- Мати-российский государственный технологический университет имени К.Э.Циолковского

Содержание
- 2. Виноградов Владимир Михайлович Вопросы терминологии в экспертной оценке научных проектов в области полимерных материалов Профессор кафедры
- 3. - компрессионное прессование, контактное прессование, удельное давление, внутренние напряжения … Плеоназм (словесная избыточность) до настоящего времени
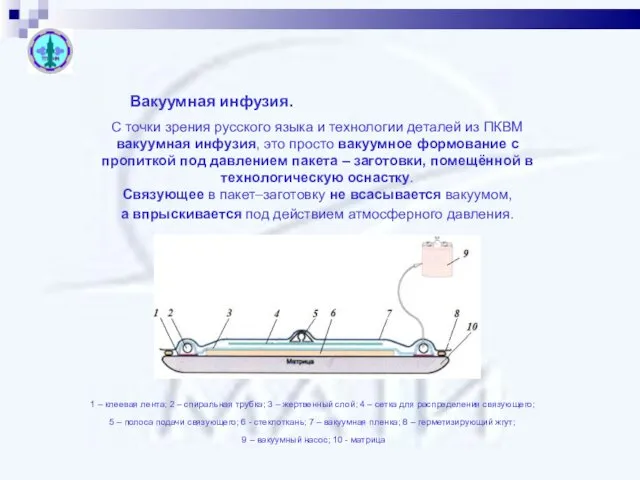
- 4. С точки зрения русского языка и технологии деталей из ПКВМ вакуумная инфузия, это просто вакуумное формование
- 5. Compression injection molding (CIM) переводят как компрессионное формование с литьём под давлением. Поскольку компрессионное формование –
- 6. Пропитка предварительно вакуумированного пакета-заготовки связующим под атмосферным давлением 1 - бачёк со связующим; 2 – запорные
- 7. 1 – запорные краны; 2 – смотровое окно; 3 – бачёк для излишка связующего; 4 –
- 8. В реальных технологических процессах операции 1 и 2 могут меняться местами. В настоящее время практикуют применение
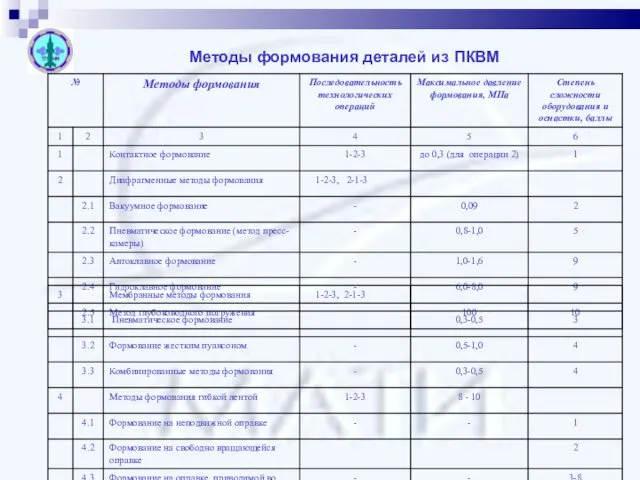
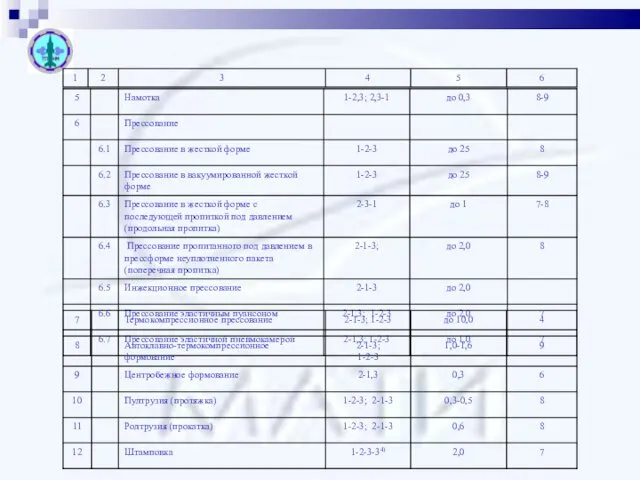
- 9. Методы формования деталей из ПКВМ
- 11. В настоящее время практикуют применение одновременно двух методов формования, например, прессования, автоклавного и вакуумного формования в
- 12. RFI (resin film infusion) – пропитка пакетов-заготовок плёночным связующим. TERTM (Thermal expansion resin transfer molding) -
- 13. VARI (Vacuum assisted resin injection) - пропитка пакета-заготовки связующим в вакуумируемой оснастке. VIMP (Vacuum infusion molding
- 14. RIM (Reaktion injektion molding) - литьё деталей из ненаполненных термореактивных композиций, составленных из мономеров, с раздельной
- 15. SRIM ( Structural reaction injection molding ) – в отличие от RIM ненаполненная термореактивная мономер-олигомерная композиция
- 16. В литературных источниках появилось большое количество терминов, обозначающих технологические процессы изготовления различного рода длинномерных деталей, которые
- 17. PULLWINDING – вариант пултрузии, в процессе которой формирование полуфабриката ПКВМ сопровождается обмоткой однонаправленных волокон. Метод позволяет
- 18. PULLFORMING – представляет собой комбинацию пултрузии и прессования, в процессе которого неотверждённая заготовка из пропитанного волокнистого
- 19. Некоторой корректировки требуют и переводы аббревиатур полуфабрикатов ПВКМ. DMC (Termoset dough molding compound) - премиксы, пастообразные
- 20. LFT (Light fibre thermoplastic) – полуфабрикаты на основе термопластичного связующего и штапельных волокон . Gel coat-
- 22. Скачать презентацию
Виноградов Владимир Михайлович
Вопросы терминологии в экспертной оценке научных проектов
в области
Виноградов Владимир Михайлович
Вопросы терминологии в экспертной оценке научных проектов
в области

- компрессионное прессование, контактное прессование, удельное давление, внутренние напряжения …
Плеоназм (словесная
- компрессионное прессование, контактное прессование, удельное давление, внутренние напряжения …
Плеоназм (словесная
С точки зрения русского языка и технологии деталей из ПКВМ вакуумная
С точки зрения русского языка и технологии деталей из ПКВМ вакуумная
Compression injection molding (CIM) переводят как компрессионное формование с литьём под
Compression injection molding (CIM) переводят как компрессионное формование с литьём под

Пропитка предварительно вакуумированного пакета-заготовки связующим под атмосферным давлением
1 - бачёк
Пропитка предварительно вакуумированного пакета-заготовки связующим под атмосферным давлением
1 - бачёк

1 – запорные краны; 2 – смотровое окно; 3 – бачёк
1 – запорные краны; 2 – смотровое окно; 3 – бачёк
В реальных технологических процессах операции 1 и 2 могут меняться местами.
В реальных технологических процессах операции 1 и 2 могут меняться местами.
Методы формования деталей из ПКВМ
Методы формования деталей из ПКВМ

В настоящее время практикуют применение одновременно двух методов формования, например, прессования,
В настоящее время практикуют применение одновременно двух методов формования, например, прессования,
RFI (resin film infusion) – пропитка пакетов-заготовок плёночным связующим.
TERTM (Thermal expansion
RFI (resin film infusion) – пропитка пакетов-заготовок плёночным связующим.
TERTM (Thermal expansion
VARI (Vacuum assisted resin injection) - пропитка пакета-заготовки связующим в вакуумируемой
VARI (Vacuum assisted resin injection) - пропитка пакета-заготовки связующим в вакуумируемой
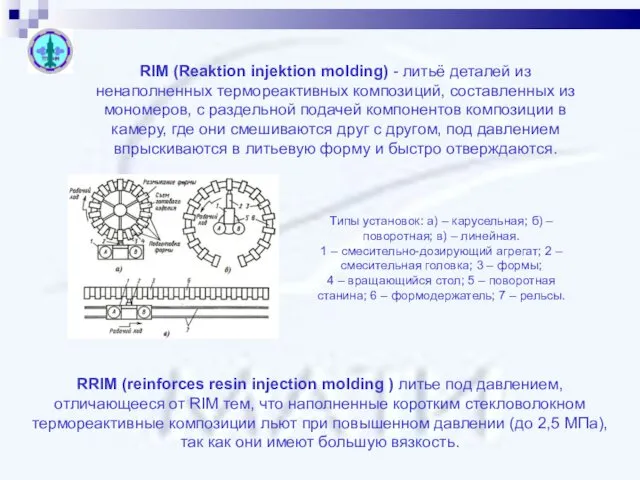
RIM (Reaktion injektion molding) - литьё деталей из ненаполненных термореактивных композиций,
RIM (Reaktion injektion molding) - литьё деталей из ненаполненных термореактивных композиций,
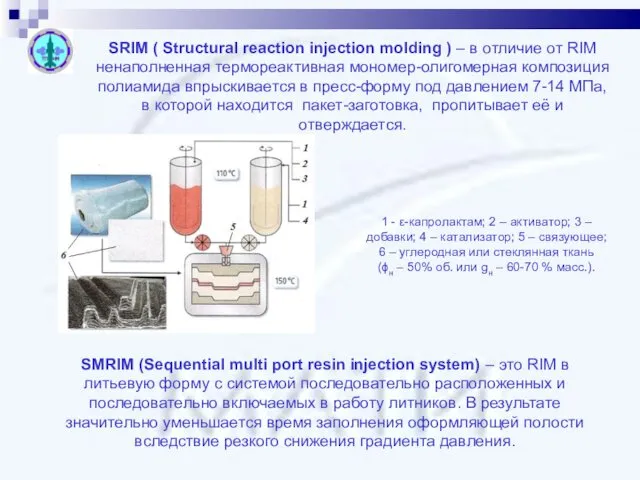
SRIM ( Structural reaction injection molding ) – в отличие от
SRIM ( Structural reaction injection molding ) – в отличие от

В литературных источниках появилось большое количество терминов, обозначающих технологические процессы изготовления
В литературных источниках появилось большое количество терминов, обозначающих технологические процессы изготовления
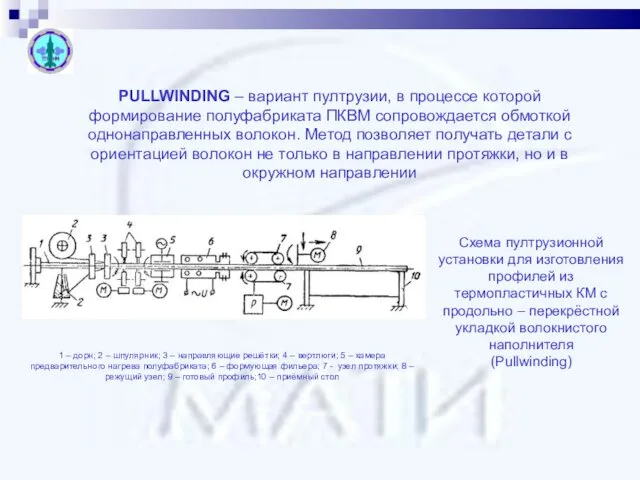
PULLWINDING – вариант пултрузии, в процессе которой формирование полуфабриката ПКВМ сопровождается
PULLWINDING – вариант пултрузии, в процессе которой формирование полуфабриката ПКВМ сопровождается
PULLFORMING – представляет собой комбинацию пултрузии и прессования, в процессе которого
PULLFORMING – представляет собой комбинацию пултрузии и прессования, в процессе которого
Некоторой корректировки требуют и переводы аббревиатур полуфабрикатов ПВКМ.
DMC (Termoset dough molding
Некоторой корректировки требуют и переводы аббревиатур полуфабрикатов ПВКМ.
DMC (Termoset dough molding
LFT (Light fibre thermoplastic) – полуфабрикаты на основе термопластичного связующего и
LFT (Light fibre thermoplastic) – полуфабрикаты на основе термопластичного связующего и
 Болезни органов пищеварения
Болезни органов пищеварения Основы биостатистики
Основы биостатистики Организация научных исследований в России
Организация научных исследований в России Презентация Русские хороводы
Презентация Русские хороводы Организация домашнего труда учащегося
Организация домашнего труда учащегося Управление ликвидностью. (Тема 5)
Управление ликвидностью. (Тема 5) Основы применения техники и информатики в профессиональной деятельности сотрудника полиции
Основы применения техники и информатики в профессиональной деятельности сотрудника полиции Пластическая хирургия
Пластическая хирургия Визитная карточка на конкурс Самый классный классный
Визитная карточка на конкурс Самый классный классный Инновационные технологии для транспортного и инфраструктурного строительства с применением металлических конструкций
Инновационные технологии для транспортного и инфраструктурного строительства с применением металлических конструкций Социальный проект Ягодная школка. Практические занятия по посадке и выращиванию земляники из семян
Социальный проект Ягодная школка. Практические занятия по посадке и выращиванию земляники из семян сказка о лекарственных растениях
сказка о лекарственных растениях КОММЕРЧЕСКОЕ ПРЕДЛОЖЕНИЕ
КОММЕРЧЕСКОЕ ПРЕДЛОЖЕНИЕ vyezdnaya_prezentatsia_AP
vyezdnaya_prezentatsia_AP психолого-педагогическое сопровождение в ДОУ.
психолого-педагогическое сопровождение в ДОУ. Презентация Улица подводника Кузьмина в г. Санкт-Петербурге
Презентация Улица подводника Кузьмина в г. Санкт-Петербурге Выделение у растений и животных_
Выделение у растений и животных_ Ты нам нужен, маленький принц к 120- летию А. Д. Сент-Экзюпери
Ты нам нужен, маленький принц к 120- летию А. Д. Сент-Экзюпери а
а Робот шлагбаум с звуковым датчиком
Робот шлагбаум с звуковым датчиком Релейная защита и автоматизация ЭЭС. Расчет и выбор защит линий
Релейная защита и автоматизация ЭЭС. Расчет и выбор защит линий Чернильная система
Чернильная система Михаил Васильевич Ломоносов
Михаил Васильевич Ломоносов Налоговый калькулятор по расчету налоговой нагрузки
Налоговый калькулятор по расчету налоговой нагрузки Опыт работы по художественно-эстетическому развитию детей 2 мл. группы
Опыт работы по художественно-эстетическому развитию детей 2 мл. группы Prezentatsia_Lopatin_Alexey_Alexandrovich
Prezentatsia_Lopatin_Alexey_Alexandrovich Математика в медицине
Математика в медицине аттестация
аттестация