- Обработка металлов давлением

Содержание
- 2. процессы получения заготовок или деталей машин силовым воздействием инструмента на исходную заготовку из исходного материала. Обработка
- 3. 1. Факторы, влияющие на пластичность Обработка металлов давлением основана на явлении пластичности, т. е. на возможности
- 4. 2. Изменения структуры при деформации Изменение структуры поликристаллического металлического материала под действием внешней силы характеризуется: изменением
- 5. 3. Основные преимущества обработки металлов давлением по сравнению с обработкой резанием преимущества заключаются в следующем: малые
- 6. 4. Классификация способов обработки металлов давлением По температуре: холодная и горячая деформация. Холодная деформация проводится при
- 7. 4.1. Горячая деформация При горячей деформации сопротивление материала деформированию на порядок меньше, чем при холодной. Равномерность
- 8. 4.2. Холодная деформация Холодная деформация позволяет получать высокую точность размеров изделия и лучшее качество поверхности, а
- 9. 4.3. Способы обработки прокатка, прессование, волочение, ковка, объемная и листовая штамповка.
- 10. 4.3.1. Прокатка Прокатка – способ обработки металла давлением в результате обжатия между вращающимися в разные стороны
- 11. 4.3.2. Прессование Прессование – обработка металлов давлением, заключающаяся в продавливании нагретого металла, находящегося в замкнутом объеме,
- 12. 4.3.3. Волочение Волочение – обработка металла давлением, представляющая собой протягивание заготовки через отверстие в волочильной матрице
- 13. 4.3.4. Ковка Ковка – процесс деформирования нагретого металла между бойками молота или пресса с применением разнообразного
- 14. 4.3.5. Объемная штамповка Объемная штамповка – процесс одновременного деформирования всей заготовки в штампе на горячештамповочных молотах,
- 15. 4.3.6. Листовая штамповка Листовая штамповка – способ обработки листовой заготовки давлением для получения плоских и объемных
- 16. 5. Нагрев металла При обработке давлением металл нагревают с целью снижения сопротивления деформации, повышения пластичности, уменьшения
- 17. 6. Прокатка Прокатка – обработка металла давлением путем обжатия между вращающимися валками прокатного стана для уменьшения
- 18. Сортамент прокатной продукции Форма поперечного сечения называется профилем проката. Совокупность профилей различной формы и размеров -
- 19. Листовой прокат из стали и цветных металлов подразделяется на толстолистовой (4…60 мм), тонколистовой (0,2…4мм) и жесть
- 20. 6.1. Способы прокатки а) продольная; б) поперечная; в) поперечно-винтовая а) б) в) 1 – заготовка; 2
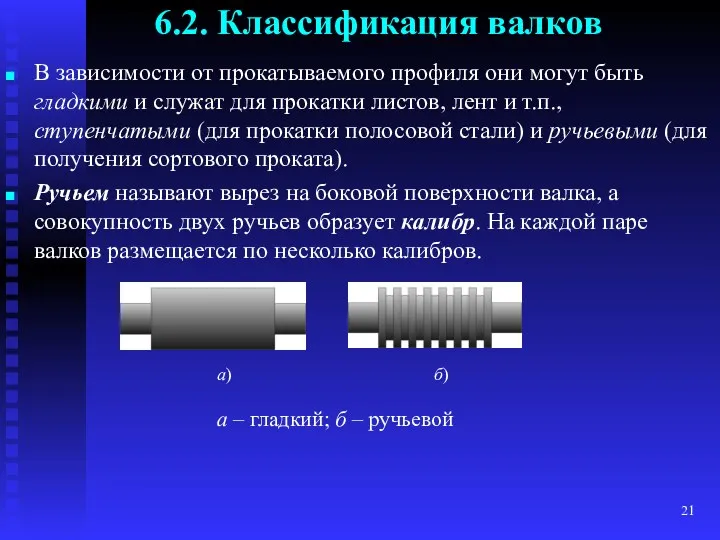
- 21. 6.2. Классификация валков В зависимости от прокатываемого профиля они могут быть гладкими и служат для прокатки
- 22. Схема сил, действующих при прокатке Процесс прокатки обеспечивается силами трения между вращающимся инструментом и заготовкой, благодаря
- 23. 6.3. Калибры Калибровка валков – это разработка схемы прокатки и размещения калибров, обеспечивающая получение заданного профиля
- 24. 7. Прессование Прессованием обрабатываются такие сплавы, которые из-за низкой пластичности (особенно в литом состоянии) другими видами
- 25. Профили прессованных заготовок прутки диаметром 3…250 мм, трубы диаметром 20…400 мм с толщиной стенки 1,5…15 мм,
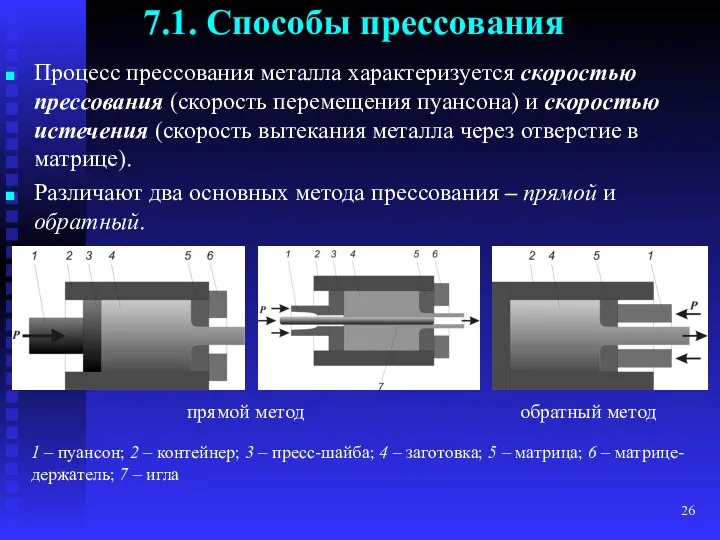
- 26. 7.1. Способы прессования Процесс прессования металла характеризуется скоростью прессования (скорость перемещения пуансона) и скоростью истечения (скорость
- 27. 8. Волочение Волочение заключается в протягивании (чаще всего в холодном состоянии) прокатанных или прессованных заготовок через
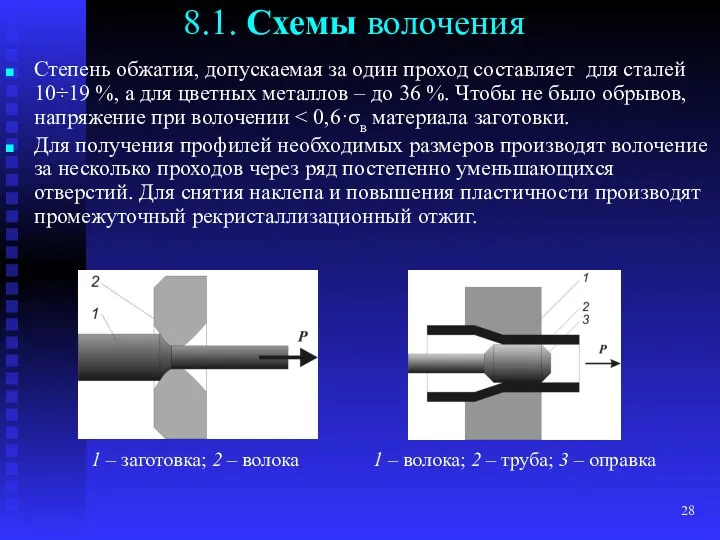
- 28. 8.1. Схемы волочения Степень обжатия, допускаемая за один проход составляет для сталей 10÷19 %, а для
- 30. Скачать презентацию

процессы получения заготовок или деталей машин силовым воздействием инструмента на исходную
процессы получения заготовок или деталей машин силовым воздействием инструмента на исходную
1. Факторы, влияющие на пластичность
Обработка металлов давлением основана на явлении пластичности,
1. Факторы, влияющие на пластичность
Обработка металлов давлением основана на явлении пластичности,
2. Изменения структуры при деформации
Изменение структуры поликристаллического металлического материала под действием
2. Изменения структуры при деформации
Изменение структуры поликристаллического металлического материала под действием
3. Основные преимущества обработки металлов давлением
по сравнению с обработкой резанием преимущества
3. Основные преимущества обработки металлов давлением
по сравнению с обработкой резанием преимущества
4. Классификация способов обработки металлов давлением
По температуре: холодная и горячая деформация.
Холодная
4. Классификация способов обработки металлов давлением
По температуре: холодная и горячая деформация.
Холодная
4.1. Горячая деформация
При горячей деформации сопротивление материала деформированию на порядок меньше,
4.1. Горячая деформация
При горячей деформации сопротивление материала деформированию на порядок меньше,
4.2. Холодная деформация
Холодная деформация позволяет получать высокую точность размеров изделия и
4.2. Холодная деформация
Холодная деформация позволяет получать высокую точность размеров изделия и

4.3. Способы обработки
прокатка,
прессование,
волочение,
ковка,
объемная и листовая штамповка.
4.3. Способы обработки
прокатка,
прессование,
волочение,
ковка,
объемная и листовая штамповка.
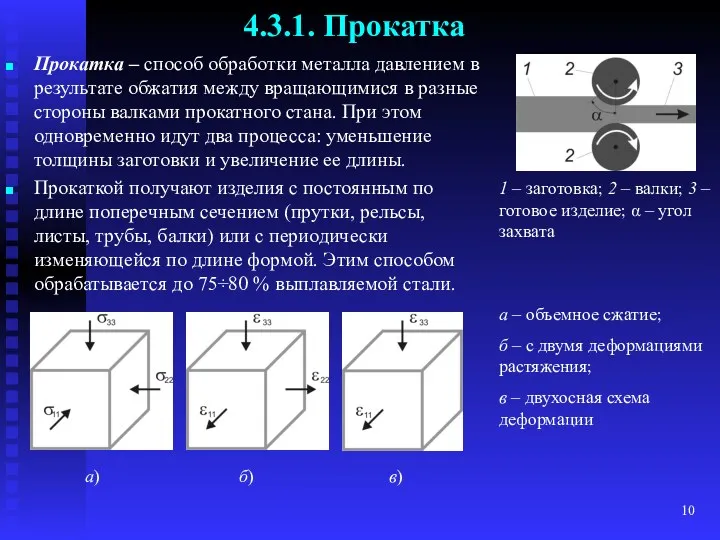
4.3.1. Прокатка
Прокатка – способ обработки металла давлением в результате обжатия между вращающимися
4.3.1. Прокатка
Прокатка – способ обработки металла давлением в результате обжатия между вращающимися
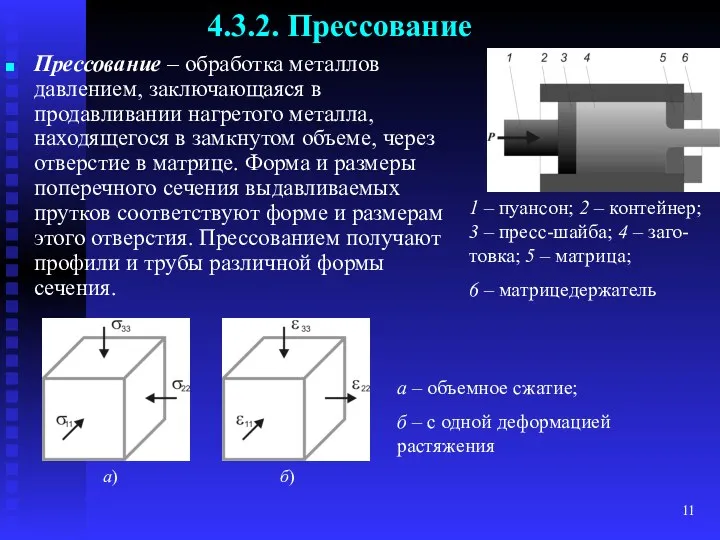
4.3.2. Прессование
Прессование – обработка металлов давлением, заключающаяся в продавливании нагретого металла, находящегося
4.3.2. Прессование
Прессование – обработка металлов давлением, заключающаяся в продавливании нагретого металла, находящегося
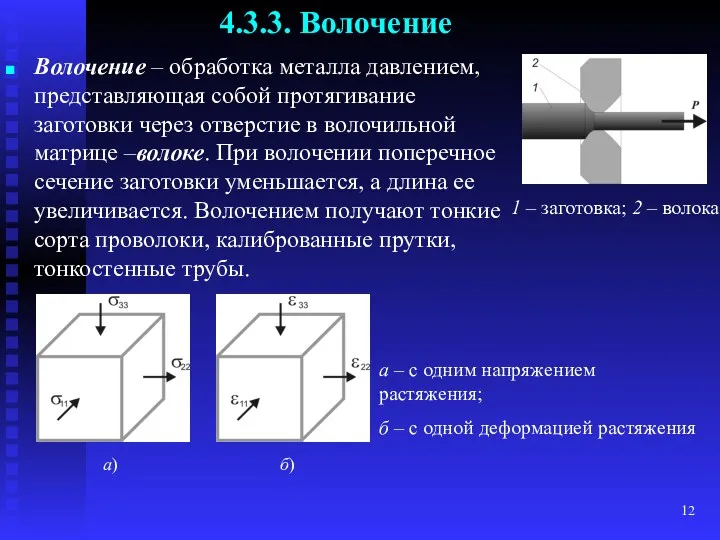
4.3.3. Волочение
Волочение – обработка металла давлением, представляющая собой протягивание заготовки через отверстие
4.3.3. Волочение
Волочение – обработка металла давлением, представляющая собой протягивание заготовки через отверстие
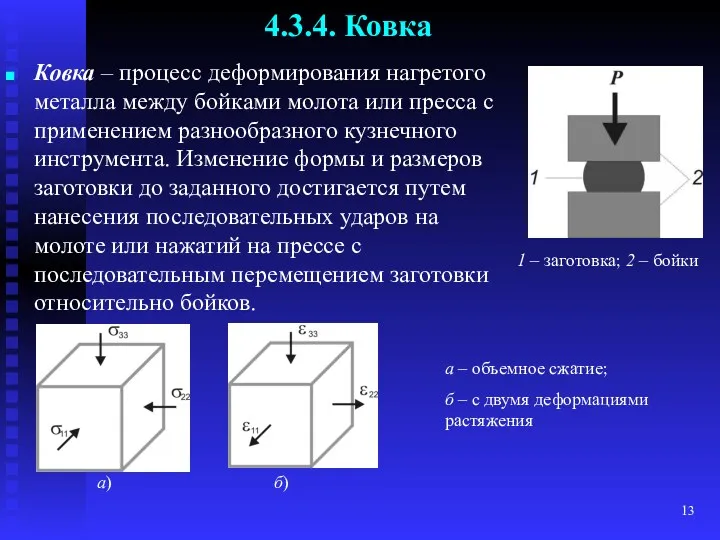
4.3.4. Ковка
Ковка – процесс деформирования нагретого металла между бойками молота или пресса
4.3.4. Ковка
Ковка – процесс деформирования нагретого металла между бойками молота или пресса
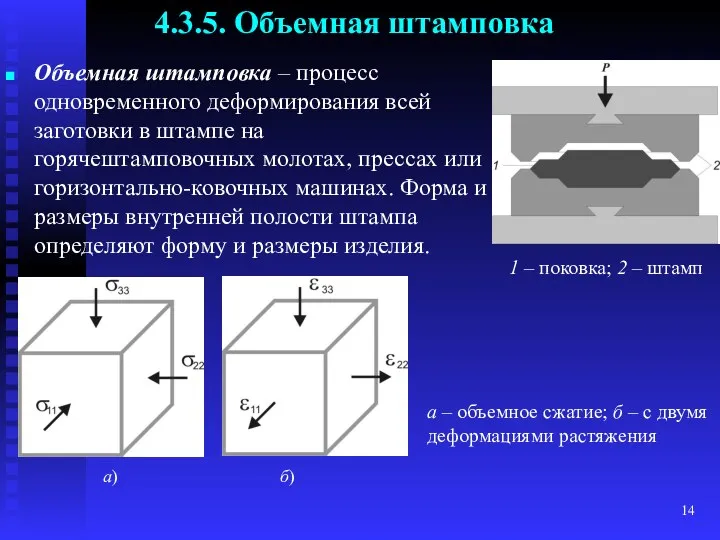
4.3.5. Объемная штамповка
Объемная штамповка – процесс одновременного деформирования всей заготовки в штампе
4.3.5. Объемная штамповка
Объемная штамповка – процесс одновременного деформирования всей заготовки в штампе
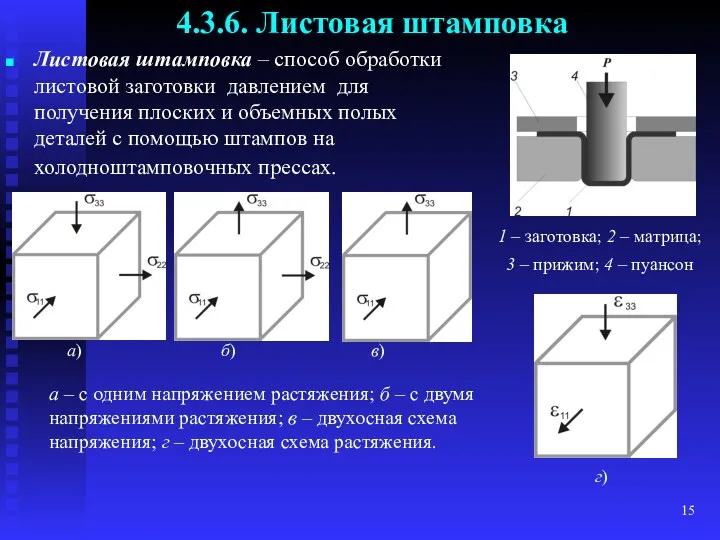
4.3.6. Листовая штамповка
Листовая штамповка – способ обработки листовой заготовки давлением для получения
4.3.6. Листовая штамповка
Листовая штамповка – способ обработки листовой заготовки давлением для получения
5. Нагрев металла
При обработке давлением металл нагревают с целью снижения сопротивления
5. Нагрев металла
При обработке давлением металл нагревают с целью снижения сопротивления
6. Прокатка
Прокатка – обработка металла давлением путем обжатия между вращающимися валками прокатного
6. Прокатка
Прокатка – обработка металла давлением путем обжатия между вращающимися валками прокатного

Сортамент прокатной продукции
Форма поперечного сечения называется профилем проката. Совокупность профилей различной
Сортамент прокатной продукции
Форма поперечного сечения называется профилем проката. Совокупность профилей различной
Листовой прокат из стали и цветных металлов подразделяется на толстолистовой (4…60
Листовой прокат из стали и цветных металлов подразделяется на толстолистовой (4…60

6.1. Способы прокатки
а) продольная;
б) поперечная;
в) поперечно-винтовая
а)
б)
в)
1 – заготовка; 2 – валки;
3 – готовое
6.1. Способы прокатки
а) продольная;
б) поперечная;
в) поперечно-винтовая
а)
б)
в)
1 – заготовка; 2 – валки;
3 – готовое
6.2. Классификация валков
В зависимости от прокатываемого профиля они могут быть гладкими
6.2. Классификация валков
В зависимости от прокатываемого профиля они могут быть гладкими
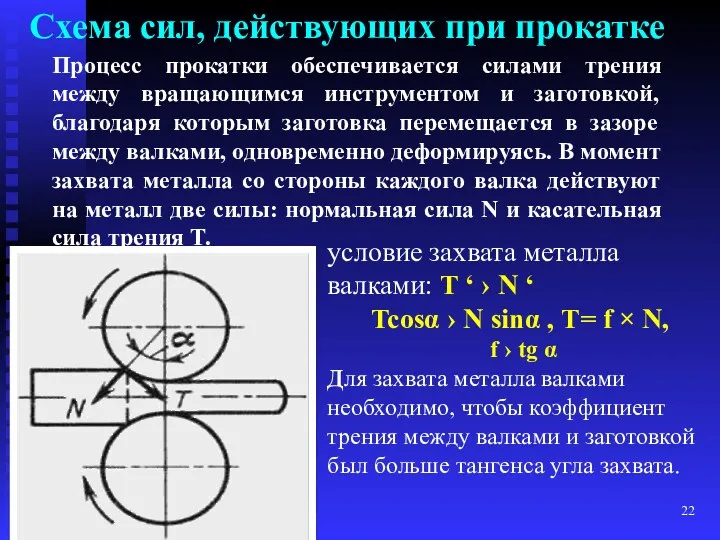
Схема сил, действующих при прокатке
Процесс прокатки обеспечивается силами трения между вращающимся
Схема сил, действующих при прокатке
Процесс прокатки обеспечивается силами трения между вращающимся
6.3. Калибры
Калибровка валков – это разработка схемы прокатки и размещения калибров, обеспечивающая
6.3. Калибры
Калибровка валков – это разработка схемы прокатки и размещения калибров, обеспечивающая
7. Прессование
Прессованием обрабатываются такие сплавы, которые из-за низкой пластичности (особенно в
7. Прессование
Прессованием обрабатываются такие сплавы, которые из-за низкой пластичности (особенно в
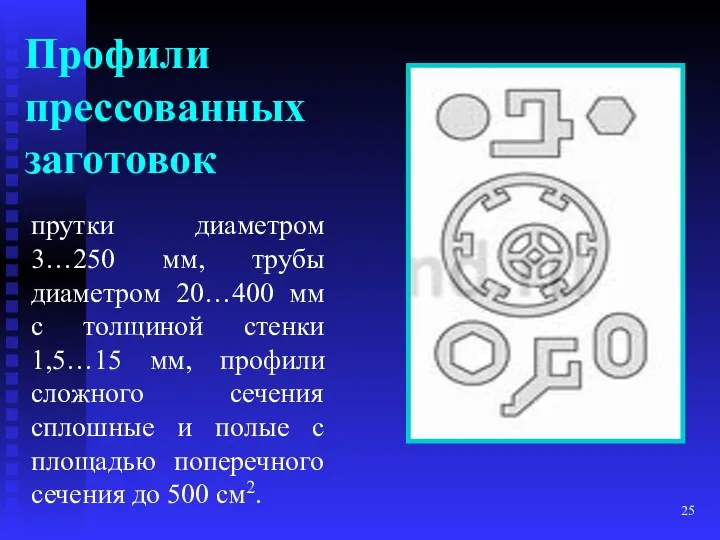
Профили прессованных заготовок
прутки диаметром 3…250 мм, трубы диаметром 20…400 мм с
Профили прессованных заготовок
прутки диаметром 3…250 мм, трубы диаметром 20…400 мм с
7.1. Способы прессования
Процесс прессования металла характеризуется скоростью прессования (скорость перемещения пуансона)
7.1. Способы прессования
Процесс прессования металла характеризуется скоростью прессования (скорость перемещения пуансона)
8. Волочение
Волочение заключается в протягивании (чаще всего в холодном состоянии) прокатанных
8. Волочение
Волочение заключается в протягивании (чаще всего в холодном состоянии) прокатанных
8.1. Схемы волочения
Степень обжатия, допускаемая за один проход составляет для сталей
8.1. Схемы волочения
Степень обжатия, допускаемая за один проход составляет для сталей
 Всемирная сеть СТО. Компания Bosch
Всемирная сеть СТО. Компания Bosch Виды мяса и мясных продуктов. Технология приготовления блюд из мяса
Виды мяса и мясных продуктов. Технология приготовления блюд из мяса Проведение экспертной оценки качества хлеба реализуемых в магазинах потребительской кооперации и в магазинах торговых сетей
Проведение экспертной оценки качества хлеба реализуемых в магазинах потребительской кооперации и в магазинах торговых сетей Правила дорожного движения
Правила дорожного движения Презентация Методы эффективного взаимодействия с детьми
Презентация Методы эффективного взаимодействия с детьми Информационные технологии. Структура технологической системы
Информационные технологии. Структура технологической системы Китай. Си Цзиньпин
Китай. Си Цзиньпин С днем рождения
С днем рождения Семейство Розоцветные
Семейство Розоцветные Honig, wir töten Kinder
Honig, wir töten Kinder Взводний опорний пункт
Взводний опорний пункт Күкірт қышқылы өндірісі. Шикізаты, күкірт газы өндірісі және тазалау. Сульфитті кендерді күйдіру пештері
Күкірт қышқылы өндірісі. Шикізаты, күкірт газы өндірісі және тазалау. Сульфитті кендерді күйдіру пештері ОРКСЭ (модуль основы буддийской культуры)
ОРКСЭ (модуль основы буддийской культуры) Ақуызды алғаш (клейковина тәрізді) 1728 ж. итальяндық ғалым Якопо Бартоломео Беккари (1682-1766) бидай ұнынан бөліп алған
Ақуызды алғаш (клейковина тәрізді) 1728 ж. итальяндық ғалым Якопо Бартоломео Беккари (1682-1766) бидай ұнынан бөліп алған Формирование метапредметной компетенции учащихся в контексте проектной деятельности на уроке иностранного языка
Формирование метапредметной компетенции учащихся в контексте проектной деятельности на уроке иностранного языка Виды присадок к моторным топливам
Виды присадок к моторным топливам Разделка теста
Разделка теста Всемирный день памяти погибших в ДТП
Всемирный день памяти погибших в ДТП Задание эссе
Задание эссе Розробка автоматизованої системи дієвідмінювання французької мови
Розробка автоматизованої системи дієвідмінювання французької мови Генеалогическое дерево
Генеалогическое дерево Скиния собрания
Скиния собрания Женские лица российской прозы
Женские лица российской прозы Скоростные продажи недвижимости
Скоростные продажи недвижимости sankt_peterburg
sankt_peterburg государственные_регулирования_экономики
государственные_регулирования_экономики Профессия: учитель английского языка
Профессия: учитель английского языка Векторы
Векторы