- Материалы, заготовки и комплектующие в производстве КДК

Содержание
- 2. Древесина Показателями, характеризующими пригодность древесины для изготовления КДК, следует считать породу, размеры, качество и влажность пиломатериалов.
- 3. Древесина этих пород при относительно небольшой плотности обладает высокими показателями прочности и упругости, хорошо обрабатывается и
- 4. К недостаткам древесины лиственницы относится большая разница между радиальной и тангентальной усушкой, что ведет к растрескиванию
- 5. Допускается использование лиственных пород, в частности березы и осины. Эти породы, особенно береза, имеют достаточно высокую
- 6. Размеры пиломатериалов следует выбирать, исходя из проектных размеров готовых конструкций, с учетом припусков на усушку и
- 7. При сушке, запрессовке и склеивании в более толстых пиломатериалах возникают весьма существенные внутренние напряжения, которые при
- 8. Применение более тонких пиломатериалов способствует повышению надежности конструкций: 1 - за счет рассредоточения и уменьшения влияния
- 9. В производстве КДК следует отдавать предпочтение обрезным пиломатериалам одной ширины. При использование пиломатериалов разной ширины и
- 10. Ширина пиломатериалов должна быть согласована с номинальной шириной клееного элемента. Припуски на механическую обработку по ширине
- 11. Получение пиломатериалов большой ширины затруднено, поэтому целесообразно склеивать пиломатериалы по ширине или принимать конструктивные меры, исключающие
- 12. Длина пиломатериалов, применяемых для КДК, должна быть максимальной. Клееные конструкции можно получать из пиломатериалов любого качества
- 13. Поэтому установлены требования не к пиломатериалам, а к качеству слоев клееных конструкций. При этом различают прочность
- 14. ПРОЧНОСТНЫЕ ПОКАЗАТЕЛИ ДРЕВЕСИНЫ
- 15. Качество заготовок для изготовления слоев конструкций определяют чаще всего визуально и оценивают по наличию в них
- 16. Это вызвано тем, что напряжения в отдельных зонах сечения конструкции распределяются неравномерно, а древесина в различной
- 17. Основным пороком, нормируемым в заготовках, являются сучки; они более других пороков влияют как на механическую прочность
- 18. Размеры здоровых сросшихся пластевых сучков ограничиваются до 1/3 - 1/4 , а ребровых — до 1/5
- 19. Измерение сучков
- 20. Кроме сучков, в заготовках нормируются трещины, наклон волокон, сердцевина, гниль и грибные окраски, повреждения насекомыми, а
- 21. Визуальное сортирование не дает объективной оценки качества древесины, поэтому все шире начинают использовать силовое сортирование пиломатериалов
- 22. Испытанию и оценке подвергается каждая доска, при этом увеличивается выход высших сортов пиломатериалов за счет более
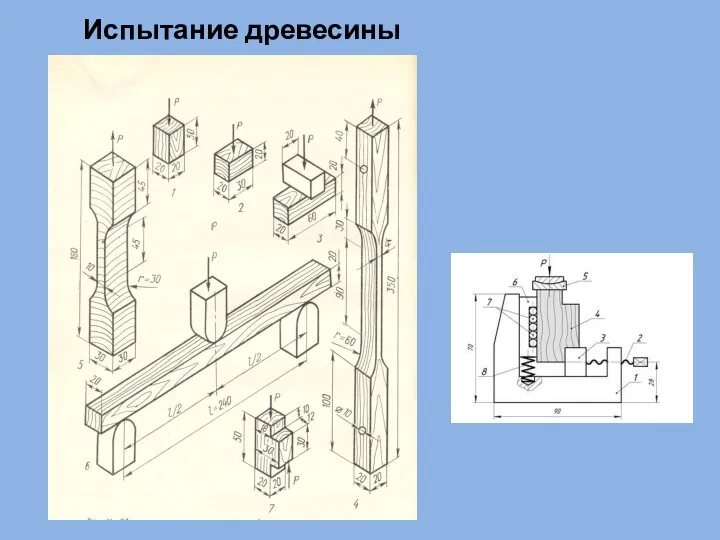
- 23. В производстве КДК, намечается тенденция оценки качества заготовок по результатам испытаний пиломатериалов различных сортов натурных размеров
- 24. Это позволяет более обоснованно определить расчетные сопротивления древесины различных сортов: - что дает возможность непосредственно использовать
- 25. Испытание древесины
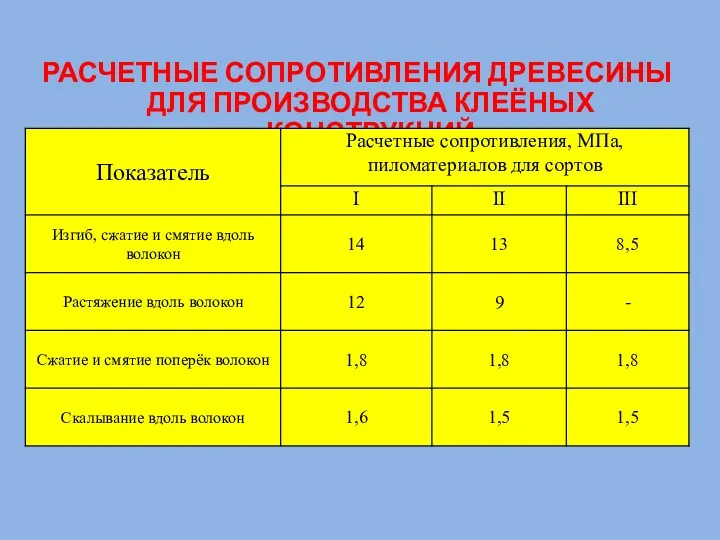
- 26. РАСЧЕТНЫЕ СОПРОТИВЛЕНИЯ ДРЕВЕСИНЫ ДЛЯ ПРОИЗВОДСТВА КЛЕЁНЫХ КОНСТРУКЦИЙ
- 27. Наличие в одном сечении КДК слоев различного качества усложняет производство: увеличивается производственная площадь, в технологический процесс
- 28. Влажность древесины, предназначенной для производства КДК, имеет очень большое значение. На практике принимают среднюю величину влажности
- 29. Для КДК особенно опасен перепад влажности древесины в смежных слоях конструкций, который при неблагоприятных условиях (плохое
- 30. Перепад влажности в смежных слоях не должен превышать 2—2,5 %. Величину влажности древесины КДК следует назначать
- 31. Рекомендуется принимать влажность заготовок на 2—3 % ниже величины влажности, условия эксплуатации, так как набухание волокон
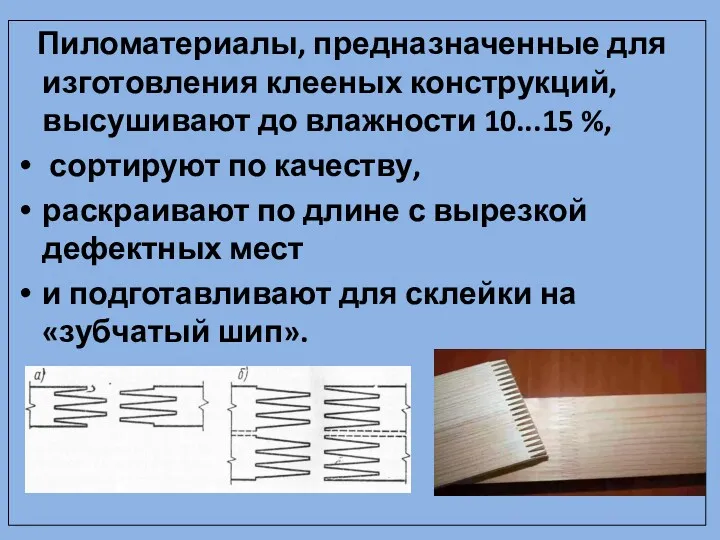
- 32. Пиломатериалы, предназначенные для изготовления клееных конструкций, высушивают до влажности 10...15 %, сортируют по качеству, раскраивают по
- 33. Фанерно-плитные материалы для строительных конструкций Классификация клееных древесных материалов, используемых в строительной индустрии
- 35. Балки двутаврового и коробчатого сечений изготовляют с плоскими и волнистыми стенками, применяя для плоских стенок многослойную
- 36. Технология изготовления клееныx деревянных конструкций (раскрой пиломатериалов и обработка с получением ламелей с последующим их склеиванием)
- 37. прочность клееных изделий выше, чем у образцов из цельной древесины, причем, чем больше слоев, тем выше
- 38. LVL (Laminated Veneer Lumber) состоит из листов лущеного шпона древесины хвойных пород с параллельным расположением волокон
- 39. LVL (Laminated Veneer Lumber)
- 40. Наиболее типичные области применения LVL: кровельные конструкции; несущие конструкции (стены, перекрытия для крыш и полов, и
- 41. изготовление мебели; балки, перемычки оконных и дверных проемов и элементы конструкций; пояса двутавровых балок; комбинированные балки;
- 42. Будущее материала определяют его свойства: стабильность линейных размеров, отсутствие деформаций и коробления при действии влаги; высокие
- 43. возможность изготавливать конструкции длиной до 18 м; LVL по значению теплоизоляционных и акустических показателей не хуже
- 44. возможность изготовления из LVL различных криволинейных изделий и элементов отделки любых радиусов изгибов; простота и надежность
- 45. PSL (Parallel Strand Lumber) - сравнительно новый клееный древесный материал. Доски и бруски изготавливают посредством склеивания
- 46. PSL (Parallel Strand Lumber)
- 47. Фанера как конструкционный материал хорошо известна и нашла широкое применение в различных отраслях промышленного производства. В
- 48. настил под полы; кровельные материалы; стеновые панели; перегородки и многое другое, где появляется необходимость в материале,
- 49. Основная размерная характеристика российской фанеры - формат 1525х1525 мм (60% от общего объема производства). Объемы большеформатной
- 50. ОSB – (Oriented Strand Board, ориентированно-древесно-стружечная плита) – представляет собой древесностружечную плиту из крупноразмерной стружки с
- 51. Область применения OSB чрезвычайно широка - мебельная промышленность, строительство, изготовление упаковочной продукции. Плиты OSB, выступая в
- 52. Основными достоинствами OSB является: высокая прочность и однородность структуры по всем направлениям; влагостойкость (стабильность размеров и
- 53. способность прочно удерживать гвозди и шурупы (физико-механические показатели у OSB в 2,5 раза выше, чем у
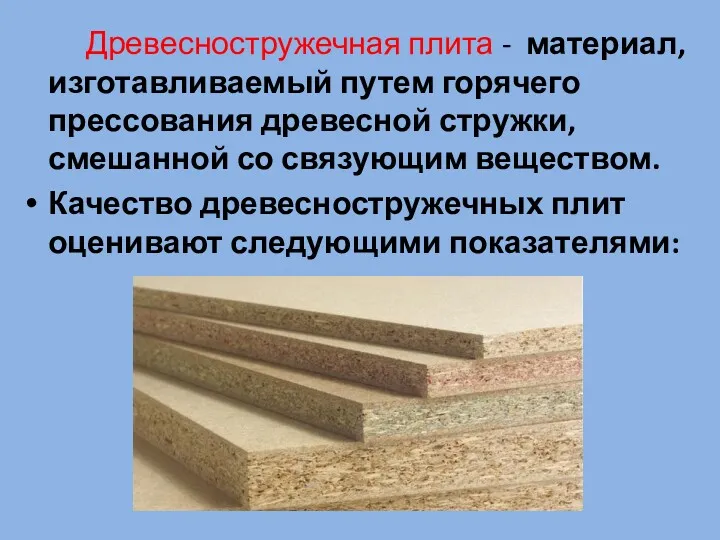
- 54. Древесностружечная плита - материал, изготавливаемый путем горячего прессования древесной стружки, смешанной со связующим веществом. Качество древесностружечных
- 55. предел прочности при статическом изгибе, предел прочности при растяжении перпендикулярно поверхности плиты, разбухание по толщине, влажность,
- 56. При применении древесностружечных плит в строительстве большое значение имеют такие показатели их свойств, как плотность, водопоглощение,
- 57. Применяются в строительстве древесностружечные плиты в основном для внутренней отделки помещений, изготовления дверей, подоконников, выставочных конструкций,
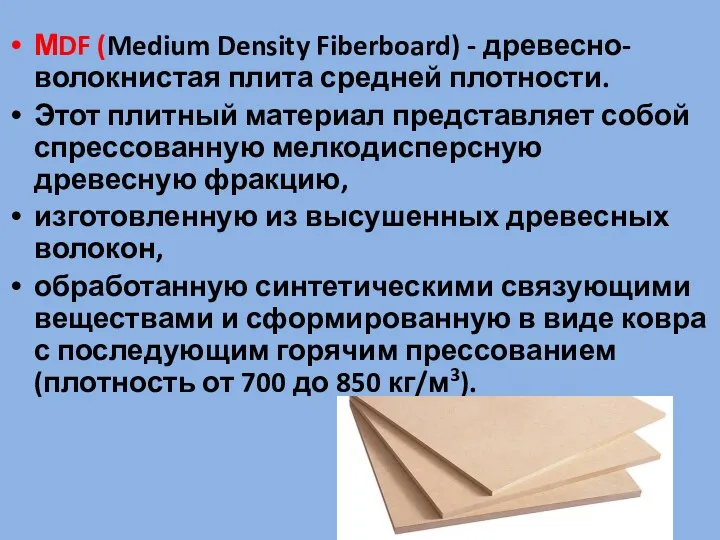
- 58. МDF (Medium Density Fiberboard) - древесно-волокнистая плита средней плотности. Этот плитный материал представляет собой спрессованную мелкодисперсную
- 59. В строительстве МDF используют для изготовления погонажных изделий, черновых полов, стеновых панелей, потолков, дверей, ламинированных напольных
- 60. МDF обладает рядом преимуществ по сравнению с другими клееными древесными материалами: легко обрабатывается; без проблем окрашивается
- 61. применение в качестве связующего карбамидных смол, модифицированных меламином, обеспечивает очень низкую эмиссию формальдегида; возможность изготавливать элементы
- 62. обладает физико-механическими характеристиками по своим показателям приближающимися к аналогичным значениям натуральной древесины.
- 63. Так же плиты МDF имеют высокий уровень шумопоглощения и звукоизоляции, обладают отличными теплоизоляционными свойствами, хорошо переносят
- 64. ОSL (Oriented Strand Lumber) и ОМDF (Oriented Medium Density Fiberboard) – это новые, разрабатываемые в настоящее
- 65. Формирование внутренней структуры древесного клееного материала со слоями либо из полос шпона, либо из древесных волокон,
- 66. Анализ истории разработки клееных древесных материалов позволяет сделать вывод о том, что размер составных элементов (пиломатериал
- 67. Конструкционные клеи, соединительные элементы Основные требования, предъявляемые к технологии изготовления несущих клееных деревянных конструкций: Лекция 4
- 68. 1) Применяемый для склеивания конструкционной древесины смоляной клей после твердения (полимеризации или поликонденсации) должен обеспечивать прочность
- 69. 2) клеевой шов должен быть абсолютно водостоек и биостоек; 3) теплостойкость шва должна быть не ниже
- 70. Основным критерием качества любого клея, т.е. его эксплуатационных свойств (прочность и долговечность клеевого соединения, водостойкость, эластичность
- 71. В состав любого клея входят: смола, отвердитель, наполнитель и технологические добавки. Классифицируются клеи по типу смолы.
- 72. Для изготовления армированных КДК используются эпоксидно-песчаные составы на основе смолы «Этал-370» с отвердителем «Этал-45м» (ЗАО «ЭНПЦ
- 73. Особенностью отечественных клеев для деревянных клееных конструкций является: - отсутствие единой регламентированной номенклатуры показателей их качества,
- 74. Принципиально важно качество клеев для обеспечения эксплуатационных параметров КДК Нужно постоянно стимулировать поиск новых научно-практических решений
- 75. В настоящее время требованиям прочности, водостойкости, биостойкости, теплостойкости и долговечности наиболее полно отвечают феноло-резорциновый клей типа
- 76. Основные виды конструкционных клеев относятся к термореактивным смолам. Это: феноло-формальдегидные, феноло-резорциновые, мочевино-формальдегидные и меламино-формальдегидные.
- 77. Твердение этих смоляных клеев с образованием высокомолекулярных соединений происходит в результате поликонденсации, сопровождающейся отщеплением побочных продуктов
- 78. Широко применяются и поливинилацетатные клеи (ПВА) : Клей «Иоваколь 110 00», Клейберит 304.0 Основа – поливинилацетат
- 79. В поточном производстве клееных элементов целесообразно обеспечивать сочетание химических, тепловых и временных факторов формирования прочного клеевого
- 80. Режимы склеивания Температура клеевого слоя при соединении древесины зависит от природы клея и условий склеивания. При
- 81. Давление прессования при склеивании фанеры 1,6 – 2,5 МПа, при склеивании щитов, брусьев – 0,4 -
- 82. Оптимальное соответствие требованиям поточного производства обеспечивается непосредственным нагревом клеевого шва токами высокой частоты (ТВЧ) для сокращения
- 83. Использование ТВЧ ведет: - к увеличению выпуска серийной продукции, - к конвейерной системе поточного производства, -
- 84. Однако высокочастотный нагрев у нас пока еще находит лишь ограниченное применение. Используется преимущественно при изготовлении тонких
- 85. Для приклеивания тонких элементов (толщиной до 10 мм), например в случае изготовления клеефанерных панелей, может быть
- 86. Для склеивания многослойных массивных конструкций применяется теплый нагрев (в запрессованном виде) воздухом, подогретым до температуры 60—90°
- 87. С понижением температуры прогрева увеличивается время выдерживания изделия. Приходится идти на расширение утепленных складских помещений, внутризаводского
- 88. Из-за недостатка прессового и высокочастотного оборудования находит применение «гвоздевое прессование», это «холодное» отверждение клеевого шва в
- 89. Ни один из перечисленных технологических приемов склеивания пока еще не может быть снят с производства. Непременным
- 90. Для обеспечения сплошности и малой толщины клеевого шва необходимо соблюдать: 1-тщательность машинной строжки (продольного фрезерования) и
- 91. Величина давления (прижима) при запрессовке клееных дощатых балок назначается - для хвойных пород древесины ориентировочно 0,3—0,5
- 92. Важнейшими из условий, соблюдение которых обязательно, это избежать местного нарушения сплошности клеевого шва (т. е. «непроклея»),
- 93. Аналогичные явления непроклея наблюдаются при гвоздевом прессовании в случае склеивания пакета недостаточно высушенных досок.
- 94. Гвозди работают как полезные стяжные связи при разбухании поперек волокон хорошо высушенной древесины; но те же
- 95. Соединительные элементы и приспособления Соединения деревянных элементов для увеличения поперечного сечения конструкции называют сплачиванием, а для
- 96. По характеру работы все средства соединения деревянных конструкций можно разделить на четыре группы: 1- работающие преимущественно
- 97. 3- работающие преимущественно на сдвиг (различные виды клеев); 4- работающие на растяжение (болты, тяжи, хомуты, стальные
- 98. Соединения на механических связях Нагели являются одним из наиболее широко применяющихся механических рабочих связей. Нагелем называется
- 99. Нагели (шканты)
- 100. Основные виды цилиндрических нагелей: а – болт с гайкой и круглыми (квадратными) шайбами; б – цилиндрический
- 101. Цилиндрические нагели изготовляют в виде гладких стержней круглого сечения из стали, металлических сплавов, твердых пород древесины
- 102. По характеру своей работы в соединениях сдвигаемых элементов к цилиндрическим нагелям относятся также болты, гвозди, глухари
- 103. Цилиндрические нагели устанав-ливают в предварительно просверленные гнезда. Диаметр отверстия для нагеля обычно принимают равным диаметру нагеля.
- 104. Однако нормами некоторых стран с целью увеличения плотности соединений, особенно при переменной влажности и усушке древесины,
- 105. Для шурупов и глухарей необходимо предварительное просверливания отверстия сверлом диаметром меньше диаметра нарезной части шурупов и
- 106. Цилиндрические нагели и болты применяют для сплачивания элементов деревянных конструкций, соединения их по длине, а также
- 107. Для обжатия соединений ставят стяжные болты в количестве около 25% общего числа нагелей. Если стяжные болты
- 108. Узловые соединения на цилиндрических нагелях
- 109. Область применения: – нагели стальные цилиндрические сквозные (болты и штыри) – рекомендуются для растянутых стыков сквозных
- 110. – нагели цилиндрические стальные глухие – могут быть применены в растянутых стыках, перекрытых стальными накладками;
- 111. гвозди проволочные, работающие на сдвиг – применяют для соединения составных сжатых и сжато-изогнутых элементов, в составных
- 112. – винты (глухари и шурупы), работающие на сдвиг – допускаются к применению в растянутых стыках и
- 113. Типы нагельных пластин и элементов
- 114. Типы нагельных пластин и элементов
- 115. В зависимости от механических характеристик материала основы и ее формы выделяют следующие классы нагельных пластин: мягкие
- 116. гибкие С – с основой из проволоки или стержней, изогнутых в плоскости соединения; армированные А –
- 117. В зависимости от формы концевой части нагелей различаются пластины следующих типов: гвоздевые Г – заостренные; нагельные
- 118. Нагели могут быть изготовлены из стальной проволоки или стержней (возможно также применение конструкционных пластмасс) диаметром 5–8
- 119. В некоторых случаях можно использовать заостренные нагели диаметром до 10–12 мм, ориентированные на внедрение в цельную
- 120. Закрепление нагелей на основе пластин различных классов осуществляется одним из приведенных способов: по плотной посадке «п»
- 121. Область применения: в силу ряда причин конструктивно-технологического свойства нагельные пластины могут быть использованы лишь в качестве
- 122. Особенно эффективны винтовые соединения при усилении конструкций, работающих под нагрузкой. Их применяют также для предотвращения развития
- 123. Альтернативой винтовым соединениям являются соединения с помощью спиральных стержней. Последние изготавливаются из высокопрочной проволоки диаметром 4–5
- 124. Прочность таких стержней на разрыв в несколько раз превышает прочность обычной стали, а модуль упругости составляет
- 125. В отличие от винтов спиральные стержни являются менее металлоемкими, меньше повреждают структуру древесины и практически не
- 126. Соединения на клеях Деревянная конструкция, монолитно склеенная из сухих и тонких досок, обладает значительными преимуществами перед
- 127. Виды торцовых клеевых соединений: а – впритык; б – «на ус»; в – зубчатое клеевое соединение;
- 128. Нормальное продольное сращивание элементов дощато-клееных ДК на «зубчатый шип» и фанерных элементов «на ус», осуществляемое в
- 129. Однако, учитывая сложность изготовления, применение дощато-клееных конструкций рационально в тех случаях: - когда требуется большое поперечное
- 130. Область применения: индустриальные сборные и сборно-разборные конструкции заводского изготовления (балки, стойки, фермы, арки, рамы, щиты покрытий
- 131. Жесткие узлы рам из цельных и клееных элементов Простейшей и наиболее востребованной на сегодня цельнодеревянной рамой
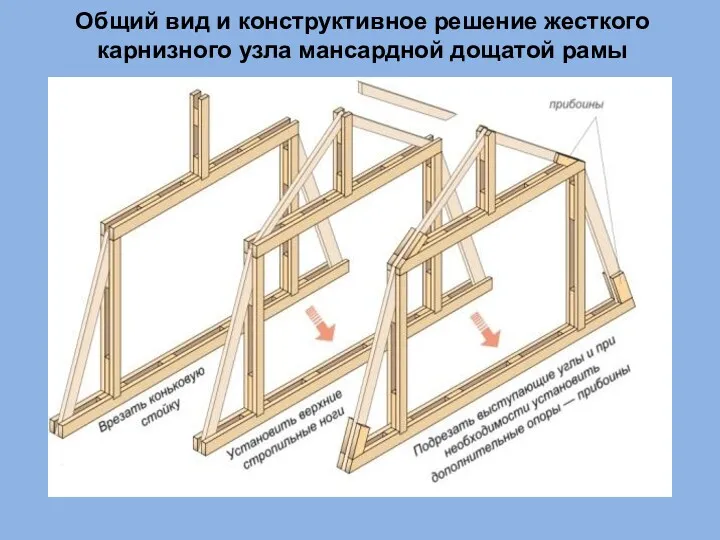
- 132. Общий вид и конструктивное решение жесткого карнизного узла мансардной дощатой рамы
- 133. В рамах, когда стойки и ригели выполняются из разного количества элементов (стойка из двух, а ригель
- 135. Жесткие карнизные узлы клеедощатых рам Клееная дощатая рама выполняемая из прямолинейных элементов ригеля и стойки. Пролет
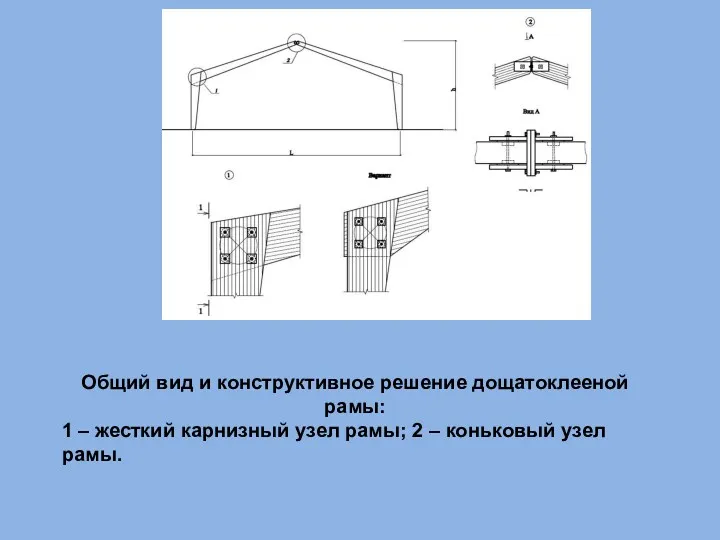
- 136. Общий вид и конструктивное решение дощатоклееной рамы: 1 – жесткий карнизный узел рамы; 2 – коньковый
- 138. Скачать презентацию
Древесина
Показателями, характеризующими пригодность древесины для изготовления КДК, следует считать породу,
Древесина
Показателями, характеризующими пригодность древесины для изготовления КДК, следует считать породу,
Древесина этих пород при относительно небольшой плотности обладает высокими показателями прочности
Древесина этих пород при относительно небольшой плотности обладает высокими показателями прочности
К недостаткам древесины лиственницы
относится большая разница между радиальной
К недостаткам древесины лиственницы
относится большая разница между радиальной

Допускается использование лиственных пород, в частности березы и осины.
Эти породы,
Допускается использование лиственных пород, в частности березы и осины.
Эти породы,
Размеры пиломатериалов следует выбирать, исходя из проектных размеров готовых конструкций, с
Размеры пиломатериалов следует выбирать, исходя из проектных размеров готовых конструкций, с
При сушке, запрессовке и склеивании в более толстых пиломатериалах возникают
При сушке, запрессовке и склеивании в более толстых пиломатериалах возникают
Применение более тонких пиломатериалов способствует повышению надежности конструкций:
1 -
Применение более тонких пиломатериалов способствует повышению надежности конструкций:
1 -
В производстве КДК следует отдавать предпочтение обрезным пиломатериалам одной ширины.
При
В производстве КДК следует отдавать предпочтение обрезным пиломатериалам одной ширины.
При

Ширина пиломатериалов должна быть согласована с номинальной шириной клееного элемента.
Припуски
Ширина пиломатериалов должна быть согласована с номинальной шириной клееного элемента.
Припуски

Получение пиломатериалов большой ширины затруднено,
поэтому целесообразно склеивать пиломатериалы по ширине
Получение пиломатериалов большой ширины затруднено,
поэтому целесообразно склеивать пиломатериалы по ширине
Длина пиломатериалов, применяемых для КДК, должна быть максимальной.
Клееные конструкции можно получать
Длина пиломатериалов, применяемых для КДК, должна быть максимальной.
Клееные конструкции можно получать
Поэтому установлены требования не к пиломатериалам, а к качеству слоев
Поэтому установлены требования не к пиломатериалам, а к качеству слоев
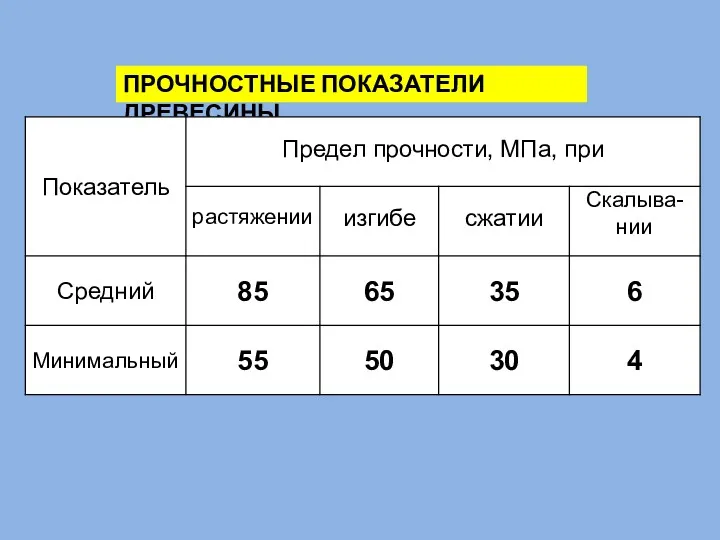
ПРОЧНОСТНЫЕ ПОКАЗАТЕЛИ ДРЕВЕСИНЫ
ПРОЧНОСТНЫЕ ПОКАЗАТЕЛИ ДРЕВЕСИНЫ
Качество заготовок для изготовления слоев конструкций определяют чаще всего визуально и
Качество заготовок для изготовления слоев конструкций определяют чаще всего визуально и
Это вызвано тем, что напряжения в отдельных зонах сечения конструкции распределяются
Это вызвано тем, что напряжения в отдельных зонах сечения конструкции распределяются
Основным пороком, нормируемым в заготовках, являются сучки;
они более других пороков
Основным пороком, нормируемым в заготовках, являются сучки;
они более других пороков
Размеры здоровых сросшихся пластевых сучков ограничиваются до 1/3 - 1/4 ,
Размеры здоровых сросшихся пластевых сучков ограничиваются до 1/3 - 1/4 ,

Измерение сучков
Измерение сучков
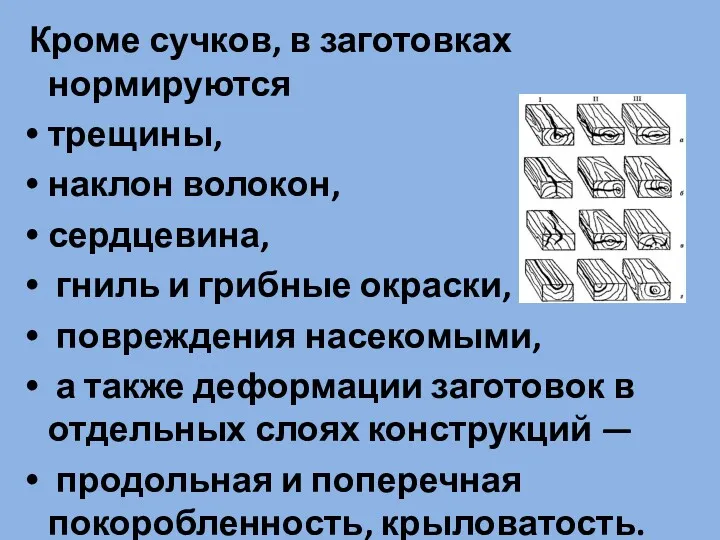
Кроме сучков, в заготовках нормируются
трещины,
наклон волокон,
сердцевина,
гниль
Кроме сучков, в заготовках нормируются
трещины,
наклон волокон,
сердцевина,
гниль
Визуальное сортирование не дает объективной оценки качества древесины, поэтому все шире
Визуальное сортирование не дает объективной оценки качества древесины, поэтому все шире
Испытанию и оценке подвергается каждая доска,
при этом увеличивается выход
Испытанию и оценке подвергается каждая доска,
при этом увеличивается выход
В производстве КДК, намечается тенденция оценки качества заготовок
по результатам испытаний
В производстве КДК, намечается тенденция оценки качества заготовок
по результатам испытаний
Это позволяет более обоснованно определить расчетные сопротивления древесины различных сортов:
Это позволяет более обоснованно определить расчетные сопротивления древесины различных сортов:
Испытание древесины
Испытание древесины
РАСЧЕТНЫЕ СОПРОТИВЛЕНИЯ ДРЕВЕСИНЫ ДЛЯ ПРОИЗВОДСТВА КЛЕЁНЫХ КОНСТРУКЦИЙ
РАСЧЕТНЫЕ СОПРОТИВЛЕНИЯ ДРЕВЕСИНЫ ДЛЯ ПРОИЗВОДСТВА КЛЕЁНЫХ КОНСТРУКЦИЙ
Наличие в одном сечении КДК слоев различного качества усложняет производство:
Наличие в одном сечении КДК слоев различного качества усложняет производство:
Влажность древесины, предназначенной для производства КДК, имеет очень большое значение.
На
Влажность древесины, предназначенной для производства КДК, имеет очень большое значение.
На
Для КДК особенно опасен перепад влажности древесины в смежных слоях
Для КДК особенно опасен перепад влажности древесины в смежных слоях
Перепад влажности в смежных слоях не должен превышать 2—2,5 %.
Величину
Перепад влажности в смежных слоях не должен превышать 2—2,5 %.
Величину
Рекомендуется принимать влажность заготовок на 2—3 % ниже величины влажности, условия
Рекомендуется принимать влажность заготовок на 2—3 % ниже величины влажности, условия
Пиломатериалы, предназначенные для изготовления клееных конструкций, высушивают до влажности 10...15
Пиломатериалы, предназначенные для изготовления клееных конструкций, высушивают до влажности 10...15
Фанерно-плитные материалы для строительных конструкций
Классификация клееных древесных материалов,
используемых в строительной
Фанерно-плитные материалы для строительных конструкций
Классификация клееных древесных материалов,
используемых в строительной

Балки двутаврового и коробчатого сечений изготовляют с плоскими и волнистыми стенками,
Балки двутаврового и коробчатого сечений изготовляют с плоскими и волнистыми стенками,
Технология изготовления клееныx деревянных конструкций (раскрой пиломатериалов и обработка с
Технология изготовления клееныx деревянных конструкций (раскрой пиломатериалов и обработка с
прочность клееных изделий выше,
чем у образцов из цельной древесины,
причем,
прочность клееных изделий выше,
чем у образцов из цельной древесины,
причем,

LVL (Laminated Veneer Lumber) состоит из листов лущеного шпона древесины хвойных
LVL (Laminated Veneer Lumber) состоит из листов лущеного шпона древесины хвойных

LVL (Laminated Veneer Lumber)
LVL (Laminated Veneer Lumber)
Наиболее типичные области применения LVL:
кровельные конструкции;
несущие конструкции (стены, перекрытия
Наиболее типичные области применения LVL:
кровельные конструкции;
несущие конструкции (стены, перекрытия
изготовление мебели;
балки, перемычки оконных и дверных проемов и элементы конструкций;
изготовление мебели;
балки, перемычки оконных и дверных проемов и элементы конструкций;
Будущее материала определяют его свойства:
стабильность линейных размеров, отсутствие деформаций
Будущее материала определяют его свойства:
стабильность линейных размеров, отсутствие деформаций
возможность изготавливать конструкции длиной до 18 м;
LVL по значению теплоизоляционных
возможность изготавливать конструкции длиной до 18 м;
LVL по значению теплоизоляционных
возможность изготовления из LVL различных криволинейных изделий и элементов отделки любых
возможность изготовления из LVL различных криволинейных изделий и элементов отделки любых
PSL (Parallel Strand Lumber) - сравнительно новый клееный древесный материал.
Доски
PSL (Parallel Strand Lumber) - сравнительно новый клееный древесный материал.
Доски

PSL (Parallel Strand Lumber)
PSL (Parallel Strand Lumber)
Фанера как конструкционный материал хорошо известна и нашла широкое применение в
Фанера как конструкционный материал хорошо известна и нашла широкое применение в
настил под полы;
кровельные материалы;
стеновые панели;
перегородки и многое другое,
настил под полы;
кровельные материалы;
стеновые панели;
перегородки и многое другое,
Основная размерная характеристика российской фанеры - формат 1525х1525 мм (60%
Основная размерная характеристика российской фанеры - формат 1525х1525 мм (60%

ОSB – (Oriented Strand Board, ориентированно-древесно-стружечная плита) –
представляет собой древесностружечную
ОSB – (Oriented Strand Board, ориентированно-древесно-стружечная плита) –
представляет собой древесностружечную

Область применения OSB чрезвычайно широка - мебельная промышленность,
строительство, изготовление упаковочной
Область применения OSB чрезвычайно широка - мебельная промышленность,
строительство, изготовление упаковочной
Основными достоинствами OSB является: высокая прочность и однородность структуры по всем
Основными достоинствами OSB является: высокая прочность и однородность структуры по всем
способность прочно удерживать гвозди и шурупы
(физико-механические показатели у OSB в
способность прочно удерживать гвозди и шурупы
(физико-механические показатели у OSB в
Древесностружечная плита - материал, изготавливаемый путем горячего прессования древесной стружки,
Древесностружечная плита - материал, изготавливаемый путем горячего прессования древесной стружки,
предел прочности при статическом изгибе,
предел прочности при растяжении перпендикулярно поверхности
предел прочности при статическом изгибе,
предел прочности при растяжении перпендикулярно поверхности
При применении древесностружечных плит в строительстве большое значение имеют такие показатели
При применении древесностружечных плит в строительстве большое значение имеют такие показатели
Применяются в строительстве древесностружечные плиты в основном
для внутренней отделки помещений,
Применяются в строительстве древесностружечные плиты в основном
для внутренней отделки помещений,
МDF (Medium Density Fiberboard) - древесно-волокнистая плита средней плотности.
Этот плитный
МDF (Medium Density Fiberboard) - древесно-волокнистая плита средней плотности.
Этот плитный
В строительстве МDF используют для изготовления
погонажных изделий,
черновых полов,
стеновых
В строительстве МDF используют для изготовления
погонажных изделий,
черновых полов,
стеновых
МDF обладает рядом преимуществ по сравнению с другими клееными древесными
МDF обладает рядом преимуществ по сравнению с другими клееными древесными
применение в качестве связующего карбамидных смол, модифицированных меламином, обеспечивает очень низкую
применение в качестве связующего карбамидных смол, модифицированных меламином, обеспечивает очень низкую
обладает физико-механическими характеристиками по своим показателям приближающимися к аналогичным значениям натуральной
обладает физико-механическими характеристиками по своим показателям приближающимися к аналогичным значениям натуральной
Так же плиты МDF имеют высокий уровень шумопоглощения и звукоизоляции, обладают
Так же плиты МDF имеют высокий уровень шумопоглощения и звукоизоляции, обладают
ОSL (Oriented Strand Lumber) и ОМDF (Oriented Medium Density Fiberboard) –
ОSL (Oriented Strand Lumber) и ОМDF (Oriented Medium Density Fiberboard) –
Формирование внутренней структуры древесного клееного материала со слоями
либо из полос
Формирование внутренней структуры древесного клееного материала со слоями
либо из полос

Анализ истории разработки клееных древесных материалов позволяет сделать вывод о том,
Анализ истории разработки клееных древесных материалов позволяет сделать вывод о том,
Конструкционные клеи, соединительные элементы
Основные требования, предъявляемые к технологии изготовления
Конструкционные клеи, соединительные элементы
Основные требования, предъявляемые к технологии изготовления
1) Применяемый для склеивания конструкционной древесины смоляной клей после твердения
1) Применяемый для склеивания конструкционной древесины смоляной клей после твердения
2) клеевой шов должен быть абсолютно водостоек и биостоек;
2) клеевой шов должен быть абсолютно водостоек и биостоек;

Основным критерием качества любого клея, т.е. его эксплуатационных свойств (прочность и
Основным критерием качества любого клея, т.е. его эксплуатационных свойств (прочность и
В состав любого клея входят:
смола,
отвердитель,
наполнитель
и технологические
В состав любого клея входят:
смола,
отвердитель,
наполнитель
и технологические
Для изготовления армированных КДК используются эпоксидно-песчаные составы на основе смолы «Этал-370»
Для изготовления армированных КДК используются эпоксидно-песчаные составы на основе смолы «Этал-370»
Особенностью отечественных клеев для деревянных клееных конструкций является:
-
Особенностью отечественных клеев для деревянных клееных конструкций является:
-
Принципиально важно качество клеев для обеспечения эксплуатационных параметров КДК
Принципиально важно качество клеев для обеспечения эксплуатационных параметров КДК
В настоящее время требованиям прочности,
водостойкости,
биостойкости,
теплостойкости
и долговечности наиболее
В настоящее время требованиям прочности,
водостойкости,
биостойкости,
теплостойкости
и долговечности наиболее
Основные виды конструкционных клеев относятся к термореактивным смолам. Это:
феноло-формальдегидные,
феноло-резорциновые,
Основные виды конструкционных клеев относятся к термореактивным смолам. Это:
феноло-формальдегидные,
феноло-резорциновые,
Твердение этих смоляных клеев с образованием высокомолекулярных соединений происходит в
Твердение этих смоляных клеев с образованием высокомолекулярных соединений происходит в
Широко применяются и поливинилацетатные клеи (ПВА) :
Клей «Иоваколь 110 00»,
Клейберит
Широко применяются и поливинилацетатные клеи (ПВА) :
Клей «Иоваколь 110 00»,
Клейберит
В поточном производстве клееных элементов целесообразно обеспечивать сочетание
химических,
тепловых
В поточном производстве клееных элементов целесообразно обеспечивать сочетание
химических,
тепловых

Режимы склеивания
Температура клеевого слоя при соединении древесины зависит от природы клея
Режимы склеивания
Температура клеевого слоя при соединении древесины зависит от природы клея
Давление прессования при склеивании фанеры 1,6 – 2,5 МПа, при склеивании
Давление прессования при склеивании фанеры 1,6 – 2,5 МПа, при склеивании
Оптимальное соответствие требованиям поточного производства обеспечивается непосредственным нагревом клеевого шва токами
Оптимальное соответствие требованиям поточного производства обеспечивается непосредственным нагревом клеевого шва токами
Использование ТВЧ ведет:
- к увеличению выпуска серийной продукции,
Использование ТВЧ ведет:
- к увеличению выпуска серийной продукции,

Однако высокочастотный нагрев у нас пока еще находит лишь ограниченное применение.
Однако высокочастотный нагрев у нас пока еще находит лишь ограниченное применение.
Для приклеивания тонких элементов (толщиной до 10 мм), например в случае
Для приклеивания тонких элементов (толщиной до 10 мм), например в случае
Для склеивания многослойных массивных конструкций применяется теплый нагрев (в запрессованном виде)
Для склеивания многослойных массивных конструкций применяется теплый нагрев (в запрессованном виде)

С понижением температуры прогрева увеличивается время выдерживания изделия.
Приходится идти на
С понижением температуры прогрева увеличивается время выдерживания изделия.
Приходится идти на
Из-за недостатка прессового и высокочастотного оборудования
находит применение «гвоздевое
Из-за недостатка прессового и высокочастотного оборудования
находит применение «гвоздевое
Ни один из перечисленных технологических приемов склеивания пока еще не может
Ни один из перечисленных технологических приемов склеивания пока еще не может
Для обеспечения сплошности и малой толщины клеевого шва необходимо соблюдать:
Для обеспечения сплошности и малой толщины клеевого шва необходимо соблюдать:
Величина давления (прижима) при запрессовке клееных дощатых балок назначается
Величина давления (прижима) при запрессовке клееных дощатых балок назначается
Важнейшими из условий, соблюдение которых обязательно,
это избежать местного нарушения
Важнейшими из условий, соблюдение которых обязательно,
это избежать местного нарушения
Аналогичные явления непроклея наблюдаются при гвоздевом прессовании в случае склеивания
Аналогичные явления непроклея наблюдаются при гвоздевом прессовании в случае склеивания
Гвозди работают как полезные стяжные связи при разбухании поперек волокон
Гвозди работают как полезные стяжные связи при разбухании поперек волокон
Соединительные элементы и приспособления
Соединения деревянных элементов для увеличения поперечного сечения конструкции
Соединительные элементы и приспособления
Соединения деревянных элементов для увеличения поперечного сечения конструкции
По характеру работы все средства соединения деревянных конструкций можно разделить
По характеру работы все средства соединения деревянных конструкций можно разделить
3- работающие преимущественно на сдвиг (различные виды клеев);
4- работающие на растяжение
3- работающие преимущественно на сдвиг (различные виды клеев);
4- работающие на растяжение

Соединения на механических связях
Нагели являются одним из наиболее широко применяющихся механических
Соединения на механических связях
Нагели являются одним из наиболее широко применяющихся механических

Нагели (шканты)
Нагели (шканты)
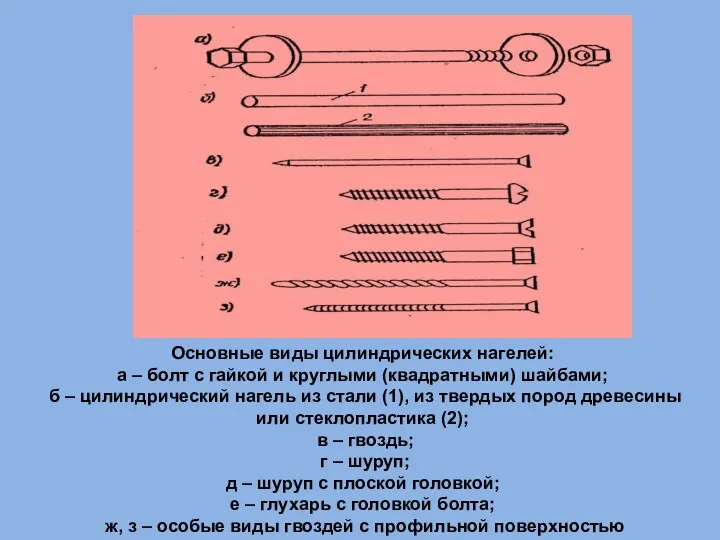
Основные виды цилиндрических нагелей:
а – болт с гайкой и круглыми (квадратными)
Основные виды цилиндрических нагелей:
а – болт с гайкой и круглыми (квадратными)
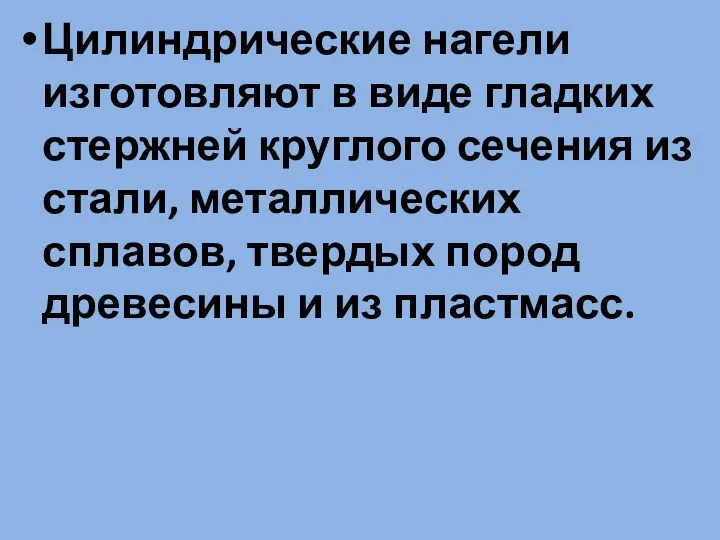
Цилиндрические нагели изготовляют в виде гладких стержней круглого сечения из стали,
Цилиндрические нагели изготовляют в виде гладких стержней круглого сечения из стали,
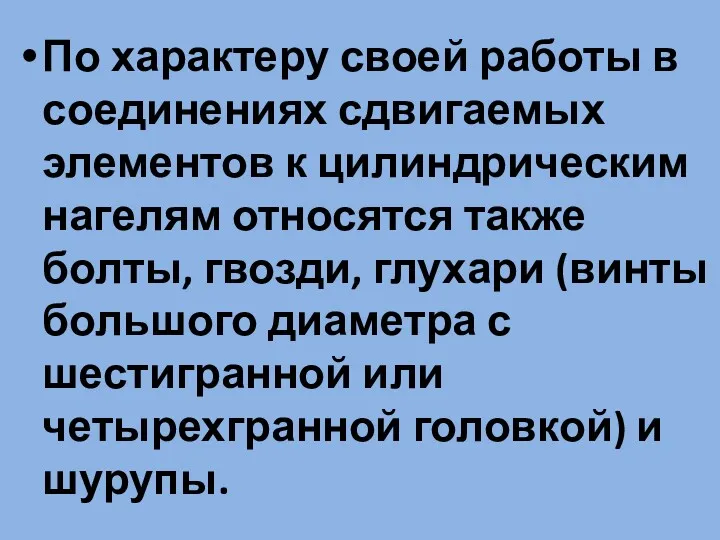
По характеру своей работы в соединениях сдвигаемых элементов к цилиндрическим нагелям
По характеру своей работы в соединениях сдвигаемых элементов к цилиндрическим нагелям
Цилиндрические нагели устанав-ливают в предварительно просверленные гнезда.
Диаметр отверстия для нагеля
Цилиндрические нагели устанав-ливают в предварительно просверленные гнезда.
Диаметр отверстия для нагеля
Однако нормами некоторых стран с целью увеличения плотности соединений, особенно при
Однако нормами некоторых стран с целью увеличения плотности соединений, особенно при
Для шурупов и глухарей необходимо предварительное просверливания отверстия сверлом диаметром меньше
Для шурупов и глухарей необходимо предварительное просверливания отверстия сверлом диаметром меньше

Цилиндрические нагели и болты применяют для сплачивания элементов деревянных конструкций, соединения
Цилиндрические нагели и болты применяют для сплачивания элементов деревянных конструкций, соединения
Для обжатия соединений ставят стяжные болты в количестве около 25% общего
Для обжатия соединений ставят стяжные болты в количестве около 25% общего
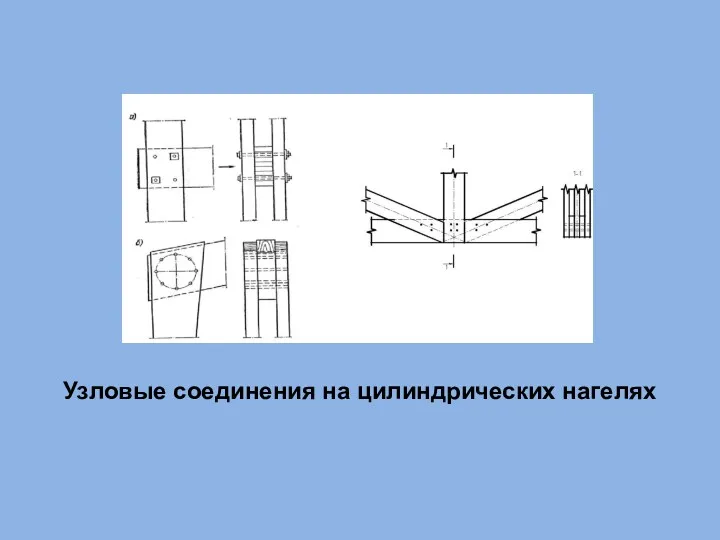
Узловые соединения на цилиндрических нагелях
Узловые соединения на цилиндрических нагелях

Область применения:
– нагели стальные цилиндрические сквозные (болты и штыри) – рекомендуются
Область применения:
– нагели стальные цилиндрические сквозные (болты и штыри) – рекомендуются
– нагели цилиндрические стальные глухие – могут быть применены в растянутых
– нагели цилиндрические стальные глухие – могут быть применены в растянутых
гвозди проволочные, работающие на сдвиг – применяют для соединения составных сжатых
гвозди проволочные, работающие на сдвиг – применяют для соединения составных сжатых
– винты (глухари и шурупы), работающие на сдвиг – допускаются
– винты (глухари и шурупы), работающие на сдвиг – допускаются
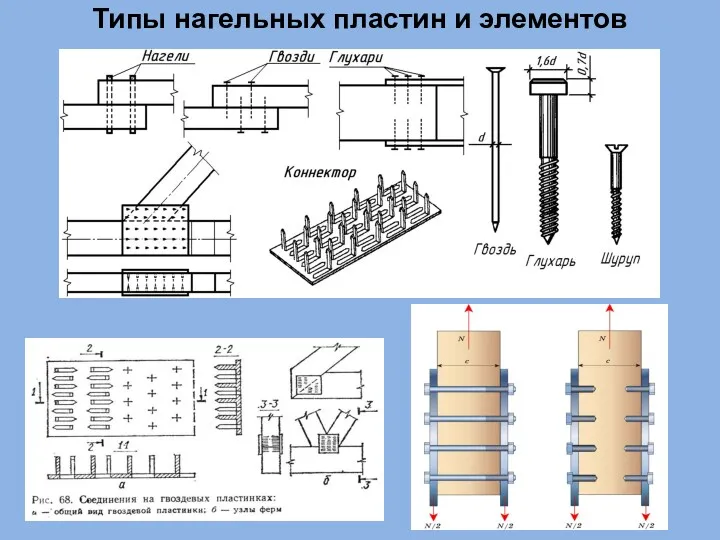
Типы нагельных пластин и элементов
Типы нагельных пластин и элементов
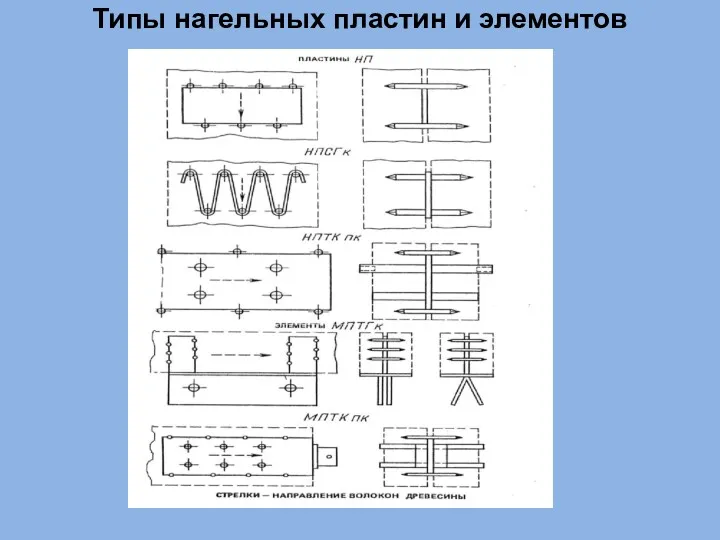
Типы нагельных пластин и элементов
Типы нагельных пластин и элементов
В зависимости от механических характеристик материала основы и ее формы
В зависимости от механических характеристик материала основы и ее формы
гибкие С – с основой из проволоки или стержней, изогнутых в
гибкие С – с основой из проволоки или стержней, изогнутых в
В зависимости от формы концевой части нагелей различаются пластины следующих типов:
В зависимости от формы концевой части нагелей различаются пластины следующих типов:
Нагели могут быть изготовлены из стальной проволоки или стержней (возможно также
Нагели могут быть изготовлены из стальной проволоки или стержней (возможно также
В некоторых случаях можно использовать заостренные нагели диаметром до 10–12 мм,
В некоторых случаях можно использовать заостренные нагели диаметром до 10–12 мм,

Закрепление нагелей на основе пластин различных классов осуществляется одним из
Закрепление нагелей на основе пластин различных классов осуществляется одним из
Область применения:
в силу ряда причин конструктивно-технологического свойства нагельные пластины могут
Область применения:
в силу ряда причин конструктивно-технологического свойства нагельные пластины могут
Особенно эффективны винтовые соединения при усилении конструкций, работающих под нагрузкой.
Их
Особенно эффективны винтовые соединения при усилении конструкций, работающих под нагрузкой.
Их
Альтернативой винтовым соединениям являются соединения с помощью спиральных стержней.
Последние изготавливаются
Альтернативой винтовым соединениям являются соединения с помощью спиральных стержней.
Последние изготавливаются
Прочность таких стержней на разрыв в несколько раз превышает прочность обычной
Прочность таких стержней на разрыв в несколько раз превышает прочность обычной

В отличие от винтов спиральные стержни являются менее металлоемкими, меньше повреждают
В отличие от винтов спиральные стержни являются менее металлоемкими, меньше повреждают
Соединения на клеях
Деревянная конструкция, монолитно склеенная из сухих и тонких досок,
Соединения на клеях
Деревянная конструкция, монолитно склеенная из сухих и тонких досок,

Виды торцовых клеевых соединений:
а – впритык; б – «на ус»; в
Виды торцовых клеевых соединений:
а – впритык; б – «на ус»; в
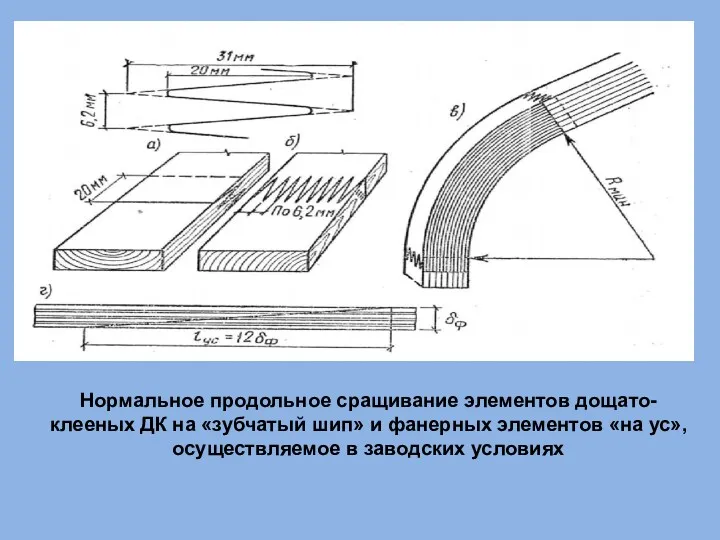
Нормальное продольное сращивание элементов дощато-клееных ДК на «зубчатый шип» и фанерных
Нормальное продольное сращивание элементов дощато-клееных ДК на «зубчатый шип» и фанерных
Однако, учитывая сложность изготовления, применение дощато-клееных конструкций рационально в тех случаях:
Однако, учитывая сложность изготовления, применение дощато-клееных конструкций рационально в тех случаях:
Область применения:
индустриальные сборные и сборно-разборные конструкции заводского изготовления (балки, стойки,
Область применения:
индустриальные сборные и сборно-разборные конструкции заводского изготовления (балки, стойки,
Жесткие узлы рам из цельных и клееных элементов
Простейшей и наиболее востребованной
Жесткие узлы рам из цельных и клееных элементов
Простейшей и наиболее востребованной
Общий вид и конструктивное решение жесткого карнизного узла мансардной дощатой рамы
Общий вид и конструктивное решение жесткого карнизного узла мансардной дощатой рамы
В рамах, когда стойки и ригели выполняются из разного количества
В рамах, когда стойки и ригели выполняются из разного количества

Жесткие карнизные узлы клеедощатых рам
Клееная дощатая рама выполняемая из прямолинейных элементов
Жесткие карнизные узлы клеедощатых рам
Клееная дощатая рама выполняемая из прямолинейных элементов
Общий вид и конструктивное решение дощатоклееной рамы:
1 – жесткий карнизный узел
Общий вид и конструктивное решение дощатоклееной рамы:
1 – жесткий карнизный узел
 И чувства добрые я лирой пробуждал...
И чувства добрые я лирой пробуждал... Подготовка к олимпиаде по ПДД (6 класс)
Подготовка к олимпиаде по ПДД (6 класс) Стили в одежде
Стили в одежде Презентация - тест с проверкой решения Вычисления по химическим уравнениям
Презентация - тест с проверкой решения Вычисления по химическим уравнениям Dzhakanovaar_English
Dzhakanovaar_English Волейбол. История возникновения и развития игры правила игры
Волейбол. История возникновения и развития игры правила игры Сосудистая хирургия
Сосудистая хирургия Косметический ремонт актового зала
Косметический ремонт актового зала Презентация к урокам русского языка и окружающего мира Загадки про овощи
Презентация к урокам русского языка и окружающего мира Загадки про овощи Основы технологического нормирования
Основы технологического нормирования Создание студенческого рекламного сообщества Social advertisement в социальных сетях
Создание студенческого рекламного сообщества Social advertisement в социальных сетях Гимнастика для глаз
Гимнастика для глаз История создания газотурбиного двигателя наземного применения
История создания газотурбиного двигателя наземного применения презентация Педсовет: как избежать насилие в школе и семье, или воспитание милосердия
презентация Педсовет: как избежать насилие в школе и семье, или воспитание милосердия Республика Таджикистан
Республика Таджикистан Магнитное поле в веществе
Магнитное поле в веществе Разработка нефтяных месторождений
Разработка нефтяных месторождений Экология микроорганизмов. Химиотерапия
Экология микроорганизмов. Химиотерапия Архитектура микроконтроллера ATmega328P
Архитектура микроконтроллера ATmega328P Архитектура кластерных систем и процессоров с управлением потоком данных. (Лекция 4)
Архитектура кластерных систем и процессоров с управлением потоком данных. (Лекция 4) Музей Приокского района. Детские программы
Музей Приокского района. Детские программы Оборудования для производства керамзита
Оборудования для производства керамзита Программа развития электроэнергетики Нижегородской области
Программа развития электроэнергетики Нижегородской области Жестокое обращение с детьми
Жестокое обращение с детьми Викторина Поле чудес
Викторина Поле чудес Церковь великомученицы Екатерины в д. Батран Череповецкого района
Церковь великомученицы Екатерины в д. Батран Череповецкого района Внутренняя среда организма
Внутренняя среда организма Первая медицинская помощь при различных травмах и поражениях
Первая медицинская помощь при различных травмах и поражениях