОД МЕТАЛЛОРЕЖУЩЕГО СТАНКА
Приводы металлорежущих станков предназначены для осуществления рабочих, вспомогательных
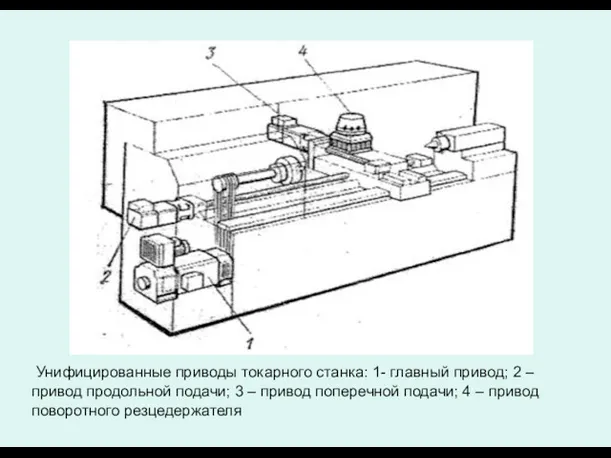
Унифицированные приводы токарного станка: 1- главный привод; 2 – привод
Унифицированные приводы токарного станка: 1- главный привод; 2 – привод
Приводами главного движения для станков с ЧПУ обычно являются двигатели
Приводами главного движения для станков с ЧПУ обычно являются двигатели
Привод главного движения характеризуется техническими характеристиками - диапазоном регулирования Rn
Привод главного движения характеризуется техническими характеристиками - диапазоном регулирования Rn
Приводы на основе преобразователей для станков с ЧПУ
В станках
Приводы на основе преобразователей для станков с ЧПУ
В станках
Привод позиционирования (т.е. перемещения рабочего органа станка в требуемую позицию
Привод позиционирования (т.е. перемещения рабочего органа станка в требуемую позицию
ШПИНДЕЛЬНЫЕ УЗЛЫ СТАНКОВ
Шпиндель, являющийся конечным звеном привода главного движения
ШПИНДЕЛЬНЫЕ УЗЛЫ СТАНКОВ
Шпиндель, являющийся конечным звеном привода главного движения
Высокие динамические качества (виброустойчивость), которые определяются амплитудой колебаний переднего конца
Высокие динамические качества (виброустойчивость), которые определяются амплитудой колебаний переднего конца
Шпиндели станков с ЧПУ выполняют точными, жесткими, с повышенной износостойкостью
Шпиндели станков с ЧПУ выполняют точными, жесткими, с повышенной износостойкостью
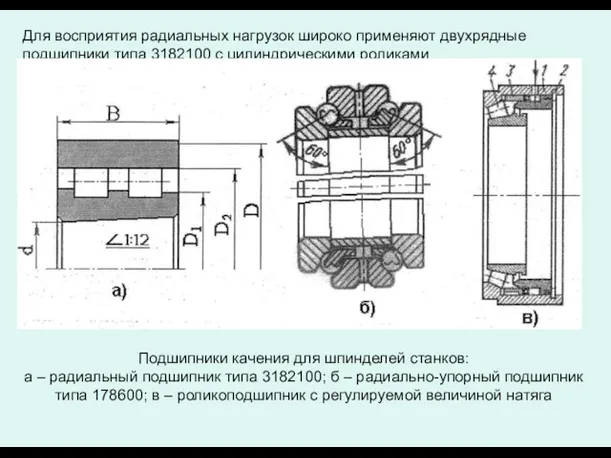
Для восприятия радиальных нагрузок широко применяют двухрядные подшипники типа 3182100 с
Для восприятия радиальных нагрузок широко применяют двухрядные подшипники типа 3182100 с
ОПОРЫ СКОЛЬЖЕНИЯ ДЛЯ ШПИНДЕЛЕЙ
Опоры скольжения применяют в шпиндельных узлах тех
ОПОРЫ СКОЛЬЖЕНИЯ ДЛЯ ШПИНДЕЛЕЙ
Опоры скольжения применяют в шпиндельных узлах тех
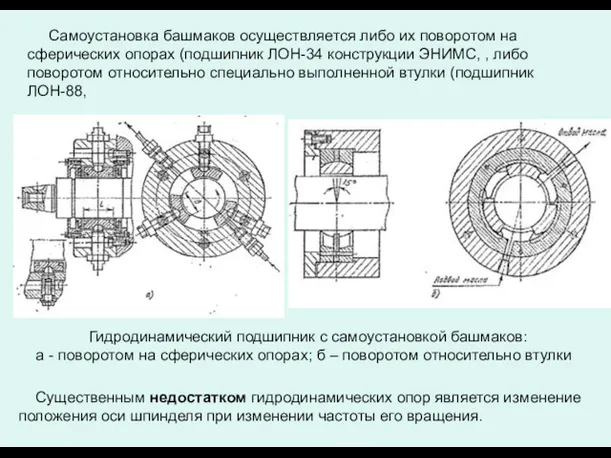
Самоустановка башмаков осуществляется либо их поворотом на сферических опорах (подшипник
Самоустановка башмаков осуществляется либо их поворотом на сферических опорах (подшипник
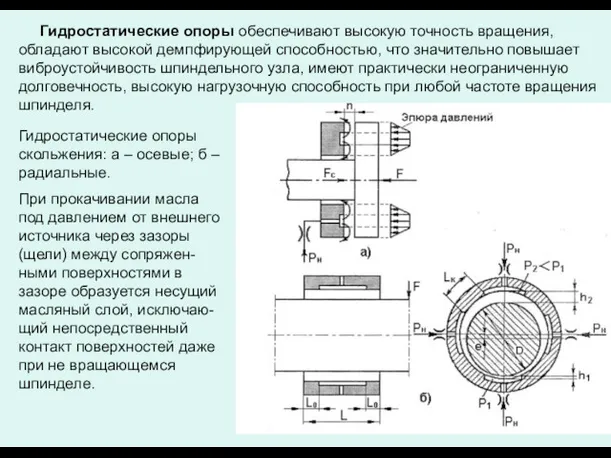
Гидростатические опоры обеспечивают высокую точность вращения, обладают высокой демпфирующей способностью,
Гидростатические опоры обеспечивают высокую точность вращения, обладают высокой демпфирующей способностью,
Аэростатические опоры шпинделей по принципу действия подобные аналогичным гидростатическим, только
Аэростатические опоры шпинделей по принципу действия подобные аналогичным гидростатическим, только
 Структура занятий в ДОУ. Составление конспекта занятия
Структура занятий в ДОУ. Составление конспекта занятия Исследовательский проект Мой прадедушка – участник Великой Отечественной войны
Исследовательский проект Мой прадедушка – участник Великой Отечественной войны Алгоритмы (1)
Алгоритмы (1) Курсовая работа
Курсовая работа Ребёнок учится тому, что видит у себя в дому...
Ребёнок учится тому, что видит у себя в дому... Сораптар жұмысын реттеу және оларды тиімді пайдалану
Сораптар жұмысын реттеу және оларды тиімді пайдалану Специальная оценка условий труда
Специальная оценка условий труда Разработка мобильного приложения сервиса создания путеводителей
Разработка мобильного приложения сервиса создания путеводителей Центральный процессор
Центральный процессор Блюда из рыбы. Отварная и припущенная рыба
Блюда из рыбы. Отварная и припущенная рыба Путешествие в мир паслёновых растений
Путешествие в мир паслёновых растений Книга Иисуса Навина
Книга Иисуса Навина Михаил Иванович Глинка. Основоположник русской классической музыки
Михаил Иванович Глинка. Основоположник русской классической музыки Страна Словария. КВН по русскому языку
Страна Словария. КВН по русскому языку Месторождения рубинов и сапфиров
Месторождения рубинов и сапфиров Интеллектуальное смирение и интеллектуальное мужество
Интеллектуальное смирение и интеллектуальное мужество Центр безопасности Городок Светофорик
Центр безопасности Городок Светофорик Религия
Религия Витамины. 10 класс.
Витамины. 10 класс. Календарь
Календарь Развивающая программа для первоклассников
Развивающая программа для первоклассников Гидравлическая схема гидропривода подачи фиксации резцового блока токарного патронно-центрового полуавтомата с ЧПУ 1725МФ3
Гидравлическая схема гидропривода подачи фиксации резцового блока токарного патронно-центрового полуавтомата с ЧПУ 1725МФ3 История клинической психологии
История клинической психологии Имя прилагательное
Имя прилагательное Сообщающиеся сосуды
Сообщающиеся сосуды Сглаживающие фильтры. Электропитание систем связи. (Лекция 4. Часть 2)
Сглаживающие фильтры. Электропитание систем связи. (Лекция 4. Часть 2) Идеальный день начальника ОПС Гай-4
Идеальный день начальника ОПС Гай-4 Урок мира 1 сентября
Урок мира 1 сентября