- Обработка спинки женского пальто

Содержание
- 2. Производственная практика ООО «»
- 3. Изделия за 2018-2019 уч.год
- 4. Изделия за 2018-2019 уч.год
- 5. ДРУГИЕ ИЗДЕЛИЯ за период 2018-2019
- 6. Участие в ДЕМО-ЭКЗАМЕНЕ
- 7. Письменная экзаменационная работа Описание внешнего вида модели Женское демисезонное пальто прямого силуэта с незначительным прилеганием в
- 8. Технический эскиз
- 9. Технологическая последовательность обработки узла Обработка средних срезов спинки - части спинки сложить лицевыми сторонами внутрь, совместить
- 10. Последовательность этапов работы
- 11. Экономическая часть Повышающий коэффициент – 80. (72+(13*2,5)*80=8 360 рублей. Расчет произведен согласно действующему прейскуранту. Стоимость пошива
- 13. Скачать презентацию

Производственная практика
ООО «»
Производственная практика
ООО «»

Изделия за 2018-2019 уч.год
Изделия за 2018-2019 уч.год

Изделия за 2018-2019 уч.год
Изделия за 2018-2019 уч.год

ДРУГИЕ ИЗДЕЛИЯ
за период 2018-2019
ДРУГИЕ ИЗДЕЛИЯ
за период 2018-2019
Участие в ДЕМО-ЭКЗАМЕНЕ
Участие в ДЕМО-ЭКЗАМЕНЕ

Письменная экзаменационная работа
Описание внешнего вида модели
Женское демисезонное пальто прямого
Письменная экзаменационная работа
Описание внешнего вида модели
Женское демисезонное пальто прямого

Технический эскиз
Технический эскиз
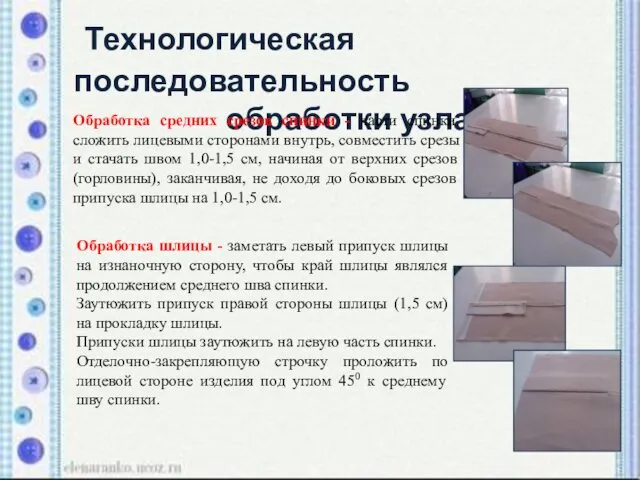
Технологическая последовательность
обработки узла
Обработка средних срезов спинки - части спинки
Технологическая последовательность
обработки узла
Обработка средних срезов спинки - части спинки

Последовательность этапов работы
Последовательность этапов работы
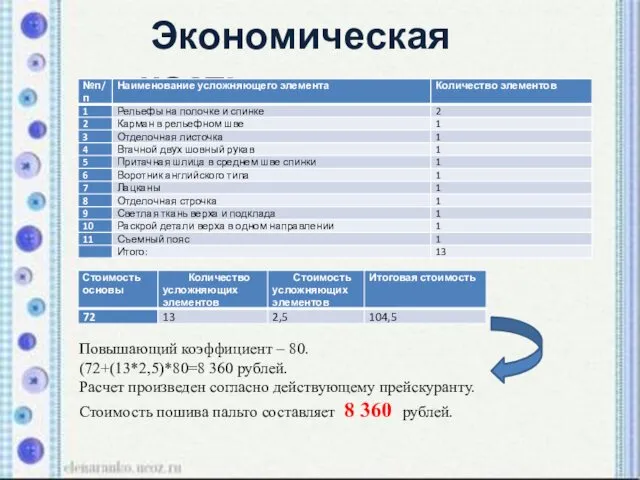
Экономическая часть
Повышающий коэффициент – 80.
(72+(13*2,5)*80=8 360 рублей.
Расчет произведен согласно действующему
Экономическая часть
Повышающий коэффициент – 80.
(72+(13*2,5)*80=8 360 рублей.
Расчет произведен согласно действующему
 Презентация к классному часу (2 класс). Тема: Сталинград и КУбань 2 февраля - День разгрома советскими войсками немецко-фашистских войск в Сталинградской битве (1943 год)
Презентация к классному часу (2 класс). Тема: Сталинград и КУбань 2 февраля - День разгрома советскими войсками немецко-фашистских войск в Сталинградской битве (1943 год) ГК СтройГарант
ГК СтройГарант Критерии классификации правовых систем
Критерии классификации правовых систем презентация Молоко и молочные продукты
презентация Молоко и молочные продукты Контроллеры для систем вентиляции и кондиционирования
Контроллеры для систем вентиляции и кондиционирования Прием в первый класс
Прием в первый класс Neural Networks
Neural Networks Диктант Победы
Диктант Победы Первый и второй этапы сестринского процесса. Лекция 8
Первый и второй этапы сестринского процесса. Лекция 8 Создание изделий из текстильных материалов. Швейные ручные работы
Создание изделий из текстильных материалов. Швейные ручные работы Советы по созданию презентации в программе Microsoft Office PowerPoint
Советы по созданию презентации в программе Microsoft Office PowerPoint История развития гостиничной индустрии
История развития гостиничной индустрии Крепкий алкоголь
Крепкий алкоголь ЕВРАЗ: город друзей – город идей! Создание современной спортивно – игровой площадки на территории детского сада
ЕВРАЗ: город друзей – город идей! Создание современной спортивно – игровой площадки на территории детского сада Имя существительное
Имя существительное Виды мультфильмов, техники создания. Урок 1
Виды мультфильмов, техники создания. Урок 1 Комедия А.С. Грибоедова Горе от ума
Комедия А.С. Грибоедова Горе от ума Набір ювелірних каблучок Сонячний вітер
Набір ювелірних каблучок Сонячний вітер Элемент занятия по экономике
Элемент занятия по экономике Виды симметрии
Виды симметрии Изделия из соленого теста Подарок на день рождения
Изделия из соленого теста Подарок на день рождения Организация деятельности психолого-педагогического консилиума образовательной организации
Организация деятельности психолого-педагогического консилиума образовательной организации Организация речевого уголка в ДОУ
Организация речевого уголка в ДОУ Самооценка системы управления организации на базе функциональной модели оценки менеджмента
Самооценка системы управления организации на базе функциональной модели оценки менеджмента Противодействие преступлениям в сфере компьютерной информации в РФ. (Лекция 4)
Противодействие преступлениям в сфере компьютерной информации в РФ. (Лекция 4) Астенопия - синдром усталости глаза
Астенопия - синдром усталости глаза Презентация к уроку в 9 классе Химические свойства непредельных углеводородов
Презентация к уроку в 9 классе Химические свойства непредельных углеводородов Условные предложения в английском языке. Conditionals
Условные предложения в английском языке. Conditionals