- Литье под давлением реактопластов

Содержание
- 2. Оборудование: плунжерные и червячные литьевые машины Режимы - инжекционный и интрузионный ТРЕБОВАНИЯ К СЫРЬЮ: Размер гранул:
- 3. Три группы материалов по технологическим свойствам: Материалы I группы - переработка на плунжерных литьевых машинах; Материалы
- 4. ПРОФИЛЬ ТЕМПЕРАТУР ПО ЗОНАМ ЦИЛИНДРА И В ФОРМЕ
- 5. ФОРМОВАНИЕ Завершение времени вязкопластичного состояния интенсифицирует процессы химического взаимодействия, быстро нарастает вязкость материала и теряется текучесть,
- 6. Зависимость пластикационной производительности литьевой машины Qпл от частоты вращения шнека N; Рпл (МПа): 1- 3,5; 2
- 7. Дозирование материала : Доза материала должна соответствовать объему впрыска, для исключения отверждения материала в цилиндре .
- 8. I - ход кривой при недостаточном усилии смыкания на стадии выдержки на отверждение; II - при
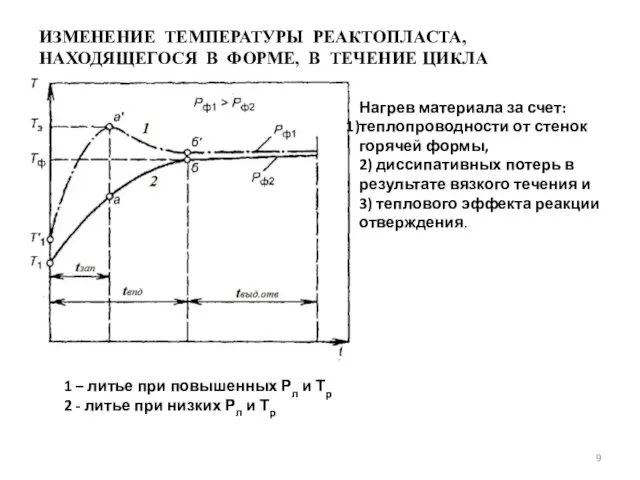
- 9. ИЗМЕНЕНИЕ ТЕМПЕРАТУРЫ РЕАКТОПЛАСТА, НАХОДЯЩЕГОСЯ В ФОРМЕ, В ТЕЧЕНИЕ ЦИКЛА Нагрев материала за счет: теплопроводности от стенок
- 10. Выдержка под давлением После tзап формы расплавом tвпд . Материал нагнетается в форму и Рф .
- 11. РАСЧЕТ ПРОЦЕССА ЛИТЬЯ ПОД ДАВЛЕНИЕМ РЕАКТОПЛАСТОВ Температура материала на выходе из шнека Т: где Тц- температура
- 12. Длительность выдержки под давлением (tвпд): где tотв. пл – по пластометру Канавца, с; tпл - время
- 13. Если Тм где К1 и К2 - учет формы изделия; δ- толщина стенки формуемого изделия, м;
- 15. Скачать презентацию
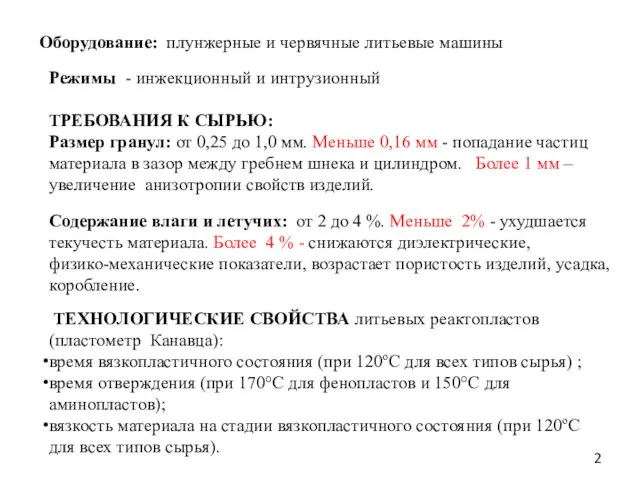
Оборудование: плунжерные и червячные литьевые машины
Режимы - инжекционный и интрузионный
ТРЕБОВАНИЯ К
Оборудование: плунжерные и червячные литьевые машины
Режимы - инжекционный и интрузионный
ТРЕБОВАНИЯ К
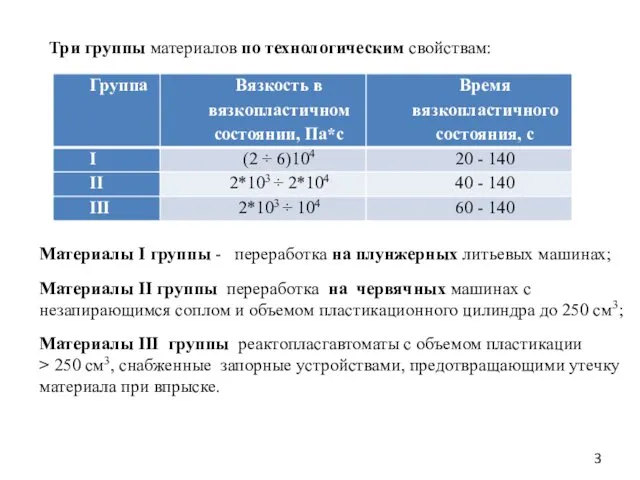
Три группы материалов по технологическим свойствам:
Материалы I группы - переработка на
Три группы материалов по технологическим свойствам:
Материалы I группы - переработка на
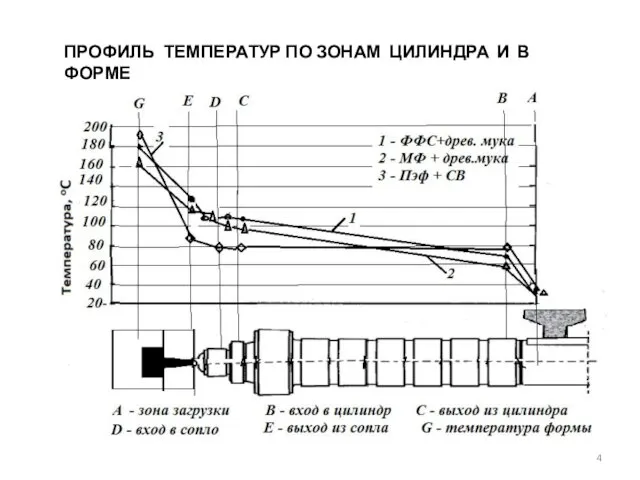
ПРОФИЛЬ ТЕМПЕРАТУР ПО ЗОНАМ ЦИЛИНДРА И В ФОРМЕ
ПРОФИЛЬ ТЕМПЕРАТУР ПО ЗОНАМ ЦИЛИНДРА И В ФОРМЕ
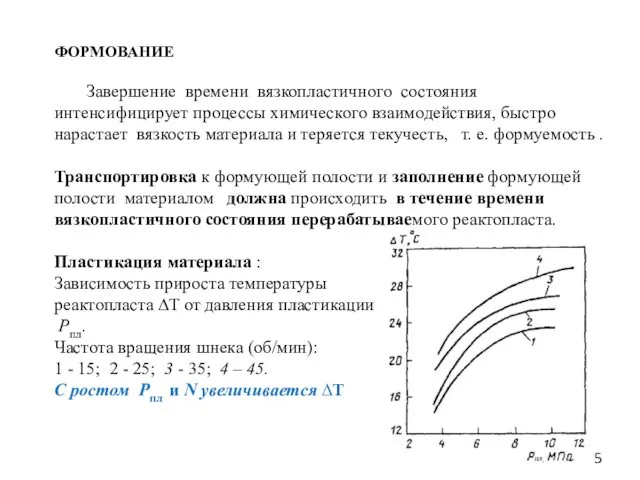
ФОРМОВАНИЕ
Завершение времени вязкопластичного состояния интенсифицирует процессы химического взаимодействия, быстро нарастает
ФОРМОВАНИЕ
Завершение времени вязкопластичного состояния интенсифицирует процессы химического взаимодействия, быстро нарастает
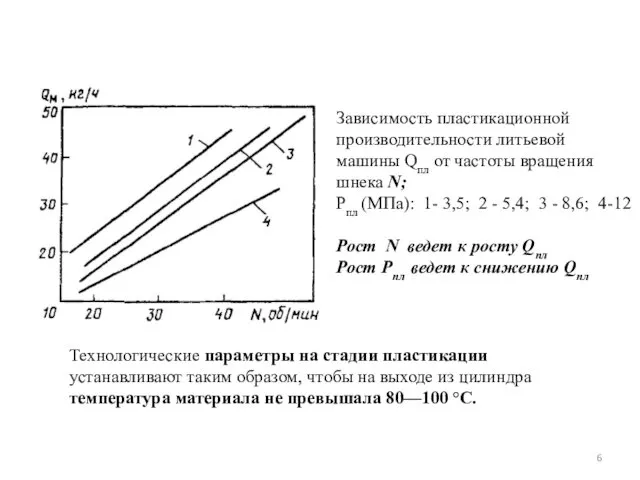
Зависимость пластикационной производительности литьевой
машины Qпл от частоты вращения шнека N;
Зависимость пластикационной производительности литьевой
машины Qпл от частоты вращения шнека N;
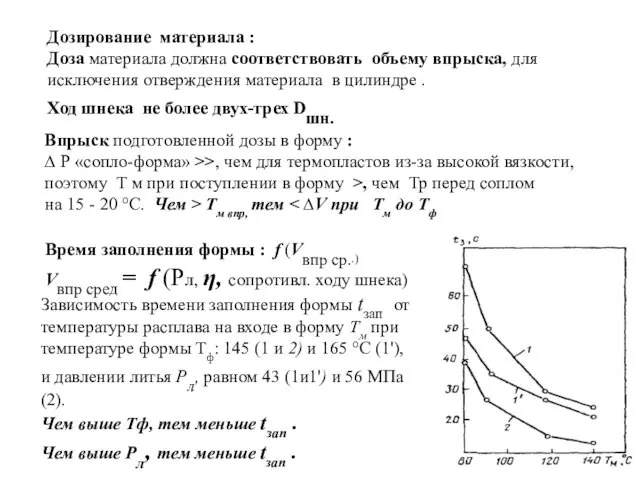
Дозирование материала :
Доза материала должна соответствовать объему впрыска, для исключения
Дозирование материала :
Доза материала должна соответствовать объему впрыска, для исключения
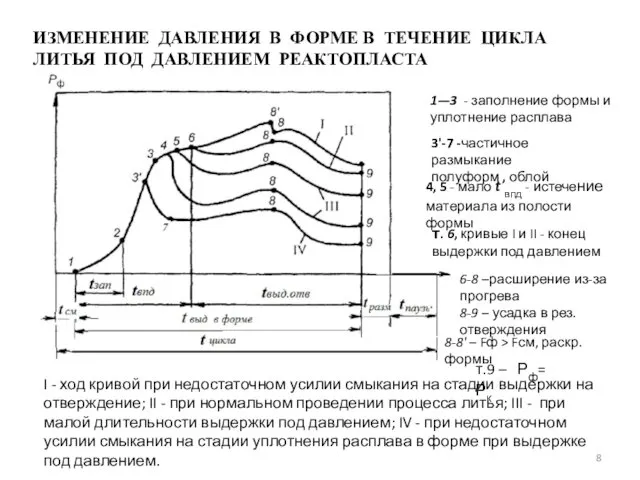
I - ход кривой при недостаточном усилии смыкания на стадии выдержки
I - ход кривой при недостаточном усилии смыкания на стадии выдержки
ИЗМЕНЕНИЕ ТЕМПЕРАТУРЫ РЕАКТОПЛАСТА, НАХОДЯЩЕГОСЯ В ФОРМЕ, В ТЕЧЕНИЕ ЦИКЛА
Нагрев материала за
ИЗМЕНЕНИЕ ТЕМПЕРАТУРЫ РЕАКТОПЛАСТА, НАХОДЯЩЕГОСЯ В ФОРМЕ, В ТЕЧЕНИЕ ЦИКЛА
Нагрев материала за
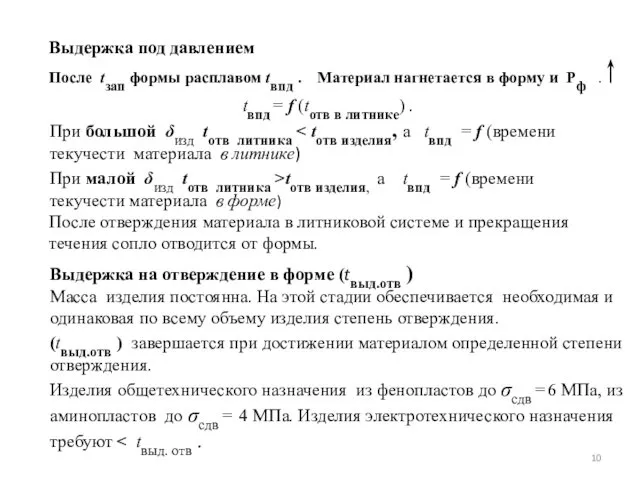
Выдержка под давлением
После tзап формы расплавом tвпд .
Материал нагнетается в форму
Выдержка под давлением
После tзап формы расплавом tвпд .
Материал нагнетается в форму
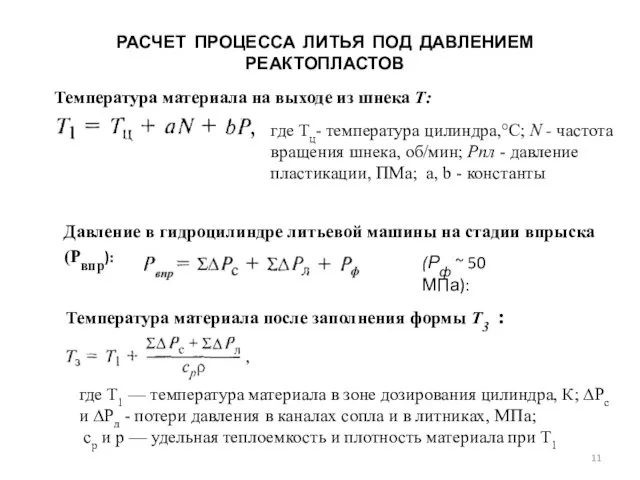
РАСЧЕТ ПРОЦЕССА ЛИТЬЯ ПОД ДАВЛЕНИЕМ РЕАКТОПЛАСТОВ
Температура материала на выходе из шнека
РАСЧЕТ ПРОЦЕССА ЛИТЬЯ ПОД ДАВЛЕНИЕМ РЕАКТОПЛАСТОВ
Температура материала на выходе из шнека
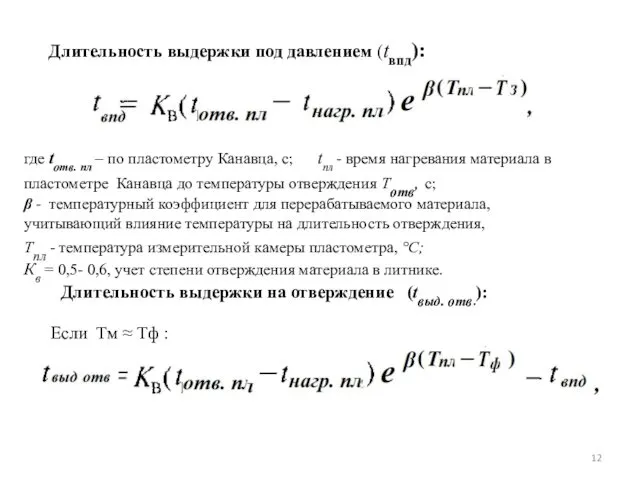
Длительность выдержки под давлением (tвпд):
где tотв. пл – по пластометру
Длительность выдержки под давлением (tвпд):
где tотв. пл – по пластометру
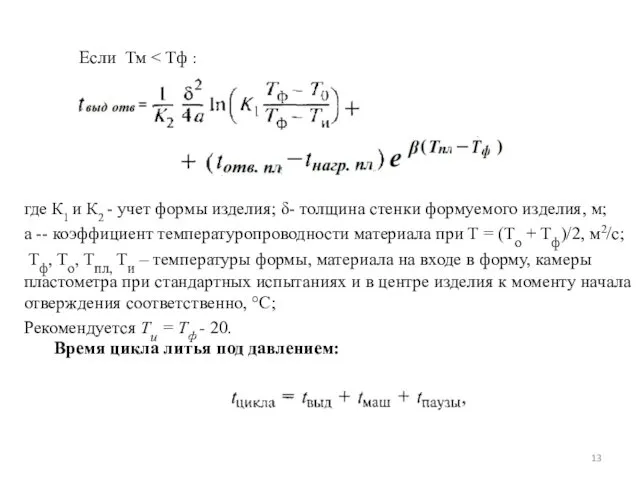
Если Тм < Тф :
где К1 и К2 - учет формы
Если Тм < Тф :
где К1 и К2 - учет формы
 Изучаем геометрические фигуры
Изучаем геометрические фигуры Требования к развивающей предметно-пространственной среде (в соответствии с ФГОС) презентация
Требования к развивающей предметно-пространственной среде (в соответствии с ФГОС) презентация 11 клас, коли хоче спати
11 клас, коли хоче спати Сравнение положительных и отрицательных чисел
Сравнение положительных и отрицательных чисел Китай: от Юань к Мин
Китай: от Юань к Мин Логические и нелогические экономические методы
Логические и нелогические экономические методы Наш класс - просто КЛАСС! 4-а класс ( 2009-2010год)
Наш класс - просто КЛАСС! 4-а класс ( 2009-2010год) Разработка проекта печатной платы
Разработка проекта печатной платы Решение задач на нахождение площади геометрических фигур на сетке. ОГЭ . Задание № 19
Решение задач на нахождение площади геометрических фигур на сетке. ОГЭ . Задание № 19 Электронная презентация Типы уроков
Электронная презентация Типы уроков Условия работы и проблемы горной промышленности Украины
Условия работы и проблемы горной промышленности Украины урок по теме Механические передачи Конспект занятия
урок по теме Механические передачи Конспект занятия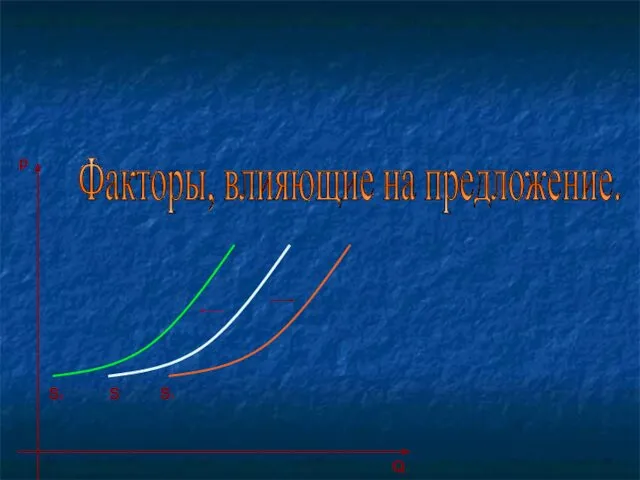 Сущность предложения. Закон предложения. Факторы, влияющие на предложение
Сущность предложения. Закон предложения. Факторы, влияющие на предложение Презентация Конституция РФ
Презентация Конституция РФ kurilskie_ostrova
kurilskie_ostrova М.М. Зощенко Беда
М.М. Зощенко Беда Теплоизоляционные материалы
Теплоизоляционные материалы Повторение по теме Текст. 2 класс
Повторение по теме Текст. 2 класс Ресторан BigMama
Ресторан BigMama Культура первой половины XX века
Культура первой половины XX века Автоматизированная система диспетчерского контроля (АСДК). Лабораторная работа №2
Автоматизированная система диспетчерского контроля (АСДК). Лабораторная работа №2 Игры с кругами Луллия
Игры с кругами Луллия Лабораторная диагностика нарушений гемостаза
Лабораторная диагностика нарушений гемостаза Строение растительной клетки
Строение растительной клетки Работа с родителями: наглядно-информационные методы
Работа с родителями: наглядно-информационные методы музыкотерапия
музыкотерапия Кино как вид искусства
Кино как вид искусства Роль театральной деятельности
Роль театральной деятельности