- Литейное производство. Материалы, оборудование, принципиальная схема литья

Содержание
- 2. Общая технология литья Литейное производство – это процесс получения заготовок или деталей (отливок) путем заливки расплавленного
- 3. Общая технология литья Рисунок 11.3- Художественное литье
- 4. Принципиальная схема литья а – литейная форма в сборе; б – отливка после выбивки; 1,2 –
- 5. Общая технология литья Технологический процесс литья состоит из следующих основных операций: изготовление модели и изготовление литейной
- 6. Общая технология литья Таким образом, для получения отливки необходимо наличие трех элементов технологического оснащения: литейный материал,
- 7. Литейные материалы К металлам и сплавам, используемым при изготовлении отливок, предъявляют следующие требования: состав их должен
- 8. Литейные материалы Жидкотекучесть – способность металлов и сплавов в жидком состоянии заполнять форму и воспроизводить в
- 9. Металлы для литья Черные металлы. Стали Различают пять классов сталей для промышленного литья: 1) малоуглеродистые (с
- 10. Металлы для литья Черные металлы. Стали Различные виды легированных сталей разработаны для достижения высокой прочности, пластичности,
- 11. Металлы для литья Ковкий чугун Существуют два основных класса ковкого чугуна: обычного качества и перлитный. Делают
- 12. Металлы для литья Литейный чугун К литейным чугунам относят широкий диапазон сплавов железа с углеродом и
- 13. Металлы для литья Чугун с шаровидным графитом Шаровидные включения графита придают чугуну пластичность и другие свойства,
- 14. Металлы для литья Цветные металлы. Медь, латунь и бронза Существует много различных сплавов на основе меди,
- 15. Металлы для литья Никель Медно-никелевые сплавы (типа монель-металла) обладают высокой коррозионной стойкостью. Для сплавов никеля с
- 16. Металлы для литья Алюминий Литые изделия из алюминиевых сплавов в последнее время применяются все шире благодаря
- 17. Металлы для литья Магний Магниевые сплавы применяются там, где на первом месте стоит требование легкости. Предел
- 18. Металлы для литья Титан Титан - прочный и легкий материал - плавится в вакууме и отливается
- 19. Металлы для литья Редкие и драгоценные металлы Отливки из золота, серебра, платины и редких металлов применяются
- 21. Скачать презентацию
Общая технология литья
Литейное производство – это процесс получения заготовок или деталей
Общая технология литья
Литейное производство – это процесс получения заготовок или деталей

Общая технология литья
Рисунок 11.3-
Художественное
литье
Общая технология литья
Рисунок 11.3-
Художественное
литье

Принципиальная схема литья
а – литейная форма в сборе; б – отливка
Принципиальная схема литья
а – литейная форма в сборе; б – отливка
Общая технология литья
Технологический процесс литья состоит из следующих основных операций:
изготовление модели
Общая технология литья
Технологический процесс литья состоит из следующих основных операций:
изготовление модели
Общая технология литья
Таким образом, для получения отливки необходимо наличие трех элементов
Общая технология литья
Таким образом, для получения отливки необходимо наличие трех элементов
Литейные материалы
К металлам и сплавам, используемым при изготовлении отливок, предъявляют следующие
Литейные материалы
К металлам и сплавам, используемым при изготовлении отливок, предъявляют следующие
Литейные материалы
Жидкотекучесть – способность металлов и сплавов в жидком состоянии заполнять
Литейные материалы
Жидкотекучесть – способность металлов и сплавов в жидком состоянии заполнять
Металлы для литья
Черные металлы. Стали
Различают пять классов сталей для промышленного
Металлы для литья
Черные металлы. Стали
Различают пять классов сталей для промышленного
Металлы для литья
Черные металлы. Стали
Различные виды легированных сталей разработаны для достижения
Металлы для литья
Черные металлы. Стали
Различные виды легированных сталей разработаны для достижения
Металлы для литья
Ковкий чугун
Существуют два основных класса ковкого чугуна:
обычного качества
Металлы для литья
Ковкий чугун
Существуют два основных класса ковкого чугуна:
обычного качества
Металлы для литья
Литейный чугун
К литейным чугунам относят широкий диапазон сплавов железа
Металлы для литья
Литейный чугун
К литейным чугунам относят широкий диапазон сплавов железа
Металлы для литья
Чугун с шаровидным графитом
Шаровидные включения графита придают чугуну пластичность
Металлы для литья
Чугун с шаровидным графитом
Шаровидные включения графита придают чугуну пластичность
Металлы для литья
Цветные металлы. Медь, латунь и бронза
Существует много различных сплавов
Металлы для литья
Цветные металлы. Медь, латунь и бронза
Существует много различных сплавов
Металлы для литья
Никель
Медно-никелевые сплавы (типа монель-металла) обладают высокой коррозионной стойкостью.
Для
Металлы для литья
Никель
Медно-никелевые сплавы (типа монель-металла) обладают высокой коррозионной стойкостью.
Для
Металлы для литья
Алюминий
Литые изделия из алюминиевых сплавов в последнее время применяются
Металлы для литья
Алюминий
Литые изделия из алюминиевых сплавов в последнее время применяются
Металлы для литья
Магний
Магниевые сплавы применяются там, где на первом месте стоит
Металлы для литья
Магний
Магниевые сплавы применяются там, где на первом месте стоит
Металлы для литья
Титан
Титан - прочный и легкий материал - плавится в
Металлы для литья
Титан
Титан - прочный и легкий материал - плавится в
Металлы для литья
Редкие и драгоценные металлы
Отливки из золота, серебра, платины и
Металлы для литья
Редкие и драгоценные металлы
Отливки из золота, серебра, платины и
 Как вести себя рядом с энергообъектами
Как вести себя рядом с энергообъектами Жизненный и творческий путь Афанасия Афанасьевича Фета. (1820г.-1892г.)
Жизненный и творческий путь Афанасия Афанасьевича Фета. (1820г.-1892г.) Тези до законопроектів щодо запровадження накопичувальної системи пенсій
Тези до законопроектів щодо запровадження накопичувальної системи пенсій Универсальные семейные ценности
Универсальные семейные ценности Работа с учетными записями пользователей в Windows. 10 подробное руководство
Работа с учетными записями пользователей в Windows. 10 подробное руководство Светлая Пасха. История и традиции
Светлая Пасха. История и традиции Занятие 2 Тема 2 Управление ТС в штатных ситуациях
Занятие 2 Тема 2 Управление ТС в штатных ситуациях Страхование спортсменов
Страхование спортсменов Сказочный городок
Сказочный городок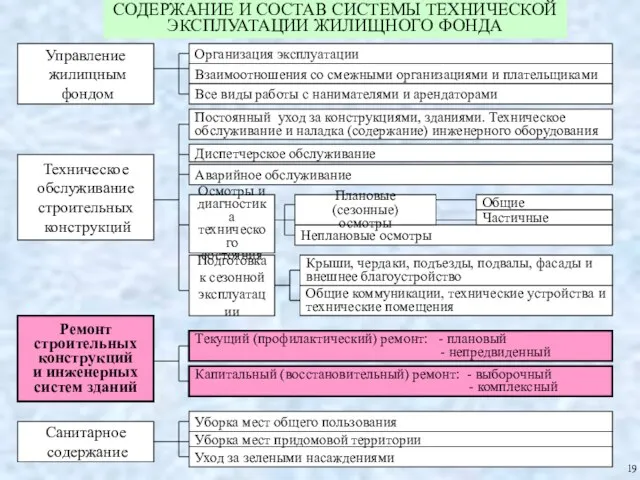 Основные положения по организации и производству ремонтно-строительных работ
Основные положения по организации и производству ремонтно-строительных работ Электронное строение атома. 11 класс.
Электронное строение атома. 11 класс. Этикет. История этикета
Этикет. История этикета Техническая эксплуатация сооружений и устройств путевого хозяйства
Техническая эксплуатация сооружений и устройств путевого хозяйства Сказочный город
Сказочный город Коммерческое предложение. Онлайн-касса Эвотор
Коммерческое предложение. Онлайн-касса Эвотор Неметаллы
Неметаллы Чрезвычайные ситуации химического характера
Чрезвычайные ситуации химического характера Распознавание пластмасс и волокон. Лабораторная работа
Распознавание пластмасс и волокон. Лабораторная работа История создания термометра
История создания термометра Автоматизация и ее применение
Автоматизация и ее применение Художники Марий Эл
Художники Марий Эл Презентация География в танце
Презентация География в танце История и методы изучения клетки. Клеточная теория
История и методы изучения клетки. Клеточная теория Даниил Гранин
Даниил Гранин презентация Фосфор, соединения фосфора
презентация Фосфор, соединения фосфора Социальная политика государства и управление социальным развитием организации (Россия и Сингапур)
Социальная политика государства и управление социальным развитием организации (Россия и Сингапур) Игил - Исламское государство
Игил - Исламское государство Эрзянский народный зимний календарь
Эрзянский народный зимний календарь