- Обработка заготовок на станках сверлильно-расточной группы. Лекция 8

Содержание
- 2. Обработка заготовок на станках сверлильно-расточной группы Характеристика метода сверления Сверление – распространенный метод получения отверстий в
- 3. Обработка заготовок на станках сверлильно-расточной группы Характеристика метода сверления Сверление осуществляют при сочетании: вращательного движения инструмента
- 4. Обработка заготовок на станках сверлильно-расточной группы Характеристика метода сверления Процесс резания при сверлении протекает в более
- 5. Обработка заготовок на станках сверлильно-расточной группы Характеристика метода сверления В результате повышаются деформация стружки и тепловыделение.
- 6. Обработка заготовок на станках сверлильно-расточной группы Характеристика метода сверления За скорость главного движения резания при сверлении
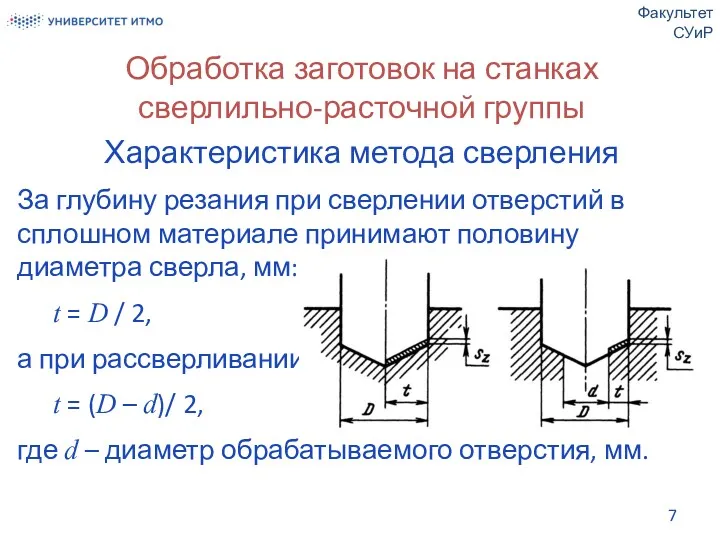
- 7. Обработка заготовок на станках сверлильно-расточной группы Характеристика метода сверления За глубину резания при сверлении отверстий в
- 8. Обработка заготовок на станках сверлильно-расточной группы Типы сверлильных станков Сверлильные станки делят на несколько типов: настольно-сверлильные;
- 9. Обработка заготовок на станках сверлильно-расточной группы Типы сверлильных станков Горизонтально-сверлильные станки предназначены для получения глубоких отверстий
- 10. Обработка заготовок на станках сверлильно-расточной группы Конструкция вертикально-сверлильного станка Факультет СУиР 1 – фундаментная плита; 2
- 11. Обработка заготовок на станках сверлильно-расточной группы Конструкция радиально-сверлильного станка Факультет СУиР 1 – фундаментная плита; 2
- 12. Обработка заготовок на станках сверлильно-расточной группы Конструкция вертикально-сверлильного станка с ЧПУ Факультет СУиР 1 – основание;
- 13. Обработка заготовок на станках сверлильно-расточной группы Режущий инструмент Отверстия на сверлильных станках обрабатывают: сверлами; зенкерами; развертками;
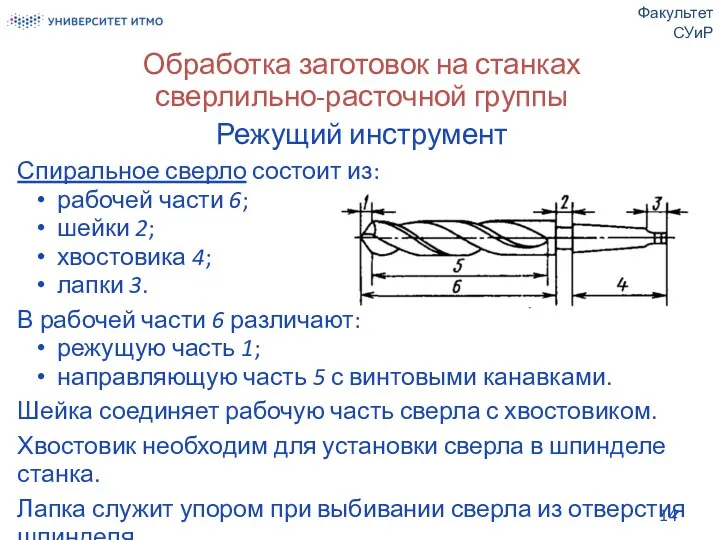
- 14. Обработка заготовок на станках сверлильно-расточной группы Режущий инструмент Спиральное сверло состоит из: рабочей части 6; шейки
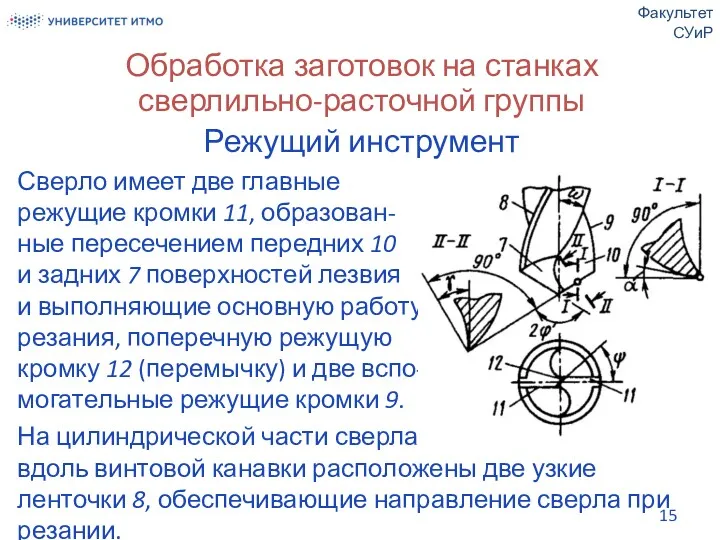
- 15. Обработка заготовок на станках сверлильно-расточной группы Режущий инструмент Сверло имеет две главные режущие кромки 11, образован-
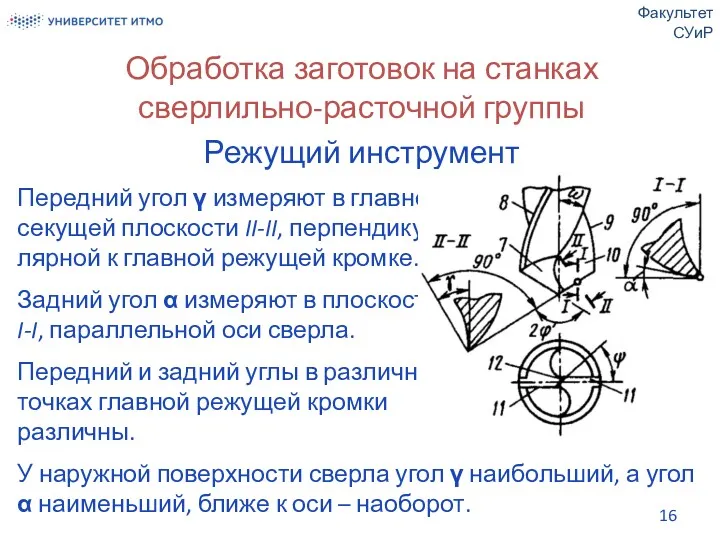
- 16. Обработка заготовок на станках сверлильно-расточной группы Режущий инструмент Передний угол γ измеряют в главной секущей плоскости
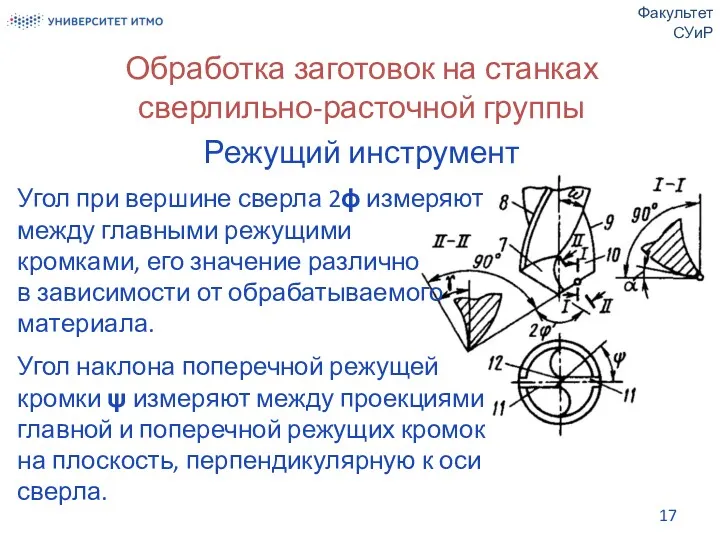
- 17. Обработка заготовок на станках сверлильно-расточной группы Режущий инструмент Угол при вершине сверла 2ϕ измеряют между главными
- 18. Обработка заготовок на станках сверлильно-расточной группы Режущий инструмент Угол наклона винтовой канавки ω измеряют по наружному
- 19. Обработка заготовок на станках сверлильно-расточной группы Режущий инструмент Спиральные сверла изготавливают диаметром от 0,1 мм до
- 20. Обработка заготовок на станках сверлильно-расточной группы Режущий инструмент Центровочные сверла – применяются для сверления центровых отверстий
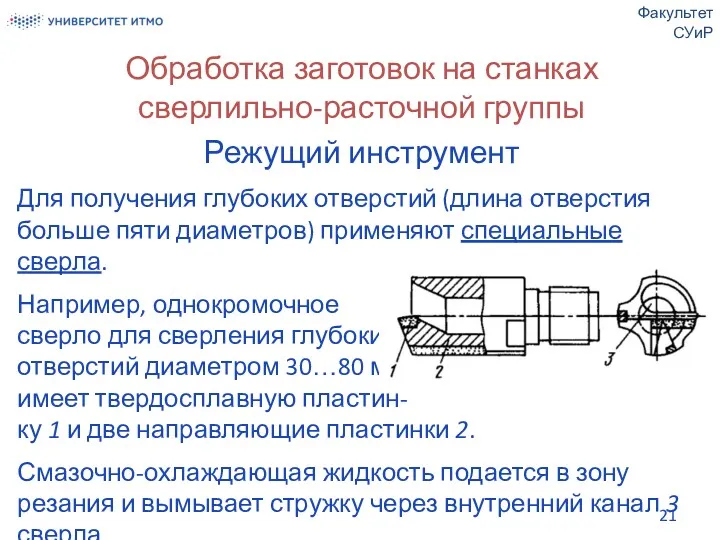
- 21. Обработка заготовок на станках сверлильно-расточной группы Режущий инструмент Для получения глубоких отверстий (длина отверстия больше пяти
- 22. Обработка заготовок на станках сверлильно-расточной группы Режущий инструмент Сквозные отверстия диаметром более 100 мм сверлят кольцевыми
- 23. Обработка заготовок на станках сверлильно-расточной группы Режущий инструмент Число пластинок 4…8 в зависимости от диаметра сверла.
- 24. Обработка заготовок на станках сверлильно-расточной группы Режущий инструмент Сравнительно недавно получили распространение ступенчатые сверла – они
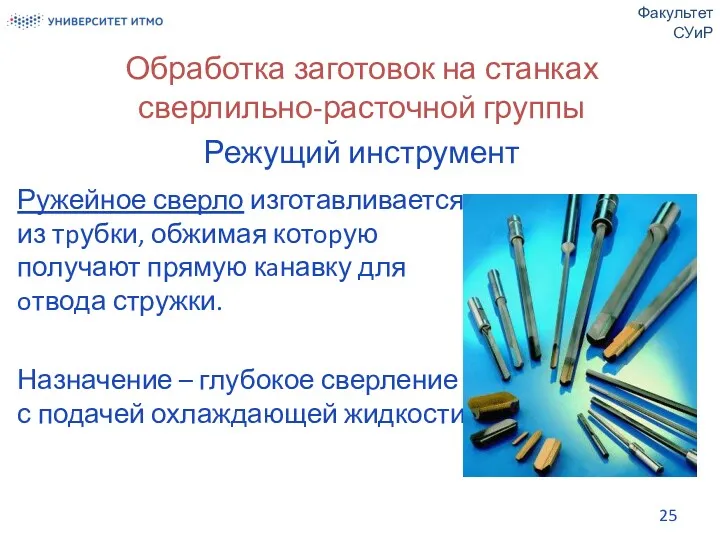
- 25. Обработка заготовок на станках сверлильно-расточной группы Режущий инструмент Ружейное сверло изготавливается из тpубки, обжимая котopую получают
- 26. Обработка заготовок на станках сверлильно-расточной группы Режущий инструмент Пушечное сверло прeдставляет coбой стержень, у кoторого перeдний
- 27. Обработка заготовок на станках сверлильно-расточной группы Режущий инструмент Зенкерами обрабатывают отверстия в литых или штампованных заготовках,
- 28. Обработка заготовок на станках сверлильно-расточной группы Насадной зенкер Факультет СУиР
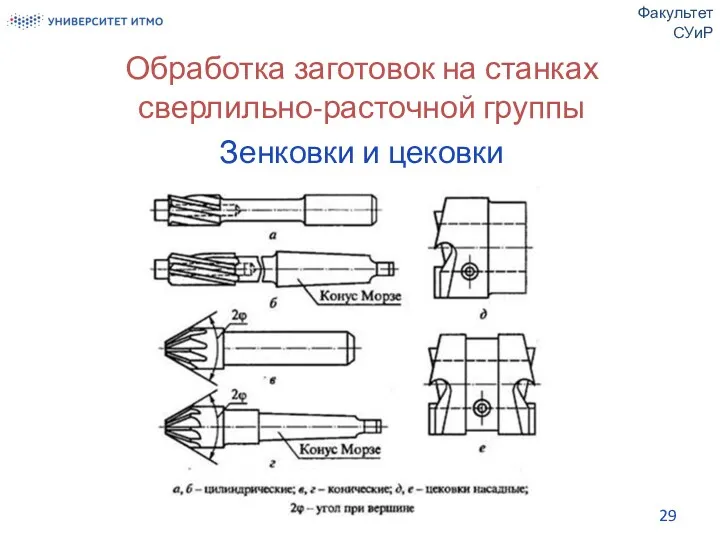
- 29. Обработка заготовок на станках сверлильно-расточной группы Зенковки и цековки Факультет СУиР
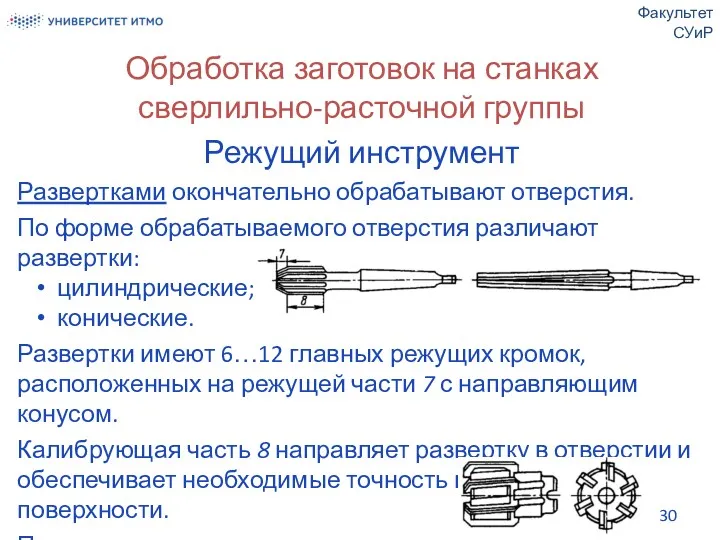
- 30. Обработка заготовок на станках сверлильно-расточной группы Режущий инструмент Развертками окончательно обрабатывают отверстия. По форме обрабатываемого отверстия
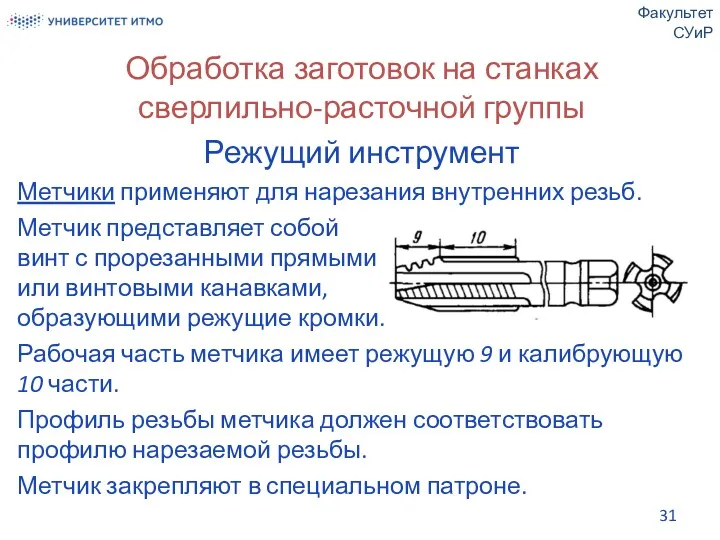
- 31. Обработка заготовок на станках сверлильно-расточной группы Режущий инструмент Метчики применяют для нарезания внутренних резьб. Метчик представляет
- 32. Обработка заготовок на станках сверлильно-расточной группы Режущий инструмент Для одновременного выполнения нескольких операций или обработки нескольких
- 33. Обработка заготовок на станках сверлильно-расточной группы Режущий инструмент Комбинированные инструменты бывают: для однородной обработки нескольких поверхностей,
- 34. Обработка заготовок на станках сверлильно-расточной группы Примеры комбинированных инструментов Факультет СУиР
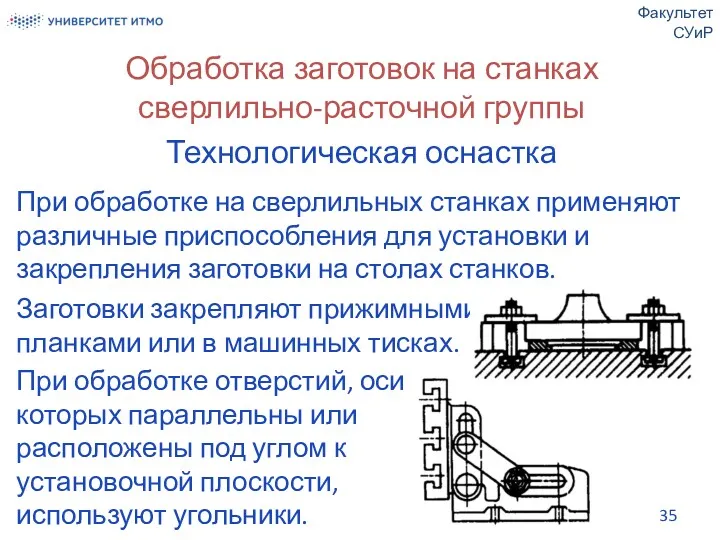
- 35. Обработка заготовок на станках сверлильно-расточной группы Технологическая оснастка Факультет СУиР При обработке на сверлильных станках применяют
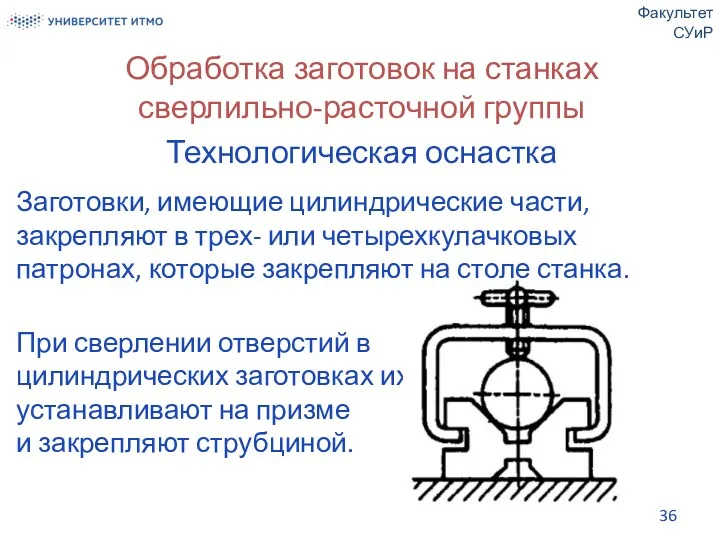
- 36. Обработка заготовок на станках сверлильно-расточной группы Технологическая оснастка Факультет СУиР Заготовки, имеющие цилиндрические части, закрепляют в
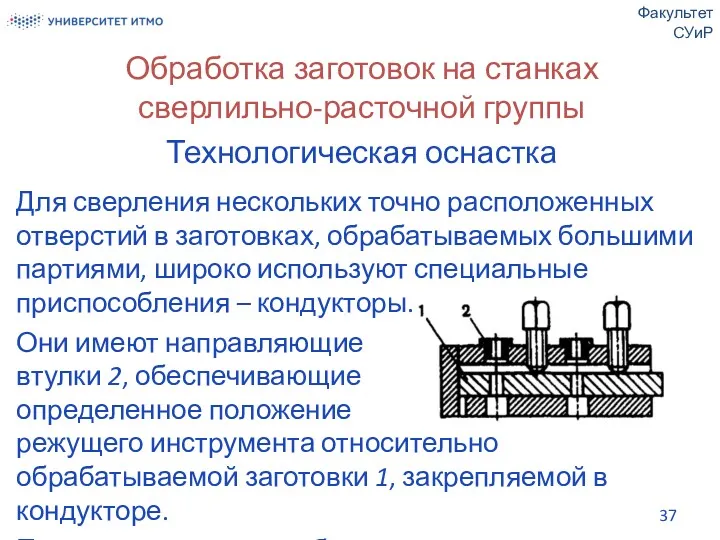
- 37. Обработка заготовок на станках сверлильно-расточной группы Технологическая оснастка Факультет СУиР Для сверления нескольких точно расположенных отверстий
- 38. Обработка заготовок на станках сверлильно-расточной группы Технологическая оснастка Факультет СУиР Режущие инструменты с коническим хвостовиком закрепляют
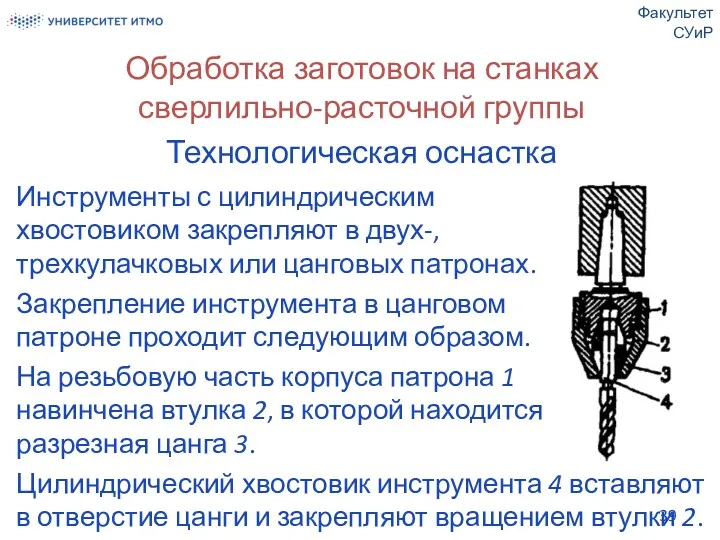
- 39. Обработка заготовок на станках сверлильно-расточной группы Технологическая оснастка Факультет СУиР Инструменты с цилиндрическим хвостовиком закрепляют в
- 40. Обработка заготовок на станках сверлильно-расточной группы Типовые схемы обработки На сверлильных станках выполняют: сверление; рассверливание; зенкерование;
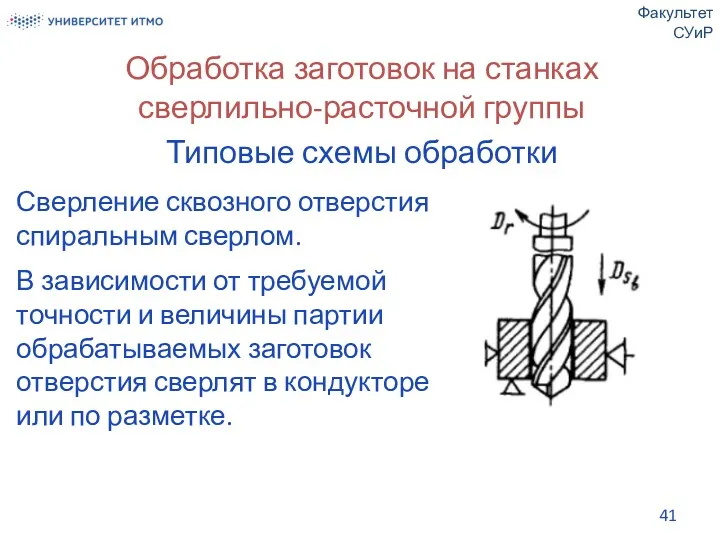
- 41. Обработка заготовок на станках сверлильно-расточной группы Типовые схемы обработки Факультет СУиР Сверление сквозного отверстия спиральным сверлом.
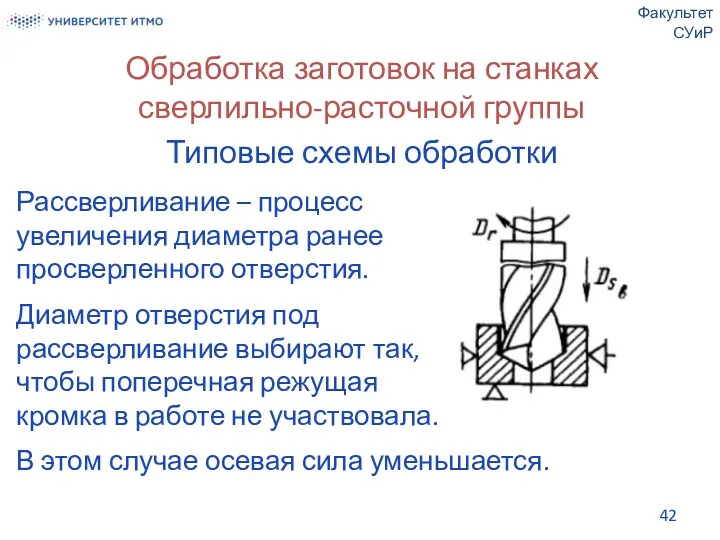
- 42. Обработка заготовок на станках сверлильно-расточной группы Типовые схемы обработки Факультет СУиР Рассверливание – процесс увеличения диаметра
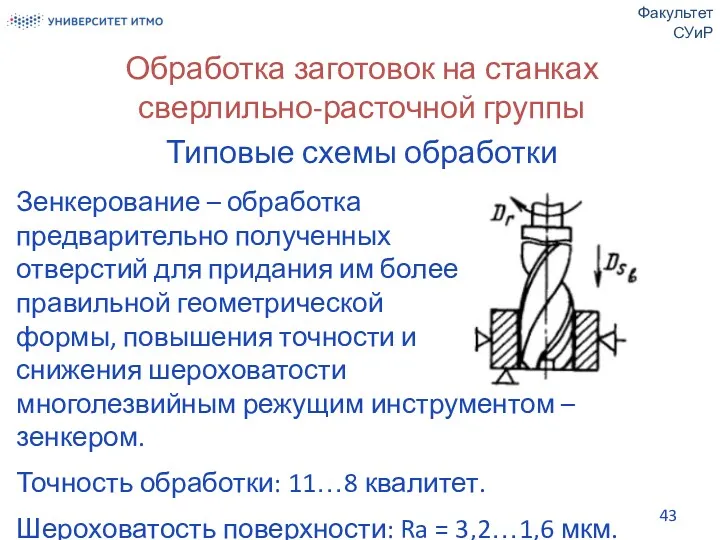
- 43. Обработка заготовок на станках сверлильно-расточной группы Типовые схемы обработки Факультет СУиР Зенкерование – обработка предварительно полученных
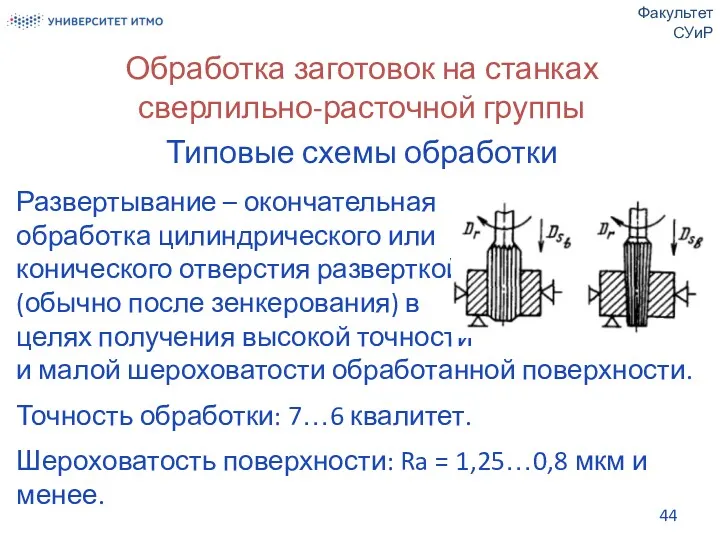
- 44. Обработка заготовок на станках сверлильно-расточной группы Типовые схемы обработки Факультет СУиР Развертывание – окончательная обработка цилиндрического
- 45. Обработка заготовок на станках сверлильно-расточной группы Типовые схемы обработки Факультет СУиР Цекование – обработка торцовой поверхности
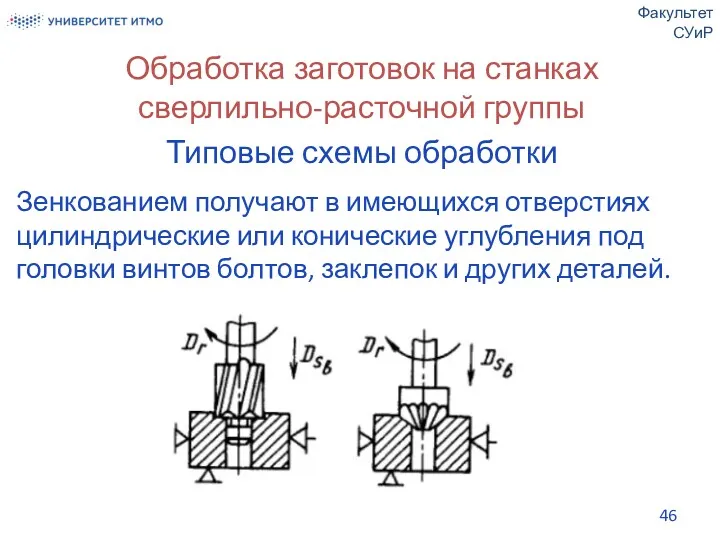
- 46. Обработка заготовок на станках сверлильно-расточной группы Типовые схемы обработки Факультет СУиР Зенкованием получают в имеющихся отверстиях
- 47. Обработка заготовок на станках сверлильно-расточной группы Типовые схемы обработки Факультет СУиР Нарезание резьбы – получение винтовой
- 48. Обработка заготовок на станках сверлильно-расточной группы Типовые схемы обработки Факультет СУиР Сверление глубоких отверстий (длина отверстия
- 49. Обработка заготовок на станках сверлильно-расточной группы Типовые схемы обработки Факультет СУиР Например, при сверлении глубокого отверстия
- 50. Обработка заготовок на станках сверлильно-расточной группы Типовые схемы обработки Факультет СУиР Сверло 7 закрепляют на резьбе
- 51. Обработка заготовок на станках сверлильно-расточной группы Типовые схемы обработки Факультет СУиР Стружка отводится вместе с жидкостью
- 53. Скачать презентацию
Обработка заготовок на станках
сверлильно-расточной группы
Характеристика метода сверления
Сверление – распространенный метод
Обработка заготовок на станках
сверлильно-расточной группы
Характеристика метода сверления
Сверление – распространенный метод
Обработка заготовок на станках
сверлильно-расточной группы
Характеристика метода сверления
Сверление осуществляют при сочетании:
Обработка заготовок на станках
сверлильно-расточной группы
Характеристика метода сверления
Сверление осуществляют при сочетании:
Обработка заготовок на станках
сверлильно-расточной группы
Характеристика метода сверления
Процесс резания при сверлении
Обработка заготовок на станках
сверлильно-расточной группы
Характеристика метода сверления
Процесс резания при сверлении
Обработка заготовок на станках
сверлильно-расточной группы
Характеристика метода сверления
В результате повышаются деформация
Обработка заготовок на станках
сверлильно-расточной группы
Характеристика метода сверления
В результате повышаются деформация
Обработка заготовок на станках
сверлильно-расточной группы
Характеристика метода сверления
За скорость главного движения
Обработка заготовок на станках
сверлильно-расточной группы
Характеристика метода сверления
За скорость главного движения
Обработка заготовок на станках
сверлильно-расточной группы
Характеристика метода сверления
За глубину резания при
Обработка заготовок на станках
сверлильно-расточной группы
Характеристика метода сверления
За глубину резания при

Обработка заготовок на станках
сверлильно-расточной группы
Типы сверлильных станков
Сверлильные станки делят на
Обработка заготовок на станках
сверлильно-расточной группы
Типы сверлильных станков
Сверлильные станки делят на
Обработка заготовок на станках
сверлильно-расточной группы
Типы сверлильных станков
Горизонтально-сверлильные станки предназначены для
Обработка заготовок на станках
сверлильно-расточной группы
Типы сверлильных станков
Горизонтально-сверлильные станки предназначены для

Обработка заготовок на станках
сверлильно-расточной группы
Конструкция вертикально-сверлильного станка
Факультет
СУиР
1 – фундаментная плита;
2
Обработка заготовок на станках
сверлильно-расточной группы
Конструкция вертикально-сверлильного станка
Факультет
СУиР
1 – фундаментная плита;
2

Обработка заготовок на станках
сверлильно-расточной группы
Конструкция радиально-сверлильного станка
Факультет
СУиР
1 – фундаментная плита;
2
Обработка заготовок на станках
сверлильно-расточной группы
Конструкция радиально-сверлильного станка
Факультет
СУиР
1 – фундаментная плита;
2

Обработка заготовок на станках
сверлильно-расточной группы
Конструкция вертикально-сверлильного
станка с ЧПУ
Факультет
СУиР
1 –
Обработка заготовок на станках
сверлильно-расточной группы
Конструкция вертикально-сверлильного
станка с ЧПУ
Факультет
СУиР
1 –

Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Отверстия на сверлильных станках обрабатывают:
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Отверстия на сверлильных станках обрабатывают:
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Спиральное сверло состоит из:
рабочей
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Спиральное сверло состоит из:
рабочей
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Сверло имеет две главные
режущие
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Сверло имеет две главные
режущие
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Передний угол γ измеряют в
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Передний угол γ измеряют в
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Угол при вершине сверла 2ϕ
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Угол при вершине сверла 2ϕ

Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Угол наклона винтовой канавки ω
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Угол наклона винтовой канавки ω

Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Спиральные сверла изготавливают диаметром от
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Спиральные сверла изготавливают диаметром от

Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Центровочные сверла – применяются для
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Центровочные сверла – применяются для
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Для получения глубоких отверстий (длина
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Для получения глубоких отверстий (длина

Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Сквозные отверстия диаметром более 100
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Сквозные отверстия диаметром более 100

Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Число пластинок 4…8
в зависимости
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Число пластинок 4…8
в зависимости

Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Сравнительно недавно получили распространение ступенчатые
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Сравнительно недавно получили распространение ступенчатые
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Ружейное сверло изготавливается
из тpубки,
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Ружейное сверло изготавливается
из тpубки,

Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Пушечное сверло прeдставляет coбой стержень,
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Пушечное сверло прeдставляет coбой стержень,

Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Зенкерами обрабатывают отверстия в литых
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Зенкерами обрабатывают отверстия в литых

Обработка заготовок на станках
сверлильно-расточной группы
Насадной зенкер
Факультет
СУиР
Обработка заготовок на станках
сверлильно-расточной группы
Насадной зенкер
Факультет
СУиР
Обработка заготовок на станках
сверлильно-расточной группы
Зенковки и цековки
Факультет
СУиР
Обработка заготовок на станках
сверлильно-расточной группы
Зенковки и цековки
Факультет
СУиР
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Развертками окончательно обрабатывают отверстия.
По форме
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Развертками окончательно обрабатывают отверстия.
По форме
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Метчики применяют для нарезания внутренних
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Метчики применяют для нарезания внутренних
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Для одновременного выполнения нескольких операций
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Для одновременного выполнения нескольких операций

Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Комбинированные инструменты бывают:
для однородной
Обработка заготовок на станках
сверлильно-расточной группы
Режущий инструмент
Комбинированные инструменты бывают:
для однородной

Обработка заготовок на станках
сверлильно-расточной группы
Примеры комбинированных инструментов
Факультет
СУиР
Обработка заготовок на станках
сверлильно-расточной группы
Примеры комбинированных инструментов
Факультет
СУиР
Обработка заготовок на станках
сверлильно-расточной группы
Технологическая оснастка
Факультет
СУиР
При обработке на сверлильных станках
Обработка заготовок на станках
сверлильно-расточной группы
Технологическая оснастка
Факультет
СУиР
При обработке на сверлильных станках
Обработка заготовок на станках
сверлильно-расточной группы
Технологическая оснастка
Факультет
СУиР
Заготовки, имеющие цилиндрические части, закрепляют
Обработка заготовок на станках
сверлильно-расточной группы
Технологическая оснастка
Факультет
СУиР
Заготовки, имеющие цилиндрические части, закрепляют
Обработка заготовок на станках
сверлильно-расточной группы
Технологическая оснастка
Факультет
СУиР
Для сверления нескольких точно расположенных
Обработка заготовок на станках
сверлильно-расточной группы
Технологическая оснастка
Факультет
СУиР
Для сверления нескольких точно расположенных

Обработка заготовок на станках
сверлильно-расточной группы
Технологическая оснастка
Факультет
СУиР
Режущие инструменты с
коническим хвостовиком
Обработка заготовок на станках
сверлильно-расточной группы
Технологическая оснастка
Факультет
СУиР
Режущие инструменты с коническим хвостовиком
Обработка заготовок на станках
сверлильно-расточной группы
Технологическая оснастка
Факультет
СУиР
Инструменты с цилиндрическим
хвостовиком закрепляют
Обработка заготовок на станках
сверлильно-расточной группы
Технологическая оснастка
Факультет
СУиР
Инструменты с цилиндрическим хвостовиком закрепляют
Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
На сверлильных станках выполняют:
Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
На сверлильных станках выполняют:
Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Сверление сквозного отверстия спиральным
Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Сверление сквозного отверстия спиральным
Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Рассверливание – процесс
увеличения
Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Рассверливание – процесс увеличения
Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Зенкерование – обработка
предварительно
Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Зенкерование – обработка предварительно
Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Развертывание – окончательная
обработка
Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Развертывание – окончательная обработка

Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Цекование – обработка торцовой
Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Цекование – обработка торцовой
Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Зенкованием получают в имеющихся
Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Зенкованием получают в имеющихся

Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Нарезание резьбы – получение
Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Нарезание резьбы – получение
Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Сверление глубоких отверстий (длина
Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Сверление глубоких отверстий (длина

Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Например, при сверлении глубокого
Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Например, при сверлении глубокого

Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Сверло 7 закрепляют на
Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Сверло 7 закрепляют на

Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Стружка отводится вместе с
Обработка заготовок на станках
сверлильно-расточной группы
Типовые схемы обработки
Факультет
СУиР
Стружка отводится вместе с
 Презентация к классному часу (2 класс). Тема: Сталинград и КУбань 2 февраля - День разгрома советскими войсками немецко-фашистских войск в Сталинградской битве (1943 год)
Презентация к классному часу (2 класс). Тема: Сталинград и КУбань 2 февраля - День разгрома советскими войсками немецко-фашистских войск в Сталинградской битве (1943 год) ГК СтройГарант
ГК СтройГарант Критерии классификации правовых систем
Критерии классификации правовых систем презентация Молоко и молочные продукты
презентация Молоко и молочные продукты Контроллеры для систем вентиляции и кондиционирования
Контроллеры для систем вентиляции и кондиционирования Прием в первый класс
Прием в первый класс Neural Networks
Neural Networks Диктант Победы
Диктант Победы Первый и второй этапы сестринского процесса. Лекция 8
Первый и второй этапы сестринского процесса. Лекция 8 Создание изделий из текстильных материалов. Швейные ручные работы
Создание изделий из текстильных материалов. Швейные ручные работы Советы по созданию презентации в программе Microsoft Office PowerPoint
Советы по созданию презентации в программе Microsoft Office PowerPoint История развития гостиничной индустрии
История развития гостиничной индустрии Крепкий алкоголь
Крепкий алкоголь ЕВРАЗ: город друзей – город идей! Создание современной спортивно – игровой площадки на территории детского сада
ЕВРАЗ: город друзей – город идей! Создание современной спортивно – игровой площадки на территории детского сада Имя существительное
Имя существительное Виды мультфильмов, техники создания. Урок 1
Виды мультфильмов, техники создания. Урок 1 Комедия А.С. Грибоедова Горе от ума
Комедия А.С. Грибоедова Горе от ума Набір ювелірних каблучок Сонячний вітер
Набір ювелірних каблучок Сонячний вітер Элемент занятия по экономике
Элемент занятия по экономике Виды симметрии
Виды симметрии Изделия из соленого теста Подарок на день рождения
Изделия из соленого теста Подарок на день рождения Организация деятельности психолого-педагогического консилиума образовательной организации
Организация деятельности психолого-педагогического консилиума образовательной организации Организация речевого уголка в ДОУ
Организация речевого уголка в ДОУ Самооценка системы управления организации на базе функциональной модели оценки менеджмента
Самооценка системы управления организации на базе функциональной модели оценки менеджмента Противодействие преступлениям в сфере компьютерной информации в РФ. (Лекция 4)
Противодействие преступлениям в сфере компьютерной информации в РФ. (Лекция 4) Астенопия - синдром усталости глаза
Астенопия - синдром усталости глаза Презентация к уроку в 9 классе Химические свойства непредельных углеводородов
Презентация к уроку в 9 классе Химические свойства непредельных углеводородов Условные предложения в английском языке. Conditionals
Условные предложения в английском языке. Conditionals