- Модернизация моталки АНГЦ-2 ПМП ОАО ММК

Содержание
- 2. Цели и задачи анализа 1. Првести анализ дефектов прокатного производства, полученных в сентябре 2009 года в
- 3. ЦЕЛЬ Модернизация моталки АНГЦ-2 ПМП ОАО «ММК»
- 4. ЗАДАЧИ представить краткую характеристику технологического процесса и механического оборудования АНГЦ-2 ПМП ОАО «ММК»; практически обосновать и
- 5. Выход брака по цехам Практическая значимость дипломного проекта заключается в предложении мероприятий, которые позволят повысить производительность
- 6. Выход брака по цехам Прокат тонколистовой, горячеоцинкованный Область применения: Строительная индустрия Декоративная отделка Автомобильная промышленность Особенности:
- 7. Виды ГЦ-проката Общего назначения (строительная индустрия и товары народного потребления) Для холодного профилирования (металлоконструкции строительной отрасли)
- 8. Агрегат горячего цинкования №2 Введен в эксплуатацию в июле 2008 г; - Производитель: Danieli (Италия) Проектная
- 9. Технологический процесс производства горячеоцинкованного проката Технологический процесс горячего цинкования является непрерывным, что обеспечивается накопителями полосы входной
- 10. Экономическая часть В дипломном проекте были подобраны исходные данные для расчета мощности привода моталки и произведены
- 11. Схема смазки привода моталки
- 12. Экологическая и промышленная безопасность, охрана труда 31 ие 5.1 Промышленная безопасность и охрана труда на ПМП
- 13. Заключение Поставленная цель достигнута путём внедрения современного высокопроизводительного оборудования – моталки АНГЦ-2 ПМП ОАО «ММК».
- 15. Скачать презентацию
Цели и задачи анализа
1. Првести анализ дефектов прокатного производства,
полученных в
Цели и задачи анализа
1. Првести анализ дефектов прокатного производства,
полученных в
ЦЕЛЬ
Модернизация моталки
АНГЦ-2 ПМП ОАО «ММК»
ЦЕЛЬ
Модернизация моталки
АНГЦ-2 ПМП ОАО «ММК»
ЗАДАЧИ
представить краткую характеристику технологического процесса и механического оборудования АНГЦ-2 ПМП ОАО
ЗАДАЧИ
представить краткую характеристику технологического процесса и механического оборудования АНГЦ-2 ПМП ОАО
Выход брака по цехам
Практическая значимость
дипломного проекта
заключается в предложении мероприятий,
Выход брака по цехам
Практическая значимость
дипломного проекта
заключается в предложении мероприятий,
Выход брака по цехам
Прокат тонколистовой,
горячеоцинкованный
Область применения:
Строительная индустрия
Декоративная отделка
Автомобильная промышленность
Особенности:
Высокая коррозионная
Выход брака по цехам
Прокат тонколистовой,
горячеоцинкованный
Область применения:
Строительная индустрия
Декоративная отделка
Автомобильная промышленность
Особенности:
Высокая коррозионная
Виды ГЦ-проката
Общего назначения (строительная индустрия и товары народного потребления)
Для холодного профилирования
Виды ГЦ-проката
Общего назначения (строительная индустрия и товары народного потребления)
Для холодного профилирования

Агрегат горячего
цинкования №2
Введен в эксплуатацию в июле 2008 г;
- Производитель:
Агрегат горячего
цинкования №2
Введен в эксплуатацию в июле 2008 г;
- Производитель:
Технологический процесс
производства горячеоцинкованного проката
Технологический процесс горячего цинкования является непрерывным, что
Технологический процесс
производства горячеоцинкованного проката
Технологический процесс горячего цинкования является непрерывным, что
Экономическая часть
В дипломном проекте были подобраны исходные данные для расчета
Экономическая часть
В дипломном проекте были подобраны исходные данные для расчета
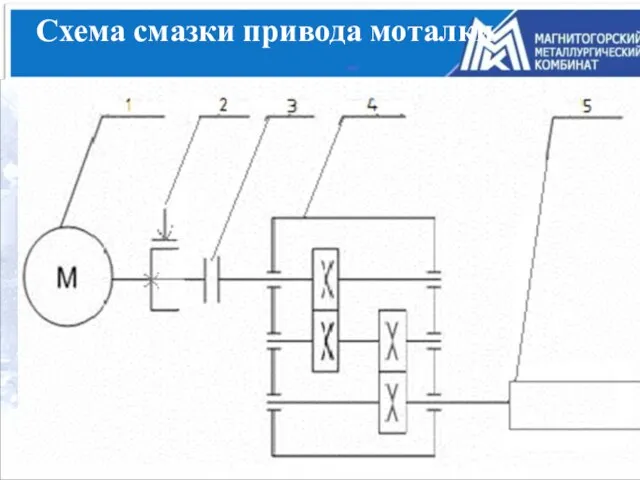
Схема смазки привода моталки
Схема смазки привода моталки

Экологическая и промышленная безопасность, охрана труда 31 ие
5.1 Промышленная безопасность и
Экологическая и промышленная безопасность, охрана труда 31 ие
5.1 Промышленная безопасность и
Заключение
Поставленная цель достигнута путём внедрения современного высокопроизводительного оборудования – моталки
Заключение
Поставленная цель достигнута путём внедрения современного высокопроизводительного оборудования – моталки
 эк.сказка
эк.сказка Презентация к уроку технология ПАПЬЕ- МАШЕ
Презентация к уроку технология ПАПЬЕ- МАШЕ Температура воздуха. 6 класс
Температура воздуха. 6 класс Здоровье сберегающий проект ЗОЖ меню
Здоровье сберегающий проект ЗОЖ меню ) Жизнь на материках
) Жизнь на материках Технологический процесс изготовления сварной металлоконструкции. Вертикальный варочный аппарат
Технологический процесс изготовления сварной металлоконструкции. Вертикальный варочный аппарат Учебная практика. Тема индивидуального задания: Технология окрашивания бровей
Учебная практика. Тема индивидуального задания: Технология окрашивания бровей Лейкоз крупного рогатого скота
Лейкоз крупного рогатого скота To be going to
To be going to влияние родительских установок на воспитание ребенка
влияние родительских установок на воспитание ребенка Литература Древней Руси IX-XII веков
Литература Древней Руси IX-XII веков Решение задач на компьютере. Алгоритмизация и программирование
Решение задач на компьютере. Алгоритмизация и программирование ассасины
ассасины Презентация Каша- пища наша (2015)
Презентация Каша- пища наша (2015) Александр Александрович Блок
Александр Александрович Блок Ограниченная вменяемость в уголовном праве
Ограниченная вменяемость в уголовном праве Оксиды и летучие водородные соединения
Оксиды и летучие водородные соединения Балалардағы ҚШҰ синдромы. Клиникалық және лабораториялық диагностика
Балалардағы ҚШҰ синдромы. Клиникалық және лабораториялық диагностика Применение современных технологий для построения высокоэффективных систем пожарной сигнализации и противопожарной автоматики
Применение современных технологий для построения высокоэффективных систем пожарной сигнализации и противопожарной автоматики Коран – священна книга мусульман
Коран – священна книга мусульман Земля - наш дом родной!
Земля - наш дом родной! Вулканы и гейзеры
Вулканы и гейзеры London
London Вместе весело шагать.
Вместе весело шагать. Сварка металлов. Общие сведения. Физическая сущность сварочной дуги. Тепловое действие сварочной дуги
Сварка металлов. Общие сведения. Физическая сущность сварочной дуги. Тепловое действие сварочной дуги График реализации SOFT SKILLS
График реализации SOFT SKILLS 5. Деятельность Юридического Лица
5. Деятельность Юридического Лица Презентация для родительского собрания в ДОУ: Читаем вместе с детьми
Презентация для родительского собрания в ДОУ: Читаем вместе с детьми