- Металлургические процессы при сварке

Содержание
- 2. Процессы расплавления и затвердевания металла, сопровождающиеся изменением его химического состава и кристаллического строения, называются металлургическими. Сварка
- 3. г) при сварке имеет место быстрый отвод тепла от расплавленного металла сварочной ванны в прилегающие к
- 4. Высокая температура нагрева при сварке ускоряет процессы плавления электродного металла, основного металла, электродного покрытия и флюса.
- 5. Химический состав, структура и плотность металла шва зависят от состава основного и присадочного металла, характера и
- 6. Основные реакции в зоне сварки, характерные для стали При сварке стали важно получение расплавленного металла, по
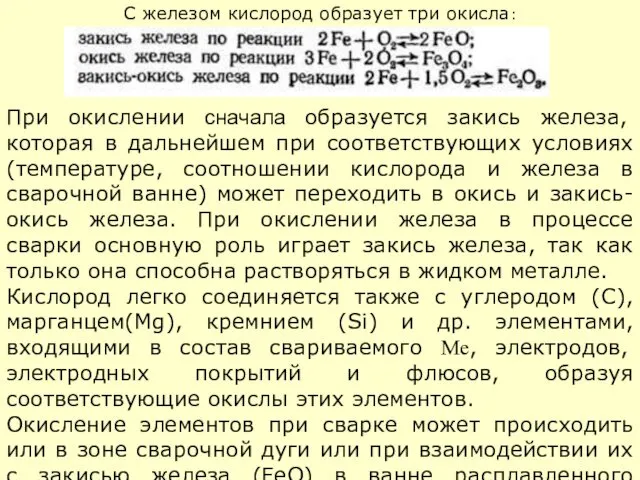
- 7. С железом кислород образует три окисла: При окислении сначала образуется закись железа, которая в дальнейшем при
- 8. Присутствие кислорода в металле шва в виде твердого раствора или включений окислов, в первую очередь сказывается
- 9. Защита Ме от окисления кислородом окружающей среды достигается, во-первых, созданием вокруг расплавленного металла защитной среды из
- 10. Реакции окисления и раскисления обусловлены одним и тем же химическим процессом, но протекающим лишь в противоположных
- 11. Числитель представляет собой произведение концентраций веществ (весовые проценты), вступающих в реакцию, а знаменатель — концентрацию продуктов
- 12. Если взаимодействовать с кислородом могут несколько элементов, то в первую очередь окислению подвергаются те элементы, которое
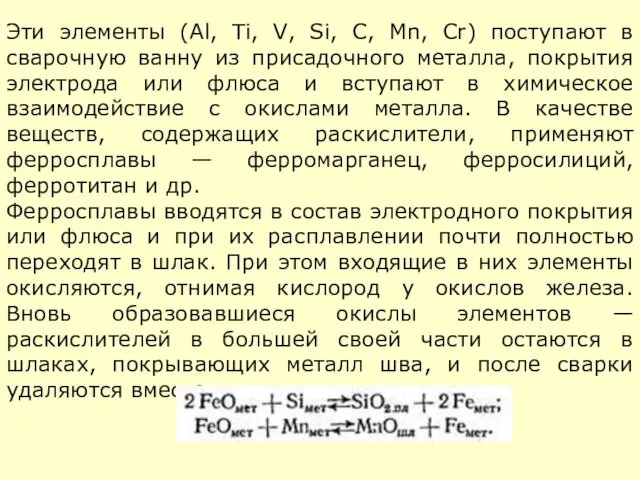
- 13. Эти элементы (Al, Ti, V, Si, C, Mn, Cr) поступают в сварочную ванну из присадочного металла,
- 14. Образующиеся при этом окись кремния и закись марганца плохо растворимы в жидком металле и переходят в
- 15. Окислы по своим химическим свойствам могут быть кислые и основные. К кислым окислам относятся окись кремния
- 16. При сварке электродами с кислыми покрытиями процесс раскисления протекает также за счет углерода, содержащегося в металле
- 17. Поэтому при сварке сталей, содержащих повышенное количество кремния, хрома и марганца, не рекомендуется пользоваться покрытиями или
- 18. Азот поглощается расплавленным металлом из окружающего воздуха. Под действием высоких температур сварочной дуги азот частично переходит
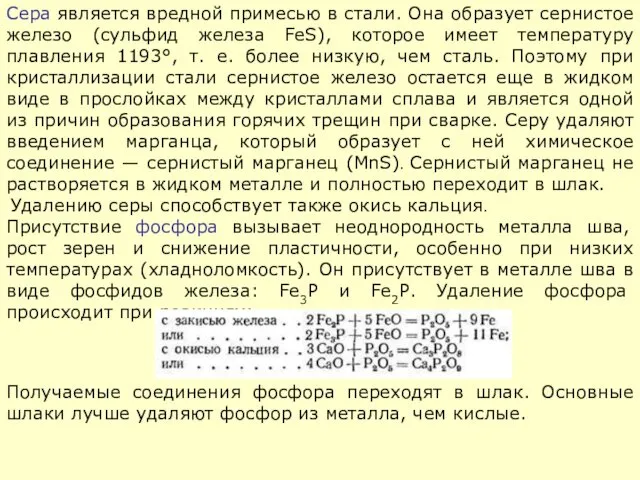
- 19. Сера является вредной примесью в стали. Она образует сернистое железо (сульфид железа FeS), которое имеет температуру
- 20. Водород является вредной примесью в стали. При температуре дуги водород диссоциирует на атомы и, находясь в
- 21. Чтобы предотвратить насыщение металла водородом при сварке стали необходимо следующее: Обеспечить минимальное содержание влаги в покрытии
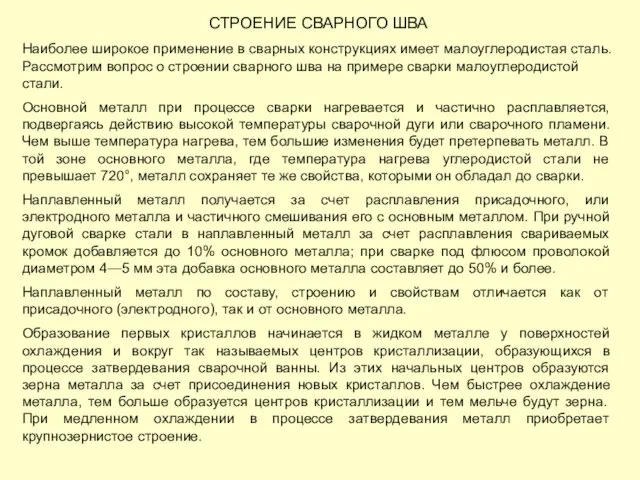
- 22. Наиболее широкое применение в сварных конструкциях имеет малоуглеродистая сталь. Рассмотрим вопрос о строении сварного шва на
- 23. Находящиеся в жидком металле примеси и загрязнения (окислы, шлаки и др.) имеют более низкую температуру затвердевания,
- 24. Схема строения металла сварного шва: а) - схема кристаллизации металла в сварочной ванне при ручной сварке
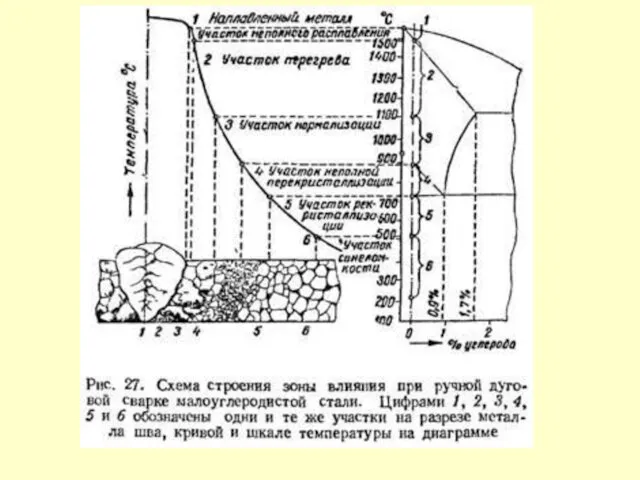
- 25. Строение зоны влияния при ручной дуговой сварке малоуглеродистой стали схематически показано на рисунке (см. следующий слайд).
- 27. Тема 4. Понятие о свариваемости Процесс сварки представляет собой сочетание нескольких, одновременно протекающих процессов, которые определяют
- 28. Углерод является наиболее важным элементом в составе стали, определяющим почти все основные свойства стали в процессе
- 29. Свариваемость стали принято оценивать по следующим показателям: - склонность металла шва к образованию горячих и холодных
- 30. По этому методу стали считаются сваривающимися хорошо, если трещины отсутствуют; удовлетворительно, если трещины образуются при охлаждении
- 31. Выбор режимов сварки Под режимом сварки понимают совокупность условий, создающих устойчивое протекание процесса сварки. Параметры режима
- 32. Увеличение сварочного тока вызывает при неизменной скорости рост глубины проплавления (провара), что объясняется изменением величины погонной
- 33. Напряжение при ручной дуговой сварке на глубину провара оказывает незначительное влияние, которым можно пренебречь. Ширина шва
- 34. Выбор силы сварочного тока. Для сварки в нижнем положении силу сварочного тока подбирают по формуле I=К∙d,
- 36. Скачать презентацию
Процессы расплавления и затвердевания металла, сопровождающиеся изменением его химического состава и
Процессы расплавления и затвердевания металла, сопровождающиеся изменением его химического состава и
г) при сварке имеет место быстрый отвод тепла от расплавленного металла
г) при сварке имеет место быстрый отвод тепла от расплавленного металла
Высокая температура нагрева при сварке ускоряет процессы плавления электродного металла, основного
Высокая температура нагрева при сварке ускоряет процессы плавления электродного металла, основного
Химический состав, структура и плотность металла шва зависят от состава основного
Химический состав, структура и плотность металла шва зависят от состава основного
Основные реакции в зоне сварки, характерные для стали
При сварке стали
Основные реакции в зоне сварки, характерные для стали
При сварке стали
С железом кислород образует три окисла:
При окислении сначала образуется закись
С железом кислород образует три окисла:
При окислении сначала образуется закись
Присутствие кислорода в металле шва в виде твердого раствора или включений
Присутствие кислорода в металле шва в виде твердого раствора или включений
Защита Ме от окисления кислородом окружающей среды достигается, во-первых, созданием вокруг
Защита Ме от окисления кислородом окружающей среды достигается, во-первых, созданием вокруг
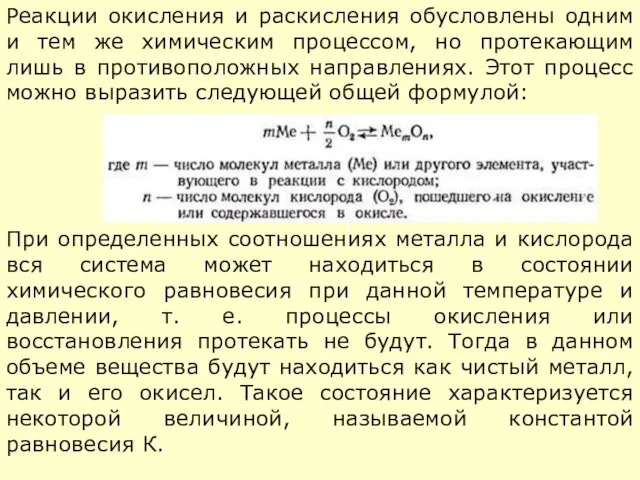
Реакции окисления и раскисления обусловлены одним и тем же химическим процессом,
Реакции окисления и раскисления обусловлены одним и тем же химическим процессом,
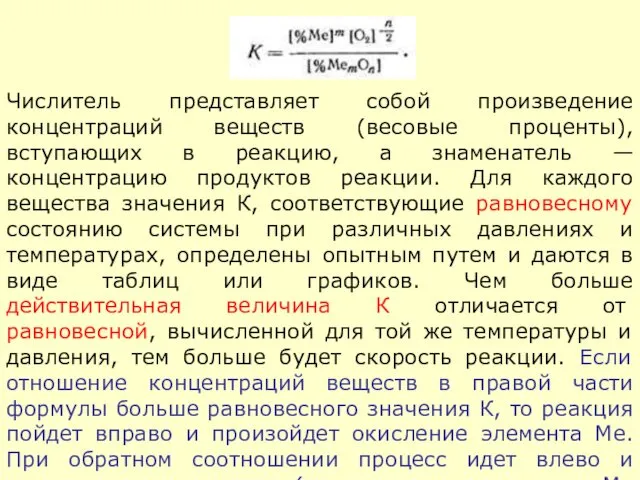
Числитель представляет собой произведение концентраций веществ (весовые проценты), вступающих в реакцию,
Числитель представляет собой произведение концентраций веществ (весовые проценты), вступающих в реакцию,
Если взаимодействовать с кислородом могут несколько элементов, то в первую очередь
Если взаимодействовать с кислородом могут несколько элементов, то в первую очередь
Эти элементы (Al, Ti, V, Si, C, Mn, Cr) поступают в
Эти элементы (Al, Ti, V, Si, C, Mn, Cr) поступают в
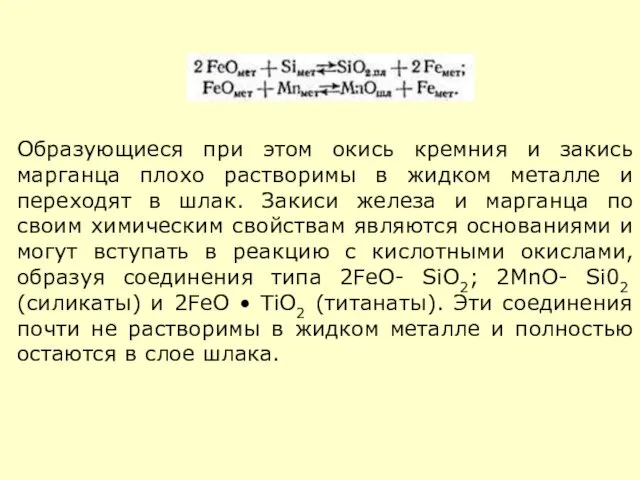
Образующиеся при этом окись кремния и закись марганца плохо растворимы в
Образующиеся при этом окись кремния и закись марганца плохо растворимы в
Окислы по своим химическим свойствам могут быть кислые и основные. К
Окислы по своим химическим свойствам могут быть кислые и основные. К
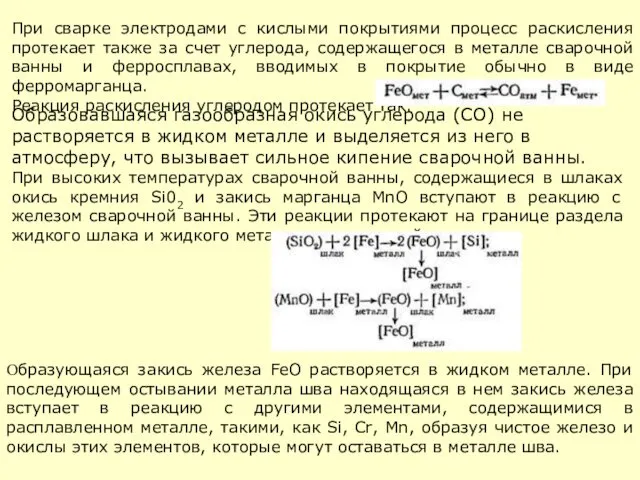
При сварке электродами с кислыми покрытиями процесс раскисления протекает также за
При сварке электродами с кислыми покрытиями процесс раскисления протекает также за
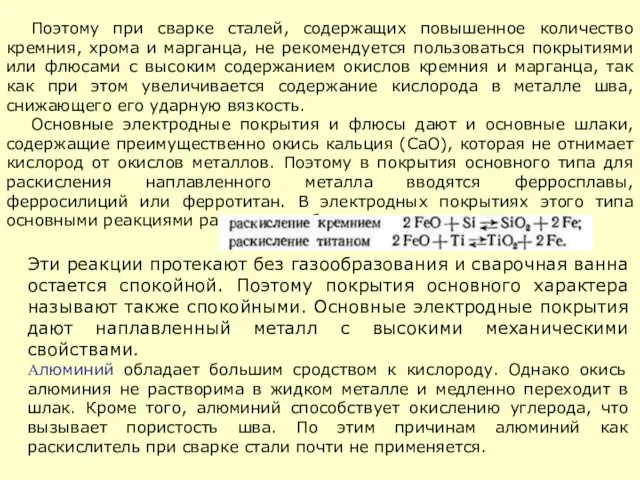
Поэтому при сварке сталей, содержащих повышенное количество кремния, хрома и марганца,
Поэтому при сварке сталей, содержащих повышенное количество кремния, хрома и марганца,
Азот поглощается расплавленным металлом из окружающего воздуха. Под действием высоких температур
Азот поглощается расплавленным металлом из окружающего воздуха. Под действием высоких температур
Сера является вредной примесью в стали. Она образует сернистое железо (сульфид
Сера является вредной примесью в стали. Она образует сернистое железо (сульфид
Водород является вредной примесью в стали. При температуре дуги водород диссоциирует
Водород является вредной примесью в стали. При температуре дуги водород диссоциирует
Чтобы предотвратить насыщение металла водородом при сварке стали необходимо следующее:
Обеспечить минимальное
Чтобы предотвратить насыщение металла водородом при сварке стали необходимо следующее:
Обеспечить минимальное
Наиболее широкое применение в сварных конструкциях имеет малоуглеродистая сталь. Рассмотрим вопрос
Наиболее широкое применение в сварных конструкциях имеет малоуглеродистая сталь. Рассмотрим вопрос
Находящиеся в жидком металле примеси и загрязнения (окислы, шлаки и др.)
Находящиеся в жидком металле примеси и загрязнения (окислы, шлаки и др.)
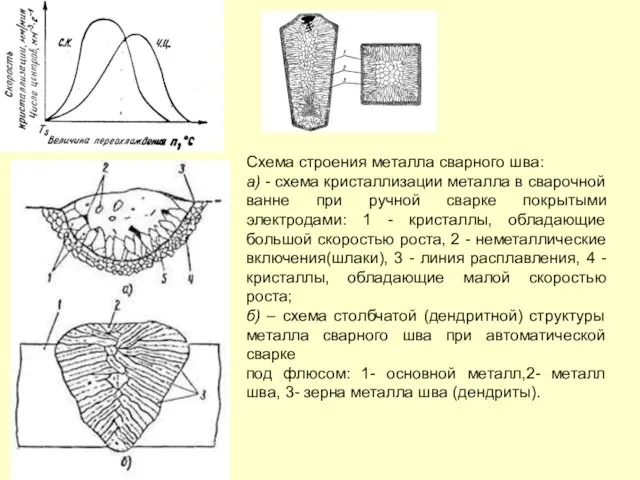
Схема строения металла сварного шва:
а) - схема кристаллизации металла в сварочной
Схема строения металла сварного шва:
а) - схема кристаллизации металла в сварочной
Строение зоны влияния при ручной дуговой сварке малоуглеродистой стали схематически показано
Строение зоны влияния при ручной дуговой сварке малоуглеродистой стали схематически показано
Тема 4. Понятие о свариваемости
Процесс сварки представляет собой сочетание нескольких, одновременно
Тема 4. Понятие о свариваемости
Процесс сварки представляет собой сочетание нескольких, одновременно
Углерод является наиболее важным элементом в составе стали, определяющим почти все
Углерод является наиболее важным элементом в составе стали, определяющим почти все
Свариваемость стали принято оценивать по следующим показателям:
- склонность металла шва к
Свариваемость стали принято оценивать по следующим показателям:
- склонность металла шва к
По этому методу стали считаются сваривающимися хорошо, если трещины отсутствуют;
удовлетворительно,
По этому методу стали считаются сваривающимися хорошо, если трещины отсутствуют;
удовлетворительно,
Выбор режимов сварки
Под режимом сварки понимают совокупность условий, создающих устойчивое протекание
Выбор режимов сварки
Под режимом сварки понимают совокупность условий, создающих устойчивое протекание
Увеличение сварочного тока вызывает при неизменной скорости рост глубины проплавления (провара),
Увеличение сварочного тока вызывает при неизменной скорости рост глубины проплавления (провара),
Напряжение при ручной дуговой сварке на глубину провара оказывает незначительное влияние,
Напряжение при ручной дуговой сварке на глубину провара оказывает незначительное влияние,
Выбор силы сварочного тока. Для сварки в нижнем положении силу сварочного тока
Выбор силы сварочного тока. Для сварки в нижнем положении силу сварочного тока
 Небесный металл
Небесный металл Корпоративные финансы. Экономическое содержание и назначение корпоративных финансов
Корпоративные финансы. Экономическое содержание и назначение корпоративных финансов ДЕТИ ВОЙНЫ (презентация)
ДЕТИ ВОЙНЫ (презентация)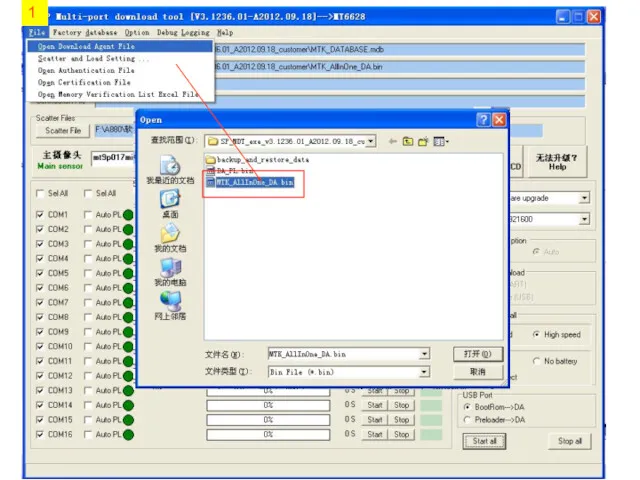 SP MDT MANUAL
SP MDT MANUAL Интерактивная тематическая игра Что такое толерантность? (Поле чудес)
Интерактивная тематическая игра Что такое толерантность? (Поле чудес) Лабиринты 5-6 классы
Лабиринты 5-6 классы Водопровідні мережі. Режими водоспоживання. Витрати та напори в протипожежних водопроводах
Водопровідні мережі. Режими водоспоживання. Витрати та напори в протипожежних водопроводах Песенка про Китай
Песенка про Китай Ангелы
Ангелы Анализ программ нового поколения для подготовки детей к школе
Анализ программ нового поколения для подготовки детей к школе Один день из жизни учителя
Один день из жизни учителя Вредные привычки и их влияние на здоровье подростков
Вредные привычки и их влияние на здоровье подростков Викторина для детей от 6 – 7 лет
Викторина для детей от 6 – 7 лет Урал. Путешествие по России
Урал. Путешествие по России Карбонильные соединения и карбоновые кислоты. Лекция № 4
Карбонильные соединения и карбоновые кислоты. Лекция № 4 Звуковой и слоговой анализ при автоматизации звука Ль
Звуковой и слоговой анализ при автоматизации звука Ль Духовно-нравственное воспитание
Духовно-нравственное воспитание Урок мира и добра ( классный час )
Урок мира и добра ( классный час ) Автокөліктерді диагностикалау
Автокөліктерді диагностикалау Образы русской природы. С.Я. Маршак Гроза днём, В лесу над росистой поляной
Образы русской природы. С.Я. Маршак Гроза днём, В лесу над росистой поляной Моделирование алгоритмов вейвлет-преобразования. Вейвлет-фильтры и их характеристики
Моделирование алгоритмов вейвлет-преобразования. Вейвлет-фильтры и их характеристики Наряд для семейного обеда. (Технология, 6 класс)
Наряд для семейного обеда. (Технология, 6 класс) My idol - hockey club AK BARS
My idol - hockey club AK BARS Транспорт и его виды
Транспорт и его виды Приложение 1 к постановлению Правительства Республики Казахстан
Приложение 1 к постановлению Правительства Республики Казахстан Физиологическая желтуха новорожденных
Физиологическая желтуха новорожденных Интегрированное занятие: Как называют Деда Мороза в разных странах мира? Вторая младшая группа. Воспитатель: Котюжанская Ольга Игоревна.
Интегрированное занятие: Как называют Деда Мороза в разных странах мира? Вторая младшая группа. Воспитатель: Котюжанская Ольга Игоревна. Принципы этиопатогенетической терапии фарингитов
Принципы этиопатогенетической терапии фарингитов