Нормирование точности линейных и угловых размеров на примере гладких цилиндрических соединений презентация
- Нормирование точности линейных и угловых размеров на примере гладких цилиндрических соединений

Содержание
- 2. ∙ действительный – размер, установленный измерением с допускаемой погрешностью. В соединении элементов двух деталей один из
- 3. Отклонением размера называется алгебраическая разность между размером (действительным, предельным) и номинальным размером. Основное отклонение– (рис. 1)
- 4. Поле допуска – поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его
- 5. При обработке каждая деталь приобретает свой действительный размер и может быть оценена как годная, если он
- 6. Посадка Посадка - это соединение двух деталей, в результате чего образуется зазор или натяг. Разность размеров
- 7. Натяг − разность размеров вала и отверстия до сборки N = d – D, если действительный
- 9. Скачать презентацию
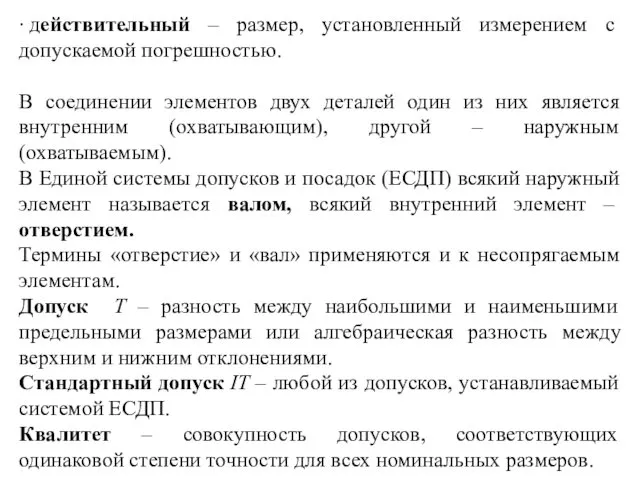
∙ действительный – размер, установленный измерением с допускаемой погрешностью.
В соединении элементов
∙ действительный – размер, установленный измерением с допускаемой погрешностью.
В соединении элементов
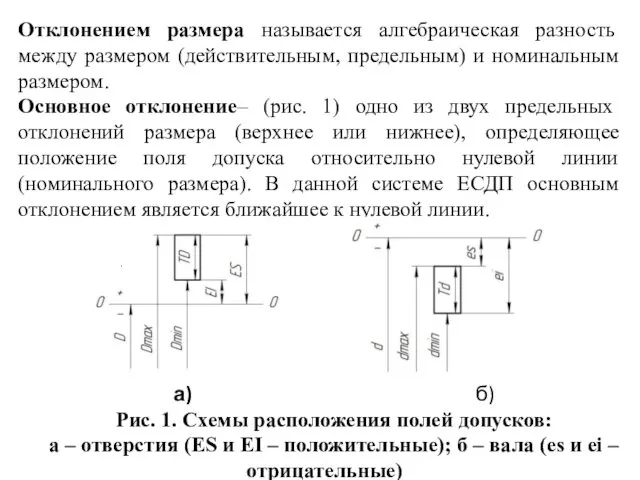
Отклонением размера называется алгебраическая разность между размером (действительным, предельным) и номинальным
Отклонением размера называется алгебраическая разность между размером (действительным, предельным) и номинальным
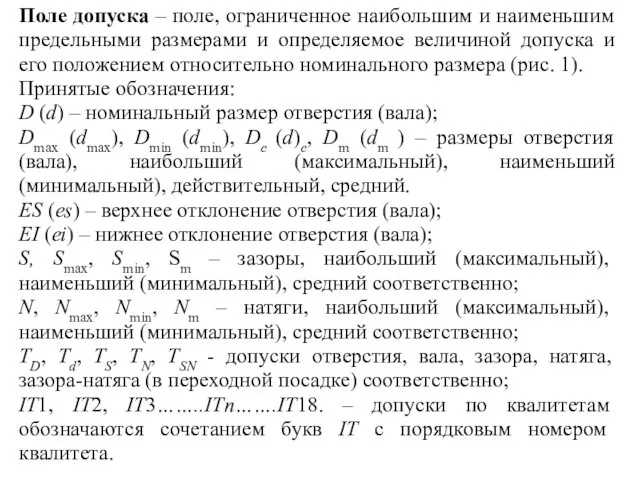
Поле допуска – поле, ограниченное наибольшим и наименьшим предельными размерами и
Поле допуска – поле, ограниченное наибольшим и наименьшим предельными размерами и
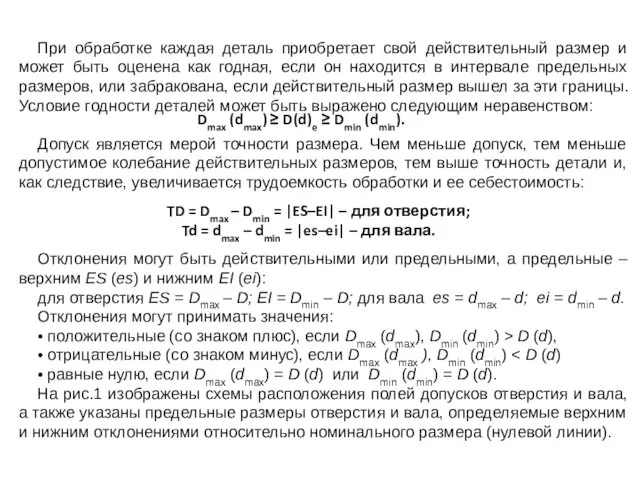
При обработке каждая деталь приобретает свой действительный размер и может быть
При обработке каждая деталь приобретает свой действительный размер и может быть
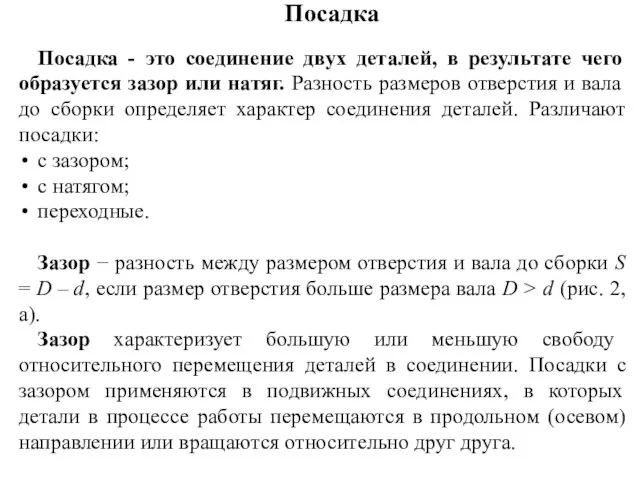
Посадка
Посадка - это соединение двух деталей, в результате чего образуется зазор
Посадка
Посадка - это соединение двух деталей, в результате чего образуется зазор
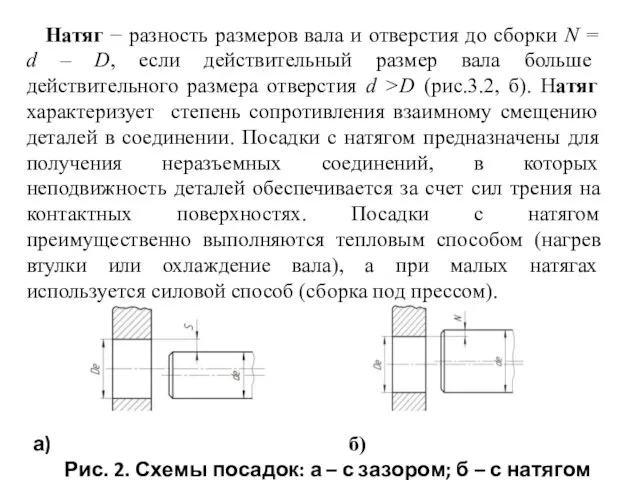
Натяг − разность размеров вала и отверстия до сборки N =
Натяг − разность размеров вала и отверстия до сборки N =
 Физминутка для глаз Нарисуй буквы
Физминутка для глаз Нарисуй буквы Ряды динамики и их использование в экономике и праве
Ряды динамики и их использование в экономике и праве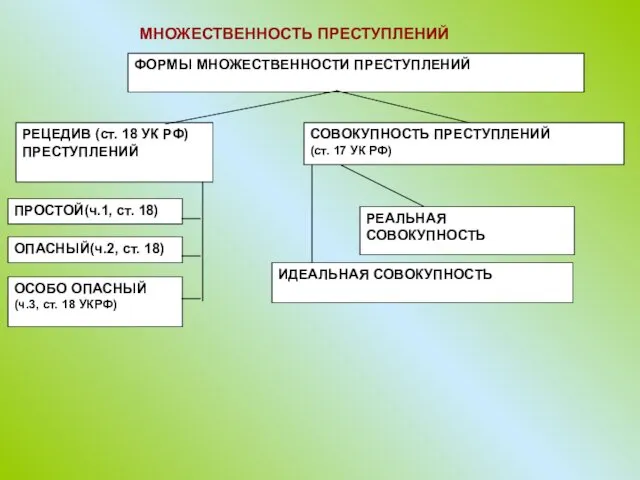 Множественность преступлений. Формы множественности преступлений
Множественность преступлений. Формы множественности преступлений Полезная сказка на новый лад
Полезная сказка на новый лад Д.Егор Бабушка
Д.Егор Бабушка только ли лист кормит растение?
только ли лист кормит растение? Внеурочная деятельность . Фильм, фильм, фильм..
Внеурочная деятельность . Фильм, фильм, фильм.. Викторина Угадай слово
Викторина Угадай слово Тренировочная программа пловца с ампутацией обеих ног в средней трети голени
Тренировочная программа пловца с ампутацией обеих ног в средней трети голени Правописание суффиксов разных частей речи и личных окончаний глаголов. (ОГЭ. Задание 5)
Правописание суффиксов разных частей речи и личных окончаний глаголов. (ОГЭ. Задание 5) Интерактивная игра Пернатые друзья
Интерактивная игра Пернатые друзья Педагогическое мастерство учителя иностранного языка
Педагогическое мастерство учителя иностранного языка Моделирование, основные понятия и определения, виды и методы идентификации статических моделей
Моделирование, основные понятия и определения, виды и методы идентификации статических моделей Физиологическое значение двигательной активности в развитии детей раннего возраста.
Физиологическое значение двигательной активности в развитии детей раннего возраста. Русская литература второй половины XIX века (повторение)
Русская литература второй половины XIX века (повторение) следственные действия
следственные действия Дидактические игры для формирования слоговой структуры слова.
Дидактические игры для формирования слоговой структуры слова. Республиканская профильная смена с дневным пребыванием
Республиканская профильная смена с дневным пребыванием psikh_ped_2
psikh_ped_2 Принципы размещения подземных инженерных сетей. Способы прокладки инженерных сетей
Принципы размещения подземных инженерных сетей. Способы прокладки инженерных сетей Французская Республика
Французская Республика 11 класс. Китай. Диск
11 класс. Китай. Диск Нитриды и их применение
Нитриды и их применение Обмен электронными счетамифактурами и другими документами ООО “Комацу СНГ”
Обмен электронными счетамифактурами и другими документами ООО “Комацу СНГ” Опорно-двигательный аппарат. Скелет головы и туловища
Опорно-двигательный аппарат. Скелет головы и туловища Презентация ко Дню Матери
Презентация ко Дню Матери Отчет о проведении Всероссийского фестиваля энергосбережения и экологии #ВместеЯрче-2021 городской округ город Лабытнанги
Отчет о проведении Всероссийского фестиваля энергосбережения и экологии #ВместеЯрче-2021 городской округ город Лабытнанги Admissions statistics on undergraduate programs
Admissions statistics on undergraduate programs