Технологический процесс изготовления сварной металлоконструкции. Вертикальный варочный аппарат презентация
- Технологический процесс изготовления сварной металлоконструкции. Вертикальный варочный аппарат

Содержание
- 2. Цель дипломного проекта Разработать технологический процесс заготовки, сборки и сварки металлоконструкции «Вертикальный варочный аппарат» с внедрением
- 3. Назначение конструкции Конструкция относится к группе сосудов, служит для выработки пищевых химикатов, работает с агрессивной средой
- 4. Требования к металлоконструкции Жесткость Прочность Коррозионная стойкость Герметичность Требования к сварным швам: Сварные швы должны обладать
- 5. Нагрузки Металлоконструкция «Вертикальный варочный аппарат» воспринимает статические нагрузки от собственного веса, веса содержимого и нагрузки от
- 6. Технические условия Основной материал, применяемый для изготовления металлических конструкций, подбирается в соответствии с требованиями чертежа, ГОСТов
- 7. Технологические характеристики стали 08Х18Н10Т Свариваемость – без ограничений Флокеночувствительность – не чувствительна Назначение - сварная аппаратура,
- 8. Сварочные материалы Для сварки металлоконструкции предлагаю использовать сварочную проволоку марки Св-06Х19Н9Т, диаметром 1,6 мм Для защиты
- 9. Заготовительное оборудование
- 11. Схема сборки и сварки
- 12. Выбор режимов сварки Сталь 08Х18Н10Т можно сваривать всеми видами и способами сварки, но для увеличения производительности
- 13. Выбор сварочного оборудования Сварочный полуавтомат Сварог MIG 500 P (J77). Ключевыми особенностями являются: Сенсорная панель управления
- 14. Мероприятия по снижению сварочных напряжений и деформаций Для уменьшения общих сварочных напряжений и деформаций целесообразно собирать
- 15. Контроль качества Для изделия «Вертикальный варочный аппарат» целесообразно применить следующие виды контроля качества: Визуальный измерительный контроль,
- 16. Экономическая часть В результате проектирования металлоконструкции мною разработана плановая калькуляция Общая себестоимость 125251 рублей Плановая прибыль
- 17. Охрана труда В результате работы над дипломным проектом мною разработаны мероприятия по административной ответственности по охране
- 18. Заключение В результате работы над дипломным проектом выполнено: Требования к изготовления сварной металлоконструкции Подбор оптимальных размеров
- 20. Скачать презентацию
Цель дипломного проекта
Разработать технологический процесс заготовки, сборки и сварки металлоконструкции «Вертикальный
Цель дипломного проекта
Разработать технологический процесс заготовки, сборки и сварки металлоконструкции «Вертикальный
Назначение конструкции
Конструкция относится к группе сосудов, служит для выработки пищевых химикатов,
Назначение конструкции
Конструкция относится к группе сосудов, служит для выработки пищевых химикатов,
Требования к металлоконструкции
Жесткость
Прочность
Коррозионная стойкость
Герметичность
Требования к сварным швам:
Сварные швы должны обладать коррозионной
Требования к металлоконструкции
Жесткость
Прочность
Коррозионная стойкость
Герметичность
Требования к сварным швам:
Сварные швы должны обладать коррозионной
Нагрузки
Металлоконструкция «Вертикальный варочный аппарат» воспринимает статические нагрузки от собственного веса, веса
Нагрузки
Металлоконструкция «Вертикальный варочный аппарат» воспринимает статические нагрузки от собственного веса, веса
Технические условия
Основной материал, применяемый для изготовления металлических конструкций, подбирается в соответствии
Технические условия
Основной материал, применяемый для изготовления металлических конструкций, подбирается в соответствии
Технологические характеристики стали 08Х18Н10Т
Свариваемость – без ограничений
Флокеночувствительность – не чувствительна
Назначение -
Технологические характеристики стали 08Х18Н10Т
Свариваемость – без ограничений
Флокеночувствительность – не чувствительна
Назначение -
Сварочные материалы
Для сварки металлоконструкции предлагаю использовать сварочную проволоку марки Св-06Х19Н9Т, диаметром
Сварочные материалы
Для сварки металлоконструкции предлагаю использовать сварочную проволоку марки Св-06Х19Н9Т, диаметром
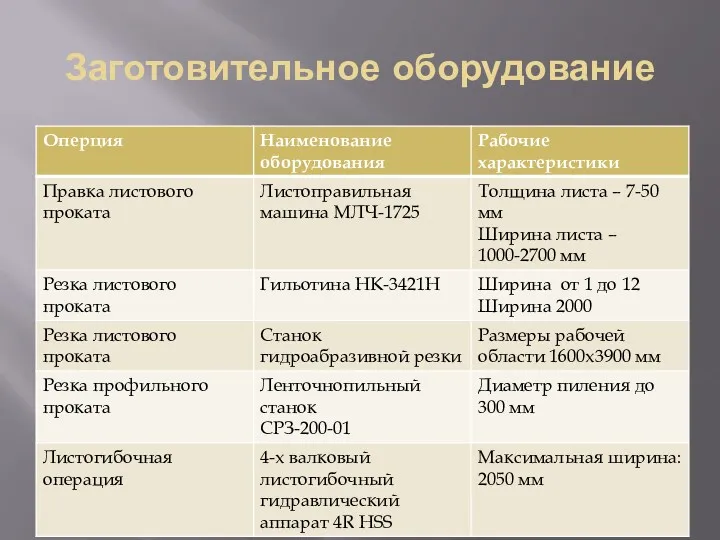
Заготовительное оборудование
Заготовительное оборудование
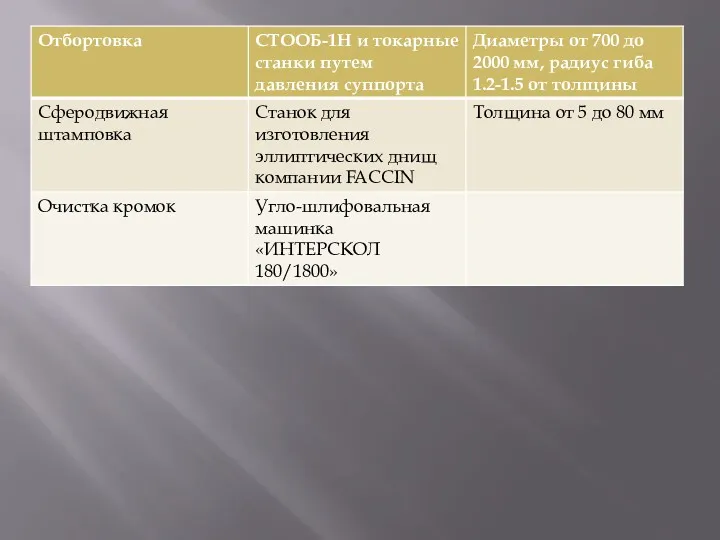

Схема сборки и сварки
Схема сборки и сварки
Выбор режимов сварки
Сталь 08Х18Н10Т можно сваривать всеми видами и способами сварки,
Выбор режимов сварки
Сталь 08Х18Н10Т можно сваривать всеми видами и способами сварки,

Выбор сварочного оборудования
Сварочный полуавтомат Сварог MIG 500 P (J77). Ключевыми
Выбор сварочного оборудования
Сварочный полуавтомат Сварог MIG 500 P (J77). Ключевыми
Мероприятия по снижению сварочных напряжений и деформаций
Для уменьшения общих сварочных напряжений
Мероприятия по снижению сварочных напряжений и деформаций
Для уменьшения общих сварочных напряжений
Контроль качества
Для изделия «Вертикальный варочный аппарат» целесообразно применить следующие виды контроля
Контроль качества
Для изделия «Вертикальный варочный аппарат» целесообразно применить следующие виды контроля
Экономическая часть
В результате проектирования металлоконструкции мною разработана плановая калькуляция
Общая себестоимость 125251
Экономическая часть
В результате проектирования металлоконструкции мною разработана плановая калькуляция
Общая себестоимость 125251
Охрана труда
В результате работы над дипломным проектом мною разработаны мероприятия по
Охрана труда
В результате работы над дипломным проектом мною разработаны мероприятия по
Заключение
В результате работы над дипломным проектом выполнено:
Требования к изготовления сварной металлоконструкции
Подбор
Заключение
В результате работы над дипломным проектом выполнено:
Требования к изготовления сварной металлоконструкции
Подбор
 Смена времён года
Смена времён года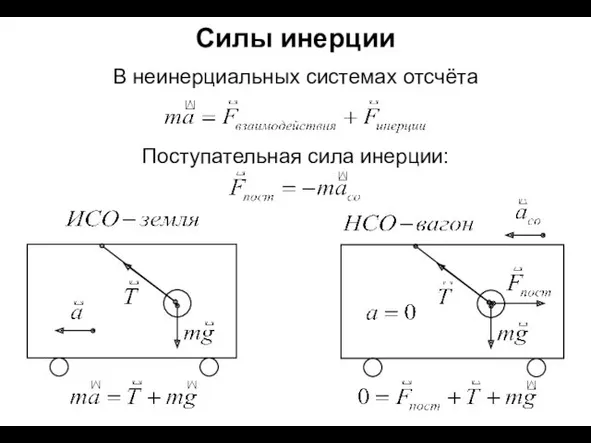 Силы инерции
Силы инерции Создание учебного курса в среде Moodle и работа с ним
Создание учебного курса в среде Moodle и работа с ним Звездный час
Звездный час Современные учителя начальной школы
Современные учителя начальной школы Организационные аспекты процесса разработки и принятия управленческих решений. Тема 1.2
Организационные аспекты процесса разработки и принятия управленческих решений. Тема 1.2 Тыныс жолдарының ақаулары
Тыныс жолдарының ақаулары Фонари промышленных зданий
Фонари промышленных зданий Применение дальтон технологии в решении проектных задач Саблина С А
Применение дальтон технологии в решении проектных задач Саблина С А Development of technology of ultrasonic modification of starch in the cooling system
Development of technology of ultrasonic modification of starch in the cooling system нормативная система оценки риска (часть 2)
нормативная система оценки риска (часть 2) Материалы, применяемые в автомобилестроении и ремонтном производстве. Металлы и сплавы
Материалы, применяемые в автомобилестроении и ремонтном производстве. Металлы и сплавы Числовая последовательность. Способы задания последовательности. Предел числовой последовательности
Числовая последовательность. Способы задания последовательности. Предел числовой последовательности Правописание О-Е после шипящих и Ц в окончаниях имен существительных
Правописание О-Е после шипящих и Ц в окончаниях имен существительных Что такое кризис и как помочь своему ребёнку справиться с кризисной ситуацией. ( для родителей подростков).
Что такое кризис и как помочь своему ребёнку справиться с кризисной ситуацией. ( для родителей подростков). Русская народная кукла
Русская народная кукла Сказки народов мира
Сказки народов мира 04.20
04.20 20230925_chiglakova_s.v
20230925_chiglakova_s.v Формула Тейлора. Остаточный член в виде Лагранжа. Разложение элементарных функций
Формула Тейлора. Остаточный член в виде Лагранжа. Разложение элементарных функций рисуем избу
рисуем избу Буклет на звук Л
Буклет на звук Л Динамика общественного развития. 2 часть. 10 класс
Динамика общественного развития. 2 часть. 10 класс Нелинейные модели. Подходы к имитационному моделированию
Нелинейные модели. Подходы к имитационному моделированию Классный час на тему: Олимпийские игры.
Классный час на тему: Олимпийские игры. NV75K5541RS Training Manual
NV75K5541RS Training Manual Разработка технической документации на построение локальной сети предприятия
Разработка технической документации на построение локальной сети предприятия Грибач Андрей Тимофеевич
Грибач Андрей Тимофеевич