- Нанесение покрытий на рабочие поверхности режущих инструментов

Содержание
- 2. СЛЕДСТВИЕМ ЭТИХ ИЗМЕНЕНИЙ ЯВЛЯЕТСЯ: повышение размерной стойкости режущего инструмента, которое ведет к существенно более экономному использованию
- 3. Сегодня промышленность располагает достаточно большим арсеналом методов нанесения износостойких покрытий, из которых в инструментальном производстве наиболее
- 4. МЕТОДЫ ХИМИЧЕСКОГО ОСАЖДЕНИЯ (CVD). Методами химического осаждения покрытий (CVD) получают соединения на основе нитридов, карбидов, карбонитридов
- 5. НАНЕСЕНИЕ ПОКРЫТИЯ TICN МЕТОДОМ HT-CVD ИЗ-ЗА ФОРМИРОВАНИЯ ХРУПКОЙ Η-ФАЗЫ МОЖЕТ ПРИВЕСТИ ДАЖЕ К СНИЖЕНИЮ СТОЙКОСТИ ИНСТРУМЕНТА
- 6. Все CVD-методы обеспечивают равномерное нанесение покрытий на рабочие поверхности инструмента и обладают относительно высокой производительностью, что
- 7. Кроме состава покрытия, очень важной и достаточно противоречивой характеристикой является его толщина. С одной стороны, ее
- 8. МЕТОДЫ ФИЗИЧЕСКОГО ОСАЖДЕНИЯ (РVD). Методы физического осаждения покрытий универсальны с точки зрения получения гаммы монослойных, многослойных
- 9. РИС. ДЕМОНСТРИРУЕТ, КАК НАНЕСЕНИЕ ДАЖЕ САМОГО ПРОСТОГО ОДНОСЛОЙНОГО ПОКРЫТИЯ TIN НА СВЕРЛА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ ПОЗВОЛЯЕТ
- 10. НАНЕСЕНИЕ РVD-ПОКРЫТИЙ МОЖЕТ ОСУЩЕСТВЛЯТЬСЯ РАЗЛИЧНЫМИ СПОСОБАМИ, НО В ИНСТРУМЕНТАЛЬНОМ ПРОИЗВОДСТВЕ НАИБОЛЬШЕЕ РАСПРОСТРАНЕНИЕ ПОЛУЧИЛИ - ЭЛЕКТРОННО-ЛУЧЕВОЕ ИСПАРЕНИЕ,
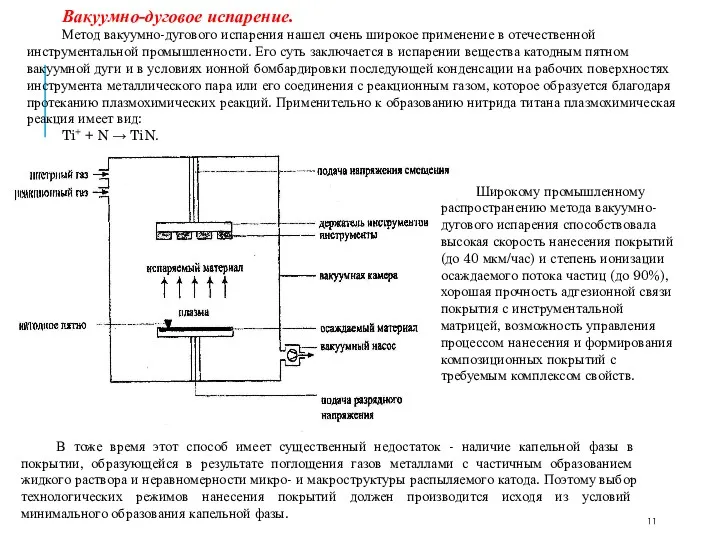
- 11. Вакуумно-дуговое испарение. Метод вакуумно-дугового испарения нашел очень широкое применение в отечественной инструментальной промышленности. Его суть заключается
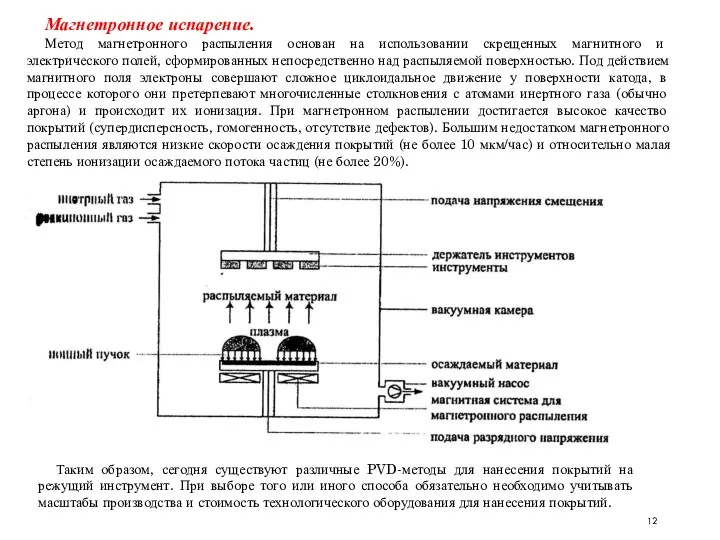
- 12. Магнетронное испарение. Метод магнетронного распыления основан на использовании скрещенных магнитного и электрического полей, сформированных непосредственно над
- 13. ТЕМА: ЛЕГИРОВАНИЕ РАБОЧИХ ПОВЕРХНОСТЕЙ РЕЖУЩИХ ИНСТРУМЕНТОВ. В отличие от нанесения покрытий, эти методы модификации характеризуются тем,
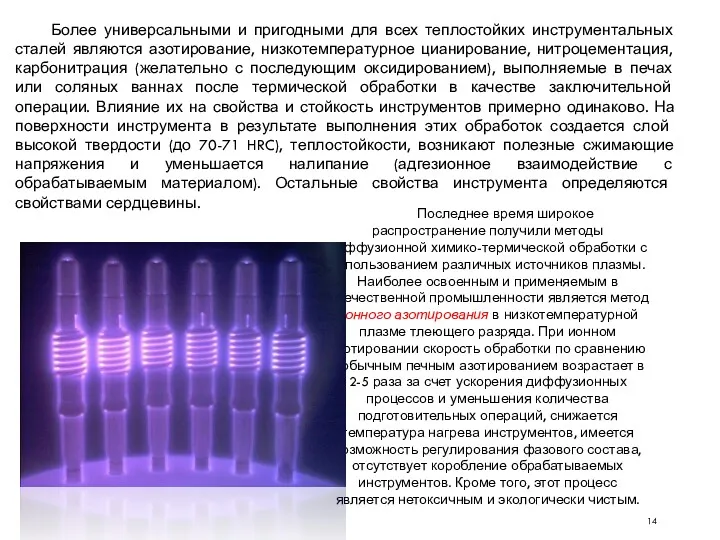
- 14. Более универсальными и пригодными для всех теплостойких инструментальных сталей являются азотирование, низкотемпературное цианирование, нитроцементация, карбонитрация (желательно
- 15. Ионное азотирование - многофакторный процесс. Структура, фазовый состав и другие характеристики диффузионного слоя определяются рядом технологических
- 17. Скачать презентацию

СЛЕДСТВИЕМ ЭТИХ ИЗМЕНЕНИЙ ЯВЛЯЕТСЯ:
повышение размерной стойкости режущего инструмента, которое ведет к
СЛЕДСТВИЕМ ЭТИХ ИЗМЕНЕНИЙ ЯВЛЯЕТСЯ:
повышение размерной стойкости режущего инструмента, которое ведет к
Сегодня промышленность располагает достаточно большим арсеналом методов нанесения износостойких покрытий, из
Сегодня промышленность располагает достаточно большим арсеналом методов нанесения износостойких покрытий, из

МЕТОДЫ ХИМИЧЕСКОГО ОСАЖДЕНИЯ (CVD).
Методами химического осаждения покрытий (CVD) получают соединения на
МЕТОДЫ ХИМИЧЕСКОГО ОСАЖДЕНИЯ (CVD).
Методами химического осаждения покрытий (CVD) получают соединения на
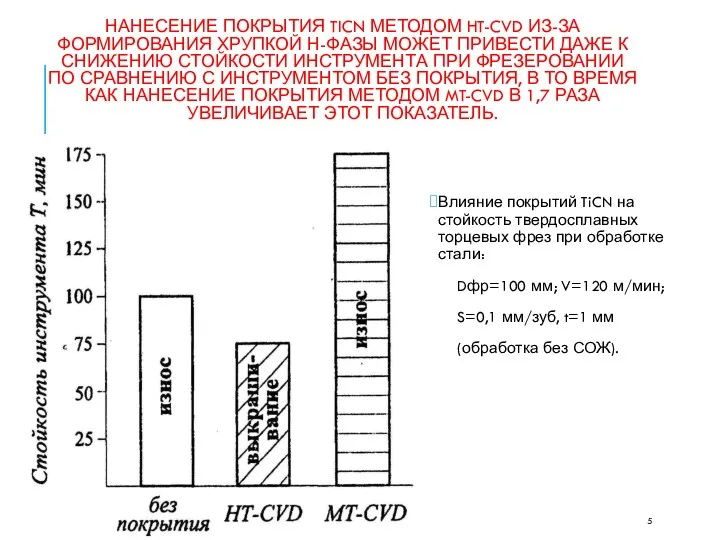
НАНЕСЕНИЕ ПОКРЫТИЯ TICN МЕТОДОМ HT-CVD ИЗ-ЗА ФОРМИРОВАНИЯ ХРУПКОЙ Η-ФАЗЫ МОЖЕТ ПРИВЕСТИ
НАНЕСЕНИЕ ПОКРЫТИЯ TICN МЕТОДОМ HT-CVD ИЗ-ЗА ФОРМИРОВАНИЯ ХРУПКОЙ Η-ФАЗЫ МОЖЕТ ПРИВЕСТИ
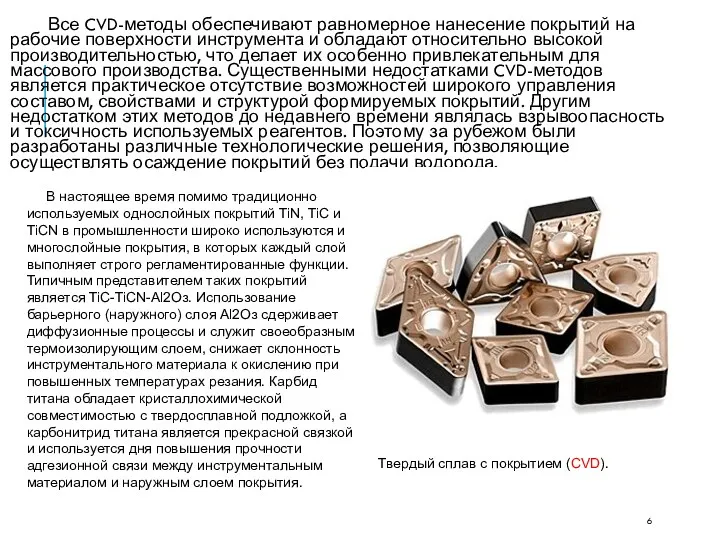
Все CVD-методы обеспечивают равномерное нанесение покрытий на рабочие поверхности инструмента
Все CVD-методы обеспечивают равномерное нанесение покрытий на рабочие поверхности инструмента

Кроме состава покрытия, очень важной и достаточно противоречивой характеристикой является
Кроме состава покрытия, очень важной и достаточно противоречивой характеристикой является

МЕТОДЫ ФИЗИЧЕСКОГО ОСАЖДЕНИЯ (РVD).
Методы физического осаждения покрытий универсальны с точки зрения
МЕТОДЫ ФИЗИЧЕСКОГО ОСАЖДЕНИЯ (РVD).
Методы физического осаждения покрытий универсальны с точки зрения
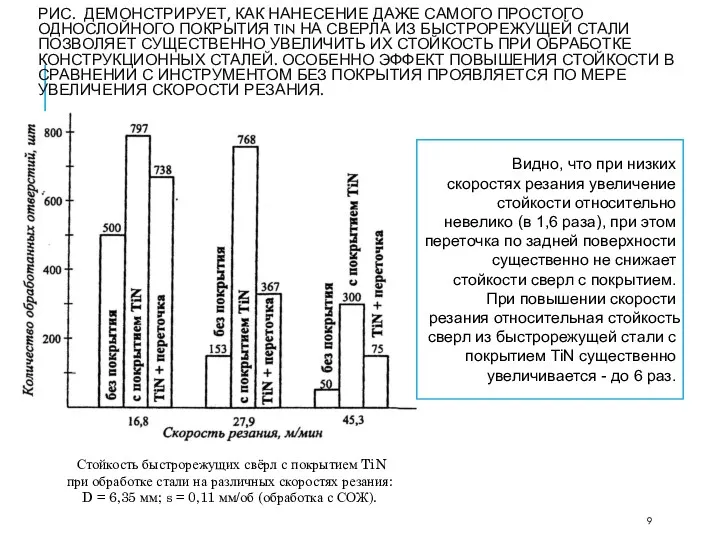
РИС. ДЕМОНСТРИРУЕТ, КАК НАНЕСЕНИЕ ДАЖЕ САМОГО ПРОСТОГО ОДНОСЛОЙНОГО ПОКРЫТИЯ TIN НА
РИС. ДЕМОНСТРИРУЕТ, КАК НАНЕСЕНИЕ ДАЖЕ САМОГО ПРОСТОГО ОДНОСЛОЙНОГО ПОКРЫТИЯ TIN НА
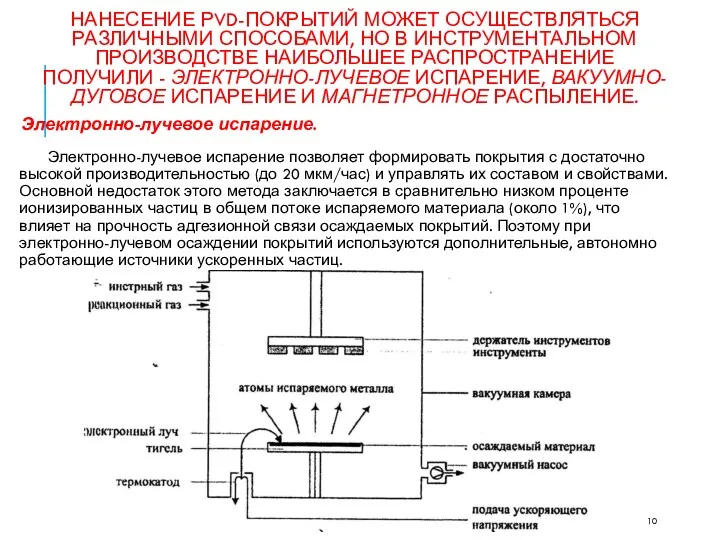
НАНЕСЕНИЕ РVD-ПОКРЫТИЙ МОЖЕТ ОСУЩЕСТВЛЯТЬСЯ РАЗЛИЧНЫМИ СПОСОБАМИ, НО В ИНСТРУМЕНТАЛЬНОМ ПРОИЗВОДСТВЕ НАИБОЛЬШЕЕ
НАНЕСЕНИЕ РVD-ПОКРЫТИЙ МОЖЕТ ОСУЩЕСТВЛЯТЬСЯ РАЗЛИЧНЫМИ СПОСОБАМИ, НО В ИНСТРУМЕНТАЛЬНОМ ПРОИЗВОДСТВЕ НАИБОЛЬШЕЕ
Вакуумно-дуговое испарение.
Метод вакуумно-дугового испарения нашел очень широкое применение в отечественной инструментальной
Вакуумно-дуговое испарение.
Метод вакуумно-дугового испарения нашел очень широкое применение в отечественной инструментальной
Магнетронное испарение.
Метод магнетронного распыления основан на использовании скрещенных магнитного и электрического
Магнетронное испарение.
Метод магнетронного распыления основан на использовании скрещенных магнитного и электрического
ТЕМА: ЛЕГИРОВАНИЕ РАБОЧИХ ПОВЕРХНОСТЕЙ РЕЖУЩИХ ИНСТРУМЕНТОВ.
В отличие от нанесения покрытий, эти
ТЕМА: ЛЕГИРОВАНИЕ РАБОЧИХ ПОВЕРХНОСТЕЙ РЕЖУЩИХ ИНСТРУМЕНТОВ.
В отличие от нанесения покрытий, эти
Более универсальными и пригодными для всех теплостойких инструментальных сталей являются азотирование,
Более универсальными и пригодными для всех теплостойких инструментальных сталей являются азотирование,
Ионное азотирование - многофакторный процесс. Структура, фазовый состав и другие характеристики
Ионное азотирование - многофакторный процесс. Структура, фазовый состав и другие характеристики
 Углы и отрезки, связанные с окружностью. 10 класс
Углы и отрезки, связанные с окружностью. 10 класс Что такое почва
Что такое почва Машины для уборки зерновых культур. Очистка и измельчители соломы зерноуборочного комбайна
Машины для уборки зерновых культур. Очистка и измельчители соломы зерноуборочного комбайна Файлы и файловая система. 8 класс
Файлы и файловая система. 8 класс Great Britain
Great Britain Содержание птиц в ДОУ.
Содержание птиц в ДОУ. Подключение кнопки
Подключение кнопки Функция КОДСИМВ(), Символ() в Excel
Функция КОДСИМВ(), Символ() в Excel Подготовка ребенка в школе. Презентация для родителей.
Подготовка ребенка в школе. Презентация для родителей. Презентация Права ребенка
Презентация Права ребенка Культура детско-родительских отношений в роду
Культура детско-родительских отношений в роду Хранение информации
Хранение информации Разработка схем сборки
Разработка схем сборки Краеведение, как условие духовно-нравственного воспитания школьников
Краеведение, как условие духовно-нравственного воспитания школьников И.С.Тургенев Бежин луг. Портреты
И.С.Тургенев Бежин луг. Портреты Проект внедрения технологии ADSL в микрорайоне X
Проект внедрения технологии ADSL в микрорайоне X Презентация Из истории создания денег, 1 - 4 кл.
Презентация Из истории создания денег, 1 - 4 кл. Презентация Герои сказок
Презентация Герои сказок Презентации по географии
Презентации по географии Время глагола. Настоящее время
Время глагола. Настоящее время 20230723_prez._soboleva_e.a._ekol._vosp
20230723_prez._soboleva_e.a._ekol._vosp презентация к уроку соли
презентация к уроку соли Презентация к беседе История нашего края. Первопроходцы Крайнего Севера.
Презентация к беседе История нашего края. Первопроходцы Крайнего Севера. ПОУ СКУИТ Северодвинский колледж управления и информационных технологий
ПОУ СКУИТ Северодвинский колледж управления и информационных технологий Презентация Памятники ВОВ в Калининградской обл.
Презентация Памятники ВОВ в Калининградской обл. Календарь Великого Поста
Календарь Великого Поста Предмет, метод и историческое развитие социологии здравоохранения
Предмет, метод и историческое развитие социологии здравоохранения презентация к игре звездный час начальные классы
презентация к игре звездный час начальные классы