- Моделирование и конструирование одежды промышленного производства

Содержание
- 2. Моделированием и конструированием одежды промышленного производства занимается ДМ, опытно-технические лаборатории и экспериментальные цехи крупных предприятий. Конструкторская
- 3. Группа моделирования определяет художественно-эстетический уровень выпускаемой продукции. В состав группы входят модельеры и конфекционеры. Руководит отделом
- 4. Группа конструирования возглавляется главным конструктором. Группа разрабатывает конструкции моделей промышленной коллекции. Конструкторы разрабатывают и комплектуют всю
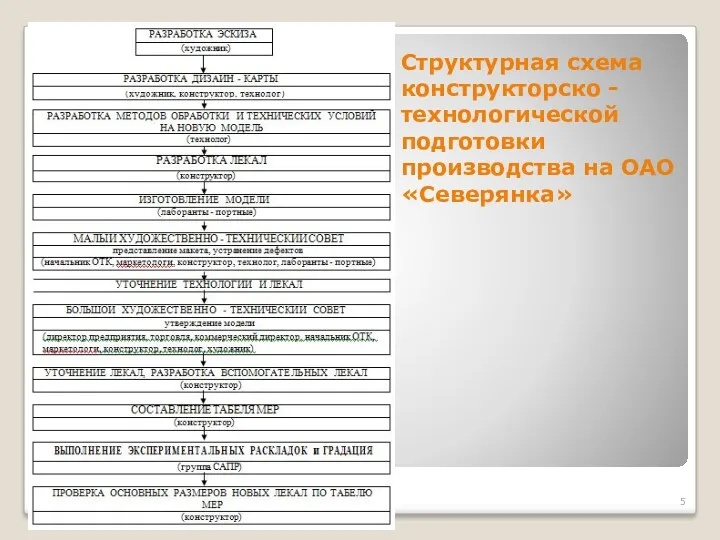
- 5. Структурная схема конструкторско - технологической подготовки производства на ОАО «Северянка»
- 6. Схема работы ЭЦ ОАО «Детская «одежда»
- 7. Существуют группы разработчиков базовых конструкций (БК) и группы промышленного конструирования. Группа разработчиков БК или перспективного конструирования
- 8. Группа технологов разрабатывает наиболее прогрессивную трудосберегающую технологию; унифицированную технологию для ассортиментных групп; занимается проработкой новых структур
- 9. ГРУППА ТЕХНОЛОГОВ
- 10. 2.1 Подготовка производства в экспериментальном цехе Группы экспериментального цеха: моделирования конструирования; лаборантов-портных; лекальная; нормирования; технологического проектирования;
- 11. Схема работы ЭЦ ОАО «Детская одежда»
- 12. В соответствии с планом производства изделий производственно – техническим отделом (ПТО) составляется план моделирования и конструирования
- 13. Художник работает над созданием эскизов. Предварительный просмотр модели проводится на малом ХТС, утверждение модели на большом
- 14. Образец просматривают на манекенщице на ХТС. Утверждают образец главный художник, главный конструктор экспериментального цеха, главный инженер.
- 15. Нормировщик материала делает экспериментальную раскладку для определения норм расхода материала на эту модель (для образца). Раскладка
- 16. При использовании моделей из ДМ, предприятие получает образец, лекала-эталоны, техническое описание. Художник подбирает ткань к моделям
- 17. На швейном потоке предприятия шьют опытную партию (10 шт), изделия принимают комиссией. Вносят необходимые изменения в
- 18. Группа технологического проектирования изготавливает первичные образцы для запуска модели в поток; разрабатывает технологический процесс с учетом
- 19. Группа экономики производства разрабатывает смету калькуляции себестоимости всех моделей, подготовленных в производство. Исследовательская группа выполняет работы
- 20. 2.2 Подготовка производства в подготовительном цехе При подготовке моделей в производство их нужно распределить по конфекционным
- 21. Распределение моделей и материалов по конфекционным группам проводят таким образом, чтобы в один расчет можно было
- 22. 2.3 Подготовка производства в раскройном цехе Программу раскроя материалов составляют на основании распределения моделей по конфекционным
- 23. 2.4 Подготовка производства в швейном цехе Подготовка производства в швейном цехе состоит: в составлении технологической последовательности;
- 25. Скачать презентацию
Моделированием и конструированием одежды промышленного производства занимается ДМ, опытно-технические лаборатории и
Моделированием и конструированием одежды промышленного производства занимается ДМ, опытно-технические лаборатории и
Группа моделирования определяет художественно-эстетический уровень выпускаемой продукции.
В состав группы входят
Группа моделирования определяет художественно-эстетический уровень выпускаемой продукции.
В состав группы входят
Группа конструирования возглавляется главным конструктором.
Группа разрабатывает конструкции моделей промышленной коллекции.
Группа конструирования возглавляется главным конструктором.
Группа разрабатывает конструкции моделей промышленной коллекции.
Структурная схема конструкторско - технологической подготовки производства на ОАО «Северянка»
Структурная схема конструкторско - технологической подготовки производства на ОАО «Северянка»
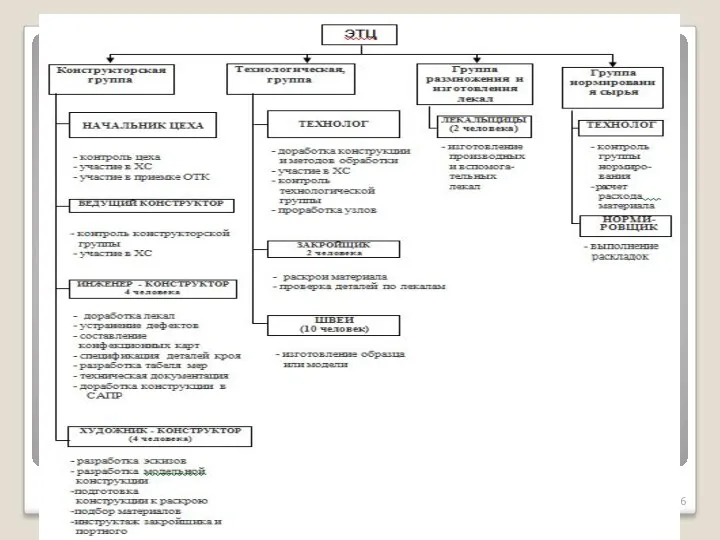
Схема работы ЭЦ ОАО «Детская «одежда»
Схема работы ЭЦ ОАО «Детская «одежда»
Существуют группы разработчиков базовых конструкций (БК) и группы промышленного конструирования.
Группа
Существуют группы разработчиков базовых конструкций (БК) и группы промышленного конструирования.
Группа
Группа технологов разрабатывает наиболее прогрессивную трудосберегающую технологию; унифицированную технологию для ассортиментных
Группа технологов разрабатывает наиболее прогрессивную трудосберегающую технологию; унифицированную технологию для ассортиментных
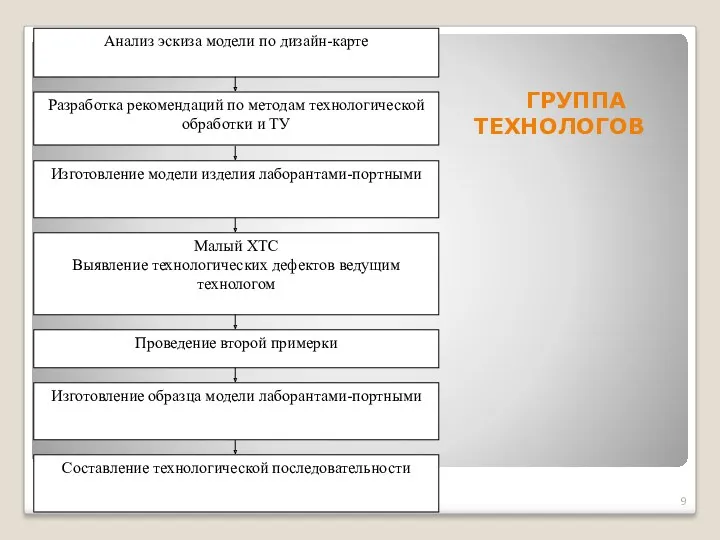
ГРУППА ТЕХНОЛОГОВ
ГРУППА ТЕХНОЛОГОВ
2.1 Подготовка производства в экспериментальном цехе
Группы экспериментального цеха:
моделирования
конструирования;
лаборантов-портных;
лекальная;
нормирования;
технологического проектирования;
экономики производства;
исследовательская.
2.1 Подготовка производства в экспериментальном цехе
Группы экспериментального цеха:
моделирования
конструирования;
лаборантов-портных;
лекальная;
нормирования;
технологического проектирования;
экономики производства;
исследовательская.
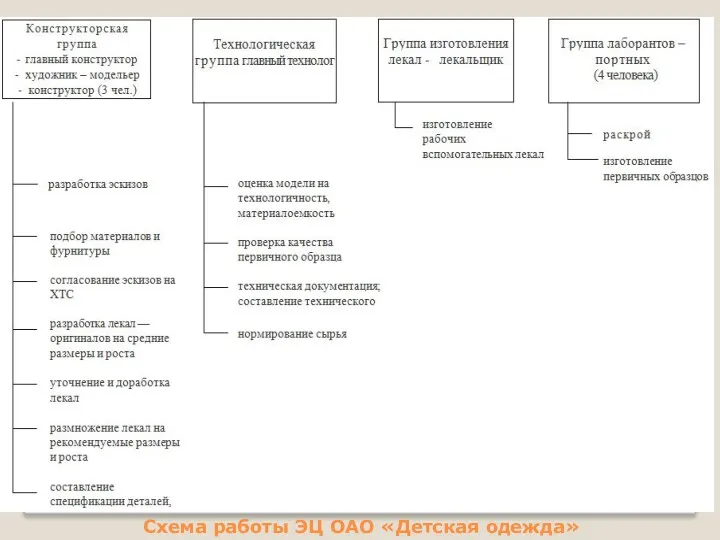
Схема работы ЭЦ ОАО «Детская одежда»
Схема работы ЭЦ ОАО «Детская одежда»
В соответствии с планом производства изделий производственно – техническим отделом (ПТО)
В соответствии с планом производства изделий производственно – техническим отделом (ПТО)
Художник работает над созданием эскизов. Предварительный просмотр модели проводится на малом
Художник работает над созданием эскизов. Предварительный просмотр модели проводится на малом
Образец просматривают на манекенщице на ХТС.
Утверждают образец главный художник,
Образец просматривают на манекенщице на ХТС.
Утверждают образец главный художник,
Нормировщик материала делает экспериментальную раскладку для определения норм расхода материала на
Нормировщик материала делает экспериментальную раскладку для определения норм расхода материала на
При использовании моделей из ДМ, предприятие получает образец, лекала-эталоны, техническое описание.
Художник
При использовании моделей из ДМ, предприятие получает образец, лекала-эталоны, техническое описание.
Художник
На швейном потоке предприятия шьют опытную партию (10 шт), изделия принимают
На швейном потоке предприятия шьют опытную партию (10 шт), изделия принимают
Группа технологического проектирования
изготавливает первичные образцы для запуска модели в
Группа технологического проектирования
изготавливает первичные образцы для запуска модели в
Группа экономики производства разрабатывает смету калькуляции себестоимости всех моделей, подготовленных в
Группа экономики производства разрабатывает смету калькуляции себестоимости всех моделей, подготовленных в
2.2 Подготовка производства в подготовительном цехе
При подготовке моделей в производство их
2.2 Подготовка производства в подготовительном цехе
При подготовке моделей в производство их
Распределение моделей и материалов по конфекционным группам проводят таким образом, чтобы
Распределение моделей и материалов по конфекционным группам проводят таким образом, чтобы
2.3 Подготовка производства в раскройном цехе
Программу раскроя материалов составляют на основании
2.3 Подготовка производства в раскройном цехе
Программу раскроя материалов составляют на основании
2.4 Подготовка производства в швейном цехе
Подготовка производства в швейном цехе состоит:
в
2.4 Подготовка производства в швейном цехе
Подготовка производства в швейном цехе состоит:
в
 Презентация Брестская крепость
Презентация Брестская крепость Характер. Классификация черт характера по психическим процессам
Характер. Классификация черт характера по психическим процессам Проектирование архитектуры нашего приложения
Проектирование архитектуры нашего приложения Биологическая роль отдельных микро-и ультрамикроэлементов в организме животных
Биологическая роль отдельных микро-и ультрамикроэлементов в организме животных Тағамдық өнiмдердi сараптау мен оларды өңдеудiң технологиялық және гигиеналық негiздерi
Тағамдық өнiмдердi сараптау мен оларды өңдеудiң технологиялық және гигиеналық негiздерi Виды транспорта
Виды транспорта Проблема финансовой системы Японии. Компании-зомби
Проблема финансовой системы Японии. Компании-зомби Михаил Михайлович Пришвин ( 1873-1954)
Михаил Михайлович Пришвин ( 1873-1954) Презентация Весна. Цветы. Улыбки. 8 Марта…
Презентация Весна. Цветы. Улыбки. 8 Марта… Тренерский вебинар
Тренерский вебинар Обогащение полезных ископаемых. Классификация и назначение флотационных реагентов. (Лекция 12)
Обогащение полезных ископаемых. Классификация и назначение флотационных реагентов. (Лекция 12) Портфолио методических материалов
Портфолио методических материалов Функциональное состояние организма (ФСО)
Функциональное состояние организма (ФСО) Нормативно-правовое обеспечение реализации
Нормативно-правовое обеспечение реализации Школьное самоуправление
Школьное самоуправление Реологические и технологические свойства бетонной смеси
Реологические и технологические свойства бетонной смеси Газовая промышленность
Газовая промышленность Итоговый отчёт по работе: Экология
Итоговый отчёт по работе: Экология Хроматографические методы анализа
Хроматографические методы анализа 9Г выпуск
9Г выпуск опыт работы презентация
опыт работы презентация Применение теста тематической апперцепции
Применение теста тематической апперцепции Производственная пыль. Фиброгенное действие. Защита
Производственная пыль. Фиброгенное действие. Защита Наставничество - проект Тульского городского студенческого Совета
Наставничество - проект Тульского городского студенческого Совета Present simple
Present simple Ремонт контакторов
Ремонт контакторов Афоризмы о красоте.
Афоризмы о красоте. Наука. Проблема отграничения научного знания от других типов знания. Научное знание, как система
Наука. Проблема отграничения научного знания от других типов знания. Научное знание, как система