- Литье в песчаные формы. Тема 3

Содержание
- 2. 3.1 ОСНОВНЫЕ ПАРАМЕТРЫ. ЭТАПЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИИ Технологическая универсальность литья в песчаные формы обуславливает его экономическую целесообразность
- 3. Формовка – процесс изготовления литейных форм из формовочных материалов. Операции формовки: - уплотнение смеси; - устройство
- 4. Ручная формовка. Существует несколько основных способов ручной формовки: формовка в почве; формовка в опоках (рисунок 3.1).
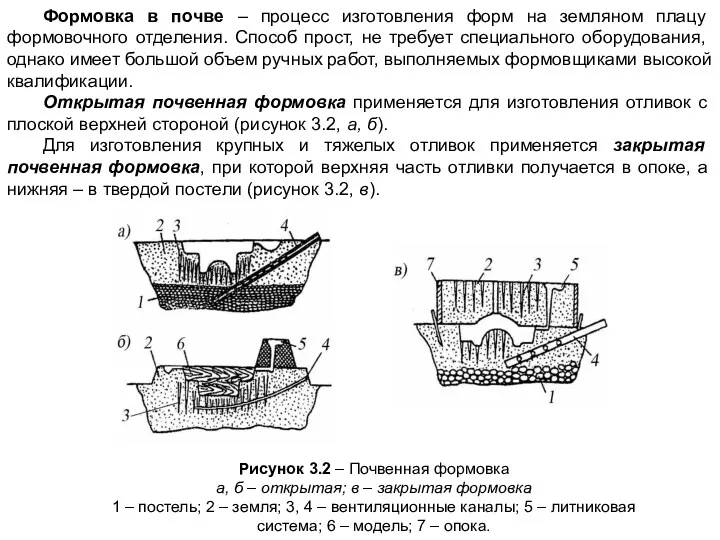
- 5. Формовка в почве – процесс изготовления форм на земляном плацу формовочного отделения. Способ прост, не требует
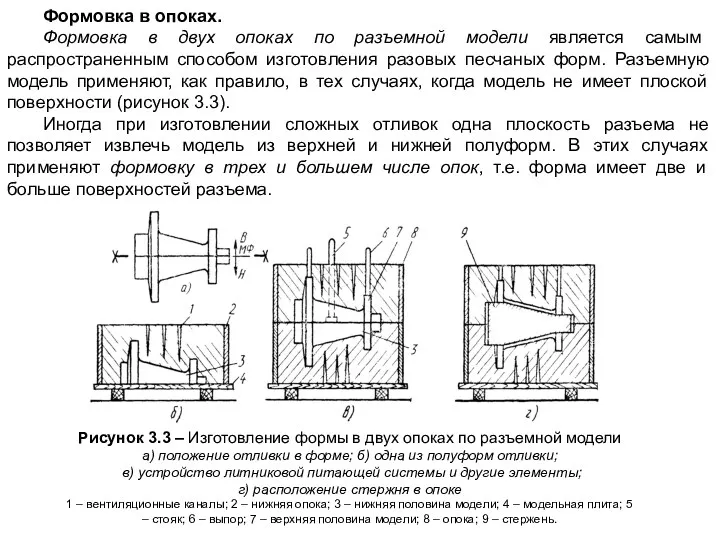
- 6. Формовка в опоках. Формовка в двух опоках по разъемной модели является самым распространенным способом изготовления разовых
- 7. Изготовление форм из жидких самотвердеющих смесей (ЖСС). Рассмотренные процессы изготовления форм связаны с низкой производительностью и
- 8. Рисунок 3.4 – Схема формовочной машины 1 – плунжер; 2 – опока; 3 – стол; 4
- 9. Равномерное уплотнение смеси достигается повышением удельного давления прессования. На прессовых машинах применяют давление до 5…10 МПа
- 10. Формовка способом СЕЙАТСУ под высоким давлением разработана в ФРГ. Это двухпозиционная карусель для изготовления разовых полуформ
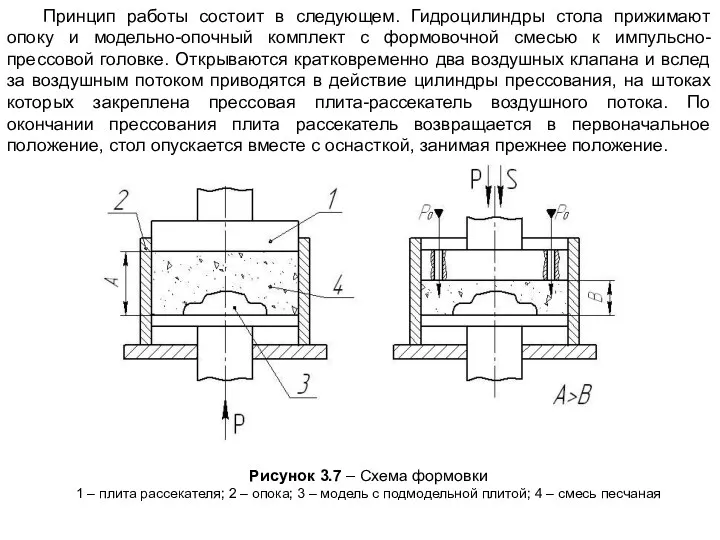
- 11. Принцип работы состоит в следующем. Гидроцилиндры стола прижимают опоку и модельно-опочный комплект с формовочной смесью к
- 12. Преимущества способа СЕЙАТСУ в сравнении с прессованием: - обеспечивает высокую плотность формы у модельной плиты и
- 13. Выбивка, обрубка и очистка отливок. На поточных и автоматических линиях отливки выдавливают из опоки с комом
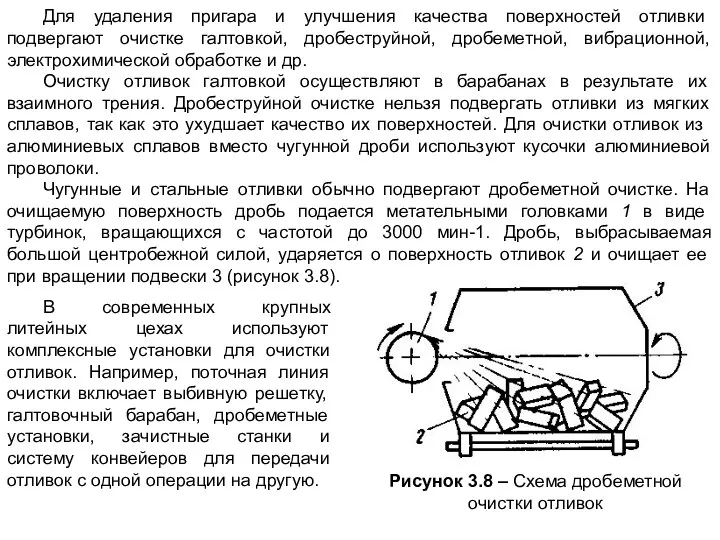
- 14. Для удаления пригара и улучшения качества поверхностей отливки подвергают очистке галтовкой, дробеструйной, дробеметной, вибрационной, электрохимической обработке
- 15. Виды термообработки (отжиг, нормализация, закалка, отпуск) определяется природой сплава, конфигурацией отливки и техническими условиями. Для чугунных
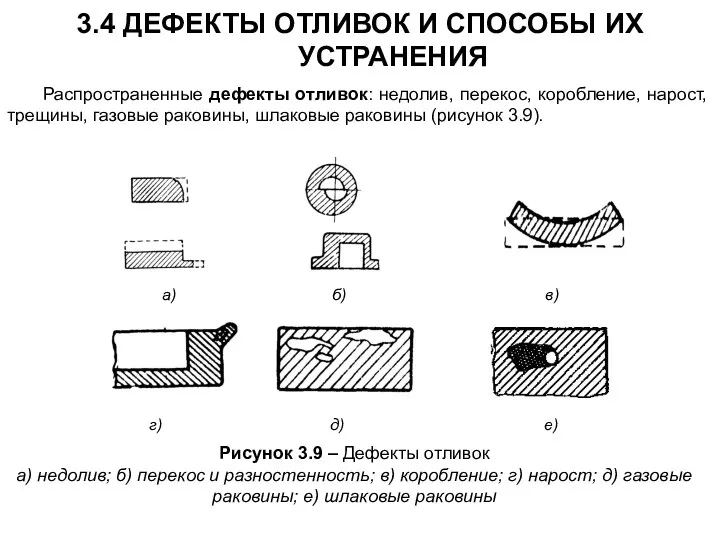
- 16. Распространенные дефекты отливок: недолив, перекос, коробление, нарост, трещины, газовые раковины, шлаковые раковины (рисунок 3.9). 3.4 ДЕФЕКТЫ
- 17. Исправляют дефекты в отливках пропиткой, зачисткой, заваркой, металлизацией и т.д. Пропитка является основным способом исправления пористых
- 19. Скачать презентацию
3.1 ОСНОВНЫЕ ПАРАМЕТРЫ.
ЭТАПЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИИ
Технологическая универсальность литья в песчаные формы
3.1 ОСНОВНЫЕ ПАРАМЕТРЫ.
ЭТАПЫ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИИ
Технологическая универсальность литья в песчаные формы
Формовка – процесс изготовления литейных форм из формовочных материалов.
Операции формовки:
-
Формовка – процесс изготовления литейных форм из формовочных материалов.
Операции формовки:
-
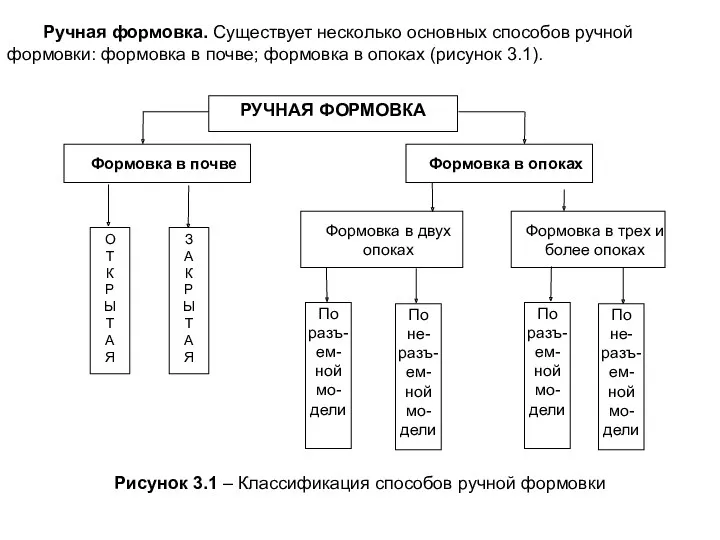
Ручная формовка. Существует несколько основных способов ручной формовки: формовка в почве;
Ручная формовка. Существует несколько основных способов ручной формовки: формовка в почве;
Формовка в почве – процесс изготовления форм на земляном плацу формовочного
Формовка в почве – процесс изготовления форм на земляном плацу формовочного
Формовка в опоках.
Формовка в двух опоках по разъемной модели является
Формовка в опоках.
Формовка в двух опоках по разъемной модели является
Изготовление форм из жидких самотвердеющих смесей (ЖСС). Рассмотренные процессы изготовления форм
Изготовление форм из жидких самотвердеющих смесей (ЖСС). Рассмотренные процессы изготовления форм
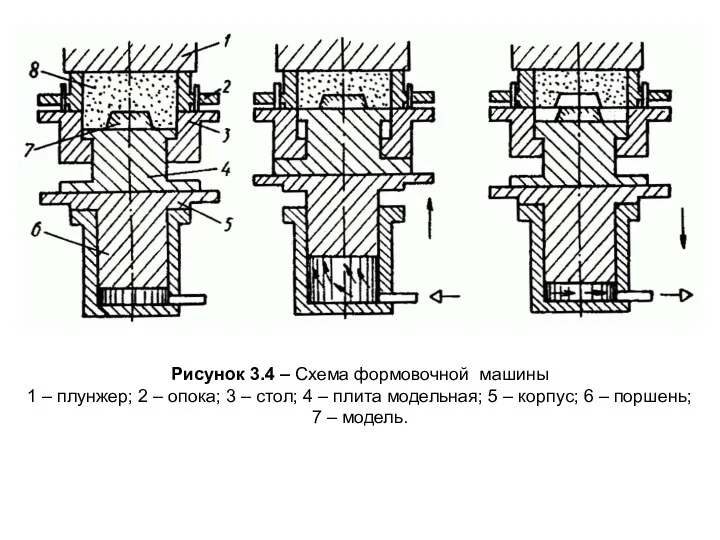
Рисунок 3.4 – Схема формовочной машины
1 – плунжер; 2 – опока;
Рисунок 3.4 – Схема формовочной машины
1 – плунжер; 2 – опока;
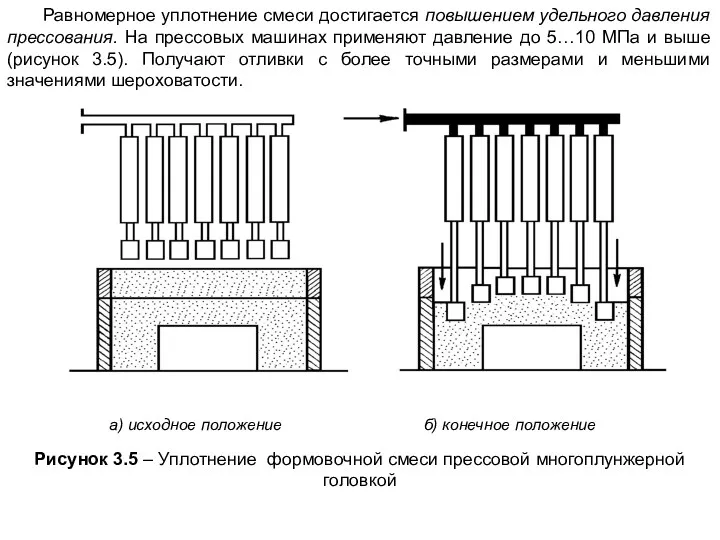
Равномерное уплотнение смеси достигается повышением удельного давления прессования. На прессовых машинах
Равномерное уплотнение смеси достигается повышением удельного давления прессования. На прессовых машинах

Формовка способом СЕЙАТСУ под высоким давлением разработана в ФРГ. Это двухпозиционная
Формовка способом СЕЙАТСУ под высоким давлением разработана в ФРГ. Это двухпозиционная
Принцип работы состоит в следующем. Гидроцилиндры стола прижимают опоку и модельно-опочный
Принцип работы состоит в следующем. Гидроцилиндры стола прижимают опоку и модельно-опочный

Преимущества способа СЕЙАТСУ в сравнении с прессованием:
- обеспечивает высокую плотность формы
Преимущества способа СЕЙАТСУ в сравнении с прессованием:
- обеспечивает высокую плотность формы
Выбивка, обрубка и очистка отливок.
На поточных и автоматических линиях отливки выдавливают
Выбивка, обрубка и очистка отливок.
На поточных и автоматических линиях отливки выдавливают
Для удаления пригара и улучшения качества поверхностей отливки подвергают очистке галтовкой,
Для удаления пригара и улучшения качества поверхностей отливки подвергают очистке галтовкой,
Виды термообработки (отжиг, нормализация, закалка, отпуск) определяется природой сплава, конфигурацией отливки
Виды термообработки (отжиг, нормализация, закалка, отпуск) определяется природой сплава, конфигурацией отливки
Распространенные дефекты отливок: недолив, перекос, коробление, нарост, трещины, газовые раковины, шлаковые
Распространенные дефекты отливок: недолив, перекос, коробление, нарост, трещины, газовые раковины, шлаковые
Исправляют дефекты в отливках
пропиткой,
зачисткой,
заваркой,
Исправляют дефекты в отливках
пропиткой,
зачисткой,
заваркой,
 Диагностика и лечение лёгочного сердца
Диагностика и лечение лёгочного сердца Низшие олефины. Методы производства. Направления использования
Низшие олефины. Методы производства. Направления использования Меры безопасности при работе с инфицированным материалом
Меры безопасности при работе с инфицированным материалом Храм (часть 2)
Храм (часть 2) Общие сведения о пожарных извещателях
Общие сведения о пожарных извещателях Понятие государства. Типы и формы государства
Понятие государства. Типы и формы государства Строение семян растений
Строение семян растений Программа мониторинга уровня сформированности УУД в начальной школе
Программа мониторинга уровня сформированности УУД в начальной школе San Diego
San Diego Высокая классика
Высокая классика 1 класс _Красота музыки_
1 класс _Красота музыки_ Применение вакуума в целлюлозно-бумажной промышленности
Применение вакуума в целлюлозно-бумажной промышленности презинтации по теме Углеводороды
презинтации по теме Углеводороды одод танцы народов мира
одод танцы народов мира Критическое мышление, как способ получения знания
Критическое мышление, как способ получения знания Презентация к проетно-исследовательской работе Что мы знаем о храмах города Каширы и Каширского района?
Презентация к проетно-исследовательской работе Что мы знаем о храмах города Каширы и Каширского района? Святой пророк Илия
Святой пророк Илия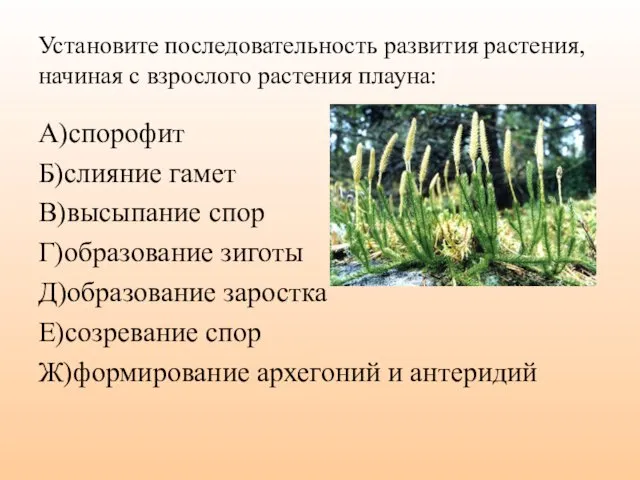 Отдел покрытосеменные
Отдел покрытосеменные Музыкальная драматургия. Развитие музыки
Музыкальная драматургия. Развитие музыки Свойства параллельных плоскостей
Свойства параллельных плоскостей Донецкий край в период военно-земледельческой колонизации (XVI - XVIII в.)
Донецкий край в период военно-земледельческой колонизации (XVI - XVIII в.) Презентация реализации педагогического проекта по теме Формирование ОКК обучающихся в рамках развивающей обучающей среды Обучение хореографии Диск
Презентация реализации педагогического проекта по теме Формирование ОКК обучающихся в рамках развивающей обучающей среды Обучение хореографии Диск Кто хочет стать отличником. 1 отборочный тур
Кто хочет стать отличником. 1 отборочный тур Реформы в 1900 – 1912 гг
Реформы в 1900 – 1912 гг Взаимодействие с породой уксусной, муравьиной и серной кислоты
Взаимодействие с породой уксусной, муравьиной и серной кислоты Конструктивная схема здания. Расчёт ЛК. Составление эскизов планов этажей
Конструктивная схема здания. Расчёт ЛК. Составление эскизов планов этажей Бюджетирование. Понятие бюджета предприятия
Бюджетирование. Понятие бюджета предприятия Храм Преображения Господня на Преображенской площади
Храм Преображения Господня на Преображенской площади