- Литниковая система

Содержание
- 2. Литниковая система / «литниковое дерево» - это система каналов, через которые расплавленный металл поступает из тигля
- 3. Задачи литниковой системы: Транспортировка жидкого металла к отливке; Контроль скорости движения расплава; Создание условий для нормального
- 4. Л И Т Н И К О В О Е Д Е Р Е В О
- 5. Основные элементы литниковой системы / «литникового дерева» ОБЪЕКТ ЛИТЬЯ – ЭТО ВКЛАДКИ ; ОТДЕЛЬНЫЕ КОРОНКИ; КАРКАСЫ
- 6. КАРКАСЫ БЮГЕЛЬНЫХ ПРОТЕЗОВ
- 8. Основные элементы литниковой системы / «литникового дерева» ЛИТНИКОВАЯ ВОРОНКА – ЭТО ЭЛЕМЕНТ ЛИТНИКОВОЙ СИСТЕМЫ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ
- 9. А – воронка такой формы не способствует формированию ламинарного (плавного) потока расплава (увеличенная высота падения расплава
- 10. Воронка Литниковое дерево (литниковая система) Восковая репродукция каркаса бюгельного протеза
- 11. Основные элементы литниковой системы / «литникового дерева» ЛИТНИКОВЫЙ КАНАЛ – ЭТО ЭЛЕМЕНТ ЛИТНИКОВОЙ СИСТЕМЫ, СОЕДИНЯЮЩИЙ ВОРОНКУ
- 12. Основные элементы литниковой системы / «литникового дерева» КОЛЛЕКТОР – ЭТО ЛИТЕЙНЫЙ РЕЗЕРВУАР, ПРИМЕНЯЕМЫЙ ПРИ КОНСТРУИРОВАНИИ ЛИТНИКОВОЙ
- 13. Размеры коллектора также определяются и требованием нормального газового обмена с целью удаления остатков воздуха из литейной
- 14. А – восковая проволока; Б – если отливается протяжённый мостовидный протез или большое число индивидуальных объектов,
- 15. Основные элементы литниковой системы / «литникового дерева» ПИТАТЕЛИ– ЭТО КАНАЛЫ, СОЕДИНЯЮЩИЙ КОЛЛЕКТОР С ОБЪЕКТОМ ЛИТЬЯ. Однородность
- 16. Питатели всегда должны присоединяться к самой толстой части объекта литья, чтобы помочь в борьбе с усадкой.
- 17. Восковая репродукция Формовочная масса Формовка восковой репродукции каркаса с литниковой системой
- 19. Замена воска на металл Металл расплавленный Формовочная масса Воронка
- 20. Вид сверху (удалили верхнюю часть формовочной массы) Поперечный распил (вид сбоку) Извлечение металлического каркаса из формовочной
- 21. После замены восковой репродукции на металл с литниковым деревом обработка после обработки/ без литникового дерева
- 22. Общие принципы проектирования литниковой системы (1)
- 23. Общие принципы проектирования литниковой системы (2)
- 24. Общие принципы проектирования литниковой системы (3)
- 25. Общие принципы проектирования литниковой системы (4)
- 26. Общие принципы проектирования литниковой системы (5)
- 27. Общие принципы проектирования литниковой системы (6)
- 29. Скачать презентацию
Литниковая система / «литниковое дерево»
- это система каналов, через которые расплавленный
Литниковая система / «литниковое дерево»
- это система каналов, через которые расплавленный
Задачи литниковой системы:
Транспортировка жидкого металла к отливке;
Контроль скорости движения расплава;
Создание условий
Задачи литниковой системы:
Транспортировка жидкого металла к отливке;
Контроль скорости движения расплава;
Создание условий

Л
И
Т
Н
И
К
О
В
О
Е
Д
Е
Р
Е
В
О
Л
И
Т
Н
И
К
О
В
О
Е
Д
Е
Р
Е
В
О
Основные элементы
литниковой системы / «литникового дерева»
ОБЪЕКТ ЛИТЬЯ – ЭТО
Основные элементы
литниковой системы / «литникового дерева»
ОБЪЕКТ ЛИТЬЯ – ЭТО
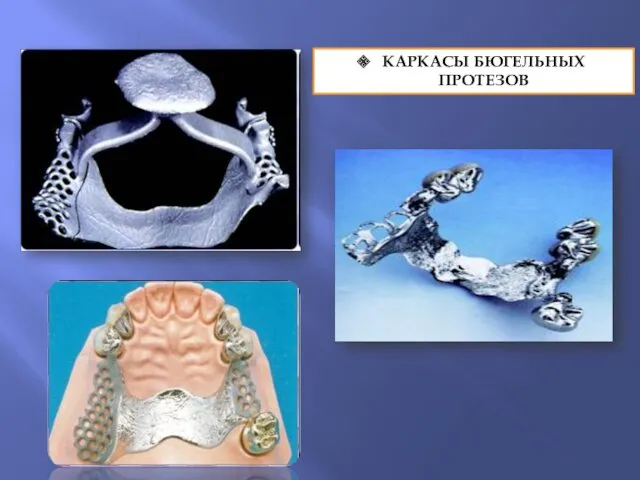
КАРКАСЫ БЮГЕЛЬНЫХ ПРОТЕЗОВ
КАРКАСЫ БЮГЕЛЬНЫХ ПРОТЕЗОВ

Основные элементы
литниковой системы / «литникового дерева»
ЛИТНИКОВАЯ ВОРОНКА – ЭТО
Основные элементы
литниковой системы / «литникового дерева»
ЛИТНИКОВАЯ ВОРОНКА – ЭТО
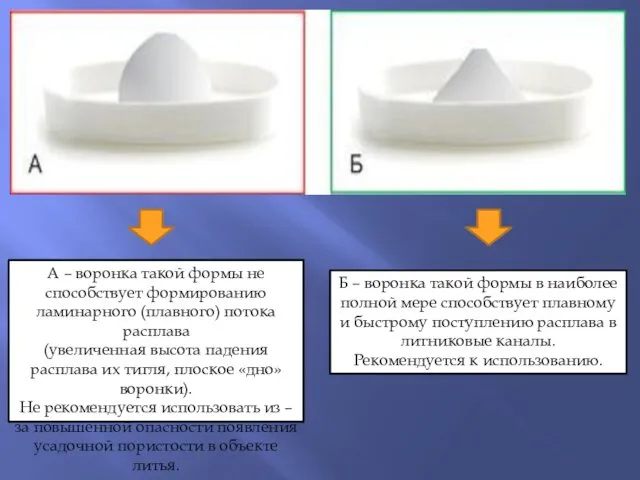
А – воронка такой формы не способствует формированию ламинарного (плавного) потока
А – воронка такой формы не способствует формированию ламинарного (плавного) потока
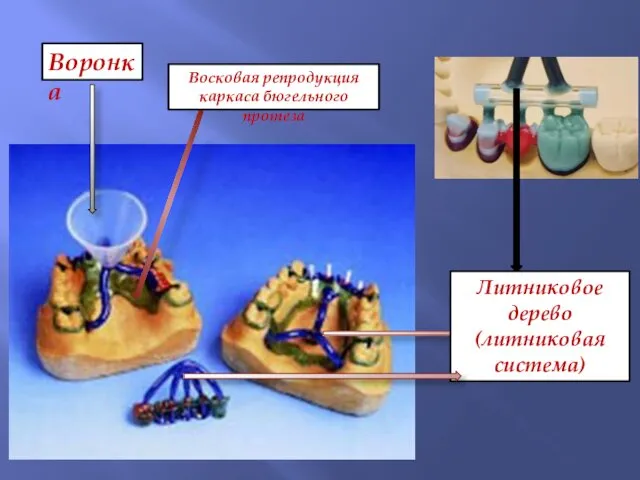
Воронка
Литниковое дерево
(литниковая система)
Восковая репродукция
каркаса бюгельного протеза
Воронка
Литниковое дерево
(литниковая система)
Восковая репродукция
каркаса бюгельного протеза
Основные элементы
литниковой системы / «литникового дерева»
ЛИТНИКОВЫЙ КАНАЛ – ЭТО
Основные элементы
литниковой системы / «литникового дерева»
ЛИТНИКОВЫЙ КАНАЛ – ЭТО
Основные элементы
литниковой системы / «литникового дерева»
КОЛЛЕКТОР – ЭТО
ЛИТЕЙНЫЙ
Основные элементы
литниковой системы / «литникового дерева»
КОЛЛЕКТОР – ЭТО
ЛИТЕЙНЫЙ
Размеры коллектора также определяются и требованием нормального газового обмена с целью
Размеры коллектора также определяются и требованием нормального газового обмена с целью
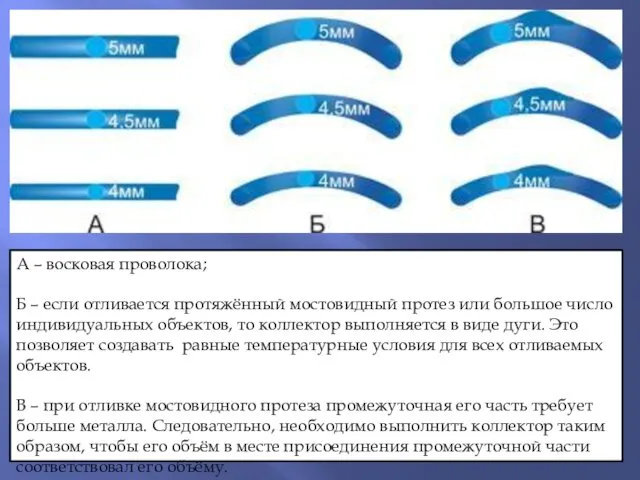
А – восковая проволока;
Б – если отливается протяжённый мостовидный протез или
А – восковая проволока;
Б – если отливается протяжённый мостовидный протез или
Основные элементы
литниковой системы / «литникового дерева»
ПИТАТЕЛИ– ЭТО
КАНАЛЫ, СОЕДИНЯЮЩИЙ
Основные элементы
литниковой системы / «литникового дерева»
ПИТАТЕЛИ– ЭТО
КАНАЛЫ, СОЕДИНЯЮЩИЙ
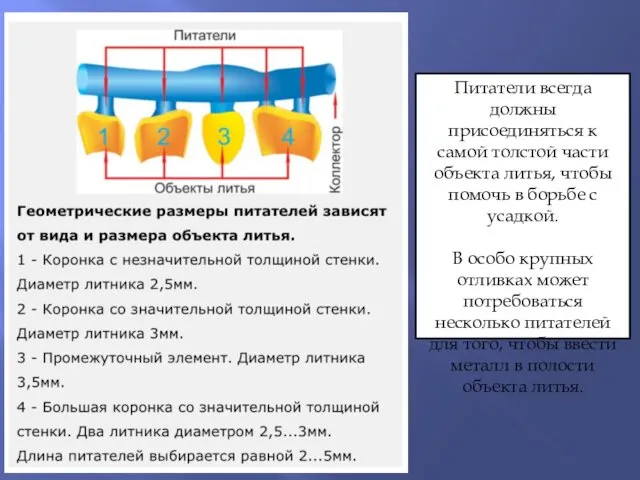
Питатели всегда должны присоединяться к самой толстой части объекта литья, чтобы
Питатели всегда должны присоединяться к самой толстой части объекта литья, чтобы
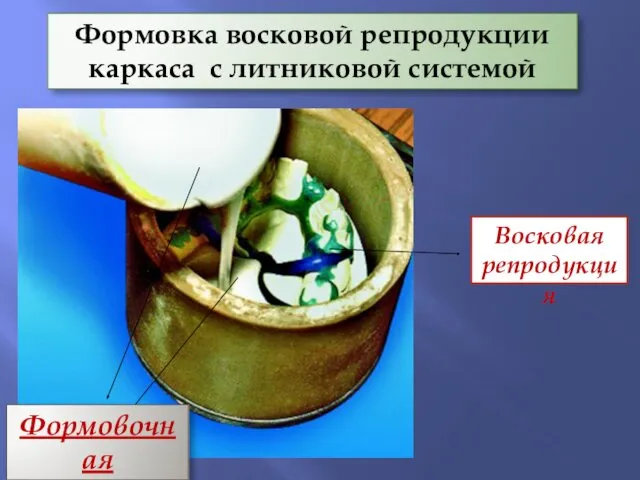
Восковая репродукция
Формовочная
масса
Формовка восковой репродукции каркаса с литниковой системой
Восковая репродукция
Формовочная
масса
Формовка восковой репродукции каркаса с литниковой системой

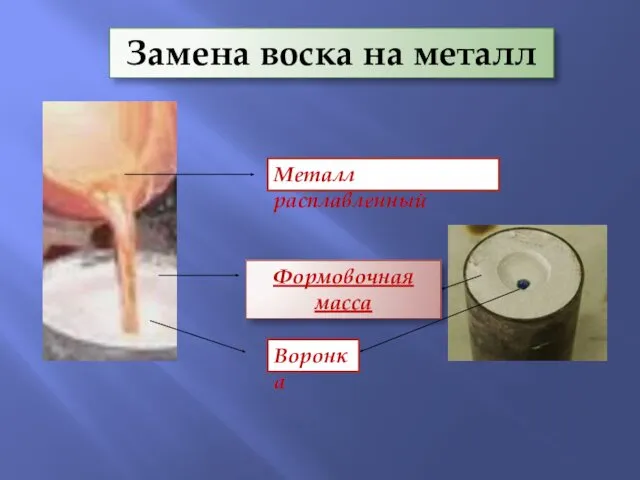
Замена воска на металл
Металл расплавленный
Формовочная масса
Воронка
Замена воска на металл
Металл расплавленный
Формовочная масса
Воронка
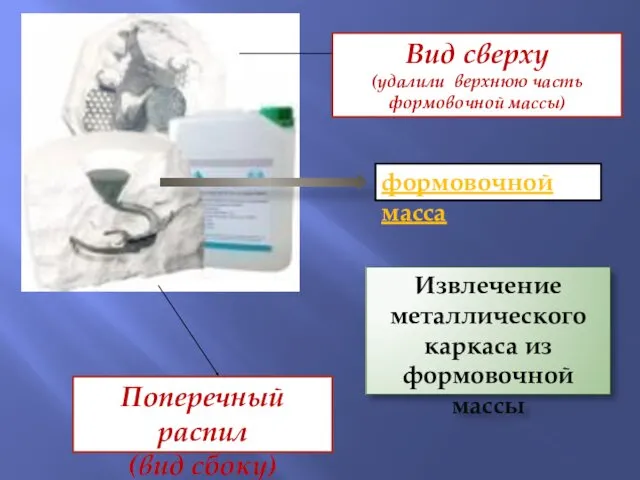
Вид сверху
(удалили верхнюю часть формовочной массы)
Поперечный распил
(вид сбоку)
Извлечение металлического каркаса
Вид сверху
(удалили верхнюю часть формовочной массы)
Поперечный распил
(вид сбоку)
Извлечение металлического каркаса

После замены восковой репродукции на металл с литниковым деревом
обработка
после обработки/ без
После замены восковой репродукции на металл с литниковым деревом
обработка
после обработки/ без
Общие принципы проектирования
литниковой системы (1)
Общие принципы проектирования
литниковой системы (1)
Общие принципы проектирования
литниковой системы (2)
Общие принципы проектирования
литниковой системы (2)
Общие принципы проектирования
литниковой системы (3)
Общие принципы проектирования
литниковой системы (3)
Общие принципы проектирования
литниковой системы (4)
Общие принципы проектирования
литниковой системы (4)
Общие принципы проектирования
литниковой системы (5)
Общие принципы проектирования
литниковой системы (5)
Общие принципы проектирования
литниковой системы (6)
Общие принципы проектирования
литниковой системы (6)
 Проект: Скоро в школу
Проект: Скоро в школу Кирилл и Мефодий. Создание славянской азбуки
Кирилл и Мефодий. Создание славянской азбуки Стационарные антенны
Стационарные антенны Семейный фотоальбом, как средство достижения благополучной адаптации и дальнейшего развития ребенка в условиях группы компенсирующей направленности
Семейный фотоальбом, как средство достижения благополучной адаптации и дальнейшего развития ребенка в условиях группы компенсирующей направленности Восточное направление внешней политики Ивана IV Грозного
Восточное направление внешней политики Ивана IV Грозного Основные положения экономики землеустройства. (Тема 4)
Основные положения экономики землеустройства. (Тема 4) Степенные функции, их свойства и графики (11 класс)
Степенные функции, их свойства и графики (11 класс) Порядок проведения Государственной Итоговой Аттестации по программам Основного Общего Образования в 2019 году
Порядок проведения Государственной Итоговой Аттестации по программам Основного Общего Образования в 2019 году 19 января – Крещение Господне
19 января – Крещение Господне Висячие мосты
Висячие мосты Клавиатура
Клавиатура Обслуговування материнської плати ASUS P5K у складі ПК
Обслуговування материнської плати ASUS P5K у складі ПК Пушистая снежинка
Пушистая снежинка Выступления
Выступления Как сделать презентацию? Рекомендации по использованию Power Point
Как сделать презентацию? Рекомендации по использованию Power Point Методы цитологии. Световое микроскопирование
Методы цитологии. Световое микроскопирование Введение во Храм Пресвятой Богородицы. Гимнография
Введение во Храм Пресвятой Богородицы. Гимнография Повторение изученного в разделе Фонетика. Орфоэпия. Графика. Орфография. Культура речи
Повторение изученного в разделе Фонетика. Орфоэпия. Графика. Орфография. Культура речи Автоматизация блока выделения изопентановой фракции. Топливное производство
Автоматизация блока выделения изопентановой фракции. Топливное производство Предприятие Moldova Security. Установка и обслуживание: камеры видеонаблюдения, домофоны, автоматические ворота и барьеры
Предприятие Moldova Security. Установка и обслуживание: камеры видеонаблюдения, домофоны, автоматические ворота и барьеры Free time
Free time Формы организации познавательных занятий
Формы организации познавательных занятий Опричнина Ивана Грозного в 1565-1572 годы и ее последствия
Опричнина Ивана Грозного в 1565-1572 годы и ее последствия Мощность
Мощность Термины деталей кроя и конструктивных элементов
Термины деталей кроя и конструктивных элементов Закон Мура
Закон Мура Сердечная недостаточность
Сердечная недостаточность Презентация Был город-фронт, была блокада
Презентация Был город-фронт, была блокада