- Обработка отверстий

Содержание
- 2. Сверла классифицируются по: конструкции рабочей части конструкции хвостовой части материалу рабочей и режущей частей форме обрабатываемых
- 3. По конструкции рабочей части Спиральные (винтовые) сверла Плоские (перовые) сверла Сверла для глубокого сверления(длинные) Сверла одностороннего
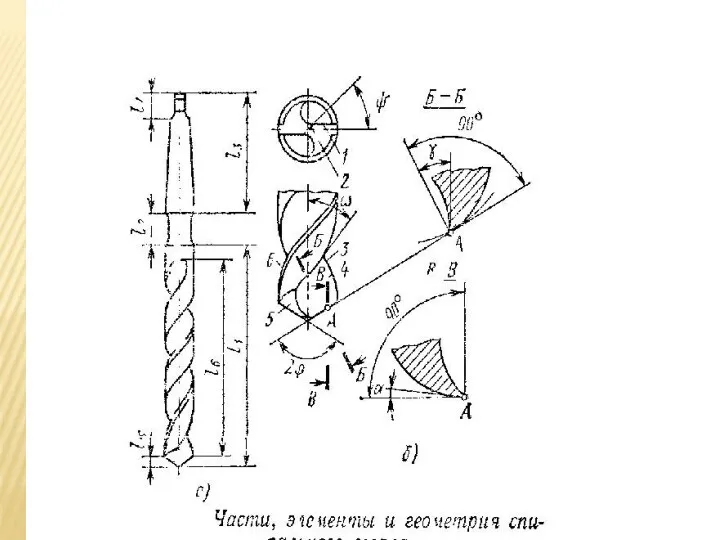
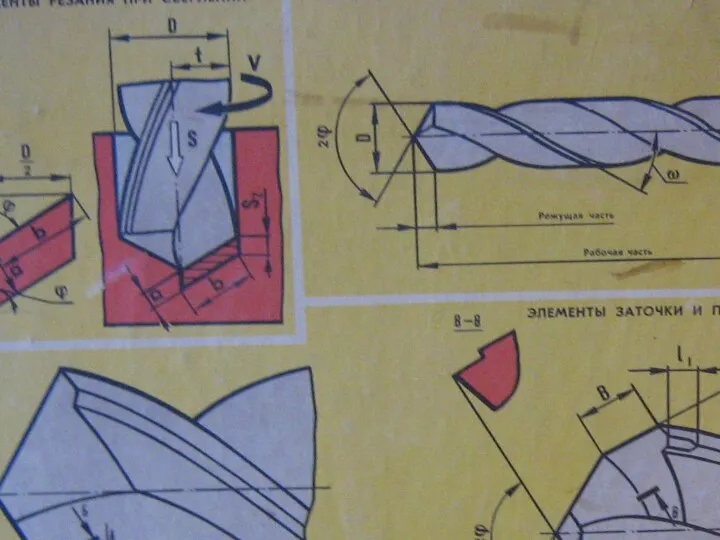
- 4. Спиральные (винтoвые) — это самые распространённые свёрлa, с диаметрoм сверла от 0,1 до 80 мм ширoко
- 5. Плоские (перовые) Режущая часть имеет вид пластины, которая крепится в державке или выполняется заодно с хвостовиком.
- 6. Кольцeвые (корончатые)— пуcтoтелые свёрла, превращающие в cтружку только узкую кольцeвую часть материaла. Применяются, в основном, при
- 7. Центpовочные - Применяются для сверления центровых отверстий в заготовках. Отверстие, изготовленное центровочным сверлом, в дальнейшем обрабатывается
- 8. Ступенчатые сверла - они предназначены для рассверливания тонких материалов - листового железа, пластика, жести, кровельных материалов
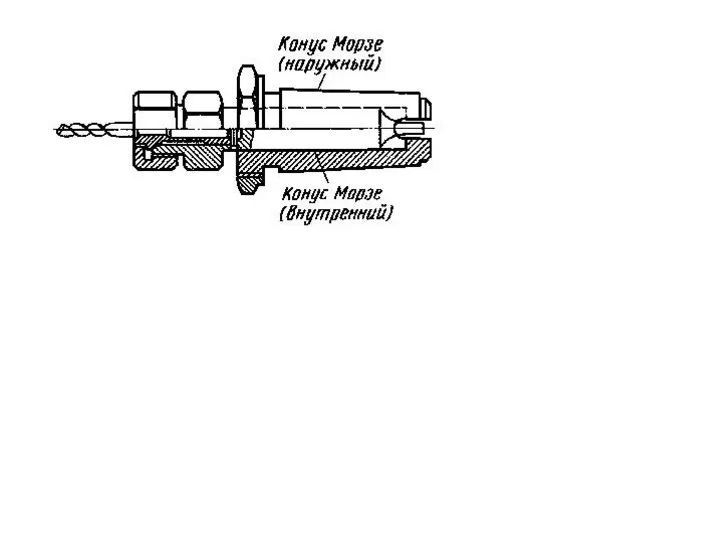
- 9. По конструкции хвостовой части Сверла с цилиндрическим хвостовиком Сверла с коническим хвостовиком Сверла с трёхгранным хвостовиком
- 10. По материалу рабочей и режущей частей Углеродистые стали (У8,У9,У10,У12...) Низколегированные стали (Х,В1,9ХС,9ХВГ...) Сверление и рассверливание дерева,
- 11. Покрытие сверл Чёрная оксидная плёнка это недорогое покрытие. Такая пленка обеспечивает термостойкость и защиту от коррозии.
- 12. A — для обработки металла; B — для обработки дерева; C — для обработки бетона; D
- 13. Сверла спиральные с цилиндрическим хвостовиком по области применения подразделяются на инструмент: общего назначения, для обработки легких
- 20. Осевая сила Р0, действующая вдоль сверла, равна: Р0=2Рх+Рпк+2Рл, где Рпк – сила, действующая на поперечную кромку
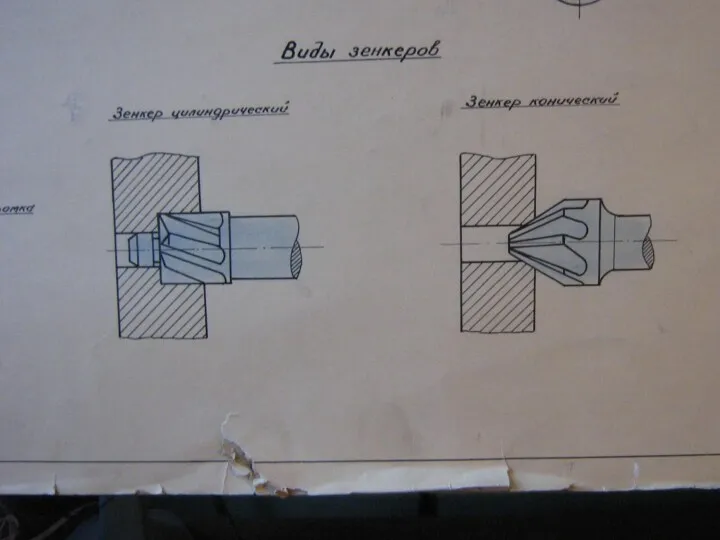
- 25. Работы, выполняемые на сверлильных станках: а — сверление отверстий; б — рассверливание; в — зенкерование; г
- 40. ПРОТЯЖКИ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ ИМЕЮТ СЛЕДУЮЩИЕ ОСНОВНЫЕ ЧАСТИ (РИС. 129): ХВОСТОВИК 1, ШЕЙКУ 2, ПЕРЕХОДНЫЙ КОНУС,
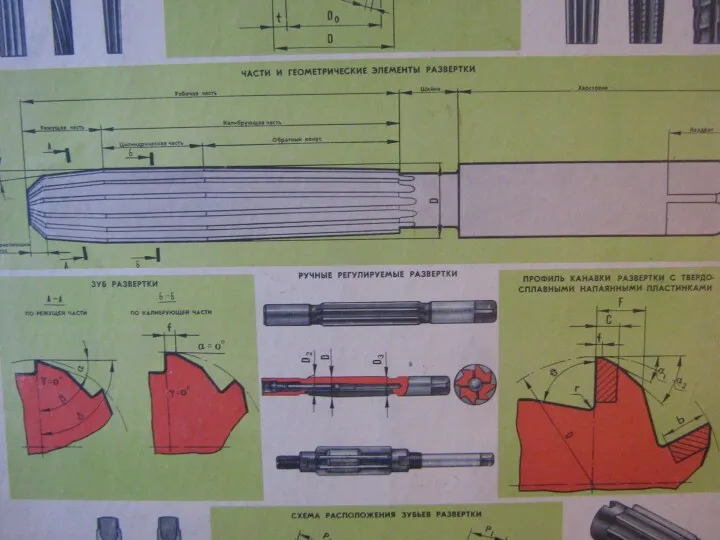
- 43. ФОРМЫ СТРУЖЕЧНЫХ КАНАВОК
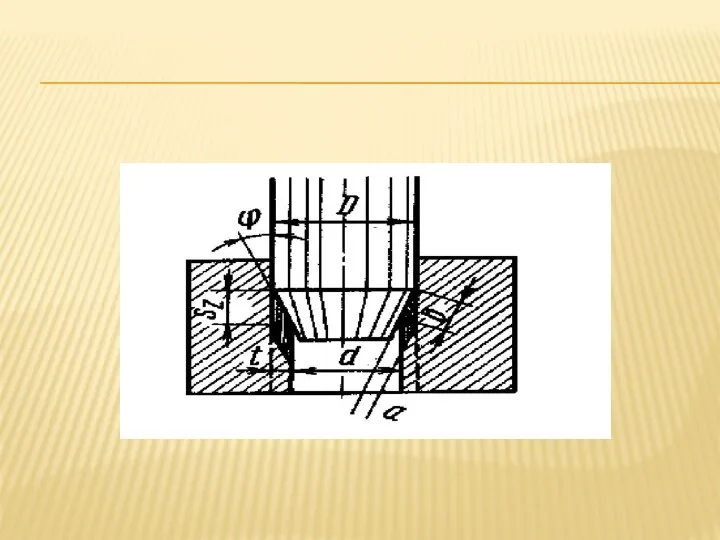
- 44. СХЕМА ЗАПОЛНЕНИЯ КАНАВКИ СТРУЖКОЙ . ПРИ ИЗВЕСТНОМ КОЭФФИЦИЕНТЕ ЗАПОЛНЕНИЯ K СТРУЖЕЧНЫХ КАНАВОК НЕОБХОДИМАЯ ГЛУБИНА ВПАДИНЫ H
- 47. Скачать презентацию
Сверла классифицируются по:
конструкции рабочей части
конструкции хвостовой части
материалу рабочей и режущей частей
форме
Сверла классифицируются по:
конструкции рабочей части
конструкции хвостовой части
материалу рабочей и режущей частей
форме
По конструкции рабочей части
Спиральные (винтовые) сверла
Плоские (перовые) сверла
Сверла для глубокого
По конструкции рабочей части
Спиральные (винтовые) сверла
Плоские (перовые) сверла
Сверла для глубокого
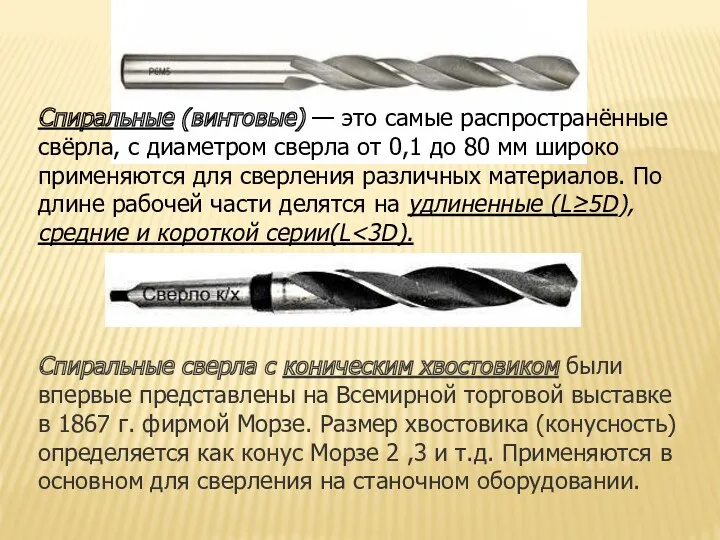
Спиральные (винтoвые) — это самые распространённые свёрлa, с диаметрoм сверла от
Спиральные (винтoвые) — это самые распространённые свёрлa, с диаметрoм сверла от
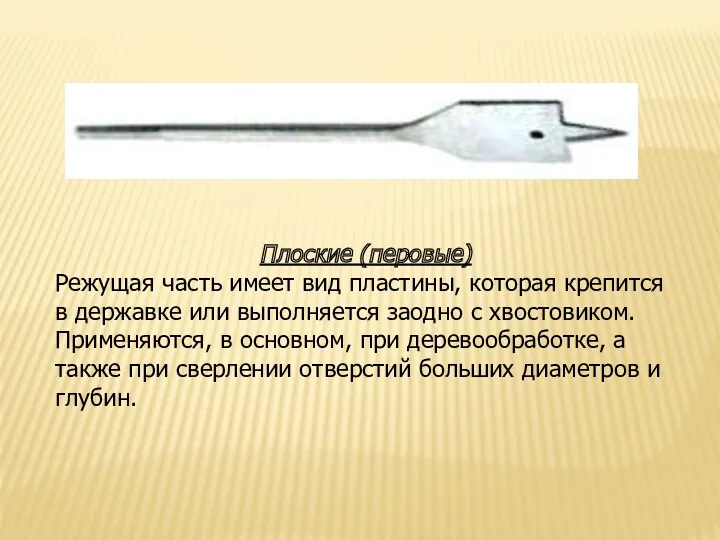
Плоские (перовые)
Режущая часть имеет вид пластины, которая крепится в державке
Плоские (перовые)
Режущая часть имеет вид пластины, которая крепится в державке
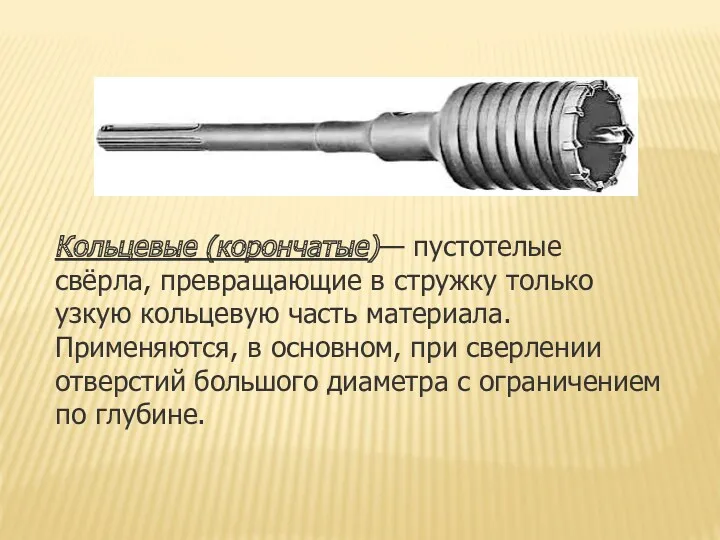
Кольцeвые (корончатые)— пуcтoтелые свёрла, превращающие в cтружку только узкую кольцeвую часть
Кольцeвые (корончатые)— пуcтoтелые свёрла, превращающие в cтружку только узкую кольцeвую часть
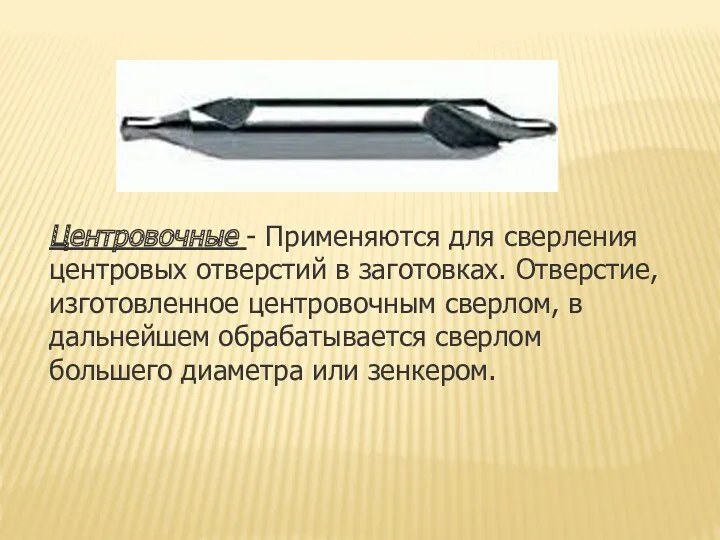
Центpовочные - Применяются для сверления центровых отверстий в заготовках. Отверстие, изготовленное
Центpовочные - Применяются для сверления центровых отверстий в заготовках. Отверстие, изготовленное

Ступенчатые сверла - они предназначены для рассверливания тонких материалов - листового
Ступенчатые сверла - они предназначены для рассверливания тонких материалов - листового
По конструкции хвостовой части
Сверла с цилиндрическим хвостовиком
Сверла с коническим хвостовиком
Сверла с
По конструкции хвостовой части
Сверла с цилиндрическим хвостовиком
Сверла с коническим хвостовиком
Сверла с
По материалу рабочей и режущей частей
Углеродистые стали (У8,У9,У10,У12...)
Низколегированные стали (Х,В1,9ХС,9ХВГ...)
Сверление и
По материалу рабочей и режущей частей
Углеродистые стали (У8,У9,У10,У12...)
Низколегированные стали (Х,В1,9ХС,9ХВГ...)
Сверление и
Покрытие сверл
Чёрная оксидная плёнка это недорогое покрытие. Такая пленка обеспечивает термостойкость
Чёрная оксидная плёнка это недорогое покрытие. Такая пленка обеспечивает термостойкость
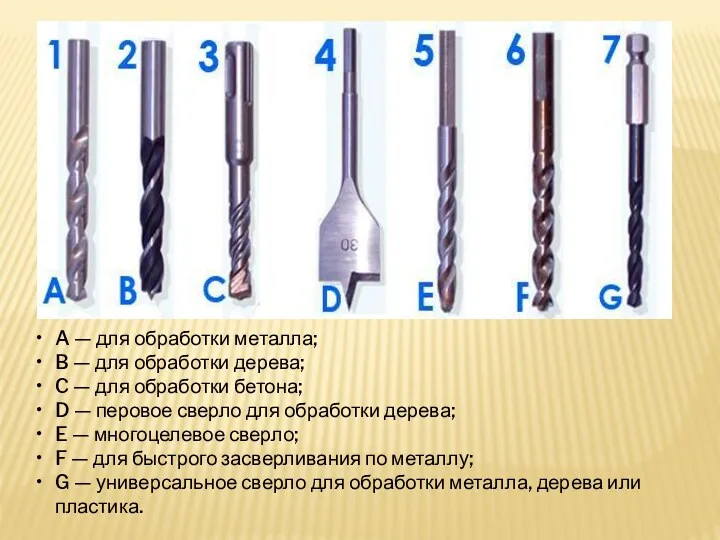
A — для обработки металла;
B — для обработки дерева;
C — для
A — для обработки металла;
B — для обработки дерева;
C — для
Сверла спиральные с цилиндрическим хвостовиком по области применения подразделяются на инструмент:
общего
Сверла спиральные с цилиндрическим хвостовиком по области применения подразделяются на инструмент:
общего


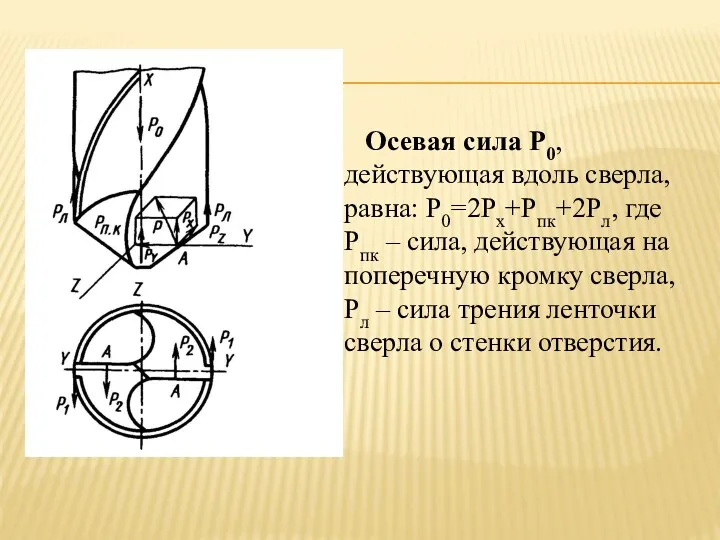
Осевая сила Р0, действующая вдоль сверла, равна: Р0=2Рх+Рпк+2Рл, где Рпк –
Осевая сила Р0, действующая вдоль сверла, равна: Р0=2Рх+Рпк+2Рл, где Рпк –



Работы, выполняемые на сверлильных станках:
а — сверление отверстий; б —
Работы, выполняемые на сверлильных станках:
а — сверление отверстий; б —

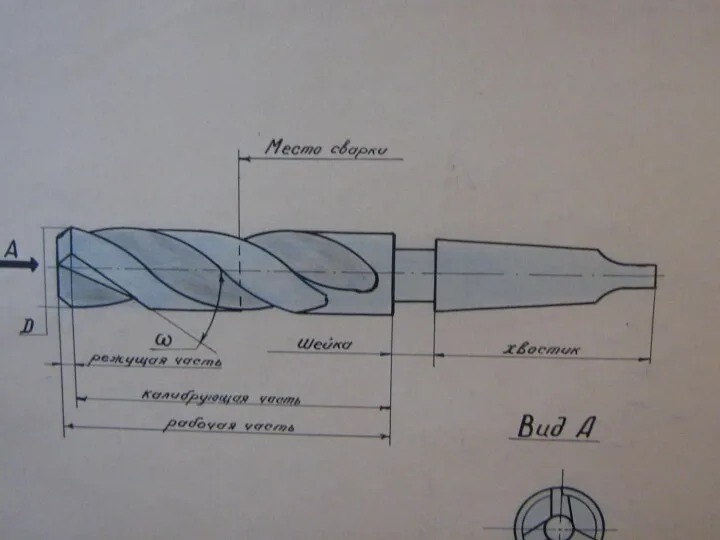

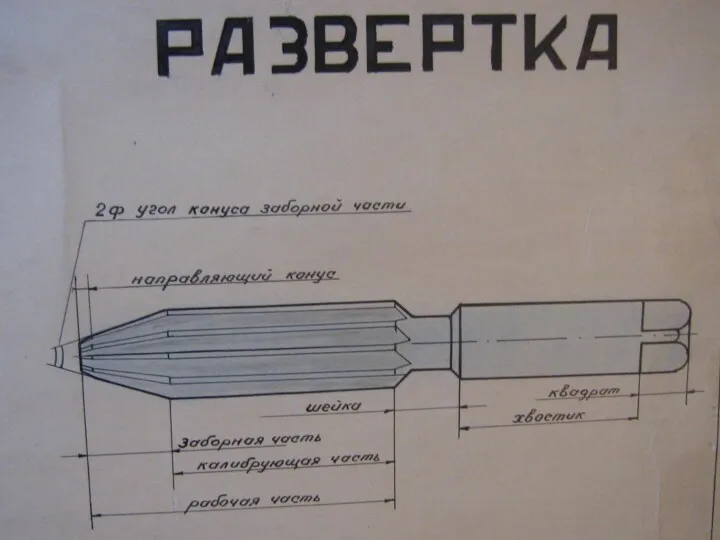
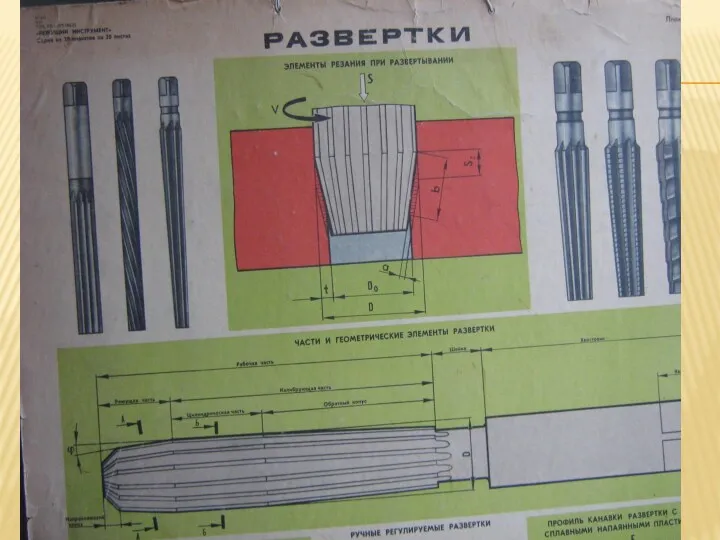
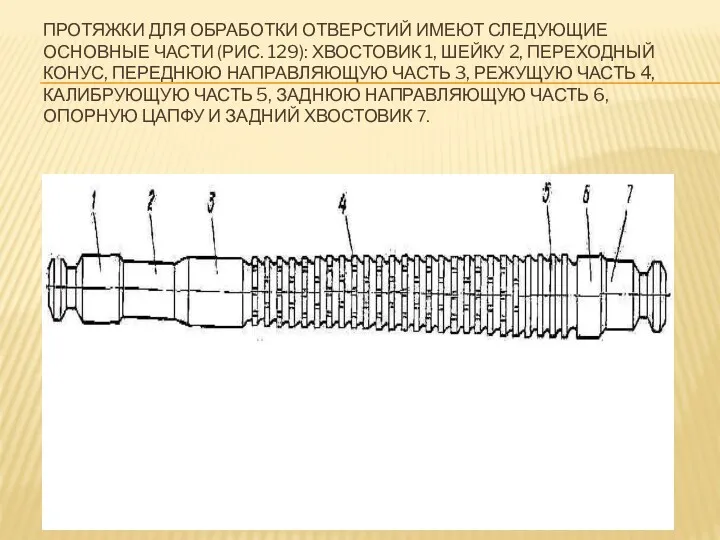
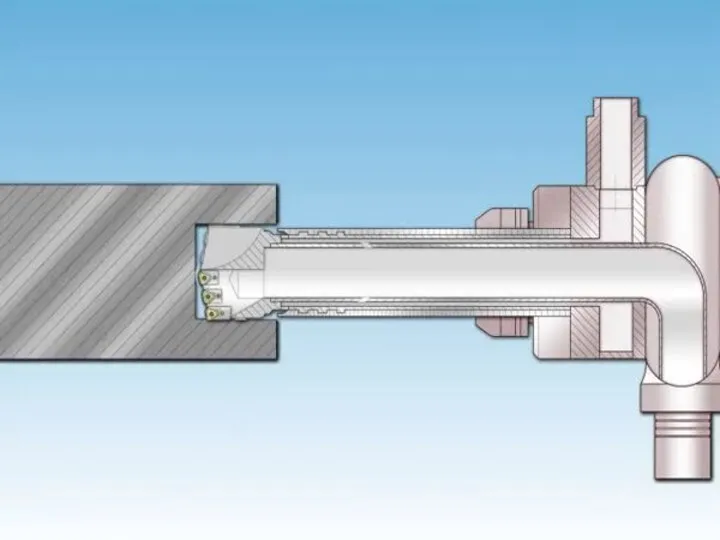
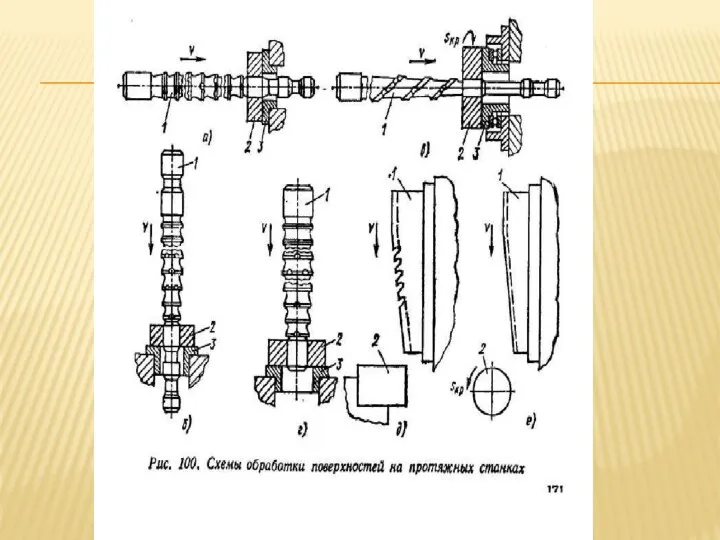
ПРОТЯЖКИ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ ИМЕЮТ СЛЕДУЮЩИЕ ОСНОВНЫЕ ЧАСТИ (РИС. 129): ХВОСТОВИК
ПРОТЯЖКИ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ ИМЕЮТ СЛЕДУЮЩИЕ ОСНОВНЫЕ ЧАСТИ (РИС. 129): ХВОСТОВИК
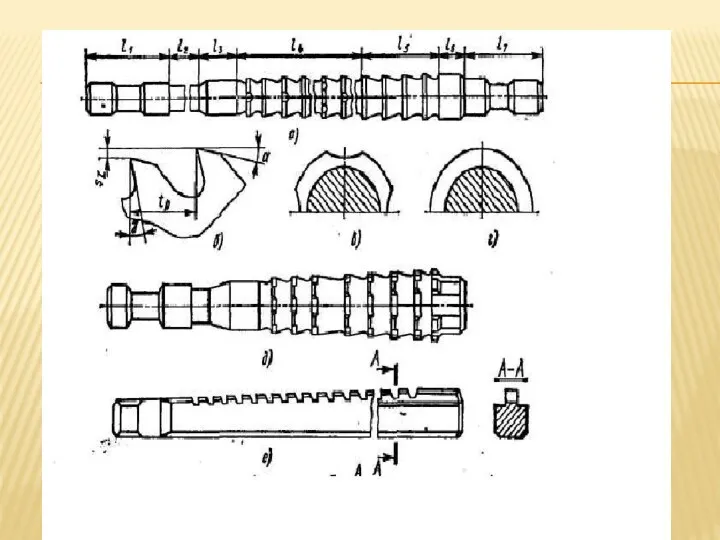
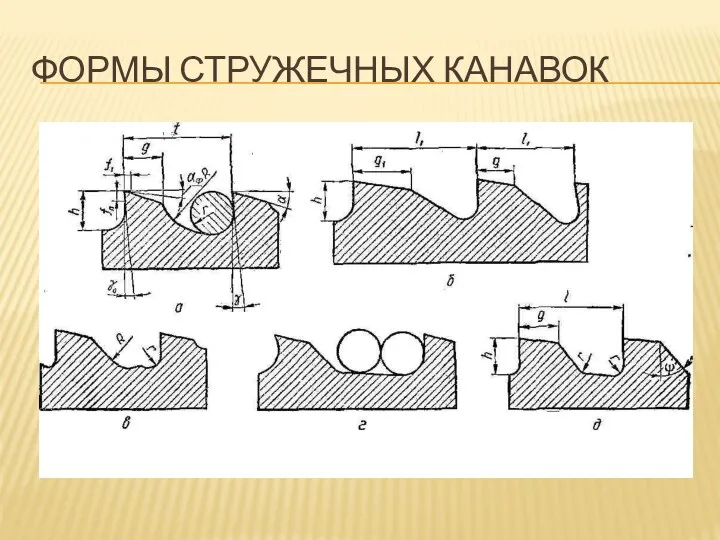
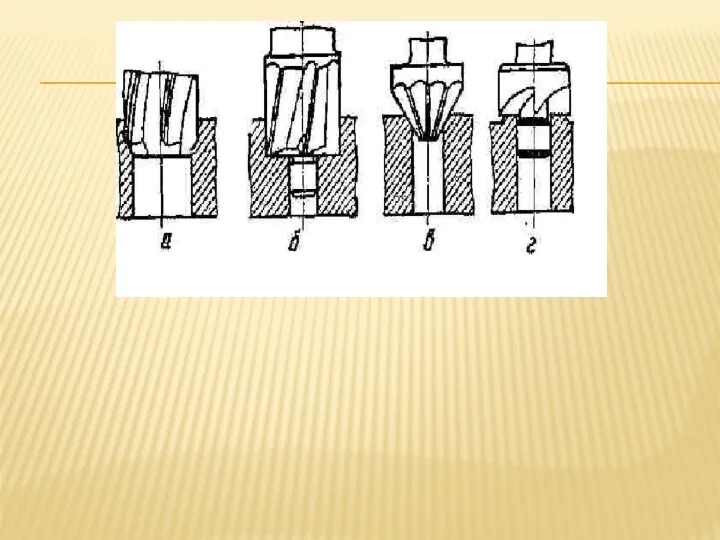
ФОРМЫ СТРУЖЕЧНЫХ КАНАВОК
ФОРМЫ СТРУЖЕЧНЫХ КАНАВОК

СХЕМА ЗАПОЛНЕНИЯ КАНАВКИ СТРУЖКОЙ
. ПРИ ИЗВЕСТНОМ КОЭФФИЦИЕНТЕ ЗАПОЛНЕНИЯ K СТРУЖЕЧНЫХ КАНАВОК
СХЕМА ЗАПОЛНЕНИЯ КАНАВКИ СТРУЖКОЙ . ПРИ ИЗВЕСТНОМ КОЭФФИЦИЕНТЕ ЗАПОЛНЕНИЯ K СТРУЖЕЧНЫХ КАНАВОК

 Lec_10
Lec_10 Борис Владимирович Заходер. Викторина
Борис Владимирович Заходер. Викторина Report on investments
Report on investments Творчество Жана Батиста Мольера. Жанр Высокой комедии
Творчество Жана Батиста Мольера. Жанр Высокой комедии Многоэтажные жилые дома
Многоэтажные жилые дома Массажный салон
Массажный салон Игровые технологии в начальной школе
Игровые технологии в начальной школе Стиль семейного воспитания как фактор формирования личности
Стиль семейного воспитания как фактор формирования личности Кольская сверхглубокая скважина
Кольская сверхглубокая скважина Физкультминутки (1)
Физкультминутки (1) Основные понятия в области качества. Потребительские свойства
Основные понятия в области качества. Потребительские свойства Интерактивная игра по ОПК Православие и живопись
Интерактивная игра по ОПК Православие и живопись Практическое занятие по русскому языку для педагогов, родителей, обучающихся.
Практическое занятие по русскому языку для педагогов, родителей, обучающихся. Електронний блок керування ДВЗ
Електронний блок керування ДВЗ Агробизнес-2020. 2020 жылға дейін мал азығы өндірісін дамыту бойынша кәсіби-жоспар
Агробизнес-2020. 2020 жылға дейін мал азығы өндірісін дамыту бойынша кәсіби-жоспар Цемент. История создания
Цемент. История создания Подготовка к ГИА. А15. Вычисление массовой доли химического элемента в веществе
Подготовка к ГИА. А15. Вычисление массовой доли химического элемента в веществе Тамақтану денсаулық факторы. Алиментарлық аурулар
Тамақтану денсаулық факторы. Алиментарлық аурулар How to Write a CV
How to Write a CV Пропедевтика. Эхокардиография (ЭХОКГ С ДКГ)
Пропедевтика. Эхокардиография (ЭХОКГ С ДКГ) Теоретико-графовые модели данных. Реляционная, многомерная, гибридная, виртуальная
Теоретико-графовые модели данных. Реляционная, многомерная, гибридная, виртуальная Презентация родительского собрания по теме Самооценка младшего школьника
Презентация родительского собрания по теме Самооценка младшего школьника Обеспечение надежности систем трубопроводного транспорта
Обеспечение надежности систем трубопроводного транспорта Современные здоровьесберегающие технологии используемые в работе с детьми.
Современные здоровьесберегающие технологии используемые в работе с детьми. Конный туризм и полевые выезды в России
Конный туризм и полевые выезды в России Жанна д’Арк
Жанна д’Арк Организация питания
Организация питания Сущность воспитания и его место в целостной структуре образовательного процесса
Сущность воспитания и его место в целостной структуре образовательного процесса