- Модернизация шлифовального станка

Содержание
- 2. Аннотация Цель работы – модернизация устаревшей системы шлифовального станка фирмы «SCHAUDT» с использованием современных средств автоматизации.
- 3. SUMMARY The purpose of this work is to modernize the outdated system of the SCHAUDT company
- 4. Введение На протяжении столетий производства старались увеличить прибыль и сократить расходы, не стали исключением и современные
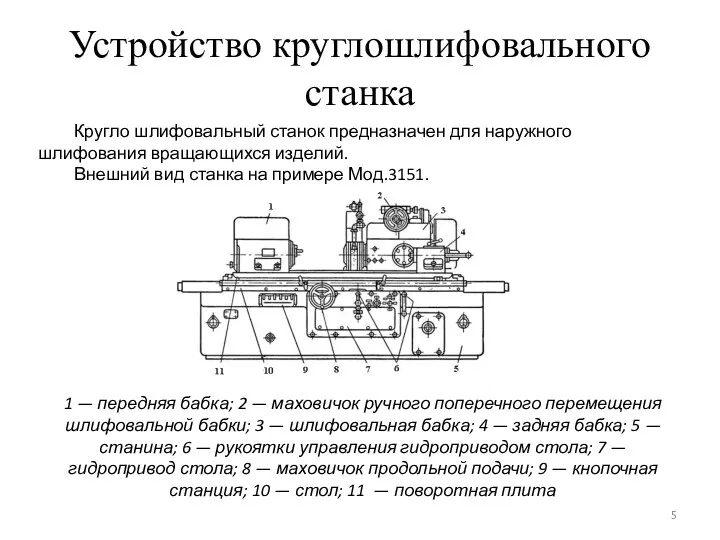
- 5. Устройство круглошлифовального станка Кругло шлифовальный станок предназначен для наружного шлифования вращающихся изделий. Внешний вид станка на
- 6. Устройство круглошлифовального станка Станина Круглый стол
- 7. Устройство круглошлифовального станка Задняя бабка Передняя бабка
- 8. Устройство круглошлифовального станка Шпиндель Шлифовальная бабка
- 9. Устройство круглошлифовального станка Шлифовальные круги
- 10. Выбор системы ЧПУ Чпу Fanuc 0i-MD Макс. кол-во управляемых осей всего / на канал: 8 /
- 11. Выбор элекроприводов FANUC Alpha i s диапазон вращающего момента: 1–3000 Нм максимальная частота вращения: до 6000
- 12. Выбор датчиков Преобразователь линейных перемещенийЛИР-7М Индуктивный датчик XS1N12NC410 Диапазоны измерения: до 1240 мм; Дискретность измерения: 0,1
- 13. Моделирование главного электропривода Схема модели главного электропривода в математическом пакете MatLab Simulink. Блок Torque limitation
- 14. Моделирование главного электропривода Cхема блока PM Synchronous Motor Drive
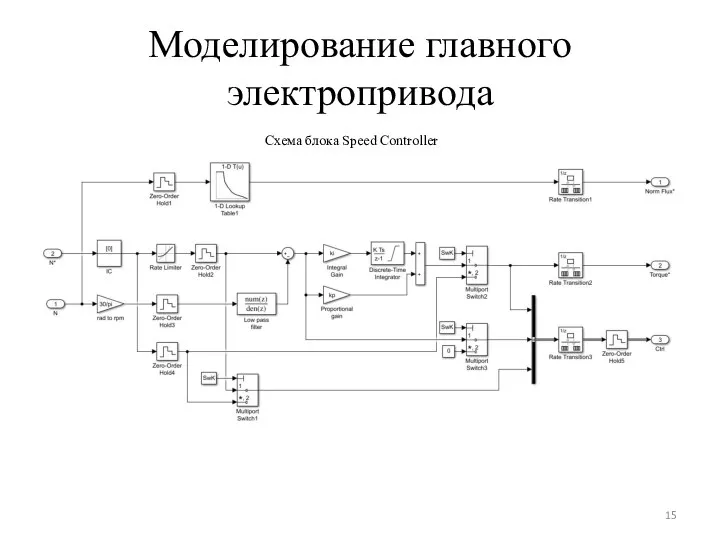
- 15. Моделирование главного электропривода Схема блока Speed Controller
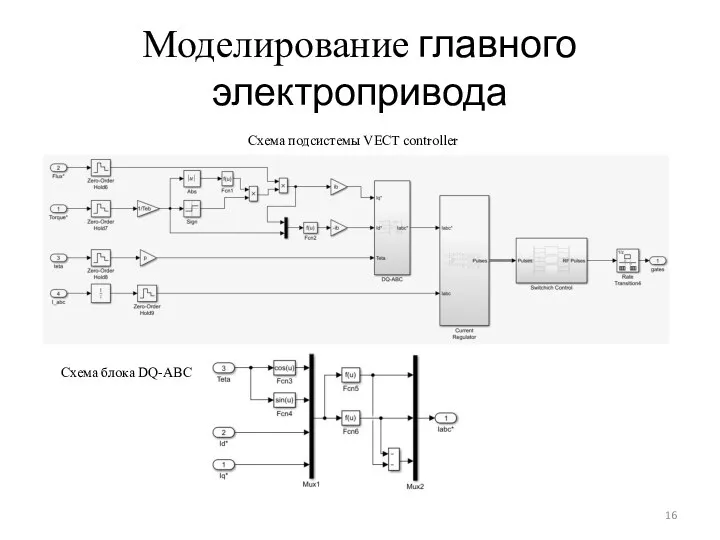
- 16. Моделирование главного электропривода Схема подсистемы VECT controller Схема блока DQ-ABC
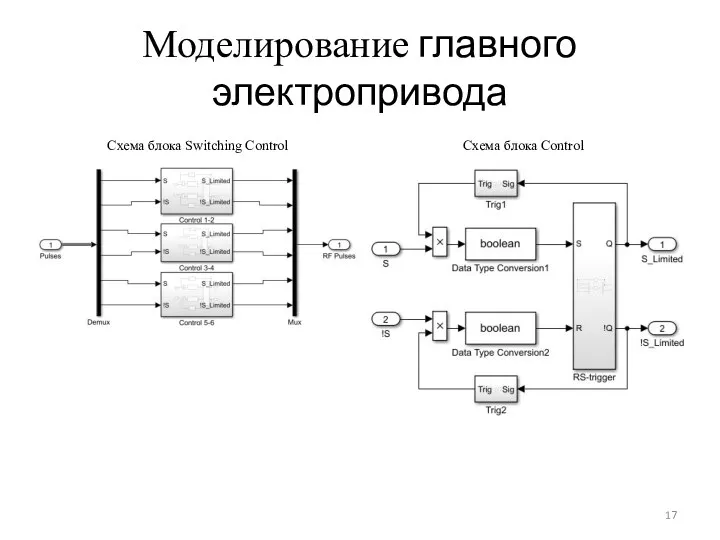
- 17. Моделирование главного электропривода Схема блока Switching Control Схема блока Control
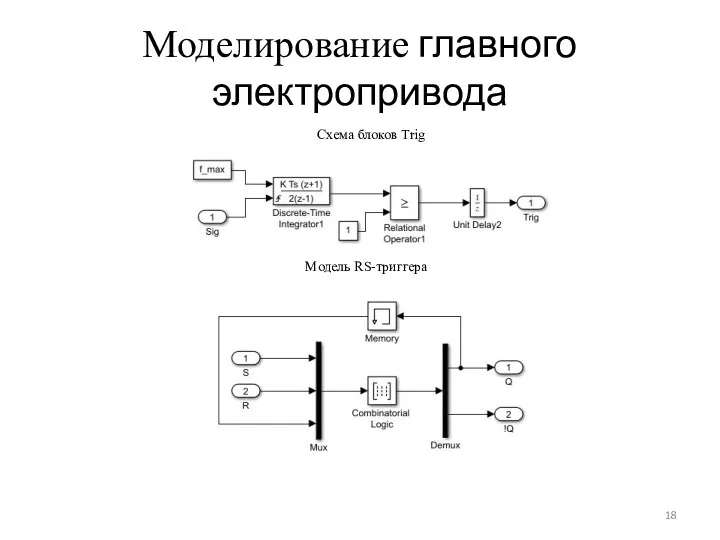
- 18. Моделирование главного электропривода Модель RS-триггера Схема блоков Trig
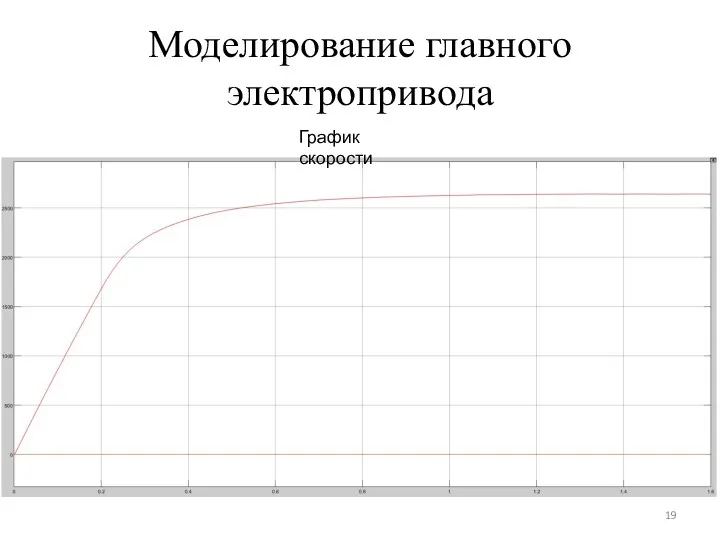
- 19. Моделирование главного электропривода График скорости
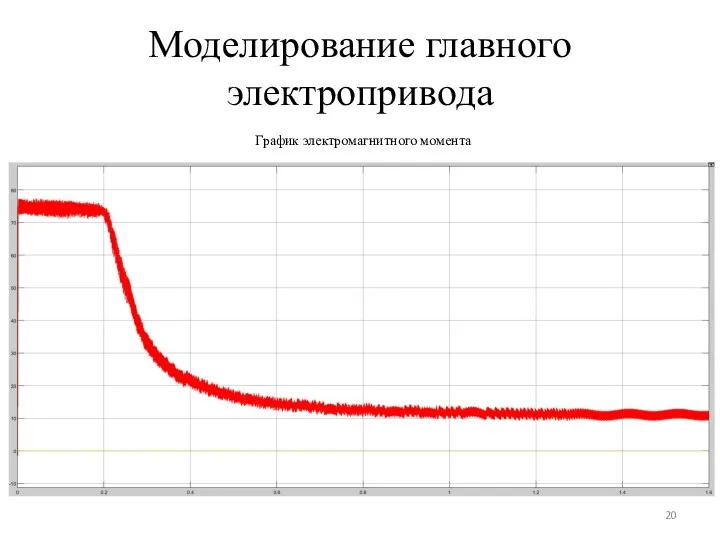
- 20. Моделирование главного электропривода График электромагнитного момента
- 21. Экономическое обоснование
- 23. Скачать презентацию
Аннотация
Цель работы – модернизация устаревшей системы шлифовального станка фирмы «SCHAUDT» с
Аннотация
Цель работы – модернизация устаревшей системы шлифовального станка фирмы «SCHAUDT» с
SUMMARY
The purpose of this work is to modernize the outdated system
SUMMARY
The purpose of this work is to modernize the outdated system
Введение
На протяжении столетий производства старались увеличить прибыль и сократить расходы, не
Введение
На протяжении столетий производства старались увеличить прибыль и сократить расходы, не
Устройство круглошлифовального станка
Кругло шлифовальный станок предназначен для наружного шлифования вращающихся изделий.
Внешний
Устройство круглошлифовального станка
Кругло шлифовальный станок предназначен для наружного шлифования вращающихся изделий.
Внешний

Устройство круглошлифовального станка
Станина
Круглый стол
Устройство круглошлифовального станка
Станина
Круглый стол

Устройство круглошлифовального станка
Задняя бабка
Передняя бабка
Устройство круглошлифовального станка
Задняя бабка
Передняя бабка

Устройство круглошлифовального станка
Шпиндель
Шлифовальная бабка
Устройство круглошлифовального станка
Шпиндель
Шлифовальная бабка

Устройство круглошлифовального станка
Шлифовальные круги
Устройство круглошлифовального станка
Шлифовальные круги
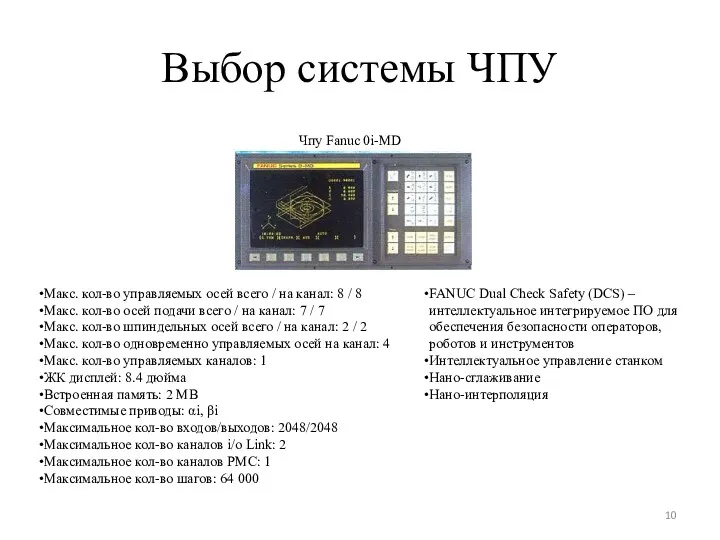
Выбор системы ЧПУ
Чпу Fanuc 0i-MD
Макс. кол-во управляемых осей всего / на
Выбор системы ЧПУ
Чпу Fanuc 0i-MD
Макс. кол-во управляемых осей всего / на

Выбор элекроприводов
FANUC Alpha i s
диапазон вращающего момента: 1–3000 Нм
максимальная частота вращения:
Выбор элекроприводов
FANUC Alpha i s
диапазон вращающего момента: 1–3000 Нм
максимальная частота вращения:

Выбор датчиков
Преобразователь линейных
перемещенийЛИР-7М
Индуктивный датчик XS1N12NC410
Диапазоны измерения: до 1240 мм;
Дискретность измерения: 0,1
Выбор датчиков
Преобразователь линейных
перемещенийЛИР-7М
Индуктивный датчик XS1N12NC410
Диапазоны измерения: до 1240 мм;
Дискретность измерения: 0,1

Моделирование главного электропривода
Схема модели главного электропривода в математическом пакете MatLab Simulink.
Блок
Моделирование главного электропривода
Схема модели главного электропривода в математическом пакете MatLab Simulink.
Блок
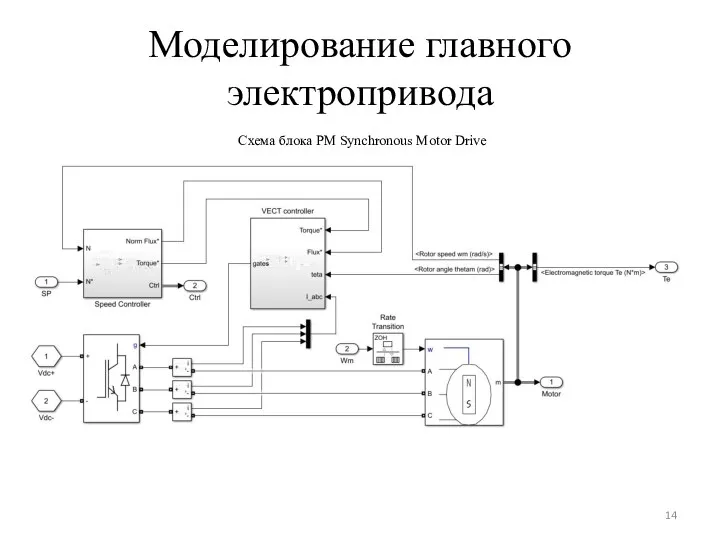
Моделирование главного электропривода
Cхема блока PM Synchronous Motor Drive
Моделирование главного электропривода
Cхема блока PM Synchronous Motor Drive
Моделирование главного электропривода
Схема блока Speed Controller
Моделирование главного электропривода
Схема блока Speed Controller
Моделирование главного электропривода
Схема подсистемы VECT controller
Схема блока DQ-ABC
Моделирование главного электропривода
Схема подсистемы VECT controller
Схема блока DQ-ABC
Моделирование главного электропривода
Схема блока Switching Control
Схема блока Control
Моделирование главного электропривода
Схема блока Switching Control
Схема блока Control
Моделирование главного электропривода
Модель RS-триггера
Схема блоков Trig
Моделирование главного электропривода
Модель RS-триггера
Схема блоков Trig
Моделирование главного электропривода
График скорости
Моделирование главного электропривода
График скорости
Моделирование главного электропривода
График электромагнитного момента
Моделирование главного электропривода
График электромагнитного момента
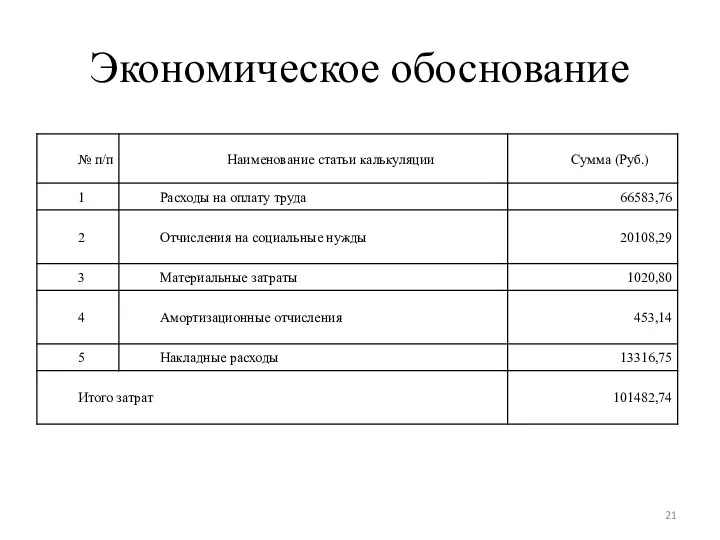
Экономическое обоснование
Экономическое обоснование
 День матери
День матери Котельные установки. Теплогенераторы
Котельные установки. Теплогенераторы Воды России
Воды России презентация Научно- практическая конференция среди учащихся Первые шаги в науку
презентация Научно- практическая конференция среди учащихся Первые шаги в науку Математика на рыбалке. Дроби
Математика на рыбалке. Дроби Состав и назначение основных блоков ПК. Системная шина. Процессор
Состав и назначение основных блоков ПК. Системная шина. Процессор Гоголь
Гоголь фаталист
фаталист Гигиена содержания птицы и технология получения продуктов птицеводства
Гигиена содержания птицы и технология получения продуктов птицеводства Ветер
Ветер Типы ландшафтов суши
Типы ландшафтов суши Установка велопарковки на территории РГСУ
Установка велопарковки на территории РГСУ Триггерные схемы (ТС)
Триггерные схемы (ТС) Типы склонения имен существительных
Типы склонения имен существительных Система, функции и состав крови
Система, функции и состав крови Постоянный ток. Сила тока. ЭДС (электродвижущая сила)
Постоянный ток. Сила тока. ЭДС (электродвижущая сила) Обновлённый ФПУ: проблемы и пути решения
Обновлённый ФПУ: проблемы и пути решения ЛЕКАРСТВЕННЫЕ_РАСТЕНИЯ
ЛЕКАРСТВЕННЫЕ_РАСТЕНИЯ Традиции празднования Рождества в Великобретании
Традиции празднования Рождества в Великобретании Достоинства и недостатки матричных принтеров
Достоинства и недостатки матричных принтеров Потепление в СПБ или Зима без снега
Потепление в СПБ или Зима без снега Школа журналистики. Сценарий
Школа журналистики. Сценарий Бейнеу лицейінің тәрбие жүйесі
Бейнеу лицейінің тәрбие жүйесі Методика преподавания химии
Методика преподавания химии Нормативная база по противодействию курению
Нормативная база по противодействию курению Районный конкурс творческих проектов Созвездие идей
Районный конкурс творческих проектов Созвездие идей Район России Урал.
Район России Урал. Русь в период феодальной раздробленности (XII-XIVвв.)
Русь в период феодальной раздробленности (XII-XIVвв.)