- ОАО Ашинский металлургический завод

Содержание
- 2. Реконструкция толстолистового стана горячей прокатки «2850» ЛПЦ-1 с заменой на стан ТЛС-2800. 1 этап Объем инвестиций
- 3. Стратегическая цель сохранение и расширение присутствия ОАО «Ашинский металлургический завод» на внутреннем и внешнем рынках толстолистового
- 4. Цель реконструкции получение высококачественного толстолистового проката, отвечающего самым современным требования стандартов качества, увеличение объемов производства, улучшение
- 5. Этапы реконструкции листопрокатного стана I этап (2013- 2014 год) - строительство участка листоотделки Объем инвестиций 5
- 7. 1 этап реконструкции — участок листоотделки: - Листоправильная машина (ЛПМ) ля горячей правки листа до 100
- 8. - Участок противофлокенной обработки (ПФО) для предотвращения водородного растрескивания. Включает комплекс холодильника № 5 и загрузочно-разгрузочное
- 9. - Инспекторский стеллаж: На инспекторском стеллаже проводится контроль поверхности проката с обеих сторон и удаление поверхностных
- 10. - Участок УЗК для контроля наличия несплошности (оборудование Nordinkraft AG ) в потоке Результат: 100% УЗК,
- 11. - Участок порезки листа: Сдвоенные кромкообрезные ножницы (СКОН) - обрезка кромок по ширине одновременно с двух
- 12. - Нанесение клейма и маркировки, взвешивание Маркировка на верхней поверхности листа чернилами белого цвета и клеймение
- 13. - Листоукладчик для комплектации готовой продукции по маркам, позициям, заказам с потока стана механическим безударным способом
- 14. - Склад готовой продукции с установкой трех мостовых кранов успешно эксплуатируется с прошлого года. Результат достижение
- 15. Результат первого этапа реконструкции стана «2850» Существенное улучшение качественных характеристик листового проката по: - геометрии листа
- 17. Скачать презентацию

Реконструкция толстолистового стана горячей прокатки «2850» ЛПЦ-1 с заменой на стан
Реконструкция толстолистового стана горячей прокатки «2850» ЛПЦ-1 с заменой на стан

Стратегическая цель
сохранение и расширение присутствия ОАО «Ашинский металлургический завод» на
Стратегическая цель
сохранение и расширение присутствия ОАО «Ашинский металлургический завод» на

Цель реконструкции
получение высококачественного толстолистового проката, отвечающего самым современным требования
Цель реконструкции
получение высококачественного толстолистового проката, отвечающего самым современным требования
Этапы реконструкции листопрокатного стана
I этап (2013- 2014 год) - строительство
Этапы реконструкции листопрокатного стана
I этап (2013- 2014 год) - строительство

1 этап реконструкции — участок листоотделки:
- Листоправильная машина (ЛПМ) ля горячей
1 этап реконструкции — участок листоотделки:
- Листоправильная машина (ЛПМ) ля горячей
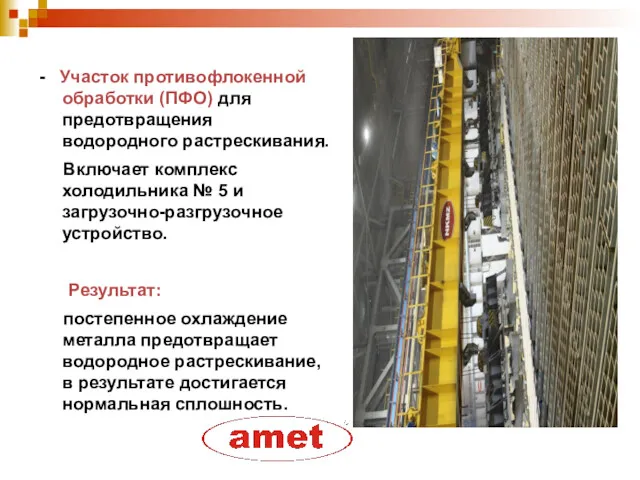
- Участок противофлокенной обработки (ПФО) для предотвращения водородного растрескивания.
Включает комплекс
- Участок противофлокенной обработки (ПФО) для предотвращения водородного растрескивания.
Включает комплекс

- Инспекторский стеллаж:
На инспекторском стеллаже проводится контроль поверхности проката
- Инспекторский стеллаж:
На инспекторском стеллаже проводится контроль поверхности проката

- Участок УЗК для контроля наличия несплошности (оборудование Nordinkraft AG )
- Участок УЗК для контроля наличия несплошности (оборудование Nordinkraft AG )

- Участок порезки листа:
Сдвоенные кромкообрезные ножницы (СКОН) -
- Участок порезки листа:
Сдвоенные кромкообрезные ножницы (СКОН) -

- Нанесение клейма и маркировки, взвешивание
Маркировка на верхней поверхности листа
- Нанесение клейма и маркировки, взвешивание
Маркировка на верхней поверхности листа

- Листоукладчик
для комплектации готовой продукции по маркам, позициям, заказам
- Листоукладчик
для комплектации готовой продукции по маркам, позициям, заказам

- Склад готовой продукции
с установкой трех мостовых кранов успешно эксплуатируется
- Склад готовой продукции
с установкой трех мостовых кранов успешно эксплуатируется
Результат первого этапа реконструкции стана «2850»
Существенное улучшение качественных характеристик листового
Результат первого этапа реконструкции стана «2850»
Существенное улучшение качественных характеристик листового
 Правовое регулирование в сфере образования
Правовое регулирование в сфере образования Архитектура компьютера. Основные характеристики компьютеров. Многообразие компьютеров
Архитектура компьютера. Основные характеристики компьютеров. Многообразие компьютеров Краткая характеристика экзистенциально-гуманистического направления в психологическом консультировании
Краткая характеристика экзистенциально-гуманистического направления в психологическом консультировании Наплавочные работы. Понятие о наплавке и виды наплавки. Технология наплавки
Наплавочные работы. Понятие о наплавке и виды наплавки. Технология наплавки Красота природы родного края. Роль колорита в пейзаже
Красота природы родного края. Роль колорита в пейзаже Технологічні і біохімічні властивості м´яса і м´ясопродуктів. Лекція 11
Технологічні і біохімічні властивості м´яса і м´ясопродуктів. Лекція 11 Школьный музей Боевой славы 34-й Гвардейской Краснознаменной ордена Кутузова Енакиевской стрелковой дивизии г. Зернограда
Школьный музей Боевой славы 34-й Гвардейской Краснознаменной ордена Кутузова Енакиевской стрелковой дивизии г. Зернограда Селекция растений
Селекция растений Использование приемов здоровьесберегающих технологий в логопедической работе с детьми, имеющими речевые нарушения.
Использование приемов здоровьесберегающих технологий в логопедической работе с детьми, имеющими речевые нарушения. Неонатальные проблемы - маловесные младенцы
Неонатальные проблемы - маловесные младенцы Организация пассажирских перевозок в пригородном сообщении
Организация пассажирских перевозок в пригородном сообщении Перинатальный аудит. Дисфункция плаценты. Задержка роста плода. Дистресс плода
Перинатальный аудит. Дисфункция плаценты. Задержка роста плода. Дистресс плода Видеоадаптеры
Видеоадаптеры Классный час Яблочник. Презентация
Классный час Яблочник. Презентация Тема 6. Социальная структура общества
Тема 6. Социальная структура общества Туберкулинодиагностика. Диагностический тест, для определения специфической сенсибилизации организма к микобактериям туберкулеза
Туберкулинодиагностика. Диагностический тест, для определения специфической сенсибилизации организма к микобактериям туберкулеза Электронные услуги и сервисы
Электронные услуги и сервисы Подорож Тараса Шевченка на Західну Україну та відвідини Почаївської лаври
Подорож Тараса Шевченка на Західну Україну та відвідини Почаївської лаври Правила оформления и проверки расчетно-графической работы
Правила оформления и проверки расчетно-графической работы Теоретические основы эксплуатации радиотехнических систем. Основы технической диагностики
Теоретические основы эксплуатации радиотехнических систем. Основы технической диагностики Жоғары ми функциясының зақымдалуы: сөйлеудің, гнозистің және праксистің бұзылуы
Жоғары ми функциясының зақымдалуы: сөйлеудің, гнозистің және праксистің бұзылуы Функциональные типы реагирования людей на факторы среды
Функциональные типы реагирования людей на факторы среды Подготовка к промежуточной аттестации
Подготовка к промежуточной аттестации Технология успешного трудоустройства
Технология успешного трудоустройства Первые проблемы подросткового возраста
Первые проблемы подросткового возраста ПРАКТ ЗАНЯТИЕ 2.1 Позн процессы
ПРАКТ ЗАНЯТИЕ 2.1 Позн процессы Натуральные волокна животного происхождения
Натуральные волокна животного происхождения Числовые последовательности. 9 класс
Числовые последовательности. 9 класс