- Коррозионная защита

Содержание
- 2. Коррозия Задачи: Понимать принципы коррозии для определения наиболее эффективного способа борьбы с ней.
- 3. Пример коррозии: Причал
- 4. Аварийные суда
- 5. Аварийные суда
- 6. Моно ли доверять таким механизмам?
- 7. Свайный фундамент здания, вы бы хотели жить на 21м этаже такого дома?
- 8. Ажурные мостовые конструкции, как обслуживать?
- 9. Подземное хранилище (как минимум, теперь мы знаем, в чем причина потерь...)
- 10. Процесс коррозии- гальванический элемент Металлы в морской воде обладают разными электрохимическими потенциалами Если два металла с
- 11. Условия развития коррозии Катода: Благородный металл/сплав или часть металла Анод: Менее благородный металл/сплав Электрический контакт между
- 12. Гальванический ряд в морской воде (Potential in seawater measured versus a Copper/Copper Sulphate reference electrode)
- 13. Параметры, влияющие на скорость коррозии Влажность Температура Концентрация солей Наличие загрязнений в атмосфере Атмосферное воздействие
- 14. Скорость атмосферной коррозии зависит от влажности Относительная влажность, % Степень коррозии 0 20 40 60 80
- 15. Типы коррозии Общая Гальваническая Избирательное выщелачивание Язвенная Щелевая Бактериальная Коррозионная усталость Коррозионное растрескивание Эрозия Кавитация Коррозия
- 16. Наиболее частые виды коррозии Нержавеющая сталь Щелевая Язвенная Коррозионное растрескивание Алюминиевые сплавы Язвенная Гальваническая Медные сплавы
- 17. Принципы защиты от коррозии окрашиванием Барьерный эффект. Создание барьера для морской воды или других агрессивных агентов
- 18. Барьерный эффект Многие краски защищают от коррозии, формируя барьер TБарьер повышает сопротивление в гальваническом цикле Чем
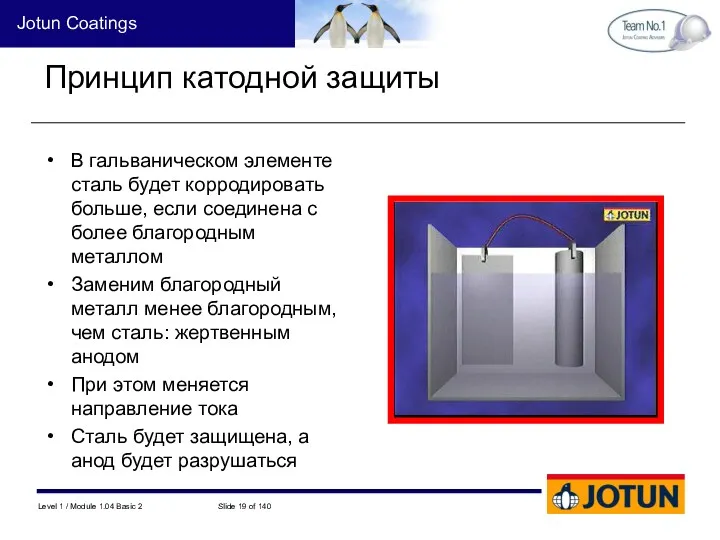
- 19. Принцип катодной защиты В гальваническом элементе сталь будет корродировать больше, если соединена с более благородным металлом
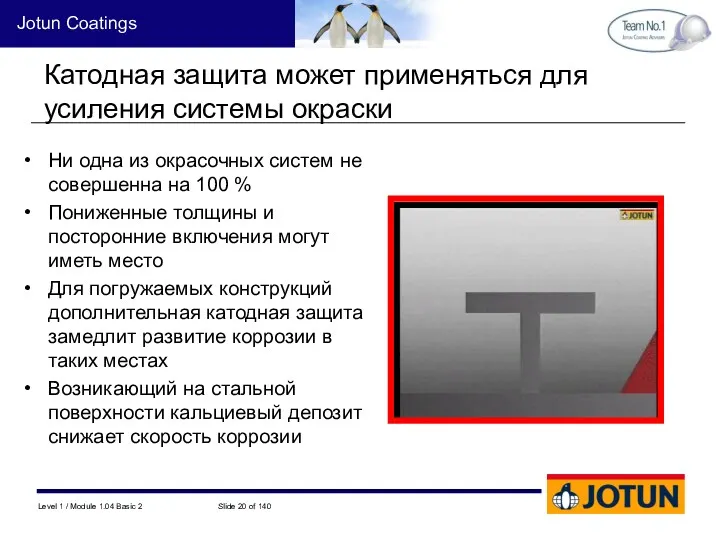
- 20. Катодная защита может применяться для усиления системы окраски Ни одна из окрасочных систем не совершенна на
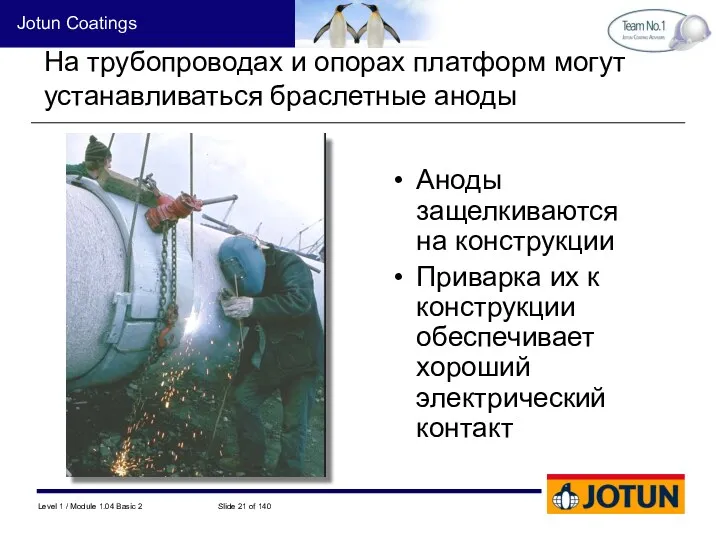
- 21. На трубопроводах и опорах платформ могут устанавливаться браслетные аноды Аноды защелкиваются на конструкции Приварка их к
- 22. Первичная подготовка Задачи: Понимать, как форма и качество самой стальной основы влияет на работу покрытия
- 23. Скругление: Острых кромок Углов Сварных швов Зачистка: Расслоений Краев газовой и электро- резки Сварочных брызг Первичная
- 24. Удалить зачисткой Превышающие регистровые допуски должны исправляться зачисткой и сваркой. Пики профиля должны быть сглажены зачисткой
- 25. A B От газовой резки A. Удалить зачисткой. B. Катанная сталь обычно имеет скругленные кромки, поэтому
- 26. Необходимо скруглять острые кромки Скругление кромок На острой кромке краска не может удержаться с нужной толщиной
- 27. Поперечный разрез конструкции с острой кромкой Cd-4932-21 Сталь Краска Острая кромка, Низкая толщина
- 28. Поперечный разрез конструкции со скругленной кромкой Cd-4932-20 Сталь Краска
- 29. Предварительная подготовка: зачистка небольшой конструкции Отметить места зачистки Зачистить сварочные брызги Зачистить сварные швы Зачистить заусенцы
- 30. Ранняя коррозия на острых кромках и сварочных брызгах Краска недавно нанесена Атмосферное воздействие около 2 недель
- 31. Плохая предварительная подготовка Заусенцы Выполнена ручная очистка Не скруглены острые кромки Cd-4932-16
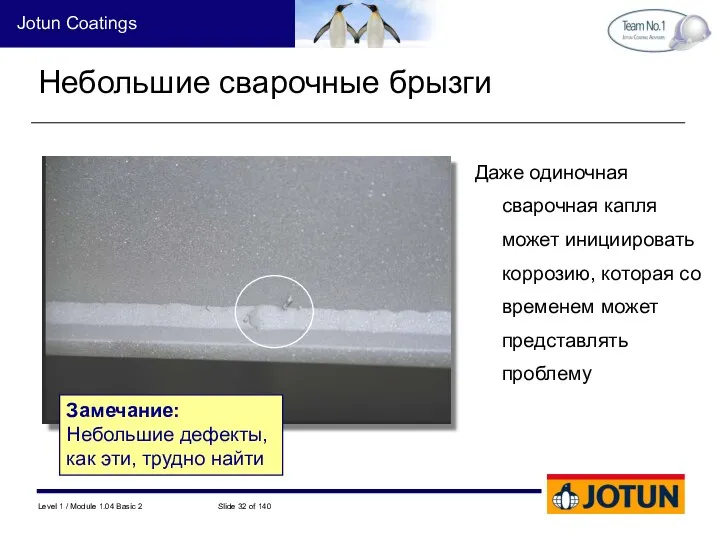
- 32. Небольшие сварочные брызги Даже одиночная сварочная капля может инициировать коррозию, которая со временем может представлять проблему
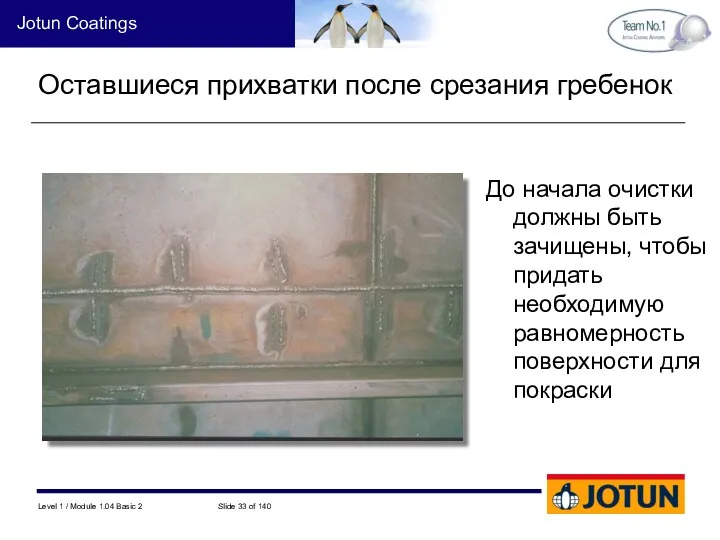
- 33. Оставшиеся прихватки после срезания гребенок До начала очистки должны быть зачищены, чтобы придать необходимую равномерность поверхности
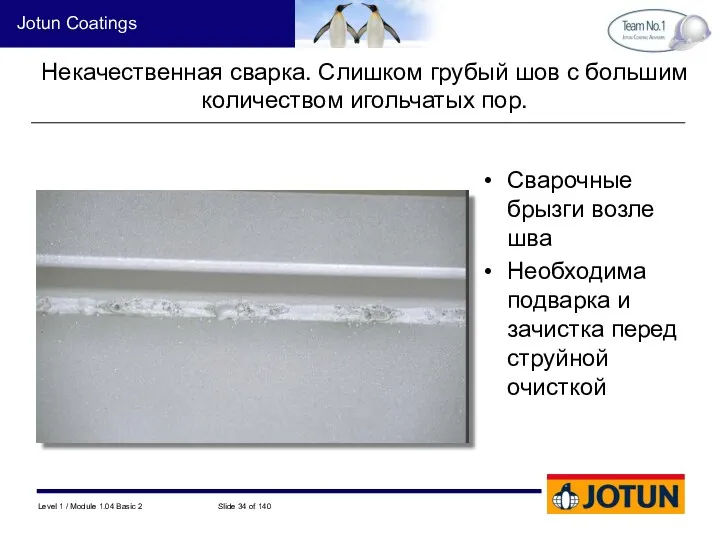
- 34. Cd-4930-39 Некачественная сварка. Слишком грубый шов с большим количеством игольчатых пор. Сварочные брызги возле шва Необходима
- 35. Игольчатые поры. Трудно различимы под слоем краски. Будет инициатором коррозии Способ исправления: Удалить краску, подварить и
- 36. Прерывистая сварка Краска не может заполнить зазор между сварными деталями. Место развития коррозии. Не допускается для
- 37. Подготовка поверхности Задачи: Понимать, как работоспособность окрасочной системы зависит от стандарта подготовки поверхности
- 38. Тщательное планирование работ Удаление жира, масла, солей, обрастания Удаление старой, плохо держащейся, краски и толстых слоев
- 39. Подготовка поверхности включает удаление: Солей Остатков масла Жировых загрязнений Посторонних частиц (других загрязнений) Это достигается UHPWJ.
- 40. Нанести очиститель снизу вверх Наносить систематизировано на всю поверхность Оставить на 1-5 минут для реакции Смыть
- 41. Удаление морских обрастаний, солей и отстающей краски водой низкого давления Помывку необходимо начать сразу после докования
- 42. Использование эмульгаторов для удаления масел и жиров Всегда должно выполняться до очистки Эмульгаторы должны удаляться водой
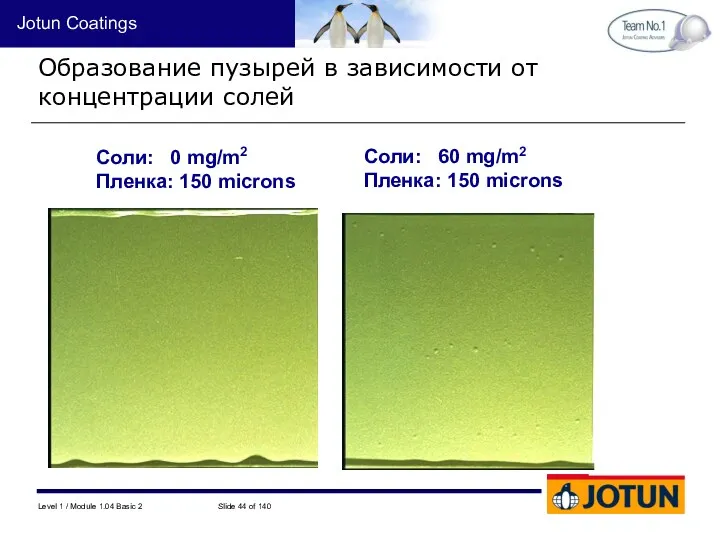
- 43. Осмотическое вспучивание Осмотическое вспучивание происходит, когда краска нанесена на поверхность, с которой не удалены водорастворимые соли
- 44. Соли: 60 mg/m2 Пленка: 150 microns Соли: 0 mg/m2 Пленка: 150 microns Образование пузырей в зависимости
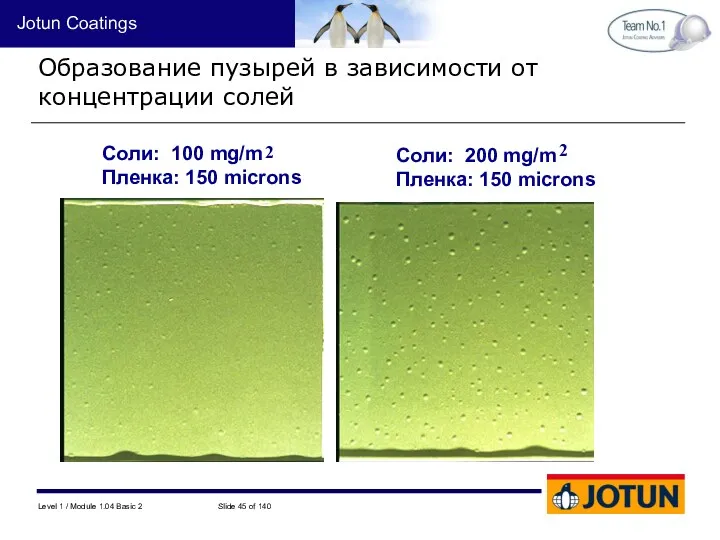
- 45. Соли: 100 mg/m Пленка: 150 microns 2 Образование пузырей в зависимости от концентрации солей
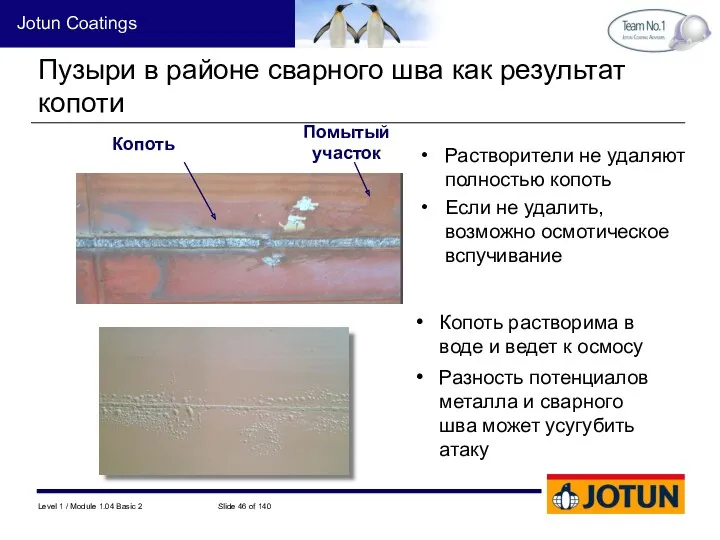
- 46. Пузыри в районе сварного шва как результат копоти Копоть растворима в воде и ведет к осмосу
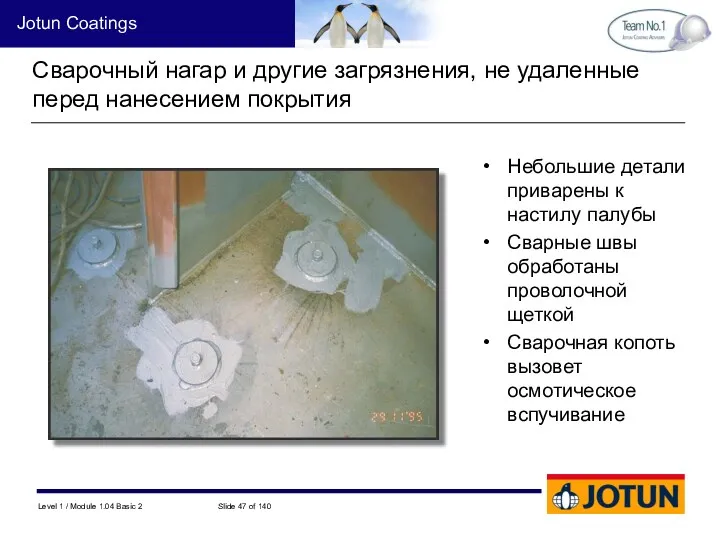
- 47. Сварочный нагар и другие загрязнения, не удаленные перед нанесением покрытия Небольшие детали приварены к настилу палубы
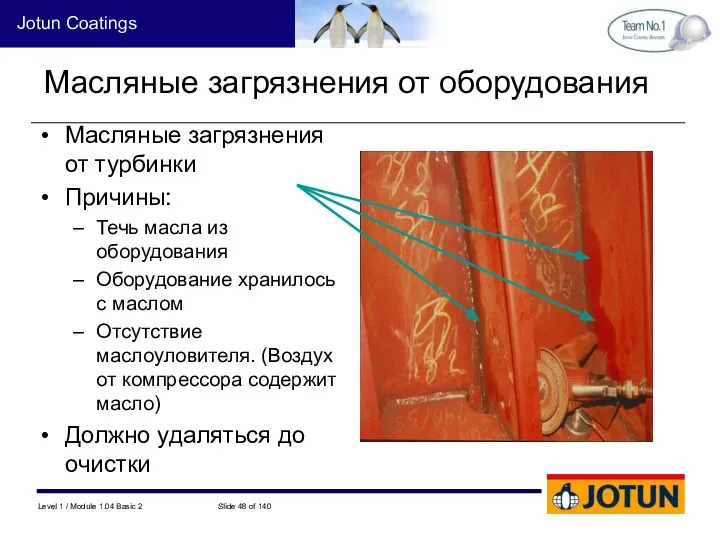
- 48. Vinkel sliper - olje 0589 - 13 4226 - 79 Масляные загрязнения от оборудования Масляные загрязнения
- 49. ISO 8501-1 Очистка ручным механизированным инструментом (St) St 2 Тщательная очистка ручным инструментом. При осмотре без
- 50. Ручные и ротационные проволочные щетки Можно достичь St 2 и St 3 Очистка ручной щеткой достаточно
- 51. Сравнение различных методов ручной очистки Реверсивный ударный инструмент Ротационный ударный или кирковочный инструмент Зачистной инструмент Исполнение:
- 52. Игольчатый (пучковый) пистолет
- 53. Различный ротационный инструмент
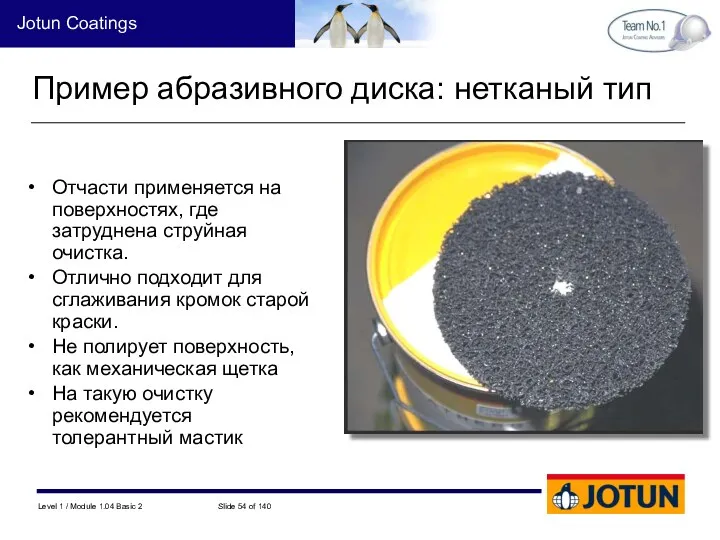
- 54. Пример абразивного диска: нетканый тип Отчасти применяется на поверхностях, где затруднена струйная очистка. Отлично подходит для
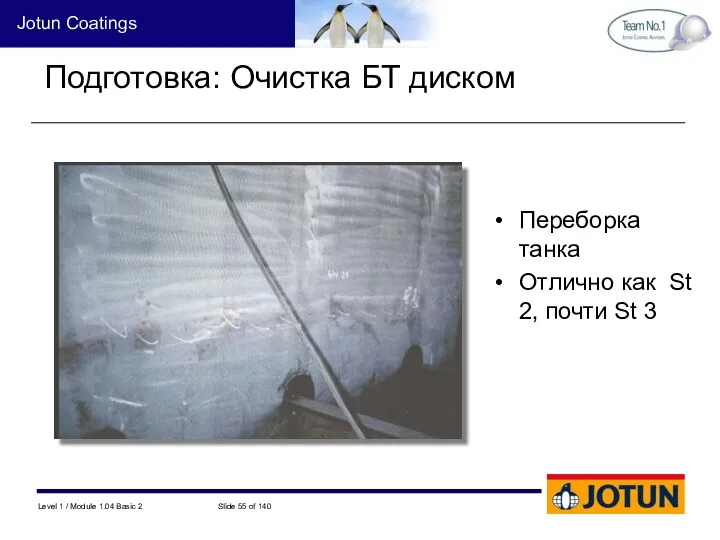
- 55. Подготовка: Очистка БТ диском Переборка танка Отлично как St 2, почти St 3 CD 0589 no.
- 56. Прежние типы ручного инструмента Вибрационные и ударные модели могут причинить вред здоровью CD 4932 no. 39
- 57. Ротационный ударный или кирковочный инструмент «Насечка-хлопушка» (Roto-Peen) - Дает шероховатость от 25 до 75 микрон Ротационный
- 61. Ручные шарошки Roto - Peen Принцип действия как у хлопушки (Roto-Peen) Создает шероховатость до 75 микрон
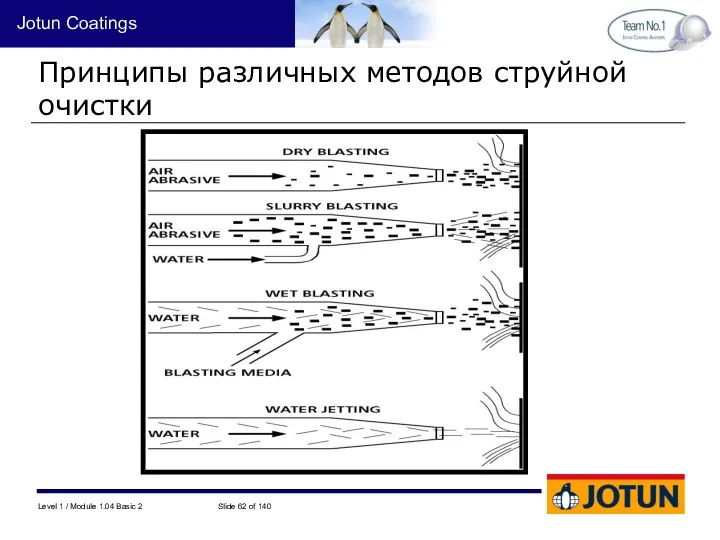
- 62. Принципы различных методов струйной очистки
- 63. Ведение в струйную очистку Дает отличный профиль поверхности Достигаются различные степени очистки Не удаляют соли с
- 64. ISO 8501-1 Струйная очистка (Sa) Sa 1 Легкая струйная очистка При осмотре без увеличения поверхность должна
- 65. ISO 8501-1 Струйная очистка (Sa) Sa 2½ Очень тщательная струйная очистка. При осмотре без увеличения поверхность
- 66. Сухая струйная очистка. Преимущества и ограничения Преимущества Поверхность остается сухой Достаточная шероховатость поверхности Нет вспышечной ржавчины
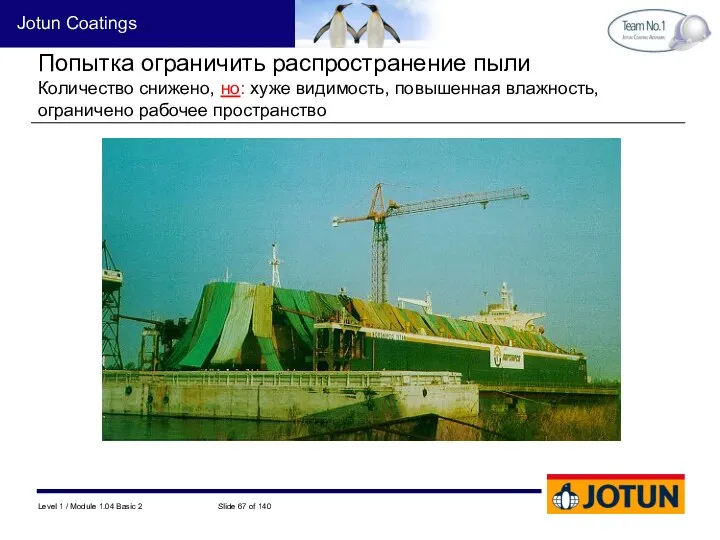
- 67. Попытка ограничить распространение пыли Количество снижено, но: хуже видимость, повышенная влажность, ограничено рабочее пространство
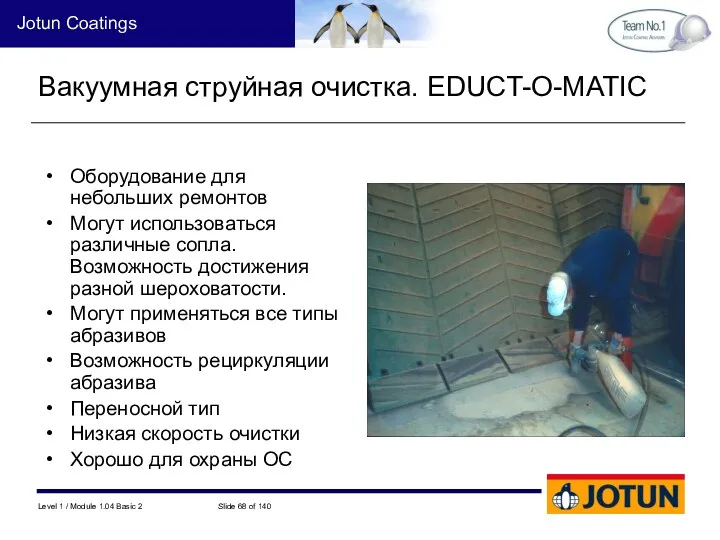
- 68. ED.-O-Matic Вакуумная струйная очистка. EDUCT-O-MATIC Оборудование для небольших ремонтов Могут использоваться различные сопла. Возможность достижения разной
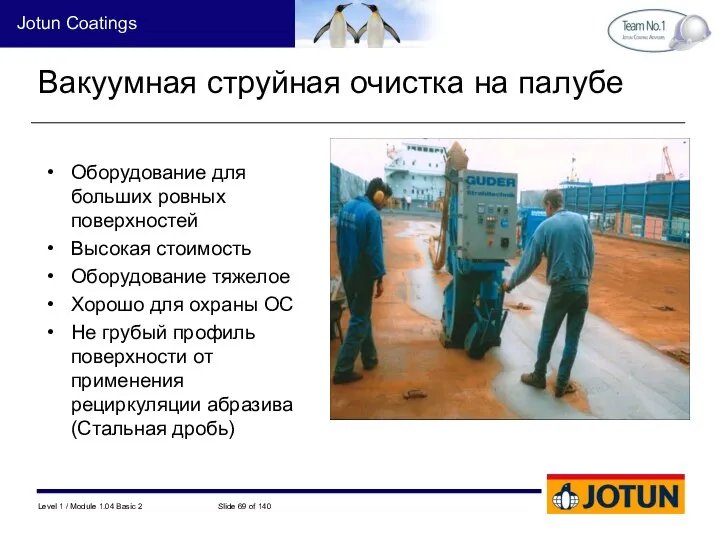
- 69. Vakuum blåser dekk 3 - 8 HWA Вакуумная струйная очистка на палубе Оборудование для больших ровных
- 70. Мокрая струйная очистка Смесь воды и песка Отсутствие, либо очень малое количество пыли Удаляет соли Возможно
- 71. Стальная колотая дробь (песок) Высокоуглеродистая стальная и чугунная дробь, литая и колотая (дробь и песок) Низкоуглеродистая
- 72. Абразивы и профили Многоугольный Сферический Цилиндрический
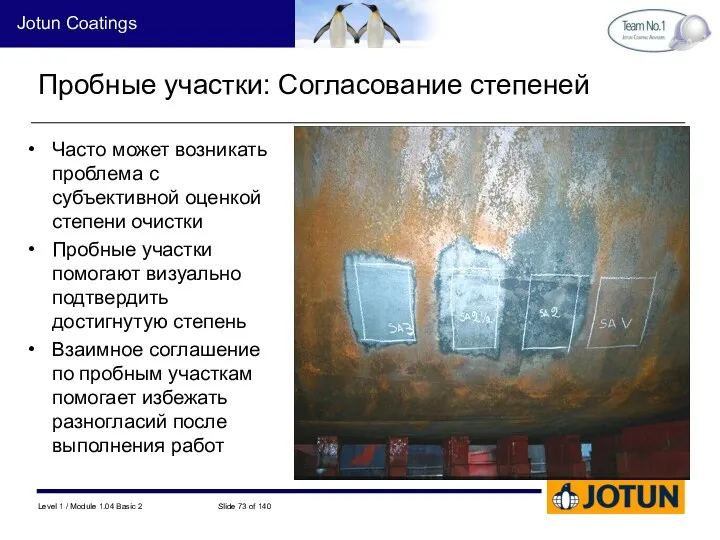
- 73. Rust - 4 blåst felt S/B Пробные участки: Согласование степеней Часто может возникать проблема с субъективной
- 74. Зона коррозии. Локальная очистка Твердая пленка Требуется сглаживание Повреждения абразивом Струйная очистка: Ударные повреждения могут разрушить
- 75. Абразив повреждает покрытие Трещины от ударного воздействия абразива 3 слоя краски Коррозия удалена струйной очисткой Зона
- 76. Не сглаженные кромки после локальной очистки со временем отслаиваются Кромки не сглажены перед нанесением краски В
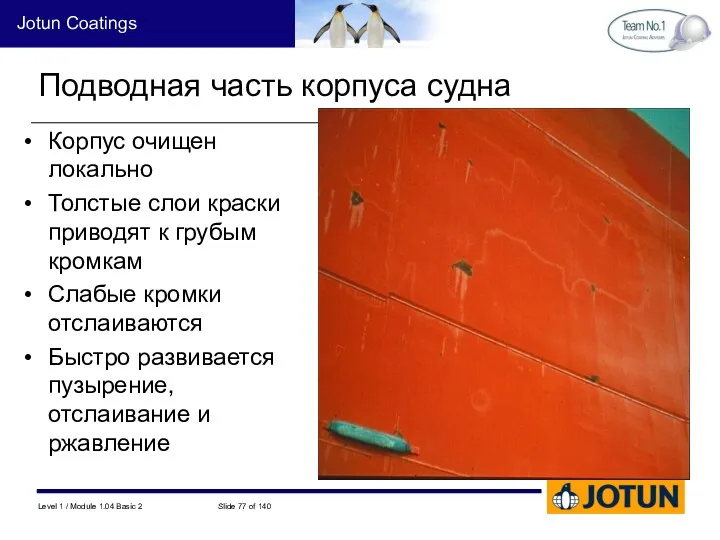
- 77. Rustkanter A/F 0589 - 76 Подводная часть корпуса судна Корпус очищен локально Толстые слои краски приводят
- 78. Борт после локальной очистки. Много мелких участков очистки создаст много проблем. Необработанные кромки ведут к коррозии.
- 79. Обработка мелких повреждений: Важные замечания Отдельные мелкие повреждения часто лучше обработать механическим способом, избегая повреждения покрытия
- 80. Очистка водой как альтернатива сухой струйной очистке. Очитка водой имеет преимущества: - По охране ОС -
- 81. Очистка водой низкого давления (LPWC) Менее 34 MPa (340 bar/5 000 p.s.i.) Очистка водой высокого давления
- 82. Безабразивная очистка водой SSPC VIS-4 Руководство и фотографии стальной поверхности, очищенной водой высокого давления. WJ 1
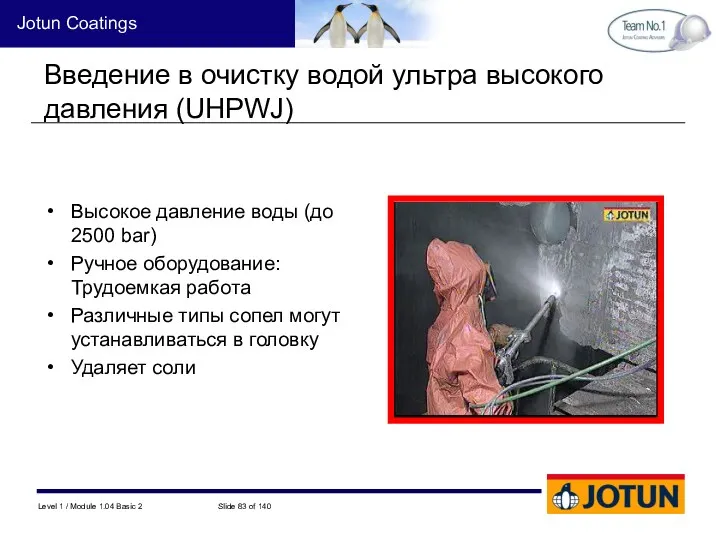
- 83. Введение в очистку водой ультра высокого давления (UHPWJ) Высокое давление воды (до 2500 bar) Ручное оборудование:
- 84. Существенно снижается количество солей. Не образует пыли. Нет затрат на абразив (обычно вода дешевле). Расход абразива
- 85. Вспышечная ржавчина. Высокая стоимость оборудования. Не дает дополнительной шероховатости. Оборудование достаточно громоздкое, что затрудняет использование в
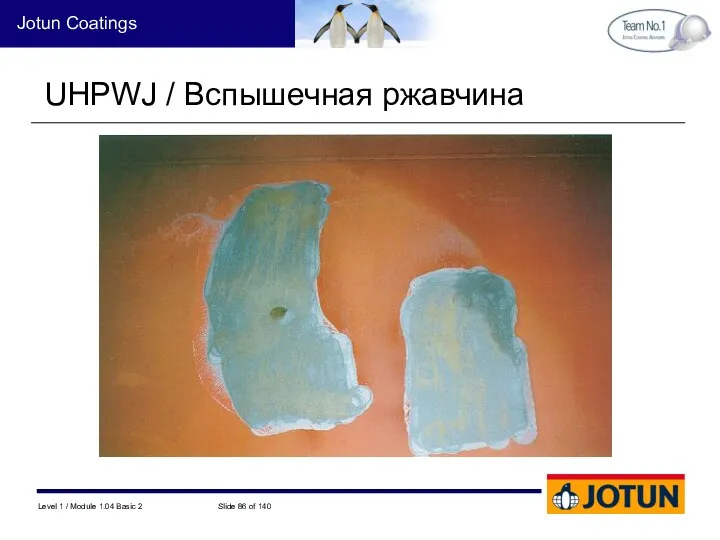
- 86. UHPWJ / Вспышечная ржавчина
- 87. Образование вспышечной ржавчины меньше ожидаемого. Повышение температуры стали Развитие вспышечной ржавчины зависит от нескольких факторов Иногда
- 88. Пистолет для очистки водой, всего 40 cm длиной Расход при 2000 Bar 20 l / min
- 89. Вращающееся сопло UHPWJ . До 2500 bar Составное сопло Угол и расход может варьироваться CD 4932
- 90. Подвесное оборудование для очистки водой Менее утомительно для оператора: Повышает производительность Предназначено для очистки плоских поверхностей
- 91. UHPWJ: вращающаяся головка с 4 соплами Щетка препятствует разлету воды и продуктов очистки Вакуум отсос удаляет
- 92. Dockmaster 3000 3 вращающихся головки, каждая с 4 кластерами сопел На гидравлической «руке» Вакуум отсос удаляет
- 93. Dockmaster 3000 Гидравлический подъемник на самоходной базе
- 94. Dockmaster 3000 в действии
- 95. Dockmaster 3000: хороший стандарт
- 96. Окраска после UHPWJ
- 97. UHPWJ гусеничный робот: управление джойстиком На корпусе ? ? Снаружи резервуара
- 98. Hammelmann – Паук использует вакуум для удержания на корпусе
- 99. Нанесение краски Задача: Иметь знания для контроля за нанесением покрытий, знать основные ошибки и уметь скорректировать
- 100. Важно правильно открывать банку ! Удалить все загрязнения с крышки Отогнуть зажимы Снять крышку так, чтобы
- 101. Riktig kledd mann tømmer Comp. B i Comp. A Fint røreverk Смешивание компонентов Компонент B is
- 102. Визуальный контроль смешивания компонентов При контрастной базе легче визуальный контроль Светлую базу труднее контролировать Плохое перемешивание
- 103. БВР: Отлично Кисть: Хорошо Валик: Плохо, особенно для 1го слоя Способы нанесения краски
- 104. Нанесение кистью Преимущества Хорошее смачивание поверхности «Вбивание» краски в поверхность Для 1го слоя лучше, чем валик
- 105. Преимущества Быстрее, чем валиком Хорошо для труднодоступных мест Ограничения Плохое смачивание поверхности Не применять для 1го
- 106. Окраска валиком Небольшие трубы Тип валика выбирают в зависимости от типа краски и окрашиваемой поверхности Соблюдение
- 107. Надстройка. Окраска валиком. Двое рабочих производят окраску с подъемника. Часто встречаемая картина, особенно при серьезных требованиях
- 108. Поверхность окрашена валиком. Одного слоя может быть не достаточно. Может потребоваться нанести два или три слоя
- 109. Плохая техника окраски валиком Носовой подзор Валик закреплен на длинной палке Невозможно контролировать качество окраски
- 110. Полосовые слои на небольшой конструкции Полосовая окраска кистью до нанесения основного слоя: Труднодоступные места Швы ручной
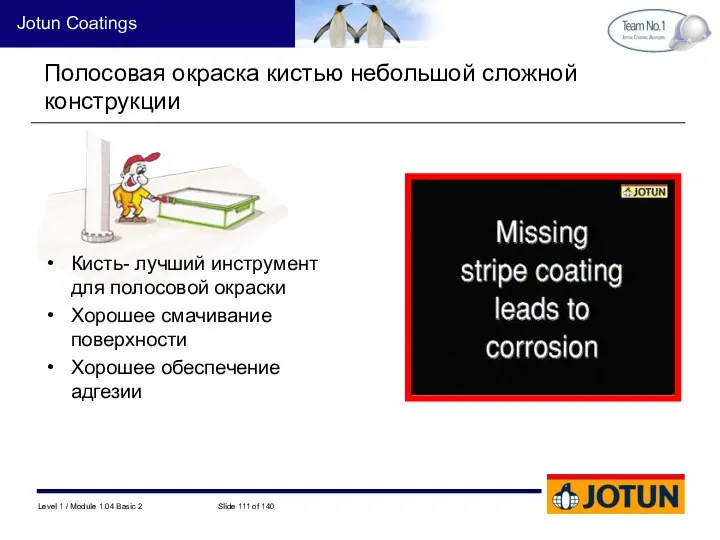
- 111. Полосовая окраска кистью небольшой сложной конструкции Application: Stripe_coating1 Кисть- лучший инструмент для полосовой окраски Хорошее смачивание
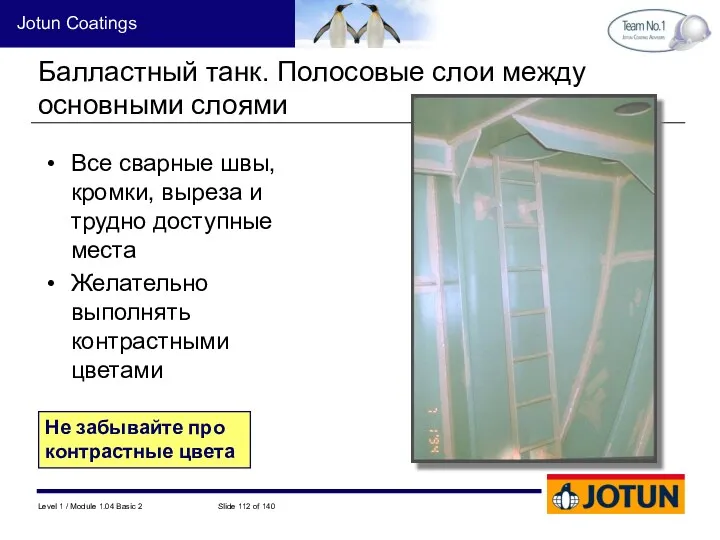
- 112. Балластный танк. Полосовые слои между основными слоями Все сварные швы, кромки, выреза и трудно доступные места
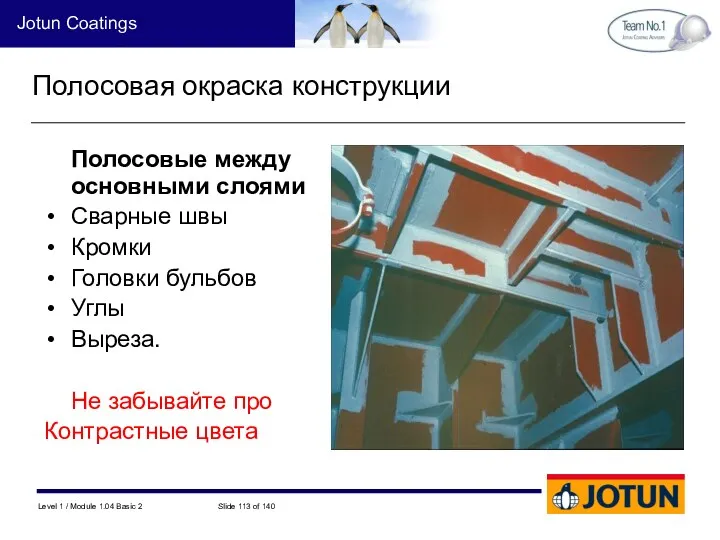
- 113. Полосовая окраска конструкции Полосовые между основными слоями Сварные швы Кромки Головки бульбов Углы Выреза. Не забывайте
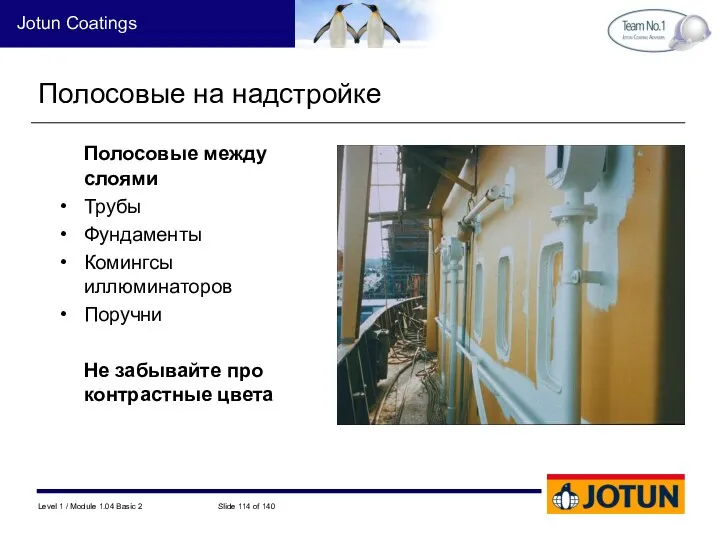
- 114. Полосовые на надстройке Полосовые между слоями Трубы Фундаменты Комингсы иллюминаторов Поручни Не забывайте про контрастные цвета
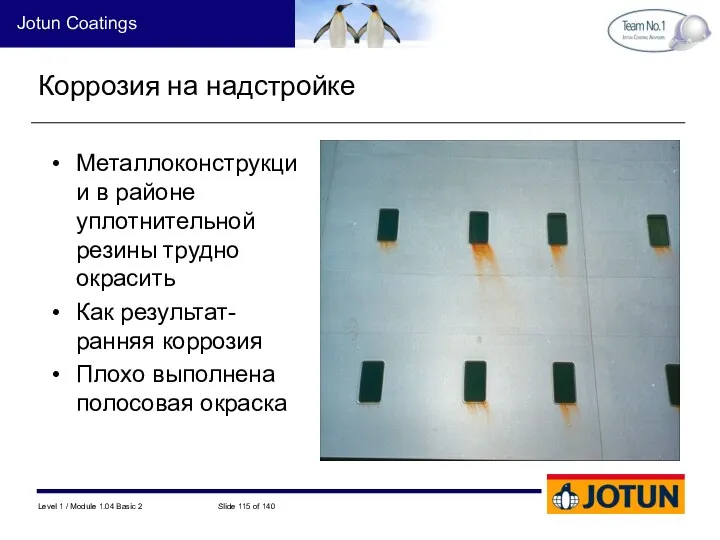
- 115. Vinduer 4226 - 39 0590 - 43 Коррозия на надстройке Металлоконструкции в районе уплотнительной резины трудно
- 116. Экономия времени: До 50 - 75% В сравнении с кистью: Как минимум в 4 раза С
- 117. БВР- достаточно быстрый способ окраски Высокая производительность Окраска несколькими установками еще более ускоряет процесс Хороший результат
- 118. Установка БВР Установка БВР Высокое давление Typical pressure ratios: 1: 48 или 1: 60 Рекомендуемое давление
- 119. Распыление краски Сопло Атомизированные частицы краски Факел Выход
- 120. Толщина при нанесении Толщина пленки зависит от : Расстояния до поверхности Скорости прохода Давления Размера сопла
- 121. Окраска угла прямо дает неровную толщину пленки Зона большой толщины Зона низкой толщины Окраска внутренних углов
- 122. Пистолет и факел Правильное расстояние до поверхности Факел равномерный, без языков При окраске маленьких или узких
- 123. Окраска днища судна Очистка до Sa 2½ Нанесение однослойной ледостойкой схемы Хорошая техника нанесения Хорошее перекрытие
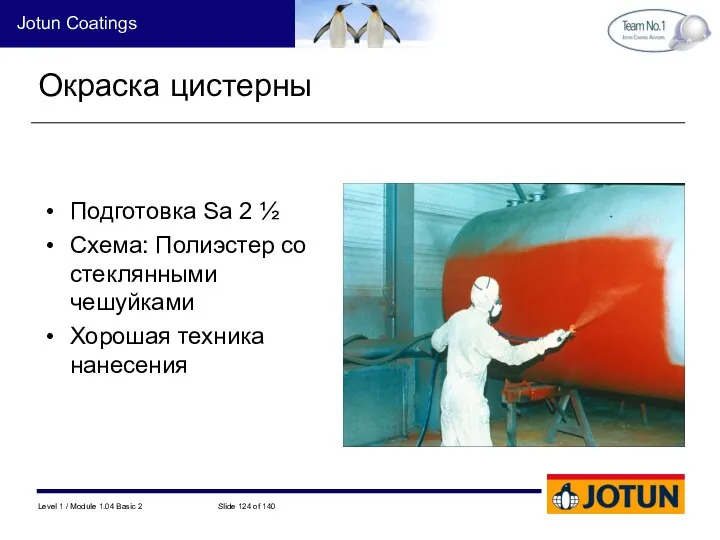
- 124. Окраска цистерны Подготовка Sa 2 ½ Схема: Полиэстер со стеклянными чешуйками Хорошая техника нанесения
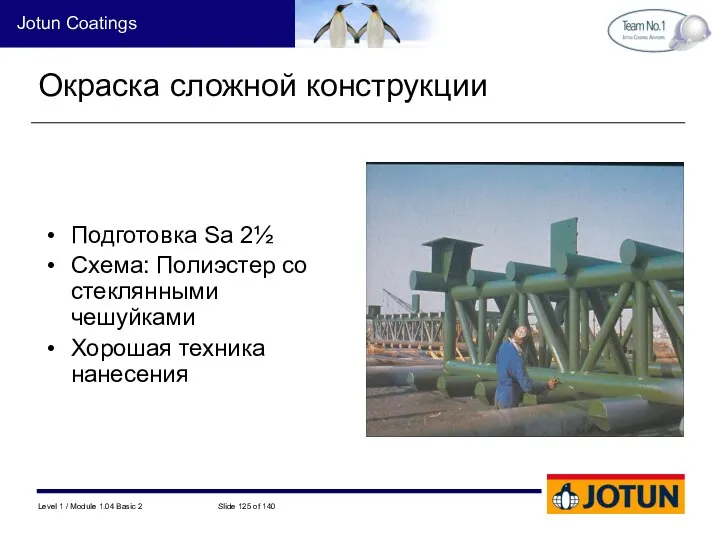
- 125. Окраска сложной конструкции Подготовка Sa 2½ Схема: Полиэстер со стеклянными чешуйками Хорошая техника нанесения
- 126. Окраска с «удочки» Окраска БВР «Домашнее» решение Не возможно контролировать Дает некачественную пленку Sprøyting Hjemmelaget utstyr
- 127. Окраска с подъемника Окраска с подъемника Возможность выдерживать правильную дистанцию. Недостаток: Производительность ниже, чем с крановой
- 128. Окраска плоских больших поверхностей Окраска с люльки Может вызвать механические повреждения Необходимо выравнивать и страховать положение
- 129. Окраска тесных пространств Часто достаточно трудно выполнить Окраска тесных пространств трудоемка Необходимо сочетание мастерства и опыта,
- 130. Хороший доступ к поверхности- важное условие качества окраски!
- 131. БВР. Небольшое комплексное оборудование БВР может успешно применяться на небольших сложных конструкциях Всегда необходимо начинать со
- 132. Не систематическое распыление Может привести к неравномерной толщине Малая толщина: Недостаточная защита Большая толщина: Растворитель в
- 133. БВР, расстояние до поверхности Соблюдайте дистанцию Правильная дистанция дает равномерную пленку Увеличение дистанции дает плохое растекание
- 134. Грубой поверхности Большому количеству аэрозоли Игольчатым порам в краске Воздушным пузырькам в краске Пузырькам растворителя Большому
- 135. Техника нанесения Комбинированные методы Некоторые поверхности трудно окрасить БВР Начните с окраски кистью Затем используйте валик
- 136. Вентиляция. Правильное расположение Пары растворителя тяжелее воздуха Вытяжные рукава должны размещаться на дне объема
- 137. Вентиляция. Неправильное расположение Пары растворителя Пары растворителя Приточный вентилятор Вытяжной вентилятор Поток воздуха Поток воздуха Вытягиваемый
- 138. Риск безопасности: Пары растворителя
- 139. Температура и влажность воздуха при сушке покрытия. Подача горячего воздуха сразу после окраски ведет к быстрому
- 141. Скачать презентацию
Коррозия
Задачи:
Понимать принципы коррозии для определения наиболее эффективного способа борьбы с ней.
Коррозия
Задачи:
Понимать принципы коррозии для определения наиболее эффективного способа борьбы с ней.

Пример коррозии: Причал
Пример коррозии: Причал
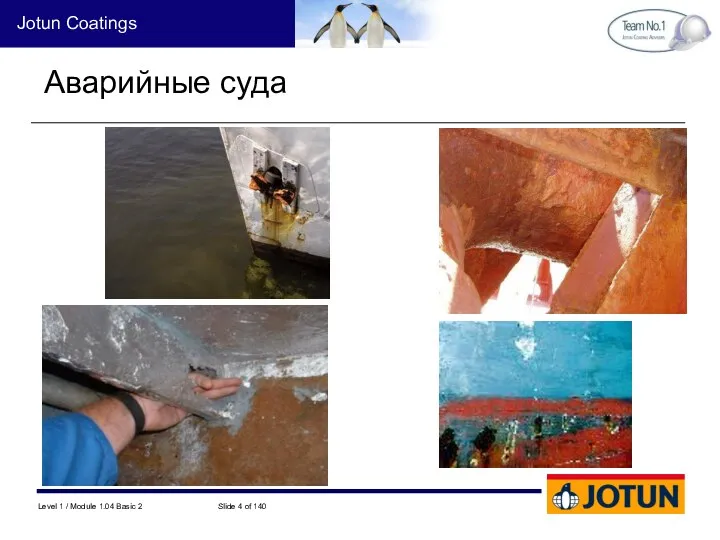
Аварийные суда
Аварийные суда
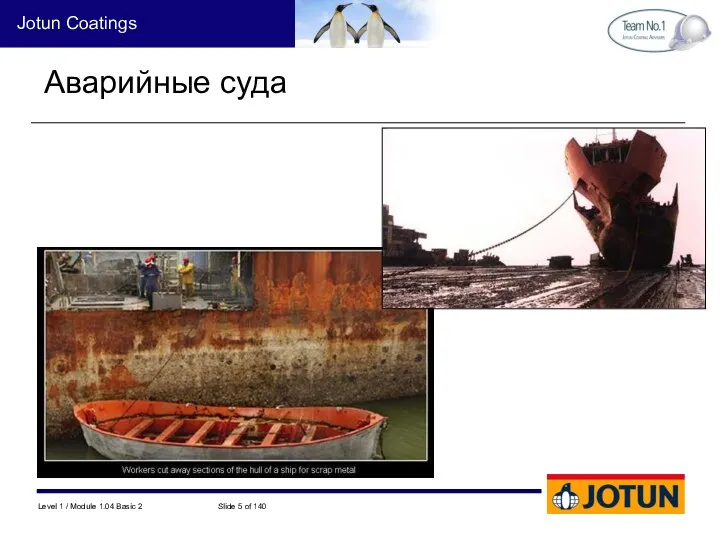
Аварийные суда
Аварийные суда

Моно ли доверять таким механизмам?
Моно ли доверять таким механизмам?

Свайный фундамент здания, вы бы хотели жить на 21м этаже такого
Свайный фундамент здания, вы бы хотели жить на 21м этаже такого

Ажурные мостовые конструкции, как обслуживать?
Ажурные мостовые конструкции, как обслуживать?

Подземное хранилище (как минимум, теперь мы знаем, в чем причина потерь...)
Подземное хранилище (как минимум, теперь мы знаем, в чем причина потерь...)
Процесс коррозии- гальванический элемент
Металлы в морской воде обладают разными электрохимическими потенциалами
Если
Процесс коррозии- гальванический элемент
Металлы в морской воде обладают разными электрохимическими потенциалами
Если
Условия развития коррозии
Катода:
Благородный металл/сплав или часть металла
Анод:
Менее благородный металл/сплав
Электрический
Условия развития коррозии
Катода:
Благородный металл/сплав или часть металла
Анод:
Менее благородный металл/сплав
Электрический
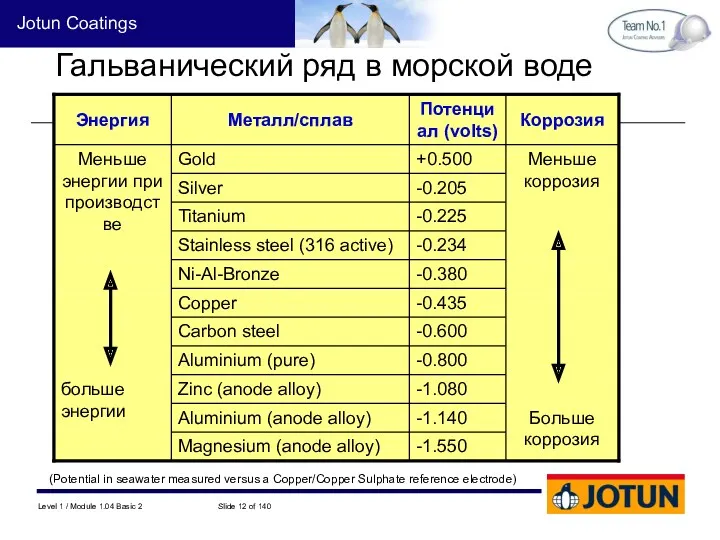
Гальванический ряд в морской воде
(Potential in seawater measured versus a Copper/Copper
Гальванический ряд в морской воде
(Potential in seawater measured versus a Copper/Copper
Параметры, влияющие на скорость коррозии
Влажность
Температура
Концентрация солей
Наличие загрязнений
Параметры, влияющие на скорость коррозии
Влажность
Температура
Концентрация солей
Наличие загрязнений
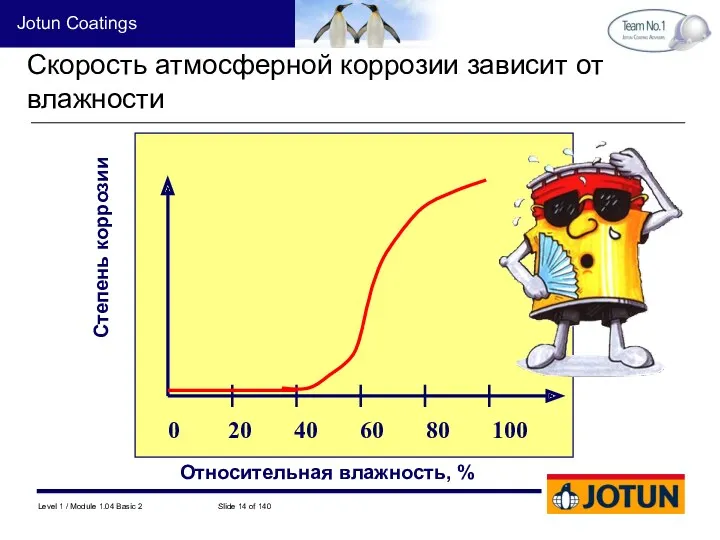
Скорость атмосферной коррозии зависит от влажности
Относительная влажность, %
Степень коррозии
0 20 40
Скорость атмосферной коррозии зависит от влажности
Относительная влажность, %
Степень коррозии
0 20 40
Типы коррозии
Общая
Гальваническая
Избирательное выщелачивание
Язвенная
Щелевая
Бактериальная
Коррозионная усталость
Коррозионное растрескивание
Эрозия
Кавитация
Коррозия токопотерь
Типы коррозии
Общая
Гальваническая
Избирательное выщелачивание
Язвенная
Щелевая
Бактериальная
Коррозионная усталость
Коррозионное растрескивание
Эрозия
Кавитация
Коррозия токопотерь
Наиболее частые виды коррозии
Нержавеющая сталь
Щелевая
Язвенная
Коррозионное растрескивание
Алюминиевые сплавы
Язвенная
Гальваническая
Медные сплавы
Наиболее частые виды коррозии
Нержавеющая сталь
Щелевая
Язвенная
Коррозионное растрескивание
Алюминиевые сплавы
Язвенная
Гальваническая
Медные сплавы
Принципы защиты от коррозии окрашиванием
Барьерный эффект.
Создание барьера для морской воды или
Принципы защиты от коррозии окрашиванием
Барьерный эффект.
Создание барьера для морской воды или
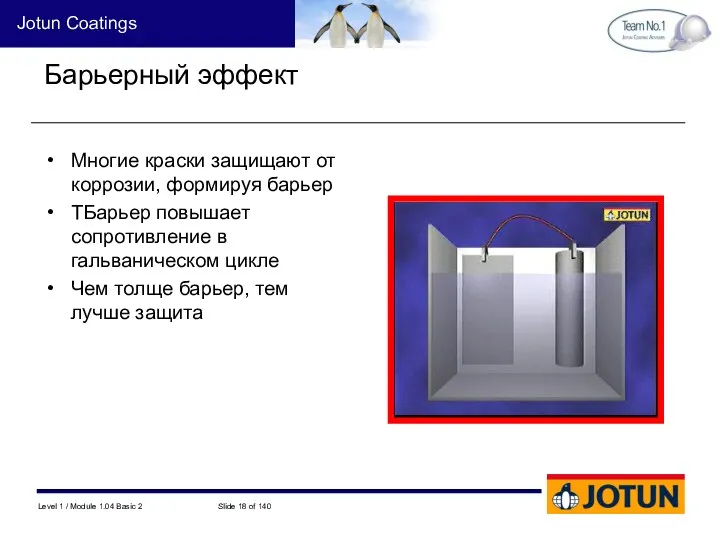
Барьерный эффект
Многие краски защищают от коррозии, формируя барьер
TБарьер повышает сопротивление в
Барьерный эффект
Многие краски защищают от коррозии, формируя барьер
TБарьер повышает сопротивление в
Принцип катодной защиты
В гальваническом элементе сталь будет корродировать больше, если соединена
Принцип катодной защиты
В гальваническом элементе сталь будет корродировать больше, если соединена
Катодная защита может применяться для усиления системы окраски
Ни одна из окрасочных
Катодная защита может применяться для усиления системы окраски
Ни одна из окрасочных
На трубопроводах и опорах платформ могут устанавливаться браслетные аноды
Аноды защелкиваются на
На трубопроводах и опорах платформ могут устанавливаться браслетные аноды
Аноды защелкиваются на
Первичная подготовка
Задачи:
Понимать, как форма и качество самой стальной основы влияет на
Первичная подготовка
Задачи:
Понимать, как форма и качество самой стальной основы влияет на
Скругление:
Острых кромок
Углов
Сварных швов
Зачистка:
Расслоений
Краев газовой и электро- резки
Сварочных брызг
Первичная подготовка может включать
Скругление:
Острых кромок
Углов
Сварных швов
Зачистка:
Расслоений
Краев газовой и электро- резки
Сварочных брызг
Первичная подготовка может включать
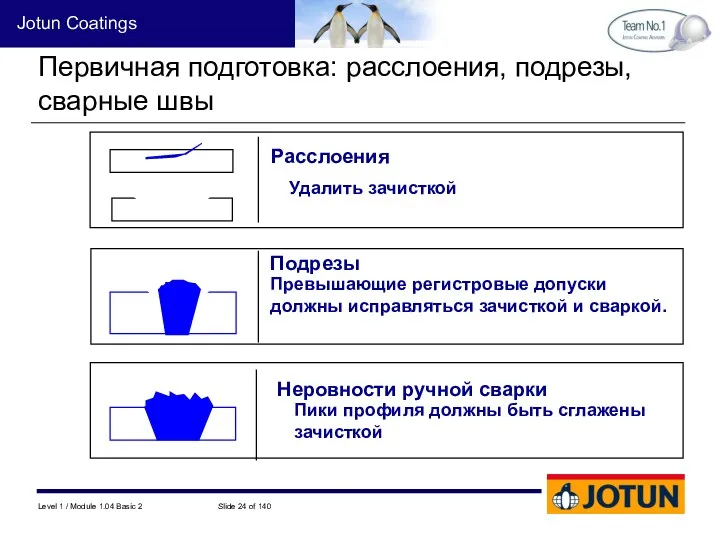
Удалить зачисткой
Превышающие регистровые допуски
должны исправляться зачисткой и сваркой.
Пики
Удалить зачисткой
Превышающие регистровые допуски
должны исправляться зачисткой и сваркой.
Пики
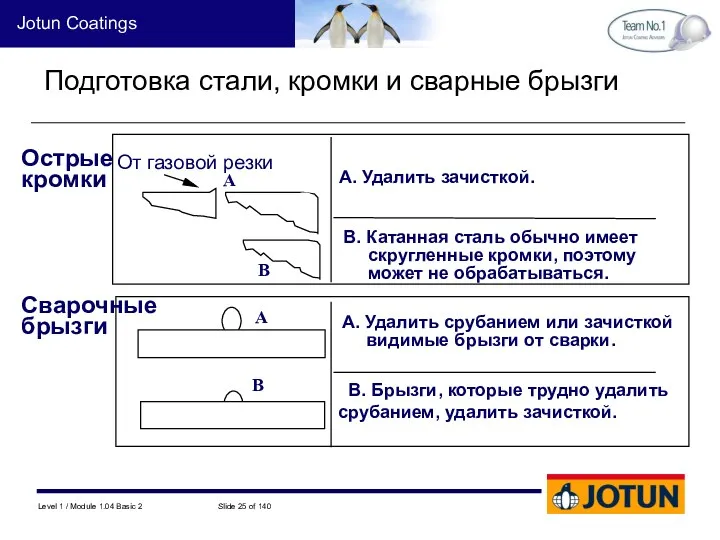
A
B
От газовой резки
A. Удалить зачисткой.
B. Катанная сталь обычно
A
B
От газовой резки
A. Удалить зачисткой.
B. Катанная сталь обычно
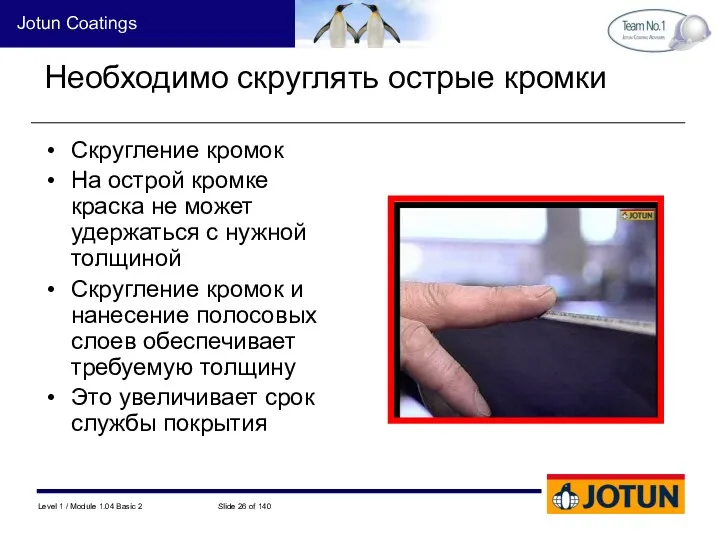
Необходимо скруглять острые кромки
Скругление кромок
На острой кромке краска не может удержаться
Необходимо скруглять острые кромки
Скругление кромок
На острой кромке краска не может удержаться

Поперечный разрез конструкции с острой кромкой
Cd-4932-21
Сталь
Краска
Острая кромка,
Низкая толщина
Поперечный разрез конструкции с острой кромкой
Cd-4932-21
Сталь
Краска
Острая кромка,
Низкая толщина
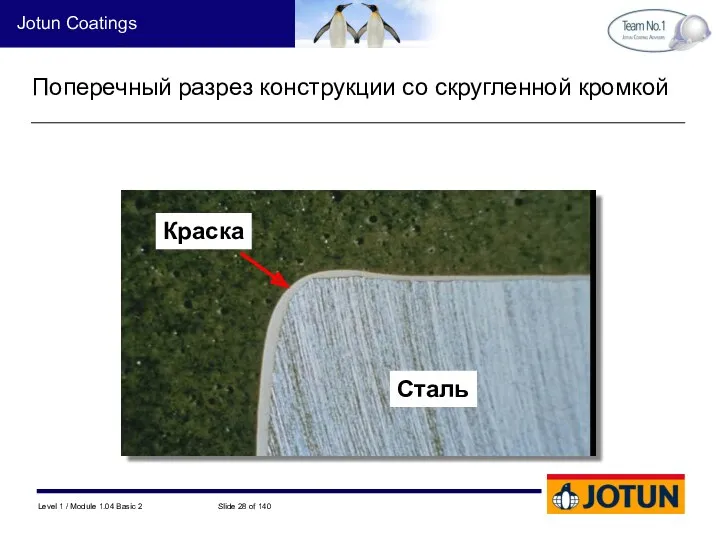
Поперечный разрез конструкции со скругленной кромкой
Cd-4932-20
Сталь
Краска
Поперечный разрез конструкции со скругленной кромкой
Cd-4932-20
Сталь
Краска
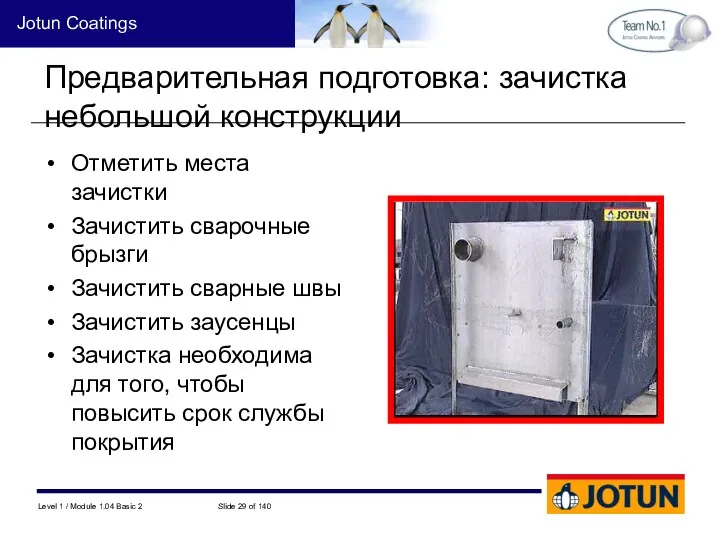
Предварительная подготовка: зачистка небольшой конструкции
Отметить места зачистки
Зачистить сварочные брызги
Зачистить сварные швы
Зачистить
Предварительная подготовка: зачистка небольшой конструкции
Отметить места зачистки
Зачистить сварочные брызги
Зачистить сварные швы
Зачистить
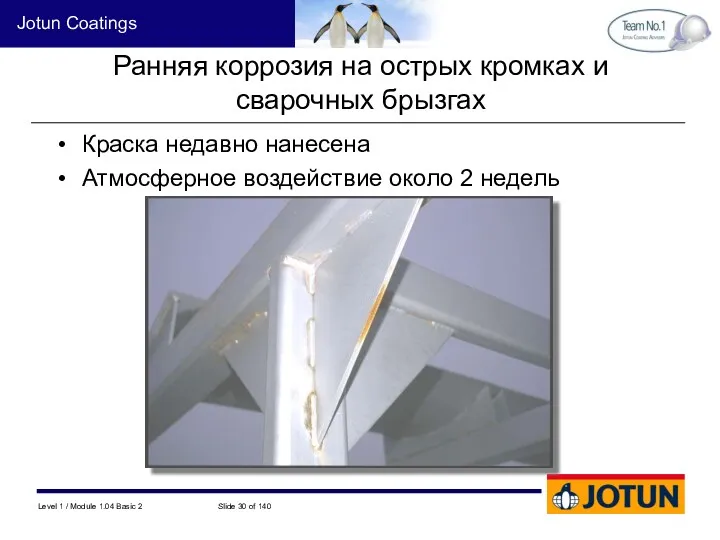
Ранняя коррозия на острых кромках и сварочных брызгах
Краска недавно нанесена
Атмосферное воздействие
Ранняя коррозия на острых кромках и сварочных брызгах
Краска недавно нанесена
Атмосферное воздействие
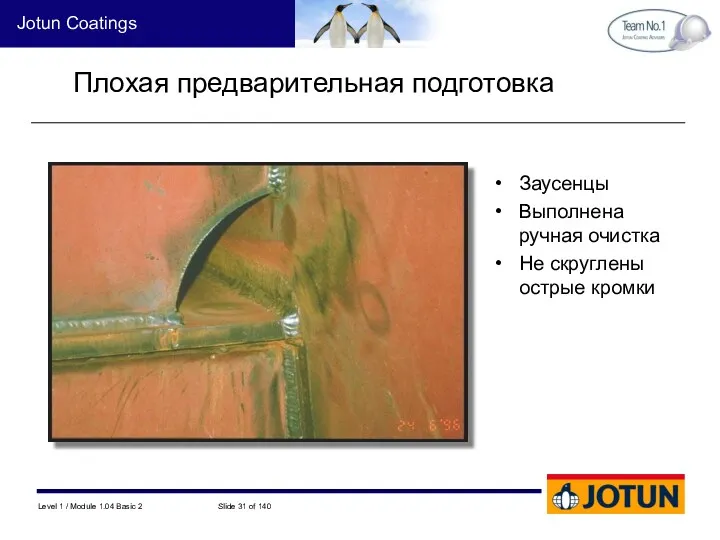
Плохая предварительная подготовка
Заусенцы
Выполнена ручная очистка
Не скруглены острые кромки
Cd-4932-16
Плохая предварительная подготовка
Заусенцы
Выполнена ручная очистка
Не скруглены острые кромки
Cd-4932-16
Небольшие сварочные брызги
Даже одиночная сварочная капля может инициировать коррозию, которая со
Небольшие сварочные брызги
Даже одиночная сварочная капля может инициировать коррозию, которая со
Оставшиеся прихватки после срезания гребенок
До начала очистки должны быть зачищены, чтобы
Оставшиеся прихватки после срезания гребенок
До начала очистки должны быть зачищены, чтобы
Cd-4930-39
Некачественная сварка. Слишком грубый шов с большим количеством игольчатых пор.
Сварочные брызги
Cd-4930-39
Некачественная сварка. Слишком грубый шов с большим количеством игольчатых пор.
Сварочные брызги
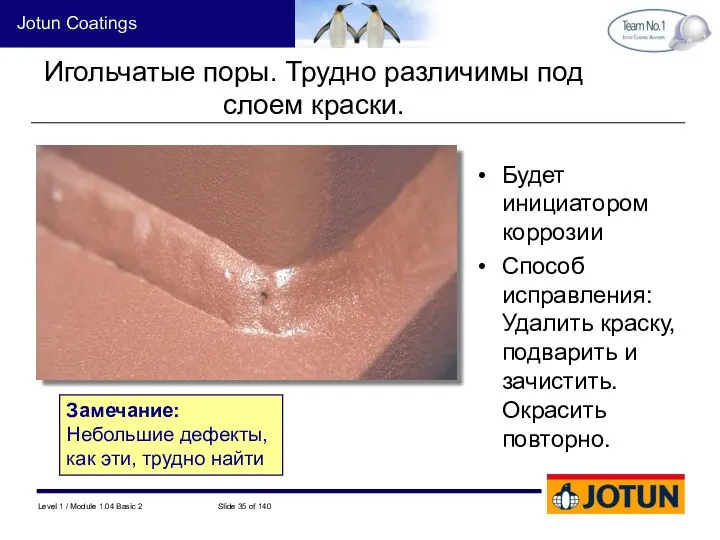
Игольчатые поры. Трудно различимы под слоем краски.
Будет инициатором коррозии
Способ исправления: Удалить
Игольчатые поры. Трудно различимы под слоем краски.
Будет инициатором коррозии
Способ исправления: Удалить
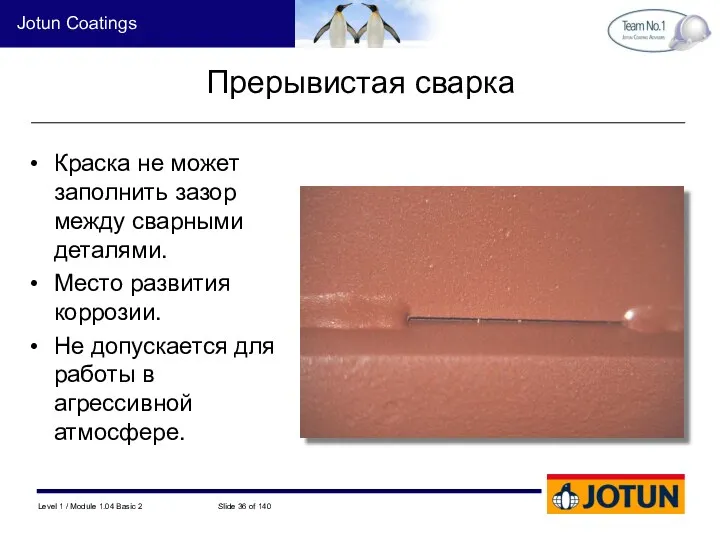
Прерывистая сварка
Краска не может заполнить зазор между сварными деталями.
Место развития коррозии.
Не
Прерывистая сварка
Краска не может заполнить зазор между сварными деталями.
Место развития коррозии.
Не
Подготовка поверхности
Задачи:
Понимать, как работоспособность окрасочной системы зависит от стандарта подготовки поверхности
Подготовка поверхности
Задачи:
Понимать, как работоспособность окрасочной системы зависит от стандарта подготовки поверхности
Тщательное планирование работ
Удаление жира, масла, солей, обрастания
Удаление старой, плохо держащейся, краски
Тщательное планирование работ
Удаление жира, масла, солей, обрастания
Удаление старой, плохо держащейся, краски
Подготовка поверхности включает удаление:
Солей
Остатков масла
Жировых загрязнений
Посторонних частиц (других загрязнений)
Это достигается
UHPWJ.
Подготовка поверхности включает удаление:
Солей
Остатков масла
Жировых загрязнений
Посторонних частиц (других загрязнений)
Это достигается
UHPWJ.
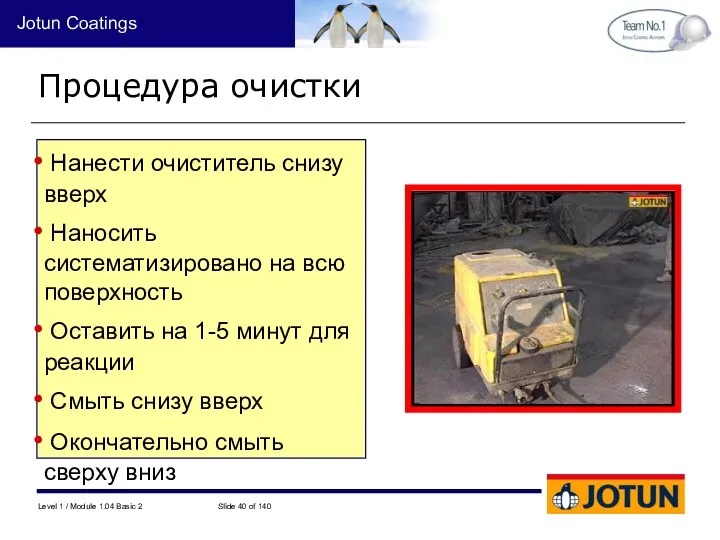
Нанести очиститель снизу вверх
Наносить систематизировано на всю поверхность
Нанести очиститель снизу вверх
Наносить систематизировано на всю поверхность
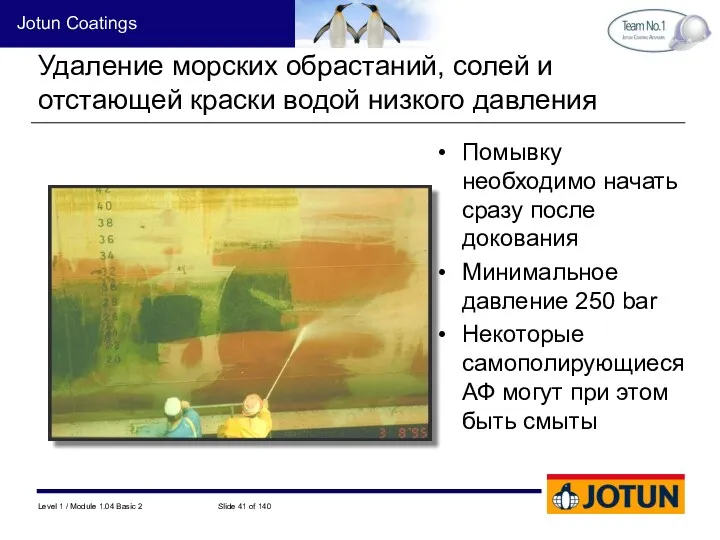
Удаление морских обрастаний, солей и отстающей краски водой низкого давления
Помывку необходимо
Удаление морских обрастаний, солей и отстающей краски водой низкого давления
Помывку необходимо
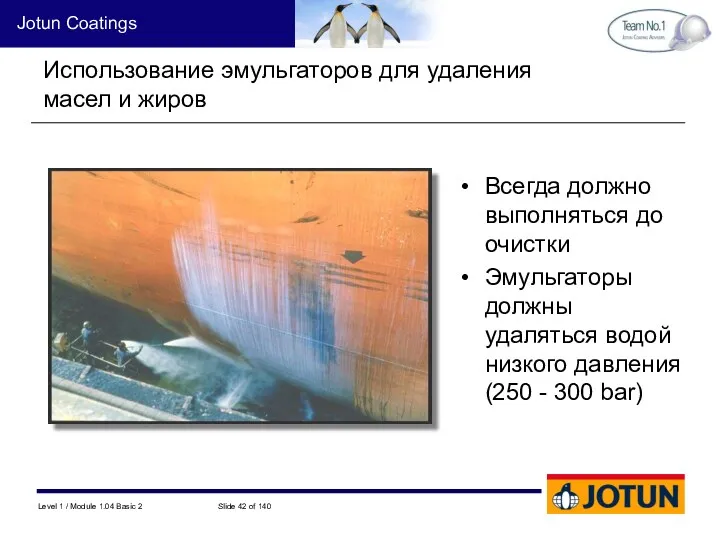
Использование эмульгаторов для удаления масел и жиров
Всегда должно выполняться до очистки
Эмульгаторы
Использование эмульгаторов для удаления масел и жиров
Всегда должно выполняться до очистки
Эмульгаторы
Осмотическое вспучивание
Осмотическое вспучивание происходит, когда краска нанесена на поверхность, с которой
Осмотическое вспучивание
Осмотическое вспучивание происходит, когда краска нанесена на поверхность, с которой
Соли: 60 mg/m2
Пленка: 150 microns
Соли: 0 mg/m2
Пленка: 150 microns
Образование
Соли: 60 mg/m2
Пленка: 150 microns
Соли: 0 mg/m2
Пленка: 150 microns
Образование
Соли: 100 mg/m
Пленка: 150 microns
2
Образование пузырей в зависимости от концентрации
Соли: 100 mg/m
Пленка: 150 microns
2
Образование пузырей в зависимости от концентрации
Пузыри в районе сварного шва как результат копоти
Копоть растворима в воде
Пузыри в районе сварного шва как результат копоти
Копоть растворима в воде
Сварочный нагар и другие загрязнения, не удаленные перед нанесением покрытия
Небольшие детали
Сварочный нагар и другие загрязнения, не удаленные перед нанесением покрытия
Небольшие детали
Vinkel sliper - olje
0589 - 13
4226 - 79
Масляные загрязнения от оборудования
Масляные
Vinkel sliper - olje
0589 - 13
4226 - 79
Масляные загрязнения от оборудования
Масляные
ISO 8501-1
Очистка ручным механизированным инструментом (St)
St 2 Тщательная очистка ручным инструментом.
При
ISO 8501-1
Очистка ручным механизированным инструментом (St)
St 2 Тщательная очистка ручным инструментом.
При
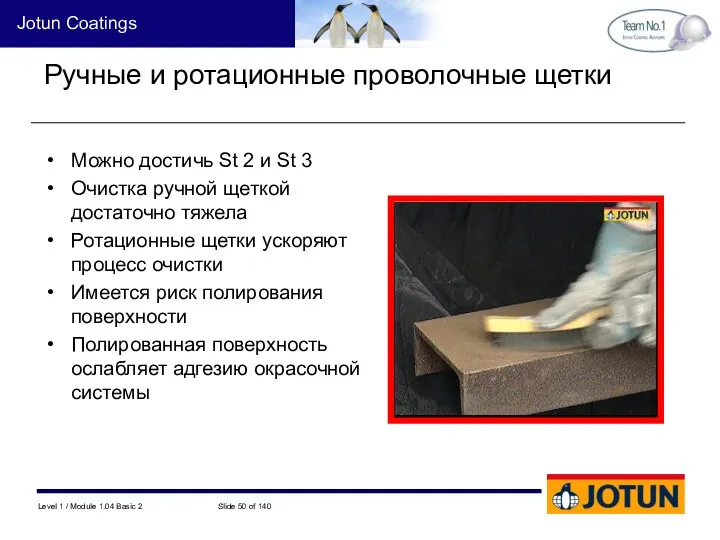
Ручные и ротационные проволочные щетки
Можно достичь St 2 и St 3
Очистка
Ручные и ротационные проволочные щетки
Можно достичь St 2 и St 3
Очистка
Сравнение различных методов ручной очистки
Реверсивный ударный инструмент
Ротационный ударный или кирковочный инструмент
Зачистной
Сравнение различных методов ручной очистки
Реверсивный ударный инструмент
Ротационный ударный или кирковочный инструмент
Зачистной
Игольчатый (пучковый) пистолет
Игольчатый (пучковый) пистолет

Различный ротационный инструмент
Различный ротационный инструмент
Пример абразивного диска: нетканый тип
Отчасти применяется на поверхностях, где затруднена струйная
Пример абразивного диска: нетканый тип
Отчасти применяется на поверхностях, где затруднена струйная
Подготовка: Очистка БТ диском
Переборка танка
Отлично как St 2, почти St
Подготовка: Очистка БТ диском
Переборка танка
Отлично как St 2, почти St

Прежние типы ручного инструмента
Вибрационные и ударные модели могут причинить вред здоровью
CD
Прежние типы ручного инструмента
Вибрационные и ударные модели могут причинить вред здоровью
CD
Ротационный ударный или кирковочный инструмент
«Насечка-хлопушка» (Roto-Peen)
- Дает шероховатость от 25
Ротационный ударный или кирковочный инструмент
«Насечка-хлопушка» (Roto-Peen)
- Дает шероховатость от 25



Ручные шарошки Roto - Peen
Принцип действия как у хлопушки (Roto-Peen)
Создает шероховатость
Ручные шарошки Roto - Peen
Принцип действия как у хлопушки (Roto-Peen)
Создает шероховатость
Принципы различных методов струйной очистки
Принципы различных методов струйной очистки
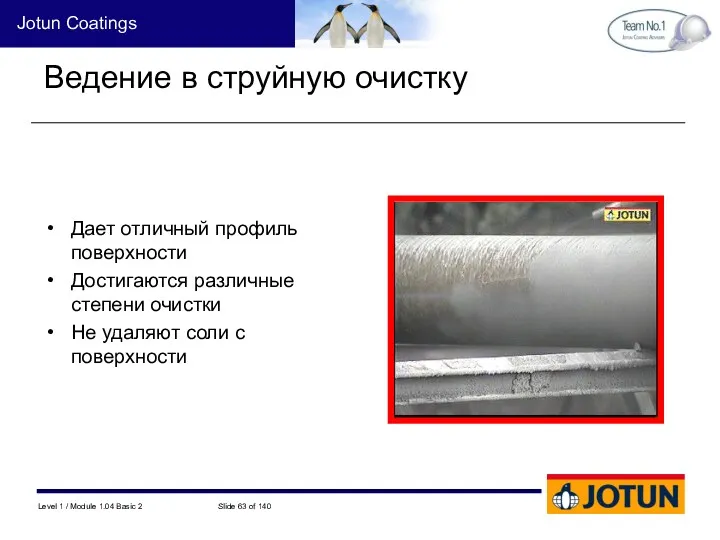
Ведение в струйную очистку
Дает отличный профиль поверхности
Достигаются различные степени очистки
Не
Ведение в струйную очистку
Дает отличный профиль поверхности
Достигаются различные степени очистки
Не
ISO 8501-1
Струйная очистка (Sa)
Sa 1 Легкая струйная очистка
При осмотре без увеличения
ISO 8501-1
Струйная очистка (Sa)
Sa 1 Легкая струйная очистка
При осмотре без увеличения
ISO 8501-1
Струйная очистка (Sa)
Sa 2½ Очень тщательная струйная очистка.
При осмотре
ISO 8501-1
Струйная очистка (Sa)
Sa 2½ Очень тщательная струйная очистка.
При осмотре
Сухая струйная очистка. Преимущества и ограничения
Преимущества
Поверхность остается сухой
Достаточная шероховатость поверхности
Нет вспышечной
Сухая струйная очистка. Преимущества и ограничения
Преимущества
Поверхность остается сухой
Достаточная шероховатость поверхности
Нет вспышечной
Попытка ограничить распространение пыли
Количество снижено, но: хуже видимость, повышенная влажность, ограничено
Попытка ограничить распространение пыли Количество снижено, но: хуже видимость, повышенная влажность, ограничено
ED.-O-Matic
Вакуумная струйная очистка. EDUCT-O-MATIC
Оборудование для небольших ремонтов
Могут использоваться различные сопла. Возможность
ED.-O-Matic
Вакуумная струйная очистка. EDUCT-O-MATIC
Оборудование для небольших ремонтов
Могут использоваться различные сопла. Возможность
Vakuum blåser dekk
3 - 8
HWA
Вакуумная струйная очистка на палубе
Оборудование для больших
Vakuum blåser dekk
3 - 8
HWA
Вакуумная струйная очистка на палубе
Оборудование для больших
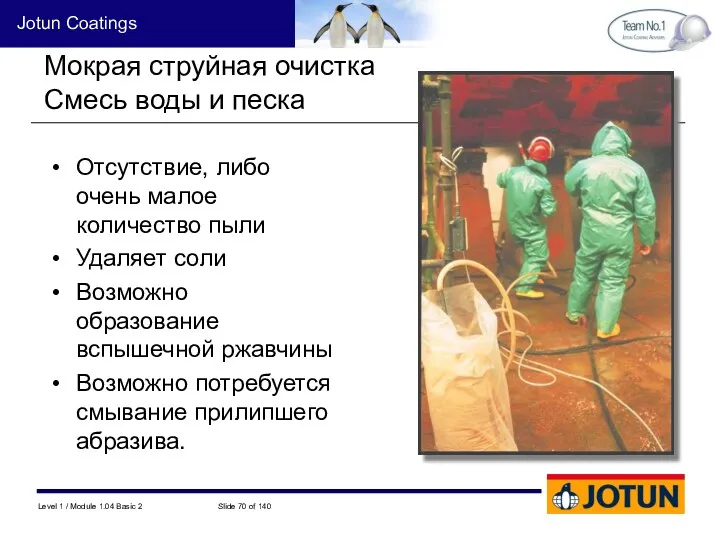
Мокрая струйная очистка
Смесь воды и песка
Отсутствие, либо очень малое количество пыли
Удаляет
Мокрая струйная очистка
Смесь воды и песка
Отсутствие, либо очень малое количество пыли
Удаляет
Стальная колотая дробь (песок)
Высокоуглеродистая стальная и чугунная дробь, литая и колотая
Стальная колотая дробь (песок)
Высокоуглеродистая стальная и чугунная дробь, литая и колотая

Абразивы и профили
Многоугольный
Сферический
Цилиндрический
Абразивы и профили
Многоугольный
Сферический
Цилиндрический
Rust - 4 blåst felt S/B
Пробные участки: Согласование степеней
Часто может
Rust - 4 blåst felt S/B
Пробные участки: Согласование степеней
Часто может

Зона коррозии. Локальная очистка
Твердая пленка
Требуется сглаживание
Повреждения абразивом
Струйная очистка: Ударные повреждения могут
Зона коррозии. Локальная очистка
Твердая пленка
Требуется сглаживание
Повреждения абразивом
Струйная очистка: Ударные повреждения могут
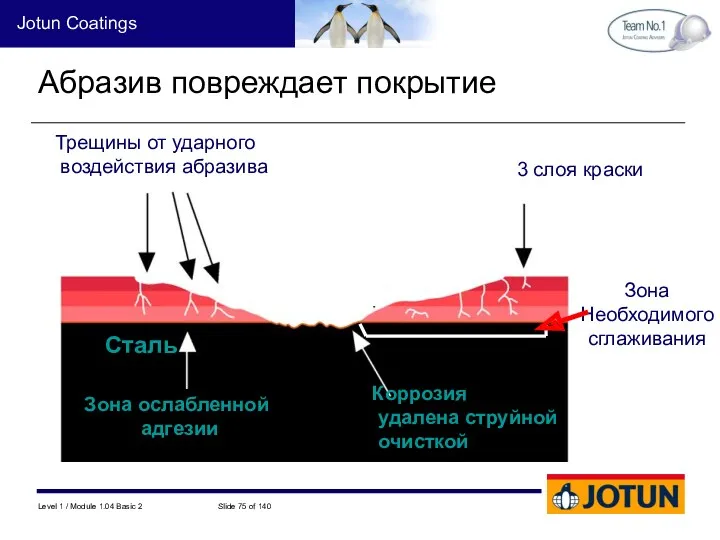
Абразив повреждает покрытие
Трещины от ударного
воздействия абразива
3 слоя краски
Коррозия
удалена струйной
Абразив повреждает покрытие
Трещины от ударного
воздействия абразива
3 слоя краски
Коррозия
удалена струйной
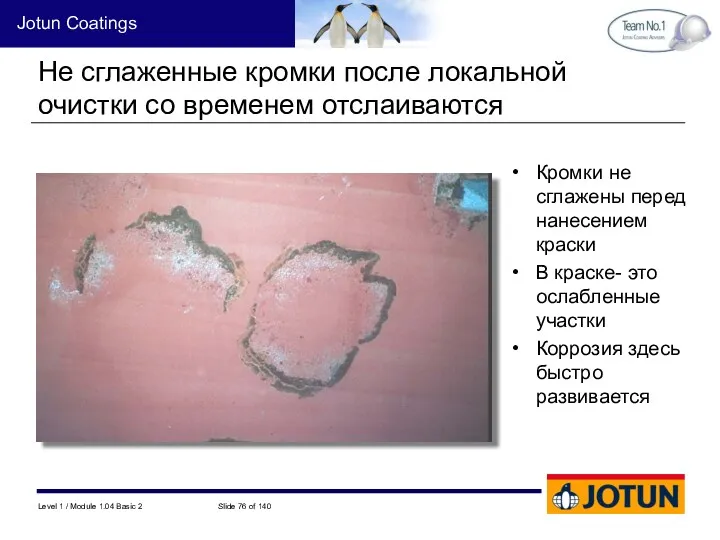
Не сглаженные кромки после локальной очистки со временем отслаиваются
Кромки не сглажены
Не сглаженные кромки после локальной очистки со временем отслаиваются
Кромки не сглажены
Rustkanter A/F
0589 - 76
Подводная часть корпуса судна
Корпус очищен локально
Толстые слои краски
Rustkanter A/F
0589 - 76
Подводная часть корпуса судна
Корпус очищен локально
Толстые слои краски
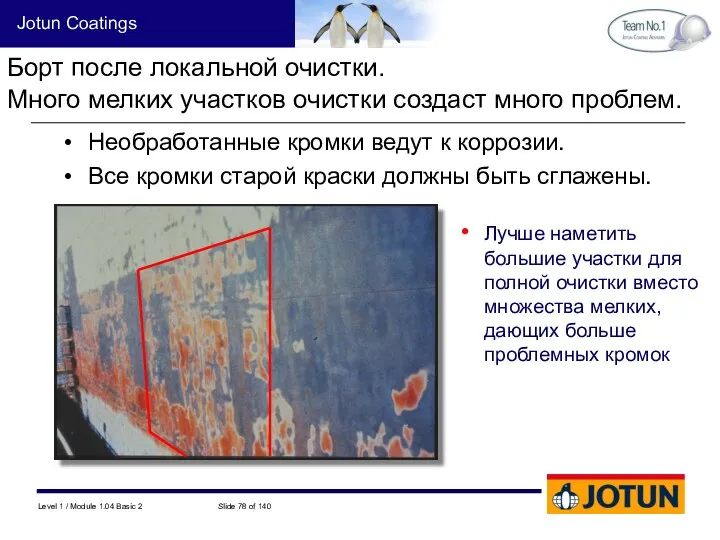
Борт после локальной очистки.
Много мелких участков очистки создаст много проблем.
Необработанные
Борт после локальной очистки.
Много мелких участков очистки создаст много проблем.
Необработанные
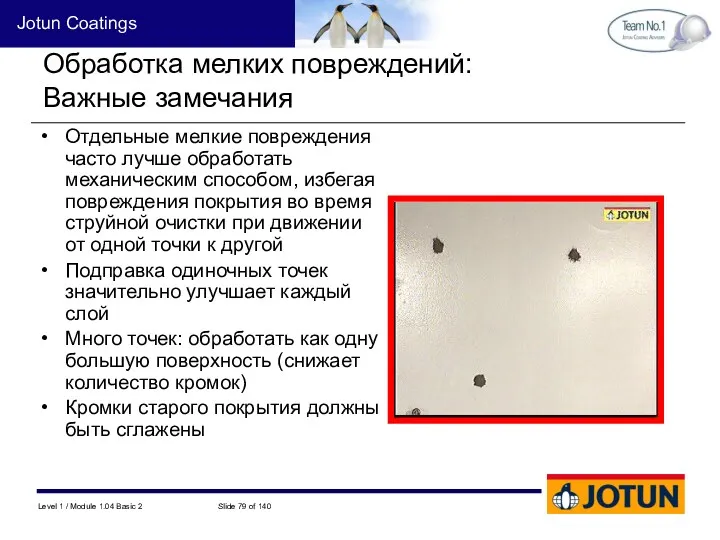
Обработка мелких повреждений:
Важные замечания
Отдельные мелкие повреждения часто лучше обработать механическим
Обработка мелких повреждений:
Важные замечания
Отдельные мелкие повреждения часто лучше обработать механическим
Очистка водой как альтернатива сухой струйной очистке.
Очитка водой имеет преимущества:
- По охране
Очистка водой как альтернатива сухой струйной очистке.
Очитка водой имеет преимущества:
- По охране
Очистка водой низкого давления (LPWC)
Менее 34 MPa (340 bar/5 000 p.s.i.)
Очистка
Очистка водой низкого давления (LPWC)
Менее 34 MPa (340 bar/5 000 p.s.i.)
Очистка
Безабразивная очистка водой
SSPC VIS-4 Руководство и фотографии стальной поверхности, очищенной водой
Безабразивная очистка водой
SSPC VIS-4 Руководство и фотографии стальной поверхности, очищенной водой
Введение в очистку водой ультра высокого давления (UHPWJ)
Высокое давление воды (до
Введение в очистку водой ультра высокого давления (UHPWJ)
Высокое давление воды (до
Существенно снижается количество солей.
Не образует пыли.
Нет затрат на абразив (обычно вода
Существенно снижается количество солей.
Не образует пыли.
Нет затрат на абразив (обычно вода
Вспышечная ржавчина.
Высокая стоимость оборудования.
Не дает дополнительной шероховатости.
Оборудование достаточно громоздкое, что затрудняет
Вспышечная ржавчина.
Высокая стоимость оборудования.
Не дает дополнительной шероховатости.
Оборудование достаточно громоздкое, что затрудняет
UHPWJ / Вспышечная ржавчина
UHPWJ / Вспышечная ржавчина
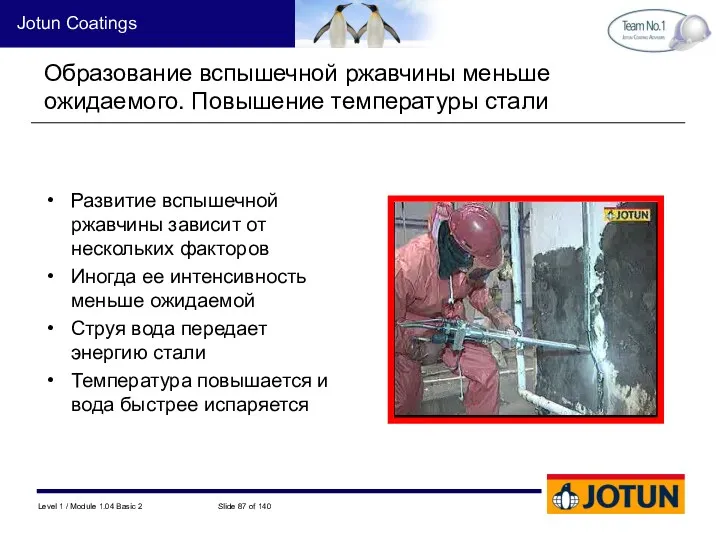
Образование вспышечной ржавчины меньше ожидаемого. Повышение температуры стали
Развитие вспышечной ржавчины зависит
Образование вспышечной ржавчины меньше ожидаемого. Повышение температуры стали
Развитие вспышечной ржавчины зависит
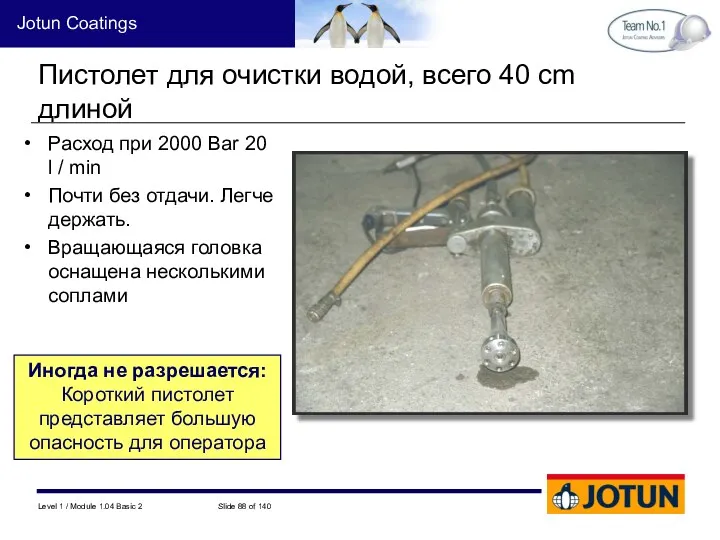
Пистолет для очистки водой, всего 40 cm длиной
Расход при 2000 Bar
Пистолет для очистки водой, всего 40 cm длиной
Расход при 2000 Bar

Вращающееся сопло UHPWJ . До 2500 bar
Составное сопло
Угол и расход
Вращающееся сопло UHPWJ . До 2500 bar
Составное сопло
Угол и расход
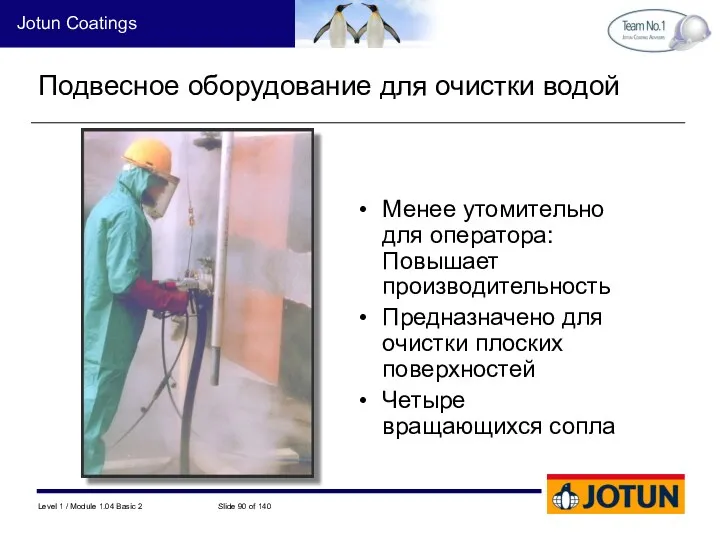
Подвесное оборудование для очистки водой
Менее утомительно для оператора: Повышает производительность
Предназначено для
Подвесное оборудование для очистки водой
Менее утомительно для оператора: Повышает производительность
Предназначено для
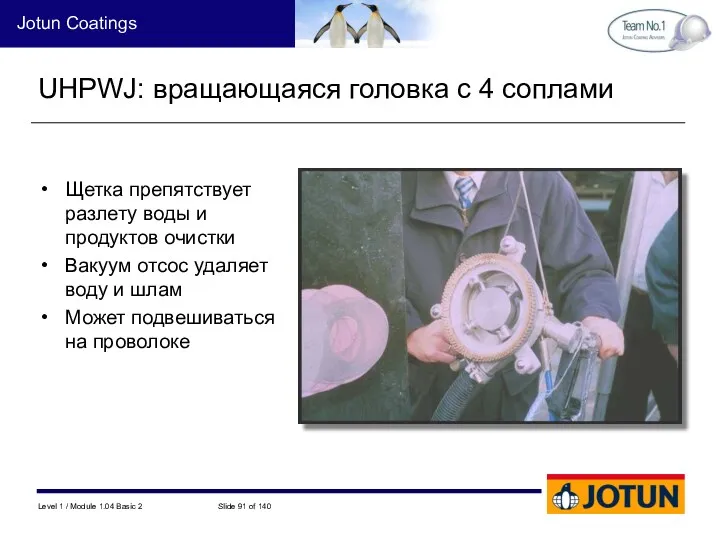
UHPWJ: вращающаяся головка с 4 соплами
Щетка препятствует разлету воды и продуктов
UHPWJ: вращающаяся головка с 4 соплами
Щетка препятствует разлету воды и продуктов
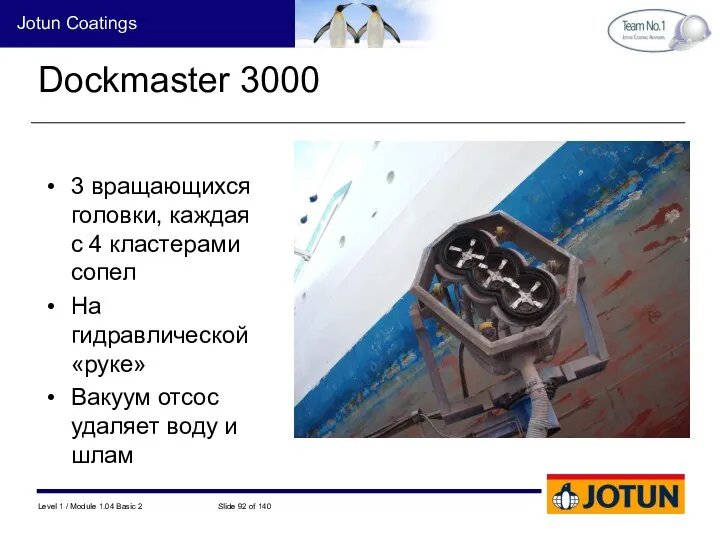
Dockmaster 3000
3 вращающихся головки, каждая с 4 кластерами сопел
На гидравлической «руке»
Вакуум
Dockmaster 3000
3 вращающихся головки, каждая с 4 кластерами сопел
На гидравлической «руке»
Вакуум

Dockmaster 3000
Гидравлический подъемник на самоходной базе
Dockmaster 3000
Гидравлический подъемник на самоходной базе

Dockmaster 3000 в действии
Dockmaster 3000 в действии
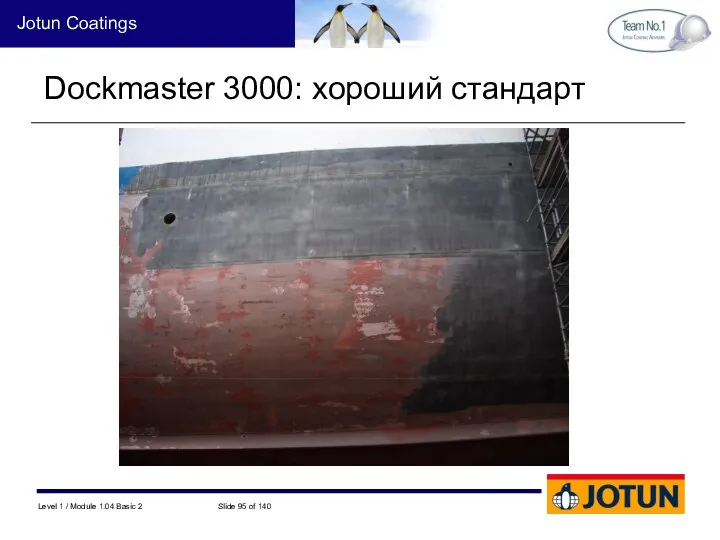
Dockmaster 3000: хороший стандарт
Dockmaster 3000: хороший стандарт
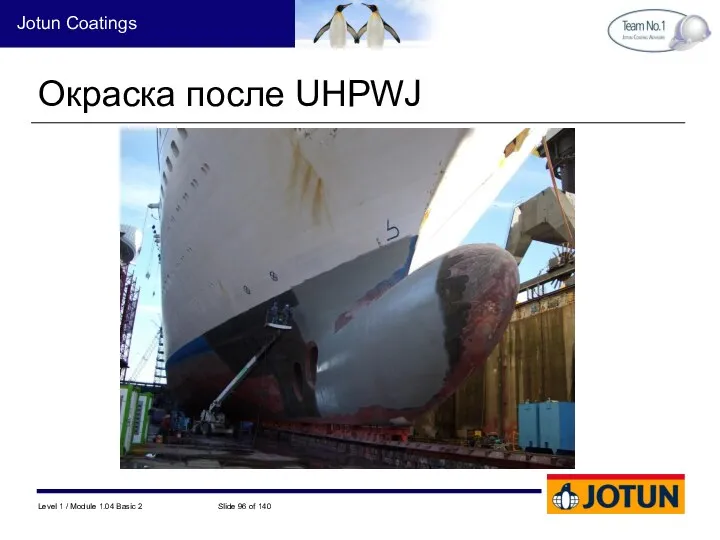
Окраска после UHPWJ
Окраска после UHPWJ
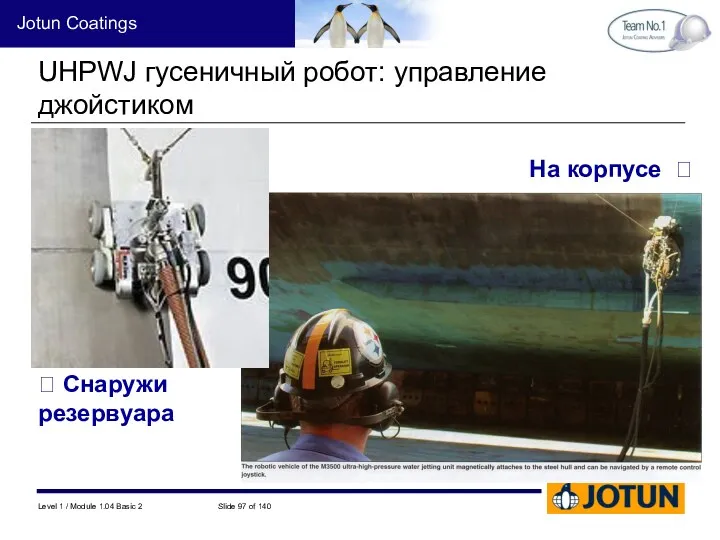
UHPWJ гусеничный робот: управление джойстиком
На корпусе ?
? Снаружи резервуара
UHPWJ гусеничный робот: управление джойстиком
На корпусе ?
? Снаружи резервуара

Hammelmann – Паук
использует вакуум для удержания на корпусе
Hammelmann – Паук
использует вакуум для удержания на корпусе
Нанесение краски
Задача:
Иметь знания для контроля за нанесением покрытий, знать основные ошибки
Нанесение краски
Задача:
Иметь знания для контроля за нанесением покрытий, знать основные ошибки
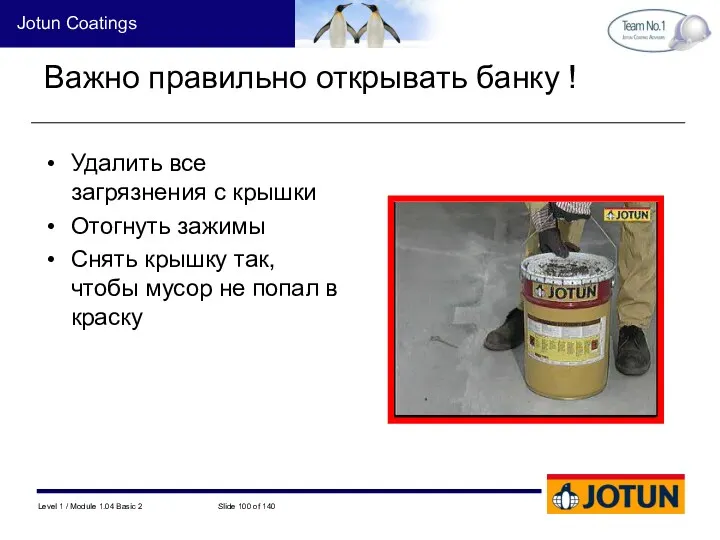
Важно правильно открывать банку !
Удалить все загрязнения с крышки
Отогнуть зажимы
Снять крышку
Важно правильно открывать банку !
Удалить все загрязнения с крышки
Отогнуть зажимы
Снять крышку
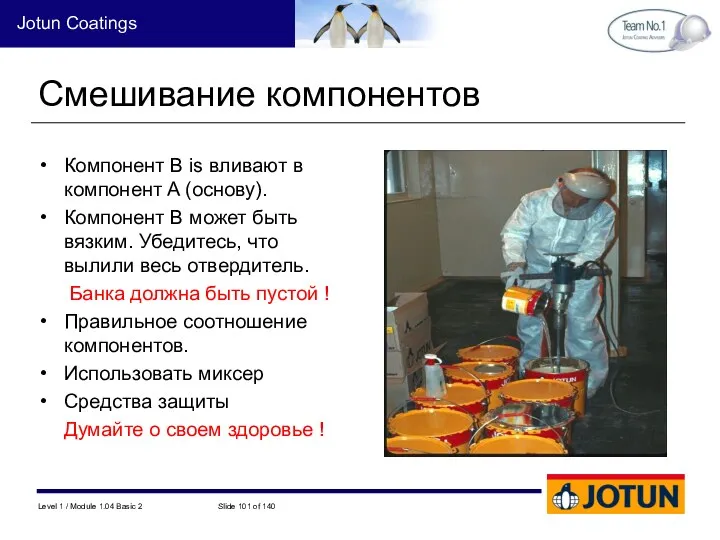
Riktig kledd mann tømmer Comp. B i Comp. A
Fint røreverk
Смешивание
Riktig kledd mann tømmer Comp. B i Comp. A
Fint røreverk
Смешивание
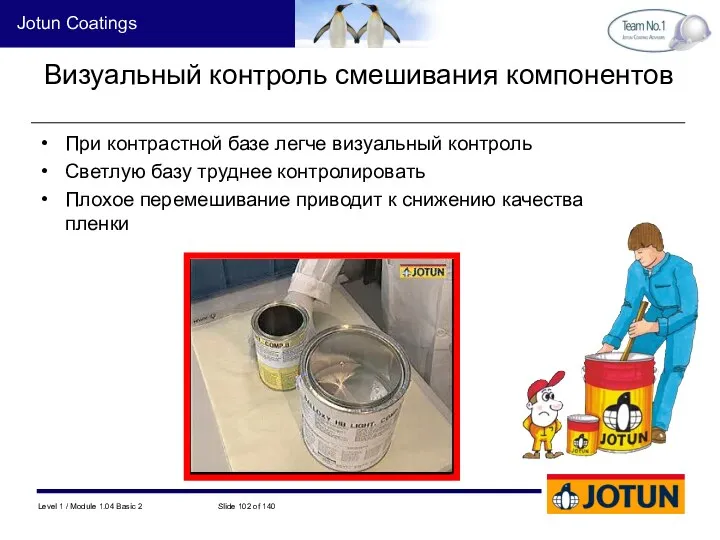
Визуальный контроль смешивания компонентов
При контрастной базе легче визуальный контроль
Светлую базу труднее
Визуальный контроль смешивания компонентов
При контрастной базе легче визуальный контроль
Светлую базу труднее
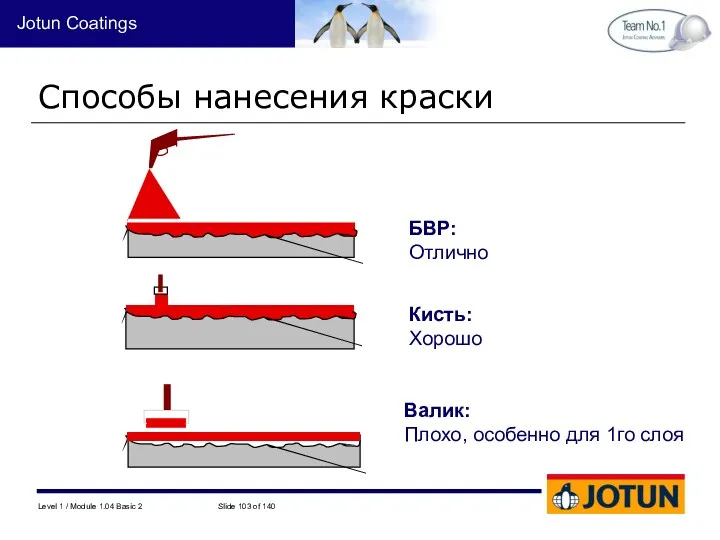
БВР:
Отлично
Кисть:
Хорошо
Валик:
Плохо, особенно для 1го слоя
Способы нанесения краски
БВР:
Отлично
Кисть:
Хорошо
Валик:
Плохо, особенно для 1го слоя
Способы нанесения краски
Нанесение кистью
Преимущества
Хорошее смачивание поверхности
«Вбивание» краски в поверхность
Для 1го слоя лучше, чем
Нанесение кистью
Преимущества
Хорошее смачивание поверхности
«Вбивание» краски в поверхность
Для 1го слоя лучше, чем
Преимущества
Быстрее, чем валиком
Хорошо для труднодоступных мест
Ограничения
Плохое смачивание поверхности
Не применять для 1го
Преимущества
Быстрее, чем валиком
Хорошо для труднодоступных мест
Ограничения
Плохое смачивание поверхности
Не применять для 1го
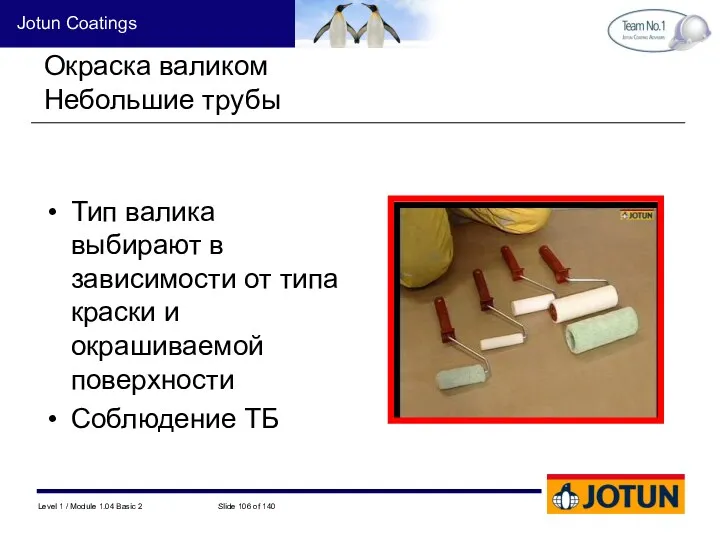
Окраска валиком
Небольшие трубы
Тип валика выбирают в зависимости от типа краски
Окраска валиком
Небольшие трубы
Тип валика выбирают в зависимости от типа краски
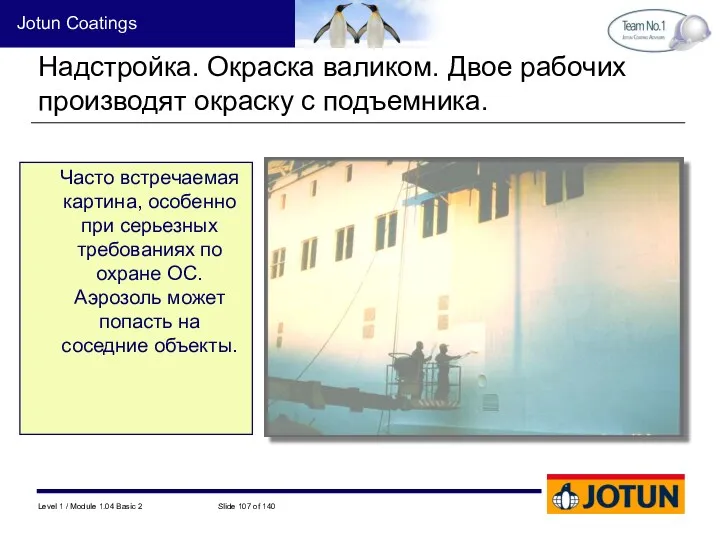
Надстройка. Окраска валиком. Двое рабочих производят окраску с подъемника.
Часто встречаемая
Надстройка. Окраска валиком. Двое рабочих производят окраску с подъемника.
Часто встречаемая
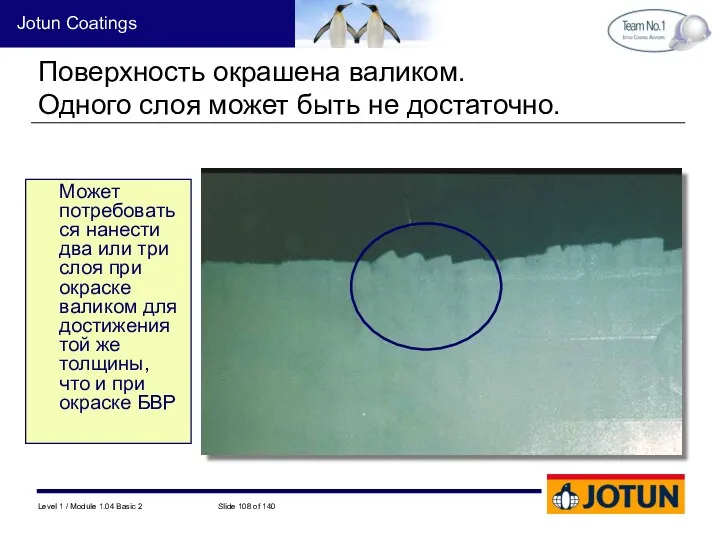
Поверхность окрашена валиком.
Одного слоя может быть не достаточно.
Может потребоваться нанести два
Поверхность окрашена валиком.
Одного слоя может быть не достаточно.
Может потребоваться нанести два
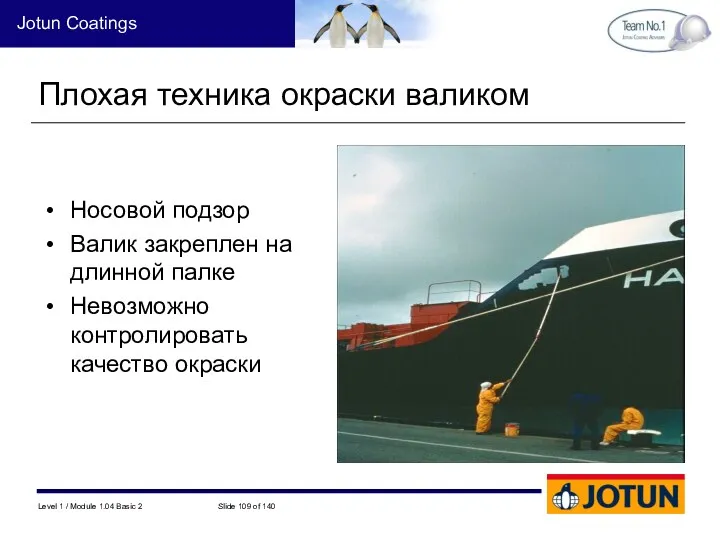
Плохая техника окраски валиком
Носовой подзор
Валик закреплен на длинной палке
Невозможно контролировать качество
Плохая техника окраски валиком
Носовой подзор
Валик закреплен на длинной палке
Невозможно контролировать качество
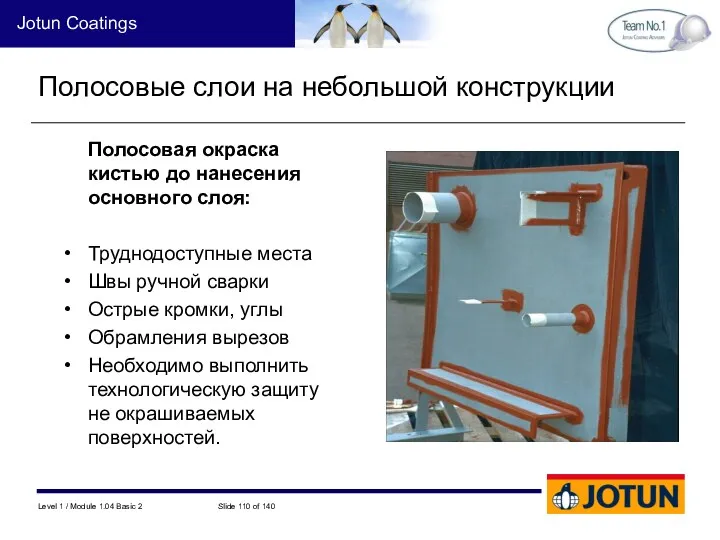
Полосовые слои на небольшой конструкции
Полосовая окраска кистью до нанесения основного слоя:
Труднодоступные
Полосовые слои на небольшой конструкции
Полосовая окраска кистью до нанесения основного слоя:
Труднодоступные
Полосовая окраска кистью небольшой сложной конструкции
Application: Stripe_coating1
Кисть- лучший инструмент для полосовой
Полосовая окраска кистью небольшой сложной конструкции
Application: Stripe_coating1
Кисть- лучший инструмент для полосовой
Балластный танк. Полосовые слои между основными слоями
Все сварные швы, кромки, выреза
Балластный танк. Полосовые слои между основными слоями
Все сварные швы, кромки, выреза
Полосовая окраска конструкции
Полосовые между основными слоями
Сварные швы
Кромки
Головки бульбов
Углы
Выреза.
Не забывайте про
Контрастные
Полосовая окраска конструкции
Полосовые между основными слоями
Сварные швы
Кромки
Головки бульбов
Углы
Выреза.
Не забывайте про
Контрастные
Полосовые на надстройке
Полосовые между слоями
Трубы
Фундаменты
Комингсы иллюминаторов
Поручни
Не забывайте про контрастные цвета
Dekkshus
0589
Полосовые на надстройке
Полосовые между слоями
Трубы
Фундаменты
Комингсы иллюминаторов
Поручни
Не забывайте про контрастные цвета
Dekkshus
0589
Vinduer
4226 - 39
0590 - 43
Коррозия на надстройке
Металлоконструкции в районе уплотнительной резины
Vinduer
4226 - 39
0590 - 43
Коррозия на надстройке
Металлоконструкции в районе уплотнительной резины
Экономия времени: До 50 - 75%
В сравнении с кистью: Как минимум
В сравнении с кистью: Как минимум
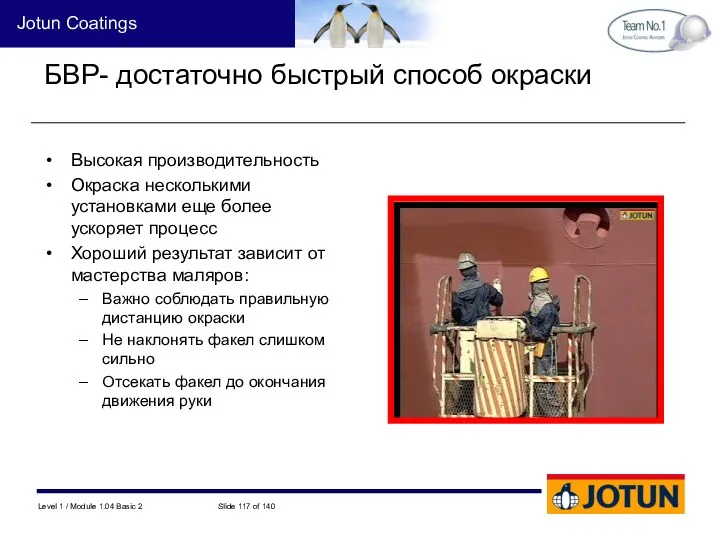
БВР- достаточно быстрый способ окраски
Высокая производительность
Окраска несколькими установками еще более ускоряет
БВР- достаточно быстрый способ окраски
Высокая производительность
Окраска несколькими установками еще более ускоряет
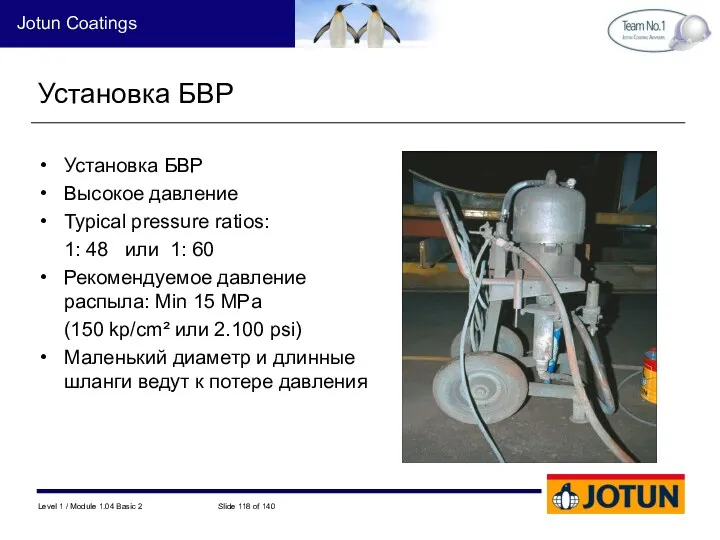
Установка БВР
Установка БВР
Высокое давление
Typical pressure ratios:
1: 48 или 1: 60
Рекомендуемое давление
Установка БВР
Установка БВР
Высокое давление
Typical pressure ratios:
1: 48 или 1: 60
Рекомендуемое давление

Распыление краски
Сопло
Атомизированные
частицы краски
Факел
Выход
Распыление краски
Сопло
Атомизированные
частицы краски
Факел
Выход
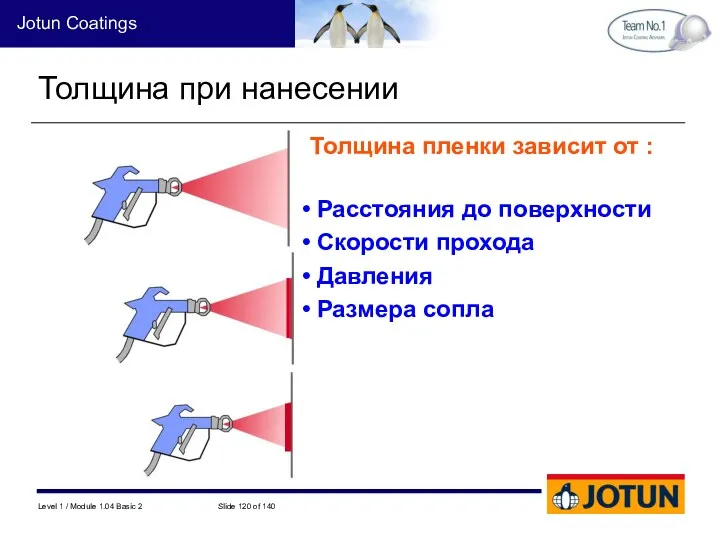
Толщина при нанесении
Толщина пленки зависит от :
Расстояния до поверхности
Скорости
Толщина при нанесении
Толщина пленки зависит от :
Расстояния до поверхности
Скорости
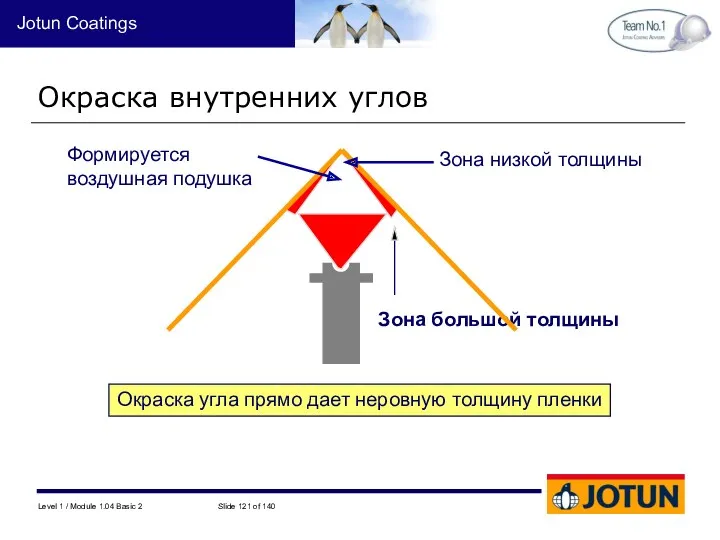
Окраска угла прямо дает неровную толщину пленки
Зона большой толщины
Зона низкой
Окраска угла прямо дает неровную толщину пленки
Зона большой толщины
Зона низкой
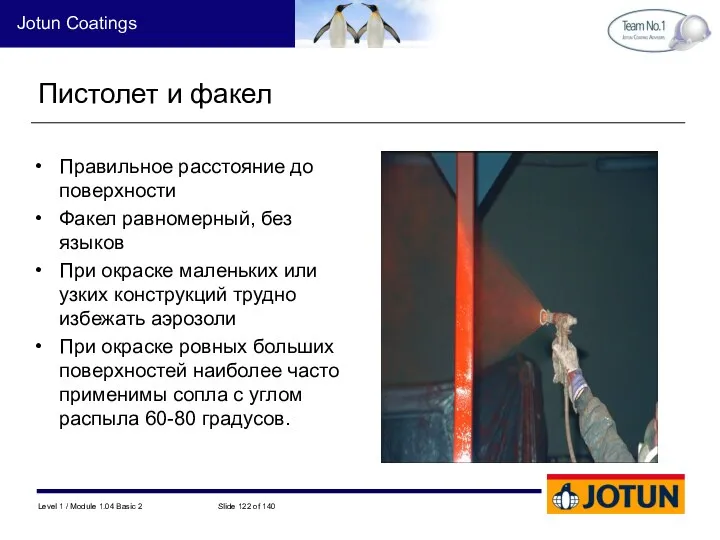
Пистолет и факел
Правильное расстояние до поверхности
Факел равномерный, без языков
При окраске маленьких
Пистолет и факел
Правильное расстояние до поверхности
Факел равномерный, без языков
При окраске маленьких
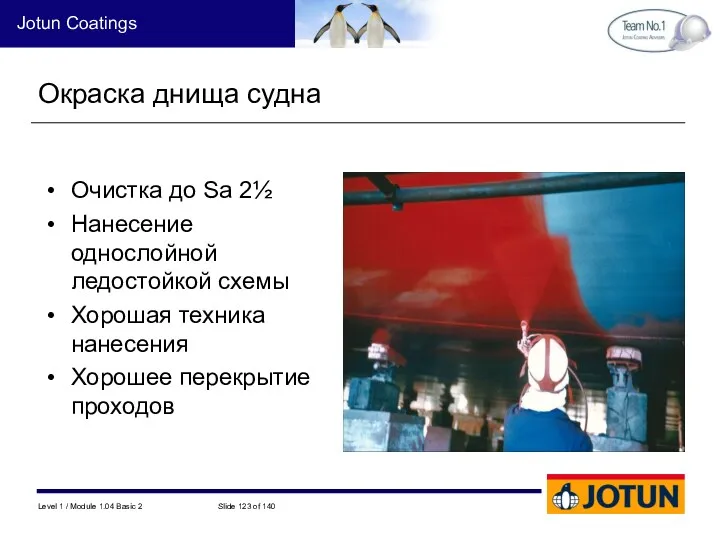
Окраска днища судна
Очистка до Sa 2½
Нанесение однослойной ледостойкой схемы
Хорошая техника нанесения
Хорошее
Окраска днища судна
Очистка до Sa 2½
Нанесение однослойной ледостойкой схемы
Хорошая техника нанесения
Хорошее
Окраска цистерны
Подготовка Sa 2 ½
Схема: Полиэстер со стеклянными чешуйками
Хорошая техника нанесения
Окраска цистерны
Подготовка Sa 2 ½
Схема: Полиэстер со стеклянными чешуйками
Хорошая техника нанесения
Окраска сложной конструкции
Подготовка Sa 2½
Схема: Полиэстер со стеклянными чешуйками
Хорошая техника нанесения
Окраска сложной конструкции
Подготовка Sa 2½
Схема: Полиэстер со стеклянными чешуйками
Хорошая техника нанесения
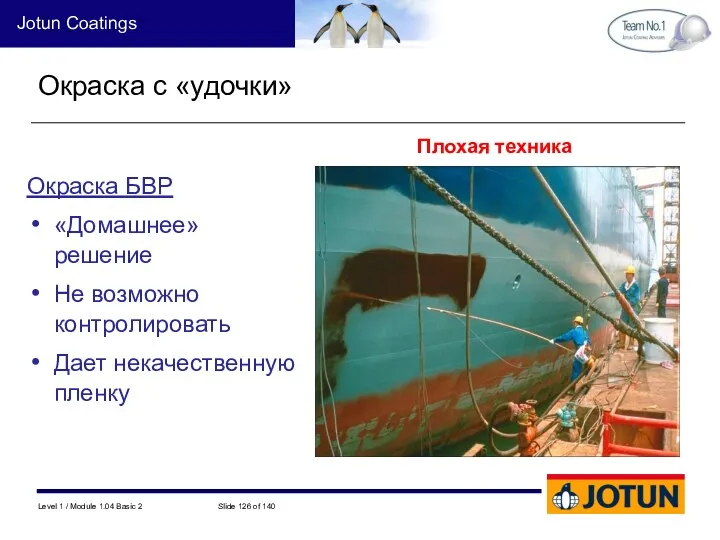
Окраска с «удочки»
Окраска БВР
«Домашнее» решение
Не возможно контролировать
Дает некачественную пленку
Sprøyting
Hjemmelaget utstyr
9
Окраска с «удочки»
Окраска БВР
«Домашнее» решение
Не возможно контролировать
Дает некачественную пленку
Sprøyting
Hjemmelaget utstyr
9
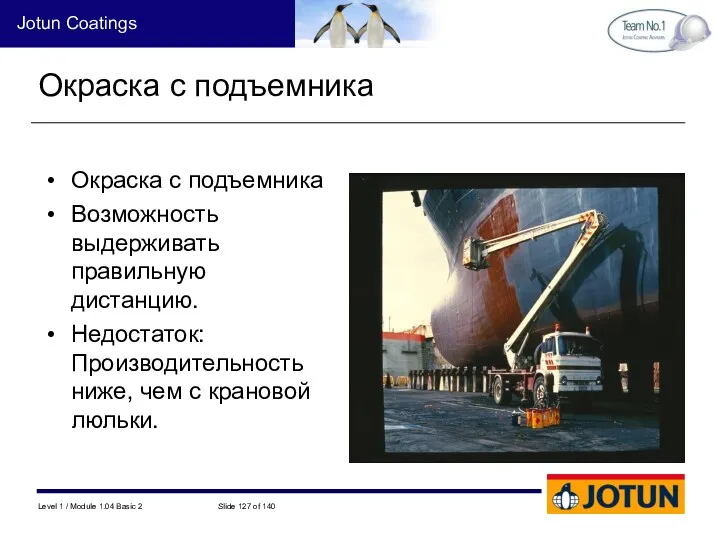
Окраска с подъемника
Окраска с подъемника
Возможность выдерживать правильную дистанцию.
Недостаток: Производительность ниже,
Окраска с подъемника
Окраска с подъемника
Возможность выдерживать правильную дистанцию.
Недостаток: Производительность ниже,
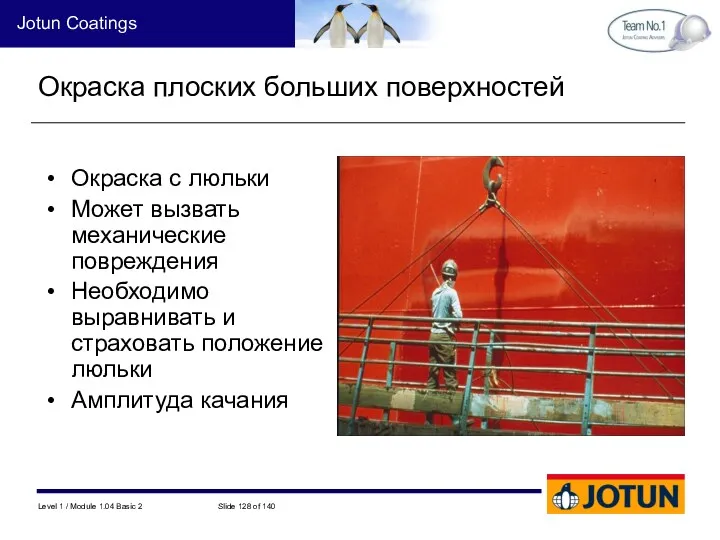
Окраска плоских больших поверхностей
Окраска с люльки
Может вызвать механические повреждения
Необходимо выравнивать и
Окраска плоских больших поверхностей
Окраска с люльки
Может вызвать механические повреждения
Необходимо выравнивать и
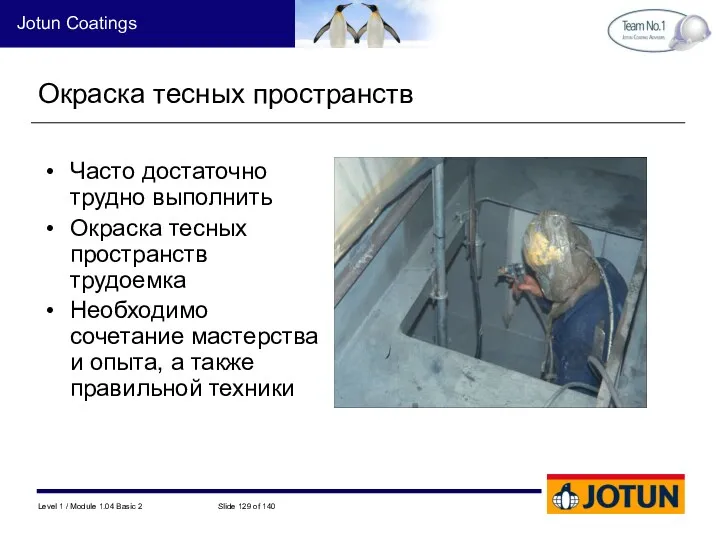
Окраска тесных пространств
Часто достаточно трудно выполнить
Окраска тесных пространств трудоемка
Необходимо сочетание мастерства
Окраска тесных пространств
Часто достаточно трудно выполнить
Окраска тесных пространств трудоемка
Необходимо сочетание мастерства

Хороший доступ к поверхности- важное условие качества окраски!
Хороший доступ к поверхности- важное условие качества окраски!
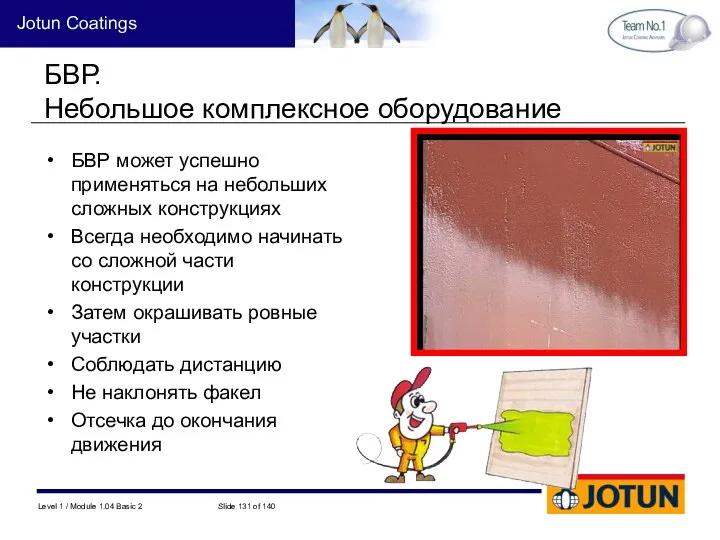
БВР.
Небольшое комплексное оборудование
БВР может успешно применяться на небольших сложных конструкциях
БВР.
Небольшое комплексное оборудование
БВР может успешно применяться на небольших сложных конструкциях
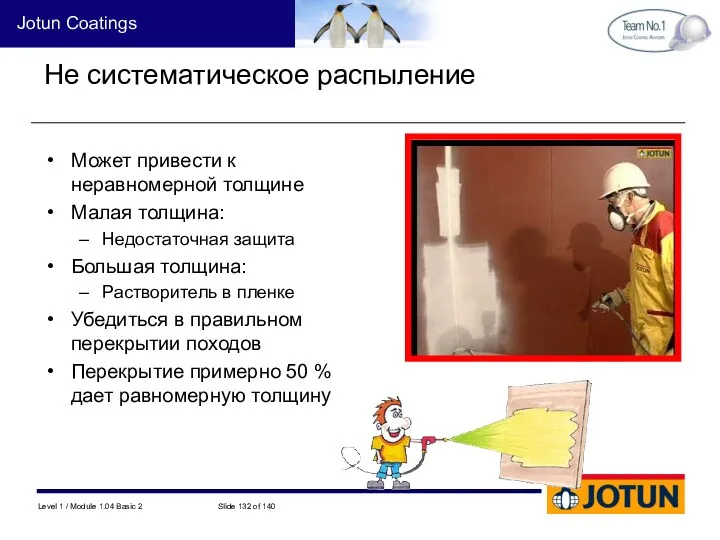
Не систематическое распыление
Может привести к неравномерной толщине
Малая толщина:
Недостаточная защита
Большая толщина:
Растворитель в
Не систематическое распыление
Может привести к неравномерной толщине
Малая толщина:
Недостаточная защита
Большая толщина:
Растворитель в
БВР, расстояние до поверхности
Соблюдайте дистанцию
Правильная дистанция дает равномерную пленку
Увеличение дистанции
БВР, расстояние до поверхности
Соблюдайте дистанцию
Правильная дистанция дает равномерную пленку
Увеличение дистанции
Грубой поверхности
Большому количеству аэрозоли
Игольчатым порам в краске
Воздушным пузырькам в краске
Пузырькам растворителя
Большому количеству аэрозоли
Игольчатым порам в краске
Воздушным пузырькам в краске
Пузырькам растворителя
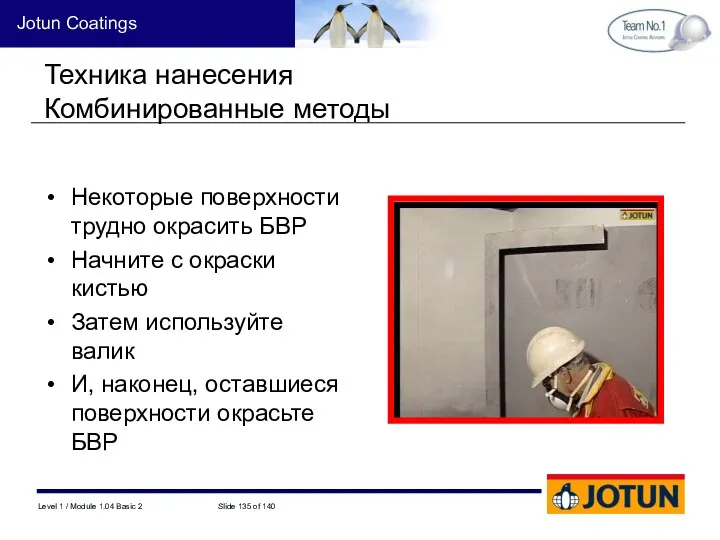
Техника нанесения
Комбинированные методы
Некоторые поверхности трудно окрасить БВР
Начните с окраски кистью
Затем
Техника нанесения
Комбинированные методы
Некоторые поверхности трудно окрасить БВР
Начните с окраски кистью
Затем

Вентиляция.
Правильное расположение
Пары
растворителя
тяжелее воздуха
Вытяжные рукава должны размещаться на дне объема
Вентиляция.
Правильное расположение
Пары
растворителя
тяжелее воздуха
Вытяжные рукава должны размещаться на дне объема
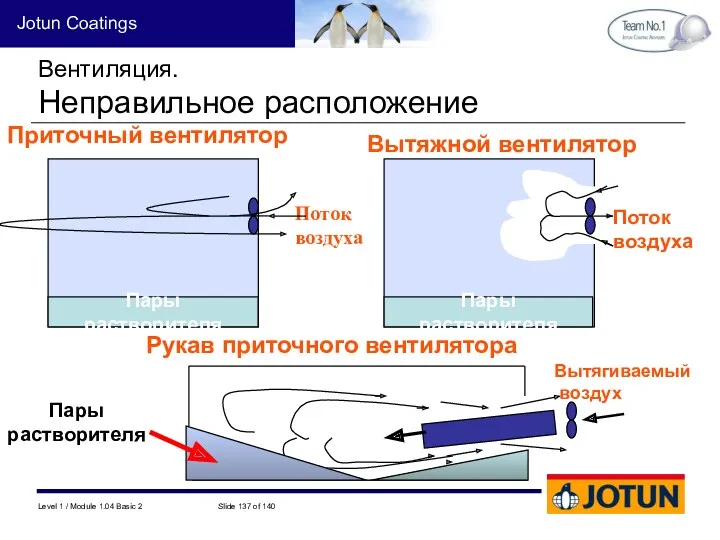
Вентиляция.
Неправильное расположение
Пары растворителя
Пары растворителя
Приточный вентилятор
Вытяжной вентилятор
Поток
воздуха
Поток
воздуха
Вытягиваемый
воздух
Пары
Вентиляция.
Неправильное расположение
Пары растворителя
Пары растворителя
Приточный вентилятор
Вытяжной вентилятор
Поток
воздуха
Поток
воздуха
Вытягиваемый
воздух
Пары
Риск безопасности: Пары растворителя
Риск безопасности: Пары растворителя
Температура и влажность воздуха при сушке покрытия.
Подача горячего воздуха сразу после
Температура и влажность воздуха при сушке покрытия.
Подача горячего воздуха сразу после
 Самоиндукция. Индуктивность
Самоиндукция. Индуктивность Частотно – регулируемый асинхронный электропривод
Частотно – регулируемый асинхронный электропривод Правотворчество и формирование закона
Правотворчество и формирование закона Деревянные балки в покрытиях и перекрытиях
Деревянные балки в покрытиях и перекрытиях Сердечнолегочная реанимация у детей
Сердечнолегочная реанимация у детей Конкурентные преимущества Raw Life Protein
Конкурентные преимущества Raw Life Protein Роль родного языка и речи в развитии ребенка
Роль родного языка и речи в развитии ребенка НУЗ Дорожная клиническая больница ОАО РЖД. Преимущества на рынке медицинских услуг
НУЗ Дорожная клиническая больница ОАО РЖД. Преимущества на рынке медицинских услуг Организация контроля на уроках информатики
Организация контроля на уроках информатики Approaches. Discussion
Approaches. Discussion Таблица умножения и деления на 2
Таблица умножения и деления на 2 Импульс тела. Закон сохранения импульса. Реактивное движение
Импульс тела. Закон сохранения импульса. Реактивное движение Право на образование
Право на образование Старая Уфа
Старая Уфа Доказательная медицина. Формулярная система. Фармакоэпидемиология
Доказательная медицина. Формулярная система. Фармакоэпидемиология Казань - спортивная столица
Казань - спортивная столица Социальное партнёрство с родителями, как условие развития творческих способностей обучающихся
Социальное партнёрство с родителями, как условие развития творческих способностей обучающихся  Разработка GIF-анимации через Photoshop
Разработка GIF-анимации через Photoshop Основні симптоми та синдроми при цукровому діабеті
Основні симптоми та синдроми при цукровому діабеті Неопределенные местоимения
Неопределенные местоимения Системы двух линейных уравнений с двумя переменными, как математические модели реальных ситуаций. 7 класс
Системы двух линейных уравнений с двумя переменными, как математические модели реальных ситуаций. 7 класс Колядки
Колядки Грыжи. Классификация грыж
Грыжи. Классификация грыж Методы исследования механической активности сердца
Методы исследования механической активности сердца Производство облицовочных работ
Производство облицовочных работ Ресторан BigMama
Ресторан BigMama Психические и поведенческие расстройства в результате употребления летучих растворителей (ингалянтов)
Психические и поведенческие расстройства в результате употребления летучих растворителей (ингалянтов) Презентация проекта Волшебная пуговица.
Презентация проекта Волшебная пуговица.