- Металдар мен қорытпаларды құю және Шөміш

Содержание
- 2. 1-шөміш; 2-сауыт қалып; 3-табандық Сурет 3. Болатты үстінен құю сұлбасы Болатты үстінен құю. Бұл тәсіл негізінен
- 3. Құю аралығындағы сауыт қалыптар тарату платформаларына құрамымен беріледі. Бір құрамда, әдетте пеште балқытылған барлық болатты құятындай,
- 4. 1-сауыт қалып; 2-табандық; 3-орталық; 4-құйғыш Сурет 3. Болатты сифонды құю сұлбасы Сифонды құю кезінде бір уақытта
- 5. а-вертикаль; б - қатайғаннан кейін кұйма кесекті иілісімен; в - қисық сызықты; 1 - болат құю
- 6. а) бір жылдық металды шығару елеулі түрде артады. Сауыт қалыпқа құю кезінде шөгінді қаяу салдарынан әрбір
- 7. 1 - тоқтатқышты орналастыру механизмі; 2- тоқтатқыш; 3-отқа төзімді орауыш; 4-тоқтатқыш сынамасы; 5-ұяшықты кірпіш; 6-стакан; 7-
- 8. Шамотты кірпіштен шегендеу. Шөміш қабырғасын шегендеуді екі қабаттан жасайды: қаптамаға, сұйық металл мен қожға жанасып тұрған
- 9. Монолитті шегендеу. Бұл жағдайда арматуралы қабатын және түбін шамот кірпіштен қалайды, ал жұмыс қабатын Si02 негізінде
- 10. 1 - ұяшықты кірпіш; 2 - тарату стаканы; 3 - тұбінен қозғалмайтын тақта; 4 - козғалмалы
- 12. Скачать презентацию
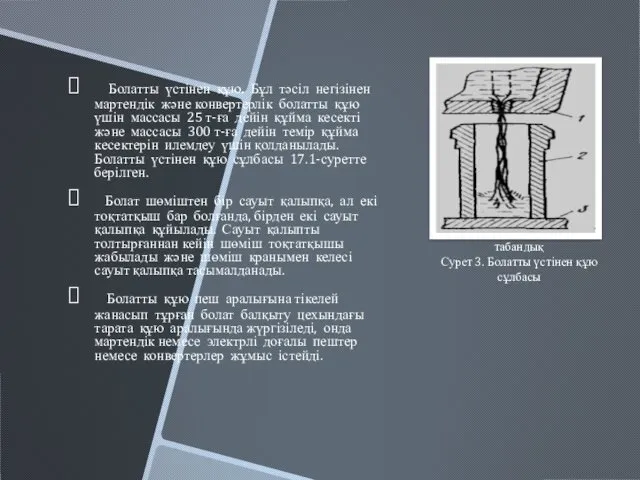
1-шөміш; 2-сауыт қалып; 3-табандық
Сурет 3. Болатты үстінен құю сұлбасы
Болатты үстінен
1-шөміш; 2-сауыт қалып; 3-табандық
Сурет 3. Болатты үстінен құю сұлбасы
Болатты үстінен
Құю аралығындағы сауыт қалыптар тарату платформаларына құрамымен беріледі. Бір құрамда, әдетте
Құю аралығындағы сауыт қалыптар тарату платформаларына құрамымен беріледі. Бір құрамда, әдетте
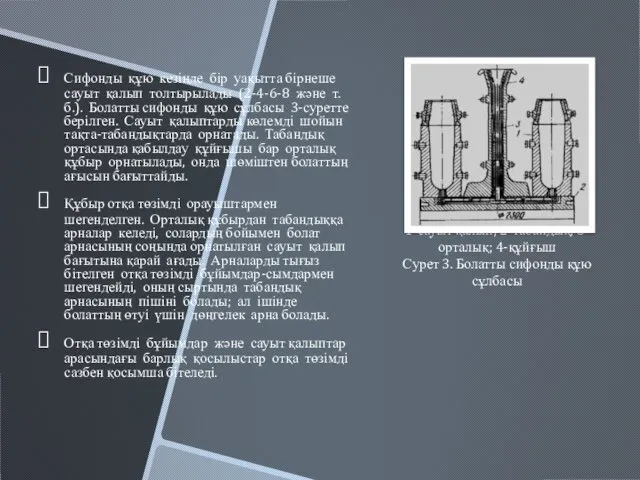
1-сауыт қалып; 2-табандық; 3-орталық; 4-құйғыш
Сурет 3. Болатты сифонды құю сұлбасы
Сифонды құю
1-сауыт қалып; 2-табандық; 3-орталық; 4-құйғыш
Сурет 3. Болатты сифонды құю сұлбасы
Сифонды құю
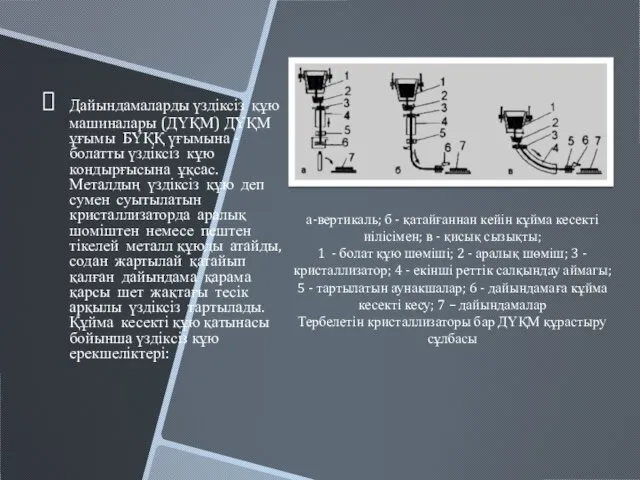
а-вертикаль; б - қатайғаннан кейін кұйма кесекті иілісімен; в - қисық
а-вертикаль; б - қатайғаннан кейін кұйма кесекті иілісімен; в - қисық
а) бір жылдық металды шығару елеулі түрде артады. Сауыт қалыпқа құю
а) бір жылдық металды шығару елеулі түрде артады. Сауыт қалыпқа құю
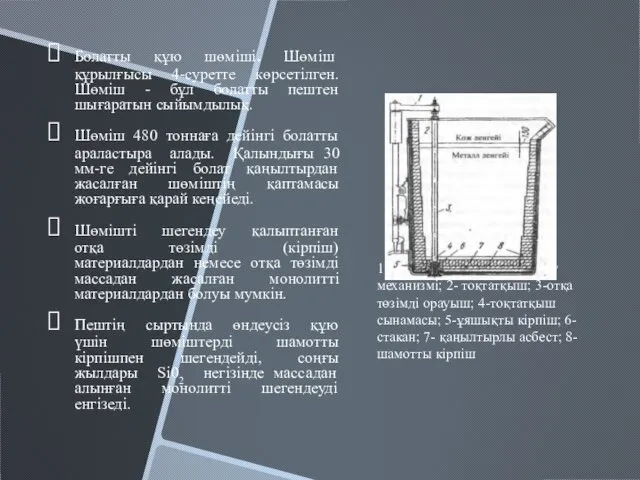
1 - тоқтатқышты орналастыру механизмі; 2- тоқтатқыш; 3-отқа төзімді орауыш; 4-тоқтатқыш
1 - тоқтатқышты орналастыру механизмі; 2- тоқтатқыш; 3-отқа төзімді орауыш; 4-тоқтатқыш
Шамотты кірпіштен шегендеу. Шөміш қабырғасын шегендеуді екі қабаттан жасайды: қаптамаға, сұйық
Шамотты кірпіштен шегендеу. Шөміш қабырғасын шегендеуді екі қабаттан жасайды: қаптамаға, сұйық
Монолитті шегендеу. Бұл жағдайда арматуралы қабатын және түбін шамот кірпіштен қалайды,
Монолитті шегендеу. Бұл жағдайда арматуралы қабатын және түбін шамот кірпіштен қалайды,
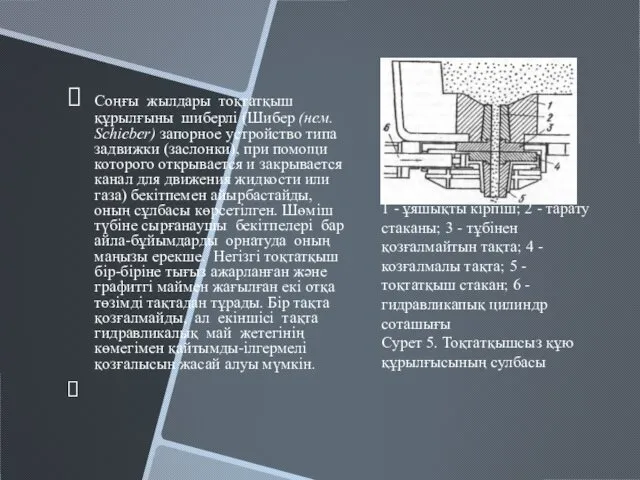
1 - ұяшықты кірпіш; 2 - тарату стаканы; 3 - тұбінен
1 - ұяшықты кірпіш; 2 - тарату стаканы; 3 - тұбінен
 Вертянкина А. 35 группа
Вертянкина А. 35 группа Дымовые трубы ТЭС. Лекция 8
Дымовые трубы ТЭС. Лекция 8 Александр Васильевич Суворов 1729 1800 гг
Александр Васильевич Суворов 1729 1800 гг Потребности вузов москвы в модернизации в целях повышения доступности высшего образования для лиц с ОВЗ
Потребности вузов москвы в модернизации в целях повышения доступности высшего образования для лиц с ОВЗ Участник ВОВ И.Ф.Кузмичев
Участник ВОВ И.Ф.Кузмичев Формирование лексикона у дошкольников
Формирование лексикона у дошкольников Зона тундры
Зона тундры Конструкт урока по Закону Божию по курсу Евангелие в нашей жизни
Конструкт урока по Закону Божию по курсу Евангелие в нашей жизни Занимательная фонетика. Весело, Забавно, Интересно
Занимательная фонетика. Весело, Забавно, Интересно Современный урок: шаг к успеху
Современный урок: шаг к успеху Система организации оказания медицинской помощи городскому населению
Система организации оказания медицинской помощи городскому населению Большая буква в именах собственных
Большая буква в именах собственных Презентация к проекту В гостях у книжки
Презентация к проекту В гостях у книжки Оценка экономической эффективности реальных инвестиций
Оценка экономической эффективности реальных инвестиций Тері өңдеу. Өндірістік бағыттағы тері өңдеу.Тері консервілеудің қажеттілігі. Тері қабатының морфологиясы. (Дәріс 9-10)
Тері өңдеу. Өндірістік бағыттағы тері өңдеу.Тері консервілеудің қажеттілігі. Тері қабатының морфологиясы. (Дәріс 9-10) Трипольская культура
Трипольская культура Canadian Life Insurance and Living Benefit products
Canadian Life Insurance and Living Benefit products Правовое воспитание дошкольников
Правовое воспитание дошкольников Методы синтеза и анализа цифровых фильтров. БИХ-фильтры. Введение
Методы синтеза и анализа цифровых фильтров. БИХ-фильтры. Введение Открытое внеклассное мероприятие Адыгейская кухня
Открытое внеклассное мероприятие Адыгейская кухня Объекты всемирного наследия ЮНЕСКО в России
Объекты всемирного наследия ЮНЕСКО в России Урок-игра. Атмосфера и гидросфера
Урок-игра. Атмосфера и гидросфера Раннее новое время (XV-XVII века)
Раннее новое время (XV-XVII века) Рыцари средних веков
Рыцари средних веков Практика: Базовый детский сад Солнышко
Практика: Базовый детский сад Солнышко Арт-объекты для Форума
Арт-объекты для Форума Тьютерский проект Оказание методической и консультативной помощи ОУ по внедрению инклюзивного образования
Тьютерский проект Оказание методической и консультативной помощи ОУ по внедрению инклюзивного образования Умножение одночлена на многочлен
Умножение одночлена на многочлен