- Наладка станков с ЧПУ

Содержание
- 2. Последовательность наладки станка с ЧПУ Наладку станка с ЧПУ необходимо выполнять в такой последовательности: 1. Подготовка
- 3. Пульт ручного (дистанционного) управления
- 4. Пульт оператора станка с ЧПУ
- 5. Структура экрана
- 6. Наладка фрезерного станка с ЧПУ A. Определение вылета инструмента (Lz) 1. Включить станок, включить компрессор. Emergence
- 7. 3. Установить заготовку. 4. В ручном режиме (JOG) переместить рабочие органы станка до касания шпинделем верхней
- 8. Данные по координатным осям записываются с пульта ручного управления последовательно по каждой оси X (Y, Z)
- 9. 6. Произвести установку необходимого инструмента в шпиндель станка. Для этого в полуавтоматическом режиме (выйдя из режима
- 10. После этого необходимо нажать на функциональную клавишу PARAMETER. На экране появится таблица, в которую необходимо ввести
- 11. 9. Проверить, записались ли данные в корректор инструментов. Для этого зайти в режим редактирования и нажать
- 12. Б. Привязка к нулю детали в углу 1. Включить станок, включить компрессор. Emergence stop (WAITING FOR
- 14. 6. Произвести привязку инструмента по оси X. Для этого в ручном режиме произвести перемещение рабочих органов
- 15. 7. Произвести привязку инструмента по оси Y. Для этого в ручном режиме произвести перемещение рабочих органов
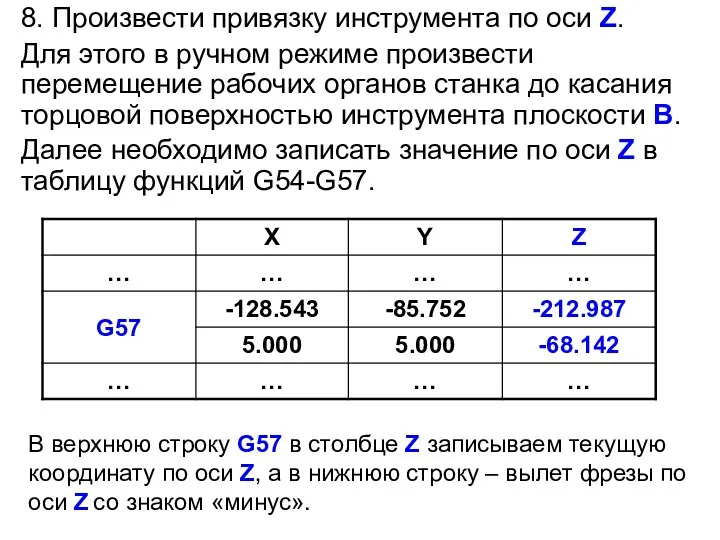
- 16. 8. Произвести привязку инструмента по оси Z. Для этого в ручном режиме произвести перемещение рабочих органов
- 17. 9. Проверить правильность наладки. Для этого в ручном режиме отвести инструмент от заготовки на произвольное расстояние
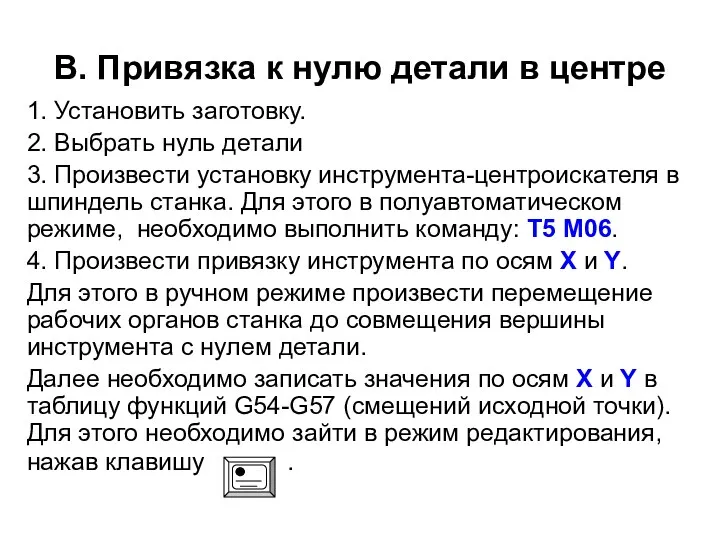
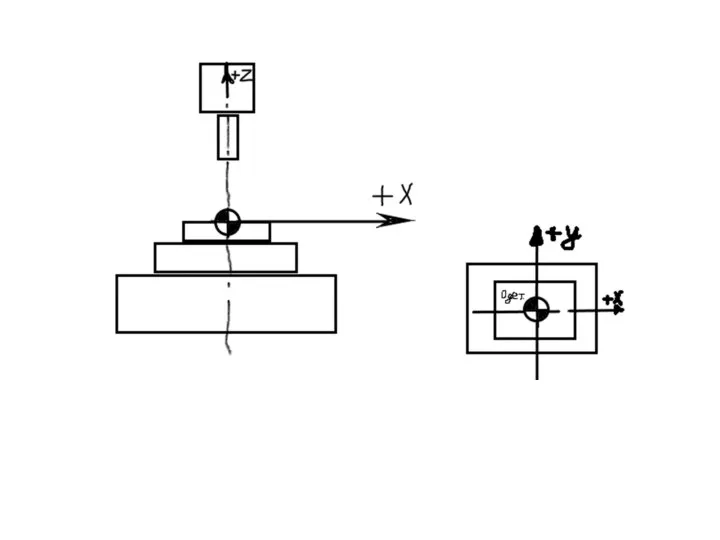
- 18. В. Привязка к нулю детали в центре 1. Установить заготовку. 2. Выбрать нуль детали 3. Произвести
- 20. Далее необходимо нажать функциональную клавишу, соответствующую: ZERO OFFSET. На экране появится таблица функций G54-G57. В верхнюю
- 21. 5. Произвести установку необходимого инструмента в шпиндель станка. Для этого в полуавтоматическом режиме, необходимо выполнить команду:
- 22. В верхнюю строку G57 в столбце Z записываем текущую координату по оси Z, а в нижнюю
- 23. Привязка на токарном станке с ЧПУ 1. Включить станок, включить компрессор. Emergence stop (WAITING FOR NC
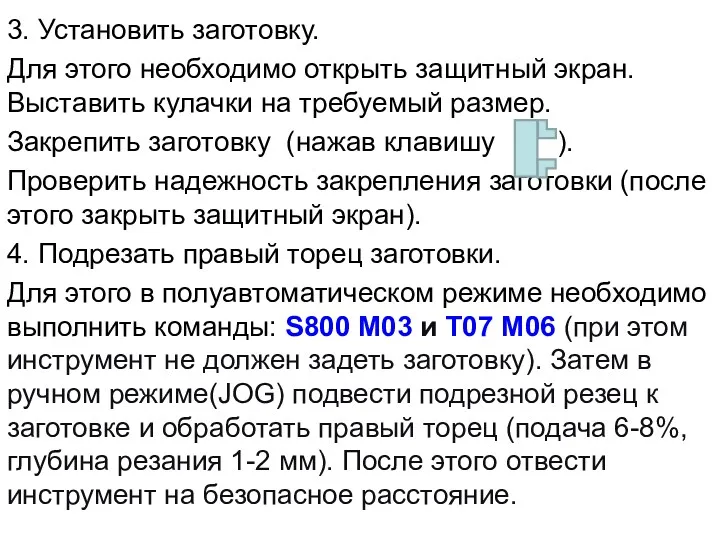
- 25. 3. Установить заготовку. Для этого необходимо открыть защитный экран. Выставить кулачки на требуемый размер. Закрепить заготовку
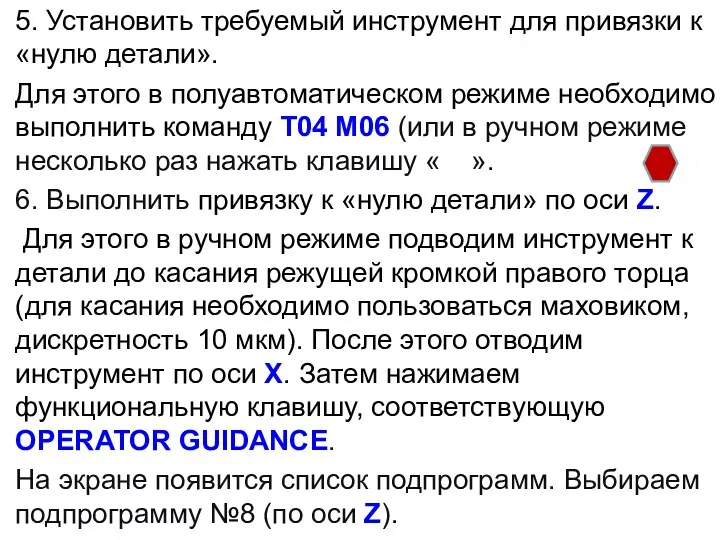
- 26. 5. Установить требуемый инструмент для привязки к «нулю детали». Для этого в полуавтоматическом режиме необходимо выполнить
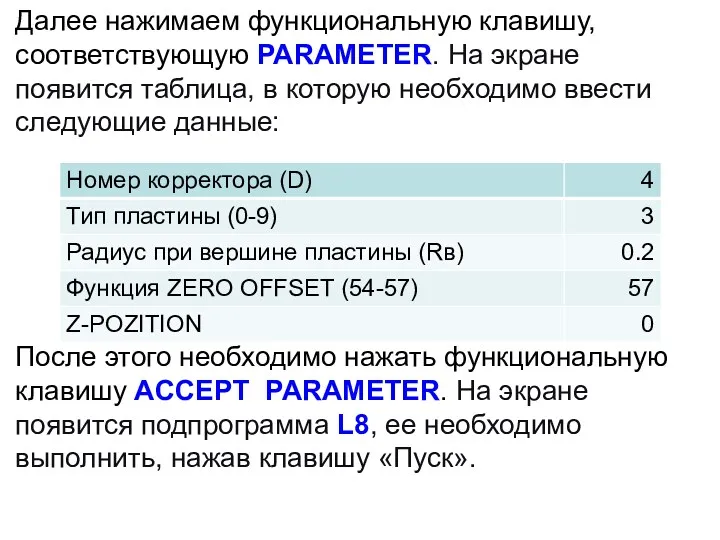
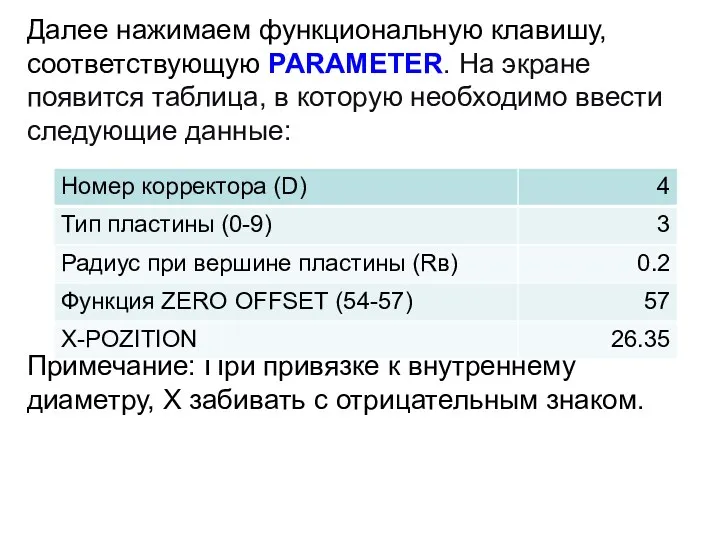
- 27. Далее нажимаем функциональную клавишу, соответствующую PARAMETER. На экране появится таблица, в которую необходимо ввести следующие данные:
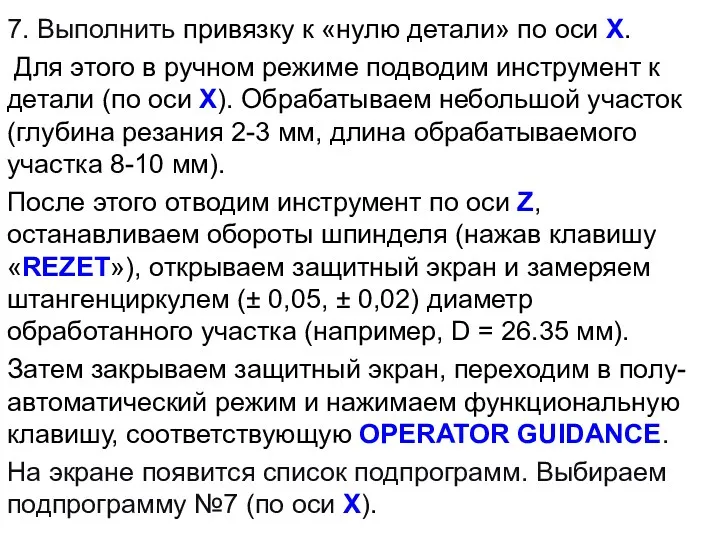
- 28. 7. Выполнить привязку к «нулю детали» по оси X. Для этого в ручном режиме подводим инструмент
- 29. Далее нажимаем функциональную клавишу, соответствующую PARAMETER. На экране появится таблица, в которую необходимо ввести следующие данные:
- 31. Скачать презентацию
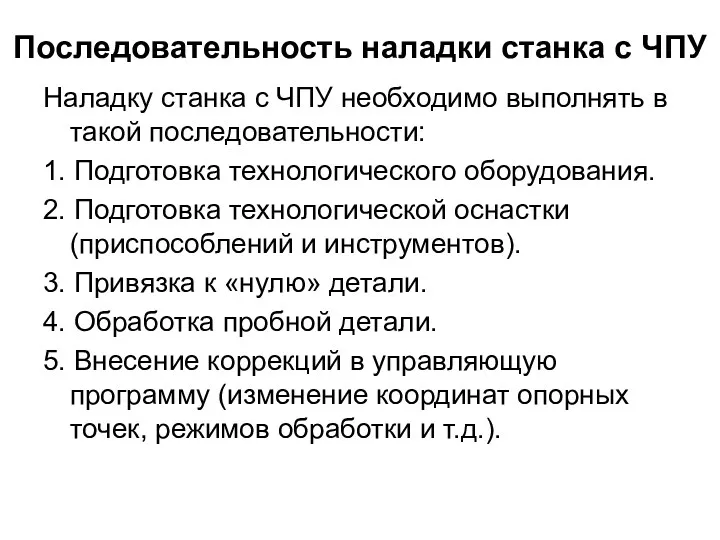
Последовательность наладки станка с ЧПУ
Наладку станка с ЧПУ необходимо выполнять в
Последовательность наладки станка с ЧПУ
Наладку станка с ЧПУ необходимо выполнять в

Пульт ручного (дистанционного) управления
Пульт ручного (дистанционного) управления

Пульт оператора станка с ЧПУ
Пульт оператора станка с ЧПУ
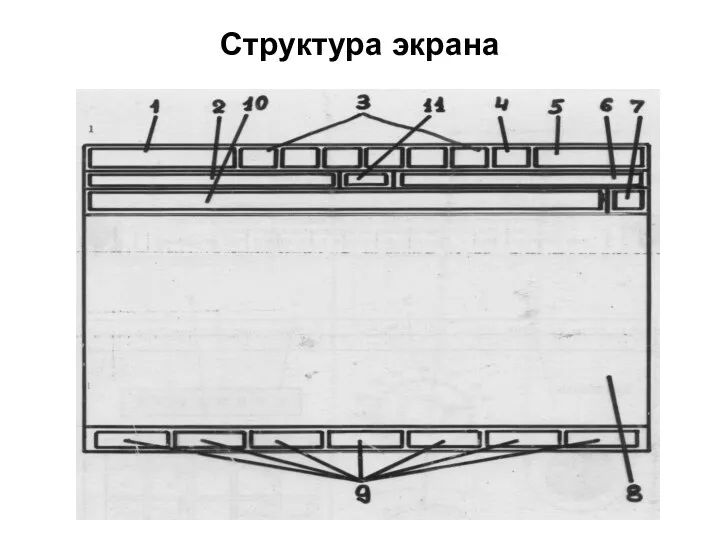
Структура экрана
Структура экрана
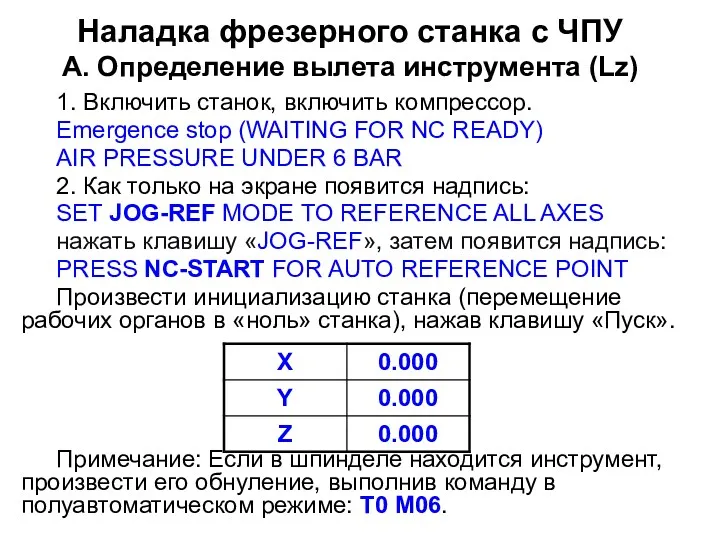
Наладка фрезерного станка с ЧПУ
A. Определение вылета инструмента (Lz)
1. Включить станок,
Наладка фрезерного станка с ЧПУ
A. Определение вылета инструмента (Lz)
1. Включить станок,
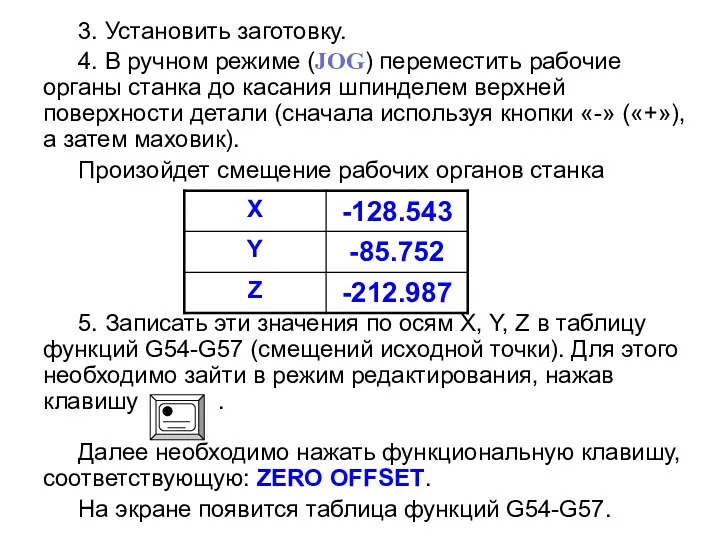
3. Установить заготовку.
4. В ручном режиме (JOG) переместить рабочие органы станка
3. Установить заготовку.
4. В ручном режиме (JOG) переместить рабочие органы станка
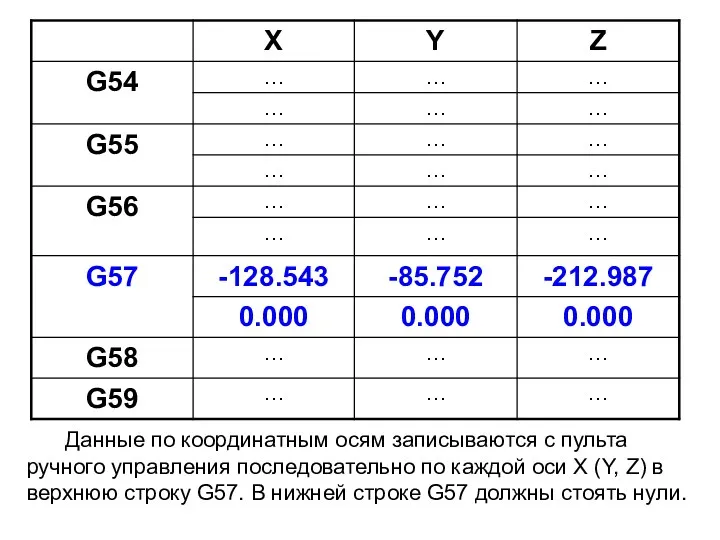
Данные по координатным осям записываются с пульта ручного управления последовательно
Данные по координатным осям записываются с пульта ручного управления последовательно
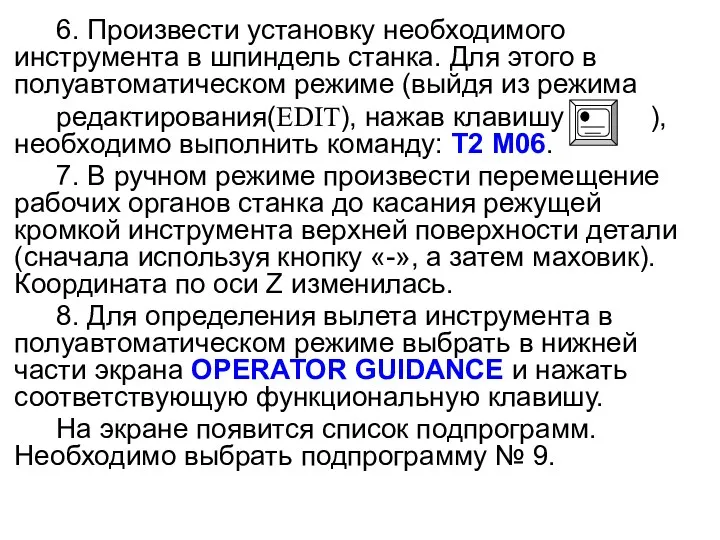
6. Произвести установку необходимого инструмента в шпиндель станка. Для этого в
6. Произвести установку необходимого инструмента в шпиндель станка. Для этого в
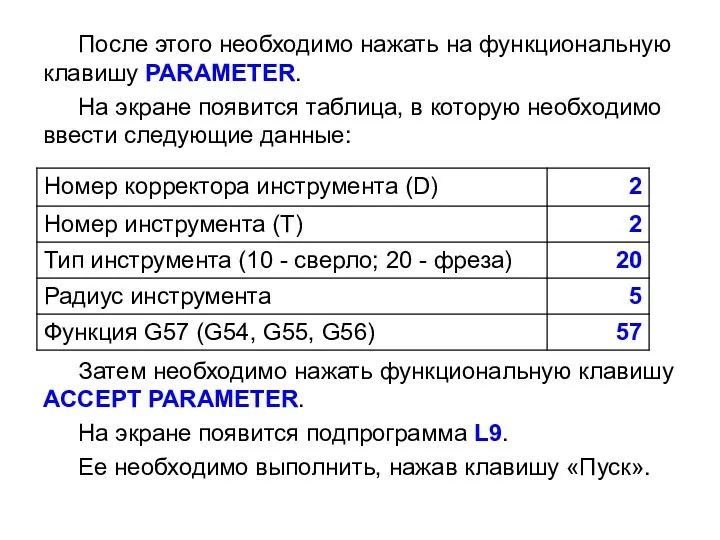
После этого необходимо нажать на функциональную клавишу PARAMETER.
На экране появится таблица,
После этого необходимо нажать на функциональную клавишу PARAMETER.
На экране появится таблица,
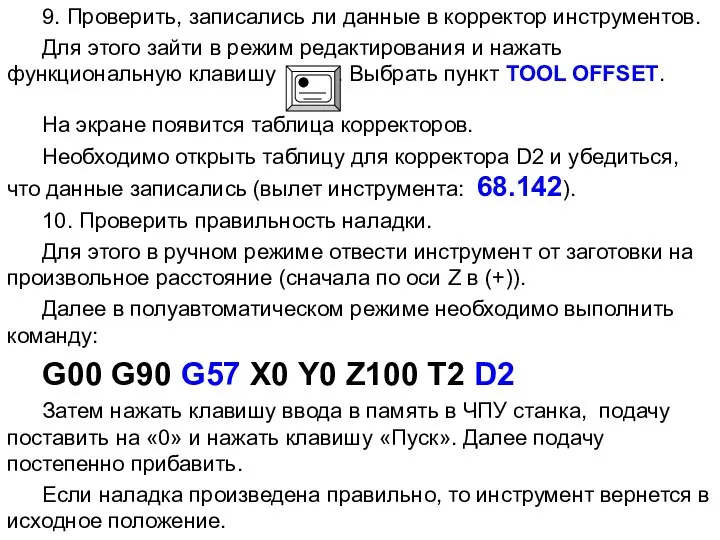
9. Проверить, записались ли данные в корректор инструментов.
Для этого зайти
9. Проверить, записались ли данные в корректор инструментов.
Для этого зайти
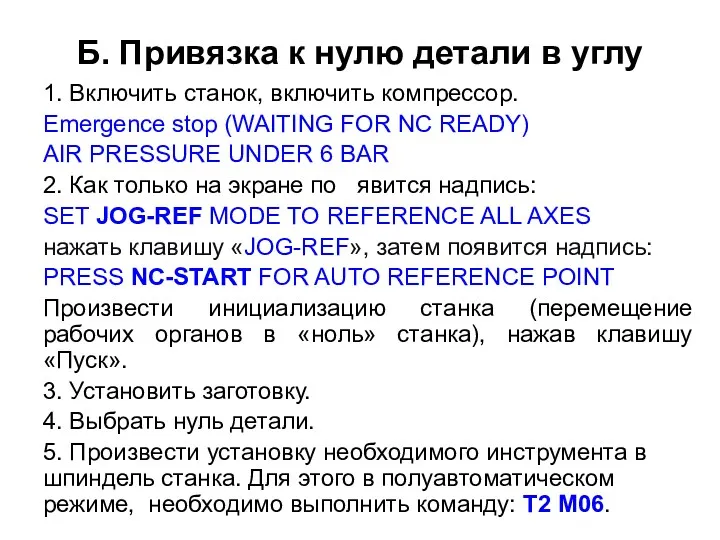
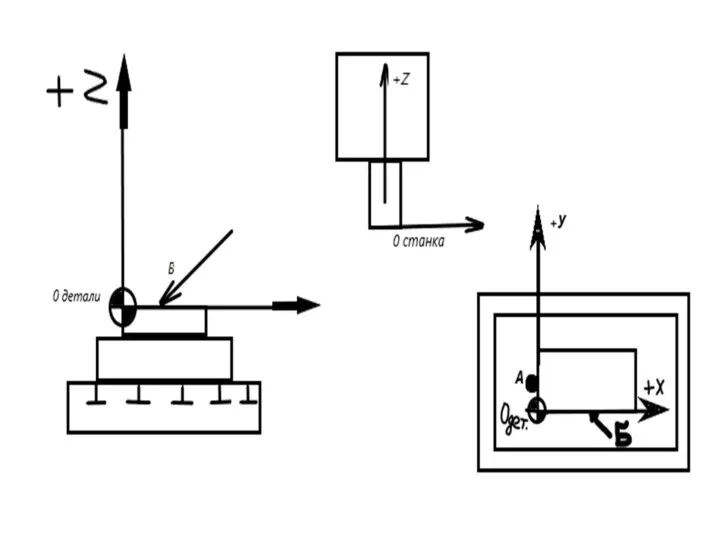
Б. Привязка к нулю детали в углу
1. Включить станок, включить компрессор.
Emergence
Б. Привязка к нулю детали в углу
1. Включить станок, включить компрессор.
Emergence
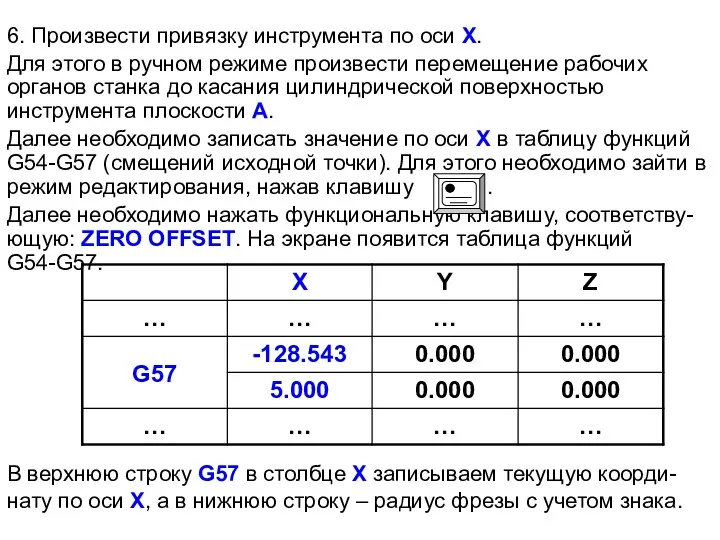
6. Произвести привязку инструмента по оси X.
Для этого в ручном режиме
6. Произвести привязку инструмента по оси X.
Для этого в ручном режиме
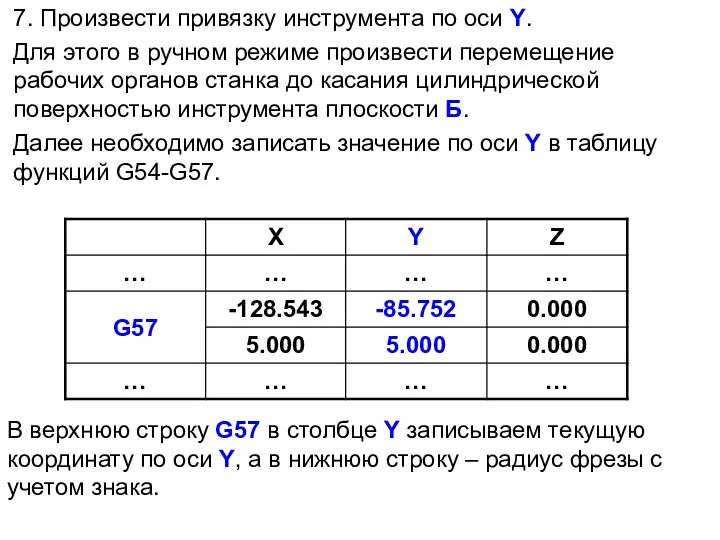
7. Произвести привязку инструмента по оси Y.
Для этого в ручном режиме
7. Произвести привязку инструмента по оси Y.
Для этого в ручном режиме
8. Произвести привязку инструмента по оси Z.
Для этого в ручном режиме
8. Произвести привязку инструмента по оси Z.
Для этого в ручном режиме
9. Проверить правильность наладки.
Для этого в ручном режиме отвести инструмент от
9. Проверить правильность наладки.
Для этого в ручном режиме отвести инструмент от
В. Привязка к нулю детали в центре
1. Установить заготовку.
2. Выбрать нуль
В. Привязка к нулю детали в центре
1. Установить заготовку.
2. Выбрать нуль
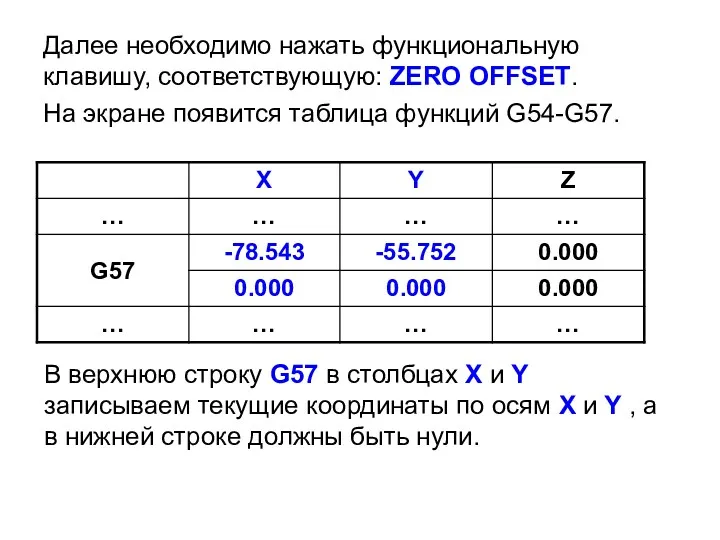
Далее необходимо нажать функциональную клавишу, соответствующую: ZERO OFFSET.
На экране появится
Далее необходимо нажать функциональную клавишу, соответствующую: ZERO OFFSET.
На экране появится
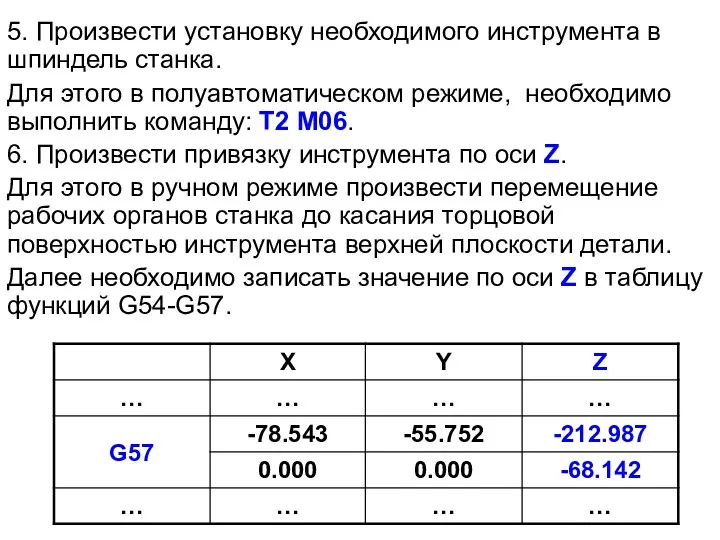
5. Произвести установку необходимого инструмента в шпиндель станка.
Для этого в
5. Произвести установку необходимого инструмента в шпиндель станка.
Для этого в
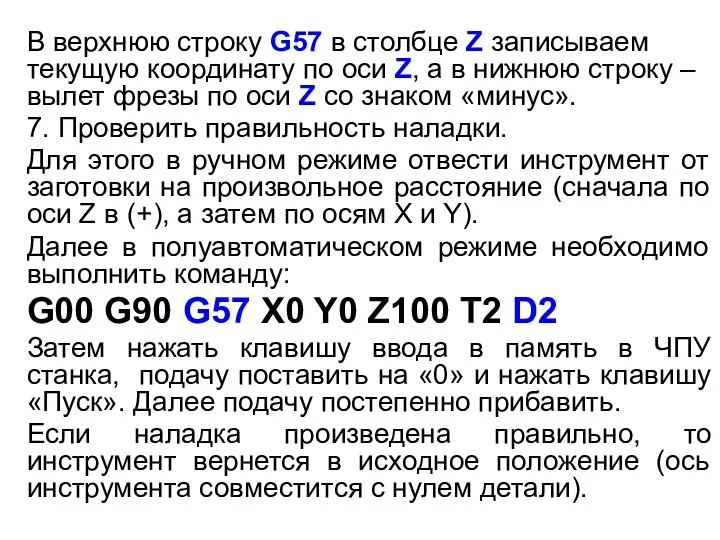
В верхнюю строку G57 в столбце Z записываем текущую координату по
В верхнюю строку G57 в столбце Z записываем текущую координату по
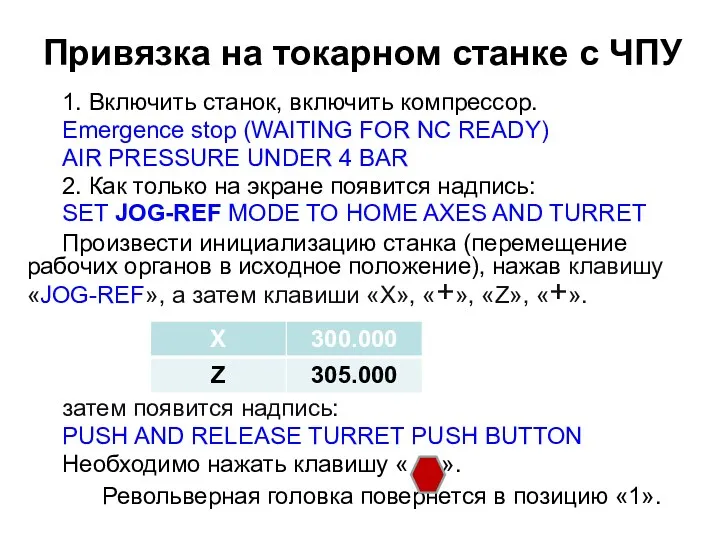
Привязка на токарном станке с ЧПУ
1. Включить станок, включить компрессор.
Emergence stop
Привязка на токарном станке с ЧПУ
1. Включить станок, включить компрессор.
Emergence stop

3. Установить заготовку.
Для этого необходимо открыть защитный экран. Выставить кулачки
3. Установить заготовку.
Для этого необходимо открыть защитный экран. Выставить кулачки
5. Установить требуемый инструмент для привязки к «нулю детали».
Для этого в
5. Установить требуемый инструмент для привязки к «нулю детали».
Для этого в
Далее нажимаем функциональную клавишу, соответствующую PARAMETER. На экране появится таблица, в
Далее нажимаем функциональную клавишу, соответствующую PARAMETER. На экране появится таблица, в
7. Выполнить привязку к «нулю детали» по оси X.
Для
7. Выполнить привязку к «нулю детали» по оси X.
Для
Далее нажимаем функциональную клавишу, соответствующую PARAMETER. На экране появится таблица, в
Далее нажимаем функциональную клавишу, соответствующую PARAMETER. На экране появится таблица, в
 Программа организации внеурочной деятельности учащихся начальной школы
Программа организации внеурочной деятельности учащихся начальной школы Диагностика, техническое обслуживание коробки перемены передач ВАЗ-2107
Диагностика, техническое обслуживание коробки перемены передач ВАЗ-2107 Тамақтану денсаулық факторы. Алиментарлық аурулар
Тамақтану денсаулық факторы. Алиментарлық аурулар Акционерное общество Всероссийский нефтегазовый научно-исследовательский институт имени академика А.П.Крылова
Акционерное общество Всероссийский нефтегазовый научно-исследовательский институт имени академика А.П.Крылова Проникаем внутрь Android. Практика
Проникаем внутрь Android. Практика Электродуговая сталеплавильная печь
Электродуговая сталеплавильная печь Мультимедийная разработка урока по предмету Музыкальный инструмент. Фортепиано.
Мультимедийная разработка урока по предмету Музыкальный инструмент. Фортепиано. презентация стили семейного воспитания работа с родителями(собрание) подготовила Ивсина Т.З. г.Армавир, МБДОУ № 33.
презентация стили семейного воспитания работа с родителями(собрание) подготовила Ивсина Т.З. г.Армавир, МБДОУ № 33. Занятие по внеурочной деятельности. Школа здоровья. Советы доктора ВОДЫ
Занятие по внеурочной деятельности. Школа здоровья. Советы доктора ВОДЫ Экономические методы государственного регулирования
Экономические методы государственного регулирования Группа компаний ОАО Интертрансэкспедиция
Группа компаний ОАО Интертрансэкспедиция Правила поведения в общественных местах
Правила поведения в общественных местах Сказочная страна. (ИЗО, 1 класс)
Сказочная страна. (ИЗО, 1 класс) Памятник Солдату и Матросу
Памятник Солдату и Матросу Перспективность социальных сетей в продвижении бизнеса
Перспективность социальных сетей в продвижении бизнеса Индивидуальный и рыночный спрос. Эластичность рыночного спроса
Индивидуальный и рыночный спрос. Эластичность рыночного спроса Презентация к коррекционно-развивающей программе Путешествие по стране Добра
Презентация к коррекционно-развивающей программе Путешествие по стране Добра Галилео Галилей
Галилео Галилей Оперативная память
Оперативная память Битва под Москвой 30 сентября 1941 г. - 20 апреля 1942 г
Битва под Москвой 30 сентября 1941 г. - 20 апреля 1942 г ФУТБОЛ
ФУТБОЛ Презентация к стихотворению Весенняя гроза Ф. Тютчева
Презентация к стихотворению Весенняя гроза Ф. Тютчева Регуляция и патология липидного обмена
Регуляция и патология липидного обмена Испытание трубопроводов на прочность и плотность
Испытание трубопроводов на прочность и плотность Свойства квадратных корней
Свойства квадратных корней Поглощения буровых и тампонажных растворов. Лекция 2
Поглощения буровых и тампонажных растворов. Лекция 2 Презентация Школьная библиотека
Презентация Школьная библиотека Тригонометрические уравнения
Тригонометрические уравнения