- Место технологической оснастки в технологической системе

Содержание
- 2. Технологическая система - совокупность функционально взаимосвязанных средств технологического оснащения, предметов производства и исполнителей для выполнения в
- 3. Главным компонентом технологической системы является металлорежущий станок - технологическая машина, предназначенная для размерной обработки заготовок снятием
- 4. * Приспособление - один из определяющих компонентов технологической системы. Приспособление должно обеспечить заданную точность положения инструмента
- 5. * Режущий инструмент в процессе обработки образует на заготовке поверхности заданной формы. Основное требование к инструменту
- 6. * Заготовка — предмет производства, из которого изменением формы, размеров, шероховатости поверхности и свойств материала изготовляют
- 7. Служебное назначение приспособлений Повышение производительности труда при применении технологической оснастки обеспечивается следующим: Сокращением вспомогательного времени на
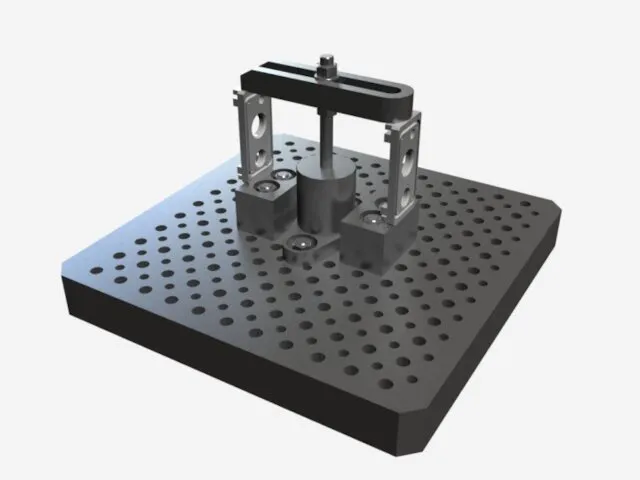
- 8. Классификация приспособлений По целевому назначению приспособления делят на пять групп: * 1. Станочные приспособления - используют
- 9. Классификация приспособлений По целевому назначению приспособления делят на пять групп: * 2. Приспособления для крепления рабочих
- 10. Классификация приспособлений По целевому назначению приспособления делят на пять групп: * 3. Сборочные приспособления — используют
- 11. Классификация приспособлений По целевому назначению приспособления делят на пять групп: * 4. Контрольные приспособления — применяют
- 12. Классификация приспособлений По целевому назначению приспособления делят на пять групп: * 5. Приспособления для захвата, перемещения
- 13. Классификация приспособлений По степени специализации приспособления делят на Универсальные, специализированные и специальные *
- 14. Классификация приспособлений Универсальные приспособления (УП) применяют для установки и закрепления заготовок разных по форме и габаритным
- 15. Универсальные приспособления (УП)
- 16. Классификация приспособлений Универсальные безналадочные приспособления (УБП) - используют для закрепления заготовок широкой номенклатуры и различной конфигурации.
- 17. Люнет
- 18. Классификация приспособлений Сборно-разборные приспособления (СРП) — являются разновидностью оснастки многократного применения. В СРП элементом фиксации является
- 21. Классификация приспособлений Специальные приспособления (СП) — используют для выполнения определенной операции при обработке конкретной детали, они
- 22. Классификация приспособлений По степени механизации и автоматизации приспособления подразделяют на Ручные Механизированные Полуавтоматические Автоматические *
- 24. Скачать презентацию

Технологическая система - совокупность функционально взаимосвязанных средств технологического оснащения, предметов производства
Технологическая система - совокупность функционально взаимосвязанных средств технологического оснащения, предметов производства

Главным компонентом технологической системы является металлорежущий станок - технологическая машина, предназначенная
Главным компонентом технологической системы является металлорежущий станок - технологическая машина, предназначенная

*
Приспособление - один из определяющих компонентов технологической системы. Приспособление должно обеспечить
*
Приспособление - один из определяющих компонентов технологической системы. Приспособление должно обеспечить

*
Режущий инструмент в процессе обработки образует на заготовке поверхности заданной формы.
*
Режущий инструмент в процессе обработки образует на заготовке поверхности заданной формы.

*
Заготовка — предмет производства, из которого изменением формы, размеров, шероховатости поверхности
*
Заготовка — предмет производства, из которого изменением формы, размеров, шероховатости поверхности
Служебное назначение приспособлений
Повышение производительности труда при применении технологической оснастки обеспечивается следующим:
Служебное назначение приспособлений
Повышение производительности труда при применении технологической оснастки обеспечивается следующим:

Классификация приспособлений
По целевому назначению приспособления делят на пять групп:
*
1. Станочные приспособления
Классификация приспособлений
По целевому назначению приспособления делят на пять групп:
*
1. Станочные приспособления

Классификация приспособлений
По целевому назначению приспособления делят на пять групп:
*
2. Приспособления для
Классификация приспособлений
По целевому назначению приспособления делят на пять групп:
*
2. Приспособления для

Классификация приспособлений
По целевому назначению приспособления делят на пять групп:
*
3. Сборочные приспособления
Классификация приспособлений
По целевому назначению приспособления делят на пять групп:
*
3. Сборочные приспособления

Классификация приспособлений
По целевому назначению приспособления делят на пять групп:
*
4. Контрольные приспособления
Классификация приспособлений
По целевому назначению приспособления делят на пять групп:
*
4. Контрольные приспособления

Классификация приспособлений
По целевому назначению приспособления делят на пять групп:
*
5. Приспособления для
Классификация приспособлений
По целевому назначению приспособления делят на пять групп:
*
5. Приспособления для

Классификация приспособлений
По степени специализации приспособления делят на
Универсальные, специализированные и специальные
*
Классификация приспособлений
По степени специализации приспособления делят на
Универсальные, специализированные и специальные
*

Классификация приспособлений
Универсальные приспособления (УП)
применяют для установки и закрепления заготовок разных
Классификация приспособлений
Универсальные приспособления (УП)
применяют для установки и закрепления заготовок разных

Универсальные приспособления (УП)
Универсальные приспособления (УП)

Классификация приспособлений
Универсальные безналадочные приспособления (УБП) - используют для закрепления заготовок широкой
Классификация приспособлений
Универсальные безналадочные приспособления (УБП) - используют для закрепления заготовок широкой

Люнет
Люнет

Классификация приспособлений
Сборно-разборные приспособления (СРП) — являются разновидностью оснастки многократного применения. В
Классификация приспособлений
Сборно-разборные приспособления (СРП) — являются разновидностью оснастки многократного применения. В


Классификация приспособлений
Специальные приспособления (СП) — используют для выполнения определенной операции при
Классификация приспособлений
Специальные приспособления (СП) — используют для выполнения определенной операции при

Классификация приспособлений
По степени механизации и автоматизации приспособления подразделяют на
Ручные
Механизированные
Полуавтоматические
Автоматические
*
Классификация приспособлений
По степени механизации и автоматизации приспособления подразделяют на
Ручные
Механизированные
Полуавтоматические
Автоматические
*
 Презентация к классному часу (2 класс). Тема: Сталинград и КУбань 2 февраля - День разгрома советскими войсками немецко-фашистских войск в Сталинградской битве (1943 год)
Презентация к классному часу (2 класс). Тема: Сталинград и КУбань 2 февраля - День разгрома советскими войсками немецко-фашистских войск в Сталинградской битве (1943 год) ГК СтройГарант
ГК СтройГарант Критерии классификации правовых систем
Критерии классификации правовых систем презентация Молоко и молочные продукты
презентация Молоко и молочные продукты Контроллеры для систем вентиляции и кондиционирования
Контроллеры для систем вентиляции и кондиционирования Прием в первый класс
Прием в первый класс Neural Networks
Neural Networks Диктант Победы
Диктант Победы Первый и второй этапы сестринского процесса. Лекция 8
Первый и второй этапы сестринского процесса. Лекция 8 Создание изделий из текстильных материалов. Швейные ручные работы
Создание изделий из текстильных материалов. Швейные ручные работы Советы по созданию презентации в программе Microsoft Office PowerPoint
Советы по созданию презентации в программе Microsoft Office PowerPoint История развития гостиничной индустрии
История развития гостиничной индустрии Крепкий алкоголь
Крепкий алкоголь ЕВРАЗ: город друзей – город идей! Создание современной спортивно – игровой площадки на территории детского сада
ЕВРАЗ: город друзей – город идей! Создание современной спортивно – игровой площадки на территории детского сада Имя существительное
Имя существительное Виды мультфильмов, техники создания. Урок 1
Виды мультфильмов, техники создания. Урок 1 Комедия А.С. Грибоедова Горе от ума
Комедия А.С. Грибоедова Горе от ума Набір ювелірних каблучок Сонячний вітер
Набір ювелірних каблучок Сонячний вітер Элемент занятия по экономике
Элемент занятия по экономике Виды симметрии
Виды симметрии Изделия из соленого теста Подарок на день рождения
Изделия из соленого теста Подарок на день рождения Организация деятельности психолого-педагогического консилиума образовательной организации
Организация деятельности психолого-педагогического консилиума образовательной организации Организация речевого уголка в ДОУ
Организация речевого уголка в ДОУ Самооценка системы управления организации на базе функциональной модели оценки менеджмента
Самооценка системы управления организации на базе функциональной модели оценки менеджмента Противодействие преступлениям в сфере компьютерной информации в РФ. (Лекция 4)
Противодействие преступлениям в сфере компьютерной информации в РФ. (Лекция 4) Астенопия - синдром усталости глаза
Астенопия - синдром усталости глаза Презентация к уроку в 9 классе Химические свойства непредельных углеводородов
Презентация к уроку в 9 классе Химические свойства непредельных углеводородов Условные предложения в английском языке. Conditionals
Условные предложения в английском языке. Conditionals