- Обработка заготовок на токарных станках. Лекция 7

Содержание
- 2. Обработка заготовок на токарных станках Характеристика метода точения Технологический метод формообразования поверхностей заготовок точением характеризуется двумя
- 3. Обработка заготовок на токарных станках Характеристика метода точения Разновидности точения: обтачивание – обработка наружных поверхностей; растачивание
- 4. Обработка заготовок на токарных станках Типы станков токарной группы По технологическому назначению станки токарной группы делят
- 5. Обработка заготовок на токарных станках Типы станков токарной группы Современные токарные станки с ЧПУ в основе
- 6. Обработка заготовок на токарных станках Типы станков токарной группы Факультет СУиР Обработка сложных деталей требует применения
- 7. Обработка заготовок на токарных станках Типы станков токарной группы Факультет СУиР Предварительная наладка станков позволяет обрабатывать
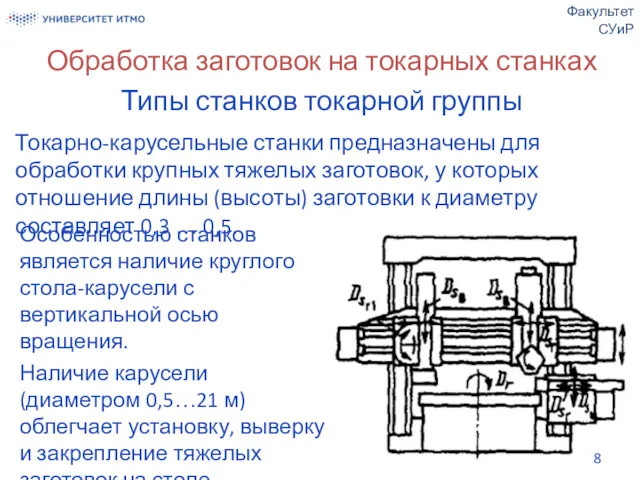
- 8. Обработка заготовок на токарных станках Типы станков токарной группы Токарно-карусельные станки предназначены для обработки крупных тяжелых
- 9. Обработка заготовок на токарных станках Типы станков токарной группы Многорезцовые токарные полуавтоматы предназначены для обработки наружных
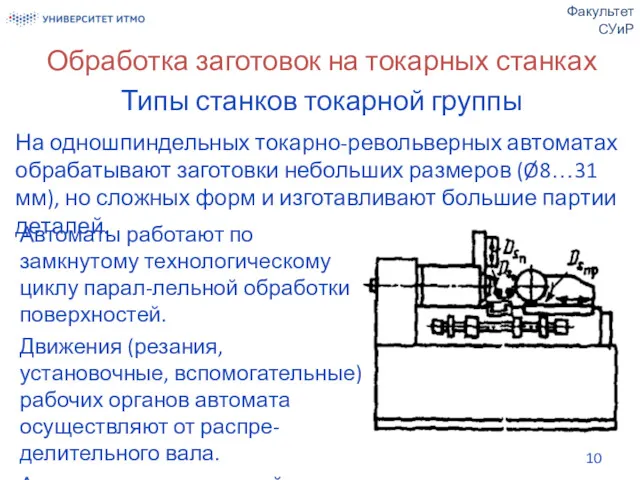
- 10. Обработка заготовок на токарных станках Типы станков токарной группы На одношпиндельных токарно-револьверных автоматах обрабатывают заготовки небольших
- 11. Обработка заготовок на токарных станках Факультет СУиР На тумбе 7 установлена станина 1. С левой ее
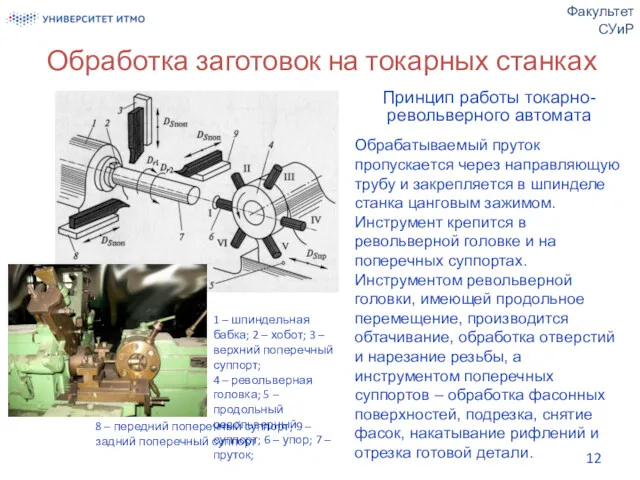
- 12. Обработка заготовок на токарных станках Факультет СУиР Принцип работы токарно-револьверного автомата Обрабатываемый пруток пропускается через направляющую
- 13. Обработка заготовок на токарных станках Типы станков токарной группы Многошпиндельные автоматы параллельной обработки заготовок используют в
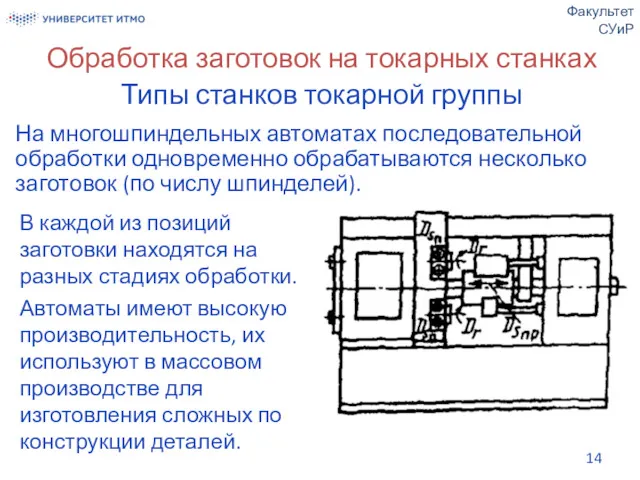
- 14. Обработка заготовок на токарных станках Типы станков токарной группы На многошпиндельных автоматах последовательной обработки одновременно обрабатываются
- 15. Обработка заготовок на токарных станках Типы станков токарной группы Токарные патронно-центровые станки с ЧПУ общего вида
- 16. Обработка заготовок на токарных станках Режущий инструмент Многообразие видов поверхностей заготовок, обрабатываемых на станках токарной группы,
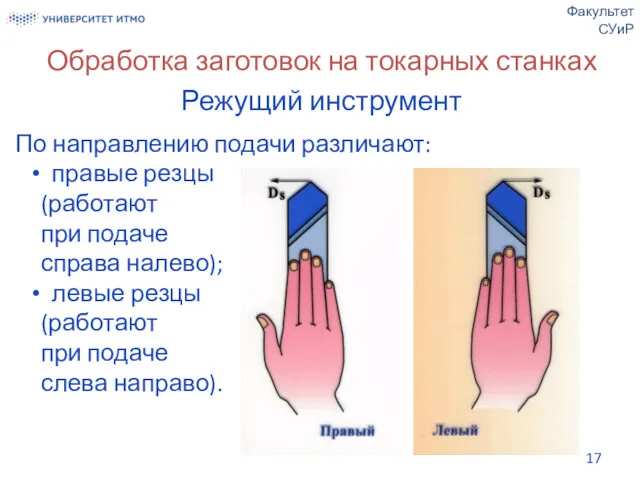
- 17. Обработка заготовок на токарных станках Режущий инструмент По направлению подачи различают: правые резцы (работают при подаче
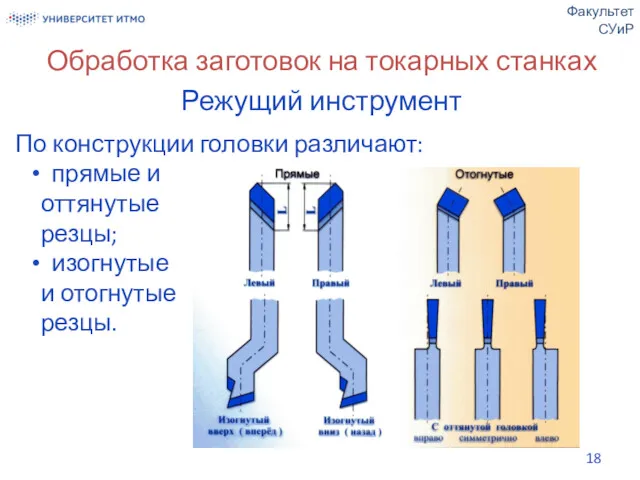
- 18. Обработка заготовок на токарных станках Режущий инструмент По конструкции головки различают: прямые и оттянутые резцы; изогнутые
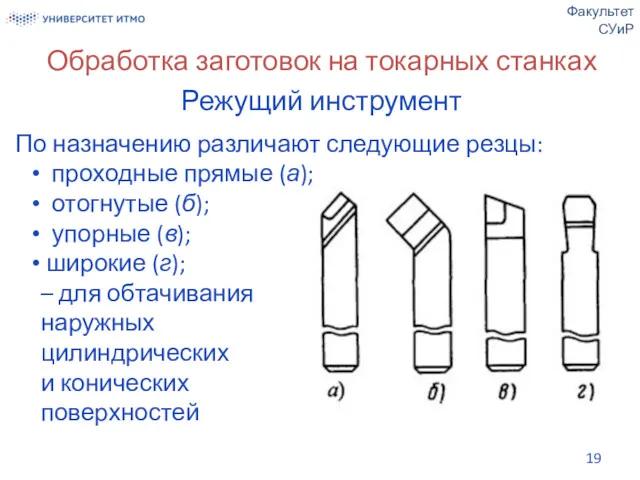
- 19. Обработка заготовок на токарных станках Режущий инструмент По назначению различают следующие резцы: проходные прямые (а); отогнутые
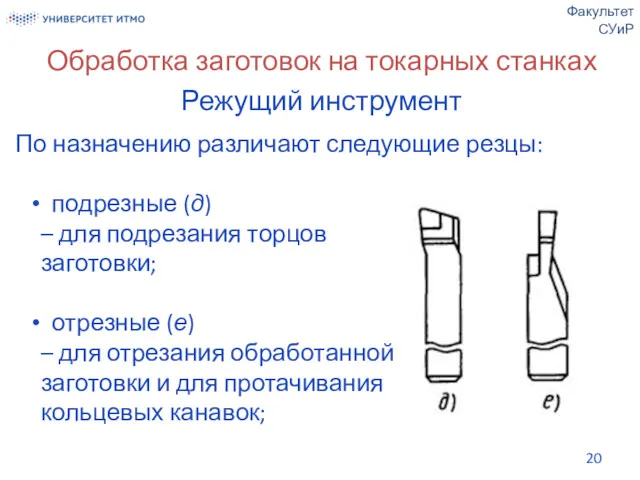
- 20. Обработка заготовок на токарных станках Режущий инструмент По назначению различают следующие резцы: подрезные (д) – для
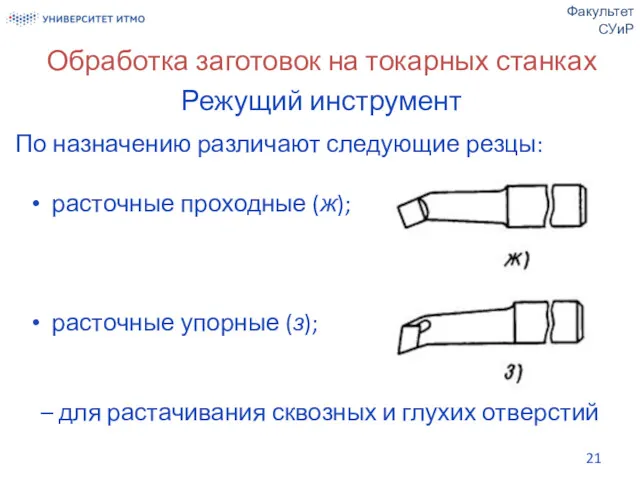
- 21. Обработка заготовок на токарных станках Режущий инструмент По назначению различают следующие резцы: расточные проходные (ж); расточные
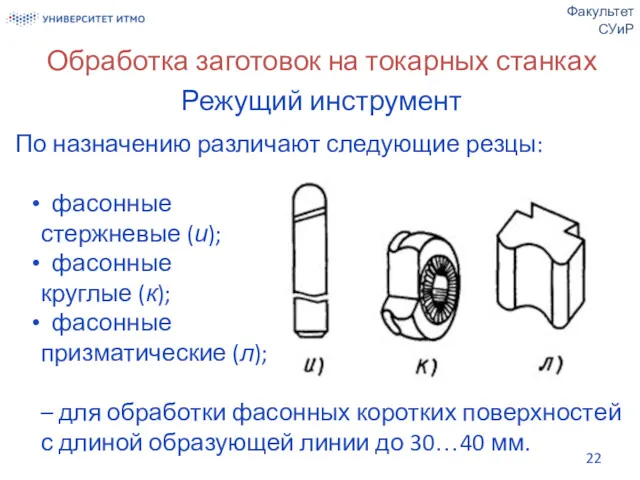
- 22. Обработка заготовок на токарных станках Режущий инструмент По назначению различают следующие резцы: фасонные стержневые (и); фасонные
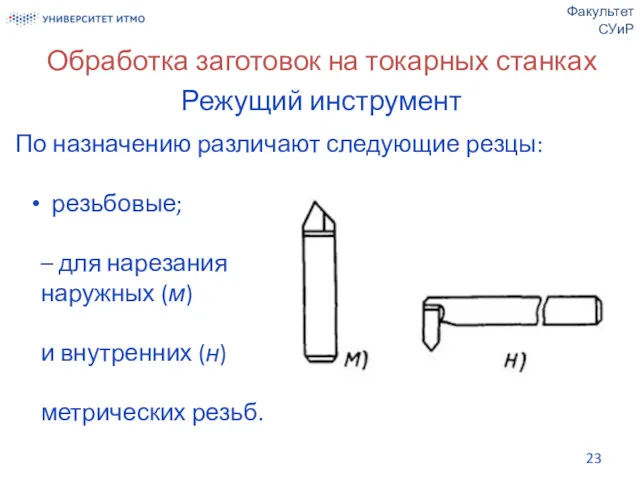
- 23. Обработка заготовок на токарных станках Режущий инструмент По назначению различают следующие резцы: резьбовые; – для нарезания
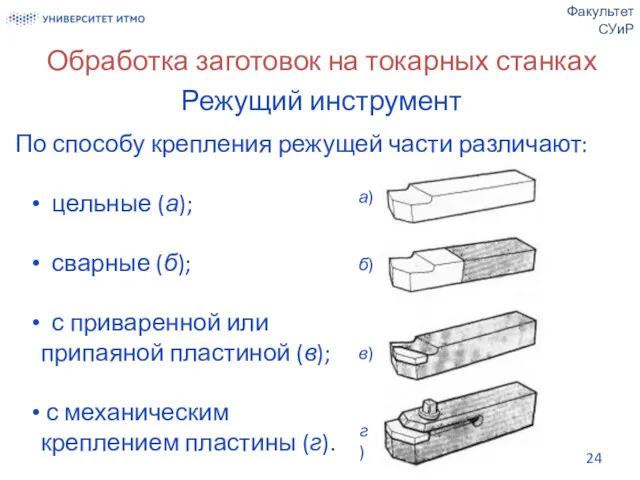
- 24. Обработка заготовок на токарных станках Режущий инструмент По способу крепления режущей части различают: цельные (а); сварные
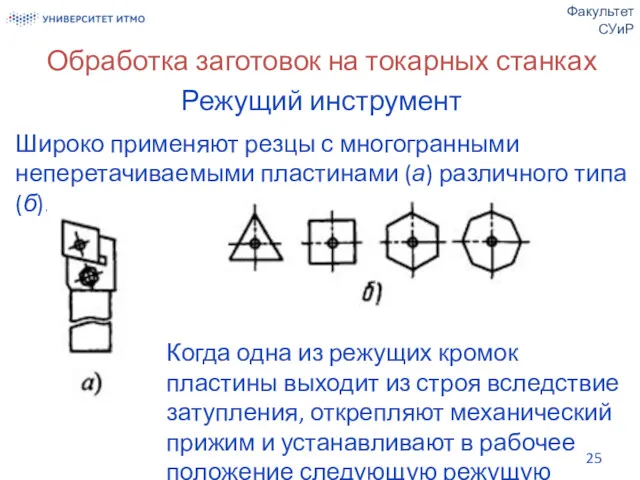
- 25. Обработка заготовок на токарных станках Режущий инструмент Широко применяют резцы с многогранными неперетачиваемыми пластинами (а) различного
- 26. Обработка заготовок на токарных станках Режущий инструмент По характеру обработки различают: черновые резцы; получистовые резцы; чистовые
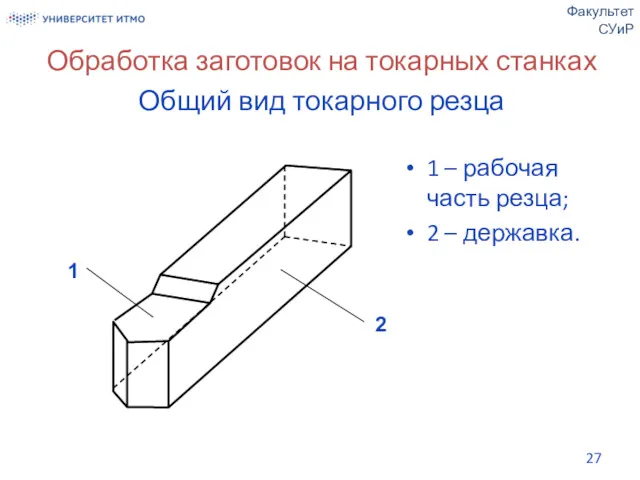
- 27. Обработка заготовок на токарных станках Общий вид токарного резца Факультет СУиР 1 – рабочая часть резца;
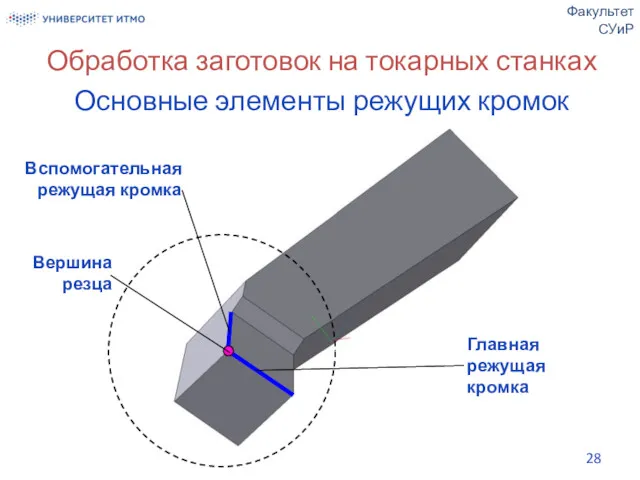
- 28. Обработка заготовок на токарных станках Основные элементы режущих кромок Факультет СУиР Вспомогательная режущая кромка Главная режущая
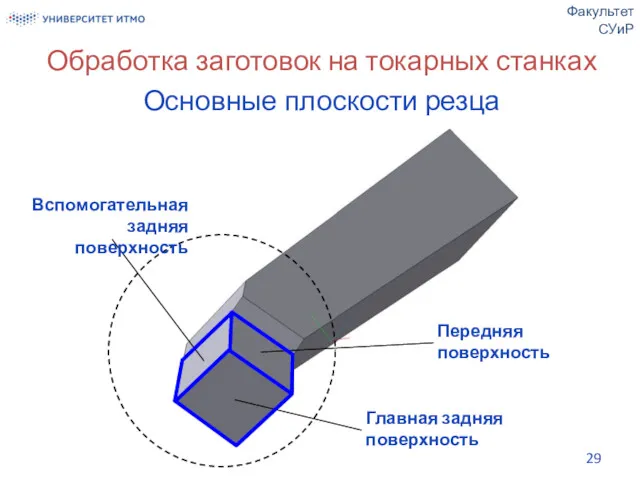
- 29. Обработка заготовок на токарных станках Основные плоскости резца Факультет СУиР Главная задняя поверхность Передняя поверхность Вспомогательная
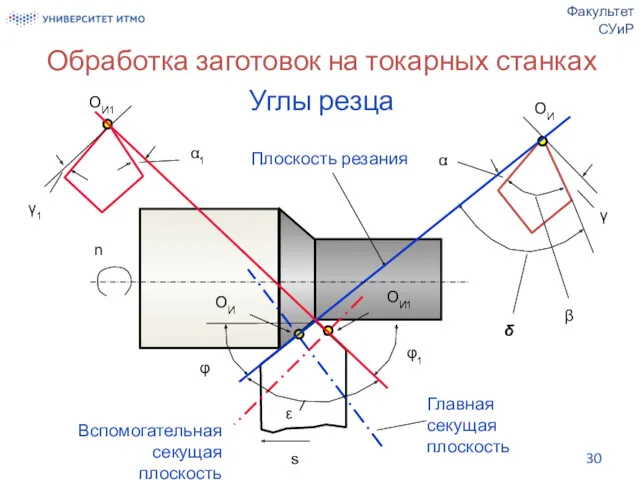
- 30. Обработка заготовок на токарных станках Углы резца Факультет СУиР Главная секущая плоскость Вспомогательная секущая плоскость Плоскость
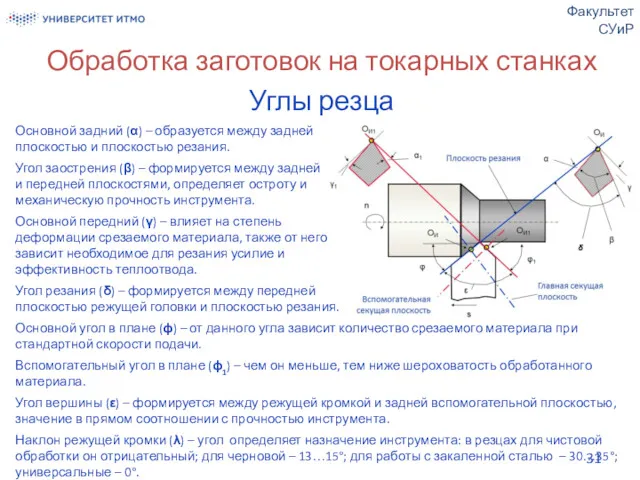
- 31. Обработка заготовок на токарных станках Углы резца Основной задний (α) – образуется между задней плоскостью и
- 32. Обработка заготовок на токарных станках Общий вид токарных инструментов Факультет СУиР
- 33. Обработка заготовок на токарных станках Технологическая оснастка На токарно-винторезных станках для закрепления заготовок широко используют трехкулачковые
- 34. Обработка заготовок на токарных станках Технологическая оснастка В центровых станках, в том числе с ЧПУ, при
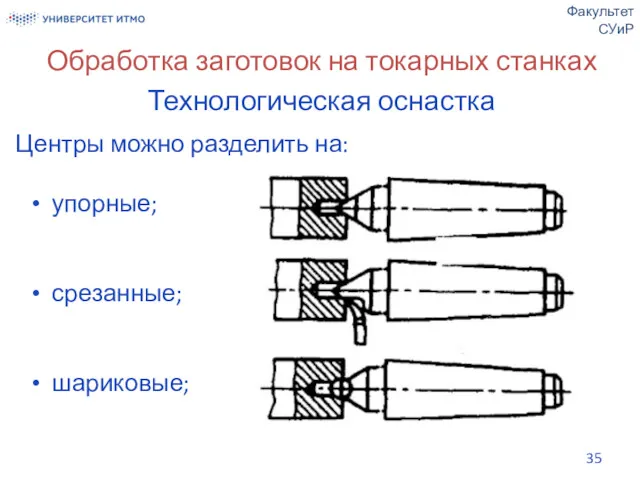
- 35. Обработка заготовок на токарных станках Технологическая оснастка Центры можно разделить на: упорные; срезанные; шариковые; Факультет СУиР
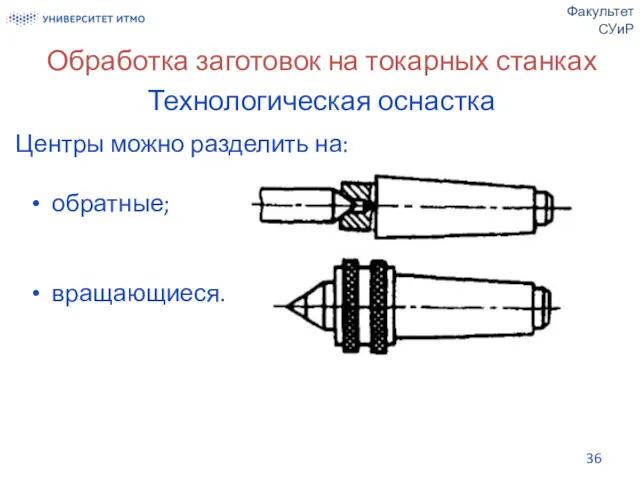
- 36. Обработка заготовок на токарных станках Технологическая оснастка Центры можно разделить на: обратные; вращающиеся. Факультет СУиР
- 37. Обработка заготовок на токарных станках Технологическая оснастка Упорные центры делают с твердосплавными наконечниками, что повышает их
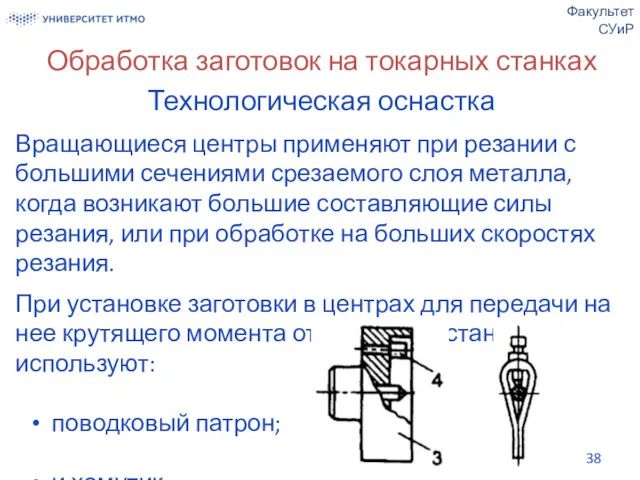
- 38. Обработка заготовок на токарных станках Технологическая оснастка Вращающиеся центры применяют при резании с большими сечениями срезаемого
- 39. Обработка заготовок на токарных станках Технологическая оснастка Поводковый патрон представляет собой корпус 3, навинчиваемый на шпиндель
- 40. Обработка заготовок на токарных станках Технологическая оснастка Для установки заготовок типа втулок и стаканов применяют: конические
- 41. Обработка заготовок на токарных станках Типовые схемы обработки Типовые схемы обработки можно реализовать на универсальных токарных
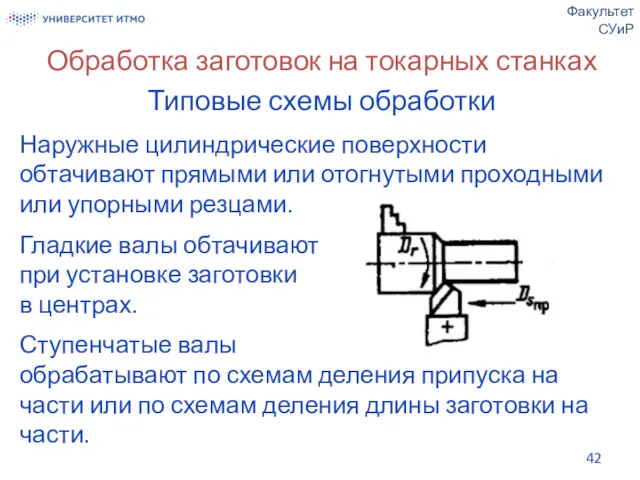
- 42. Обработка заготовок на токарных станках Типовые схемы обработки Факультет СУиР Наружные цилиндрические поверхности обтачивают прямыми или
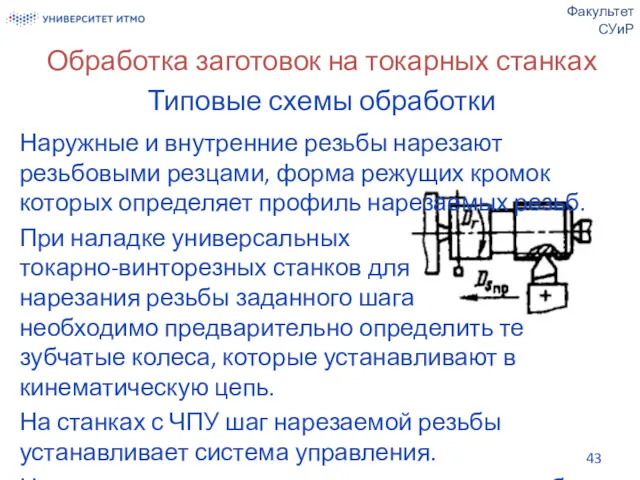
- 43. Обработка заготовок на токарных станках Типовые схемы обработки Факультет СУиР Наружные и внутренние резьбы нарезают резьбовыми
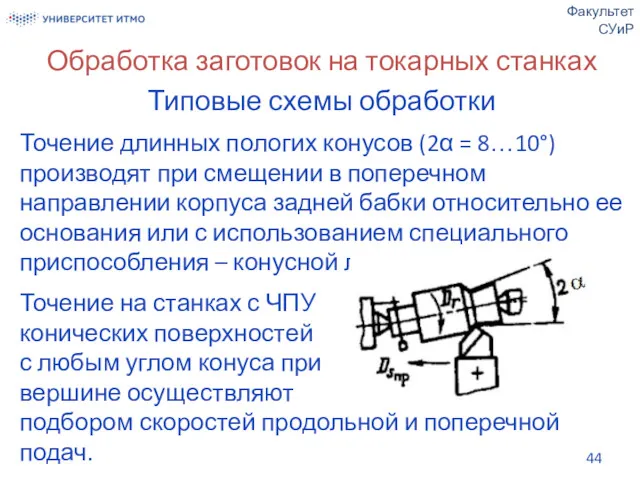
- 44. Обработка заготовок на токарных станках Типовые схемы обработки Факультет СУиР Точение длинных пологих конусов (2α =
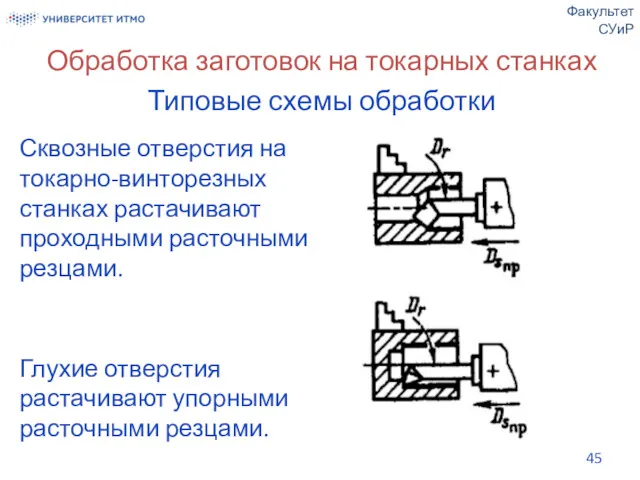
- 45. Обработка заготовок на токарных станках Типовые схемы обработки Факультет СУиР Сквозные отверстия на токарно-винторезных станках растачивают
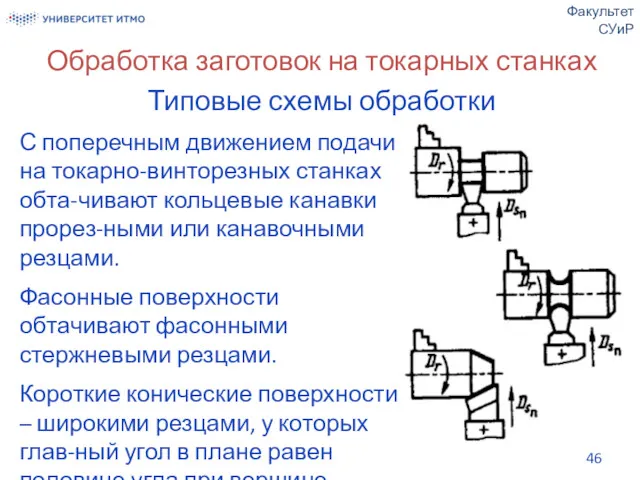
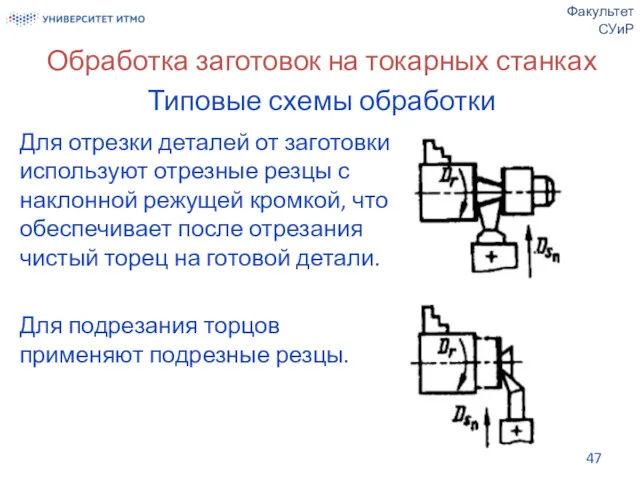
- 46. Обработка заготовок на токарных станках Типовые схемы обработки Факультет СУиР С поперечным движением подачи на токарно-винторезных
- 47. Обработка заготовок на токарных станках Типовые схемы обработки Факультет СУиР Для отрезки деталей от заготовки используют
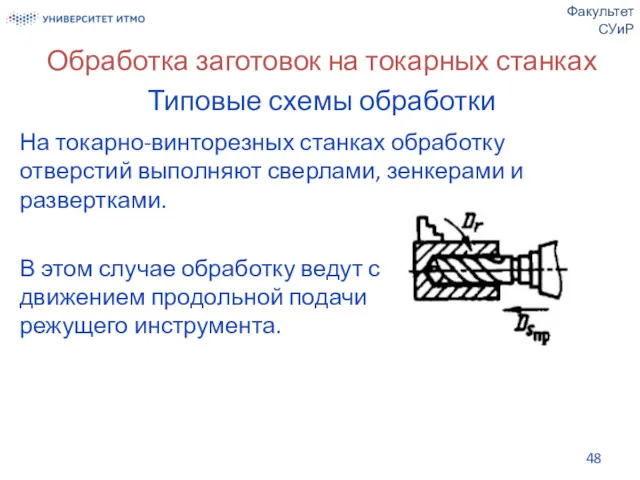
- 48. Обработка заготовок на токарных станках Типовые схемы обработки Факультет СУиР На токарно-винторезных станках обработку отверстий выполняют
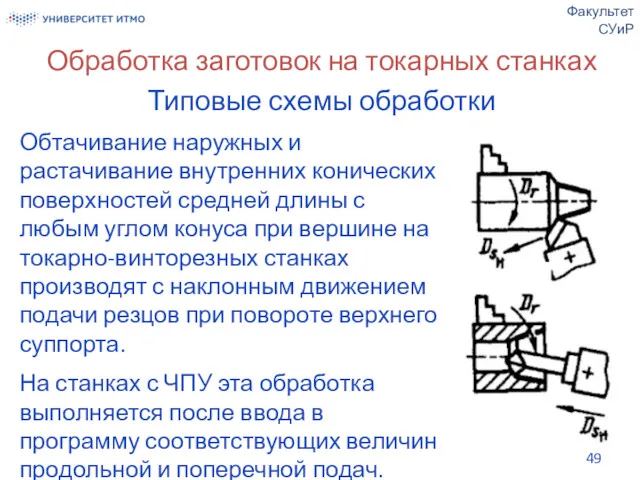
- 49. Обработка заготовок на токарных станках Типовые схемы обработки Факультет СУиР Обтачивание наружных и растачивание внутренних конических
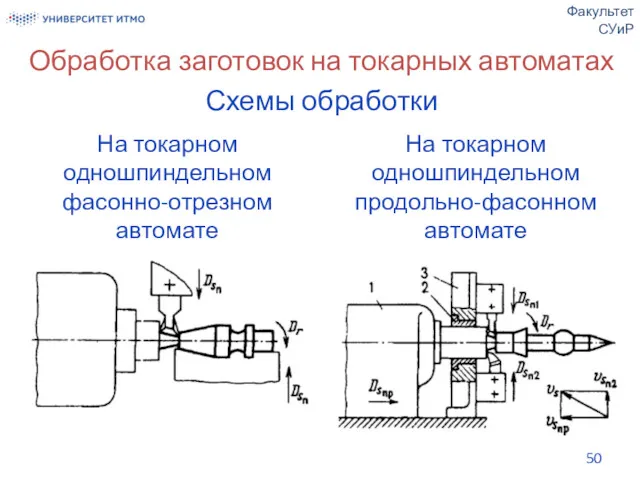
- 50. Обработка заготовок на токарных автоматах Схемы обработки Факультет СУиР На токарном одношпиндельном фасонно-отрезном автомате На токарном
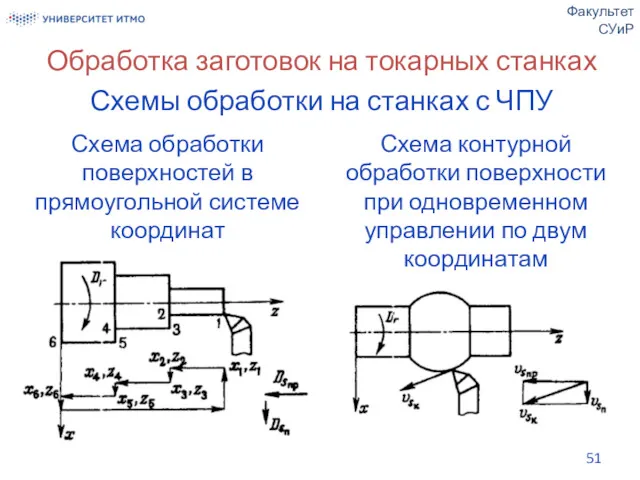
- 51. Обработка заготовок на токарных станках Схемы обработки на станках с ЧПУ Факультет СУиР Схема обработки поверхностей
- 53. Скачать презентацию
Обработка заготовок на токарных станках
Характеристика метода точения
Технологический метод формообразования поверхностей заготовок
Обработка заготовок на токарных станках
Характеристика метода точения
Технологический метод формообразования поверхностей заготовок
Обработка заготовок на токарных станках
Характеристика метода точения
Разновидности точения:
обтачивание – обработка
Обработка заготовок на токарных станках
Характеристика метода точения
Разновидности точения:
обтачивание – обработка
Обработка заготовок на токарных станках
Типы станков токарной группы
По технологическому назначению станки
Обработка заготовок на токарных станках
Типы станков токарной группы
По технологическому назначению станки

Обработка заготовок на токарных станках
Типы станков токарной группы
Современные токарные станки с
Обработка заготовок на токарных станках
Типы станков токарной группы
Современные токарные станки с

Обработка заготовок на токарных станках
Типы станков токарной группы
Факультет
СУиР
Обработка сложных деталей требует
Обработка заготовок на токарных станках
Типы станков токарной группы
Факультет
СУиР
Обработка сложных деталей требует
Обработка заготовок на токарных станках
Типы станков токарной группы
Факультет
СУиР
Предварительная наладка станков позволяет
Обработка заготовок на токарных станках
Типы станков токарной группы
Факультет
СУиР
Предварительная наладка станков позволяет
Обработка заготовок на токарных станках
Типы станков токарной группы
Токарно-карусельные станки предназначены для
Обработка заготовок на токарных станках
Типы станков токарной группы
Токарно-карусельные станки предназначены для

Обработка заготовок на токарных станках
Типы станков токарной группы
Многорезцовые токарные полуавтоматы предназначены
Обработка заготовок на токарных станках
Типы станков токарной группы
Многорезцовые токарные полуавтоматы предназначены
Обработка заготовок на токарных станках
Типы станков токарной группы
На одношпиндельных токарно-револьверных автоматах
Обработка заготовок на токарных станках
Типы станков токарной группы
На одношпиндельных токарно-револьверных автоматах

Обработка заготовок на токарных станках
Факультет
СУиР
На тумбе 7 установлена станина 1. С
Обработка заготовок на токарных станках
Факультет
СУиР
На тумбе 7 установлена станина 1. С
Обработка заготовок на токарных станках
Факультет
СУиР
Принцип работы токарно-револьверного автомата
Обрабатываемый пруток пропускается через
Обработка заготовок на токарных станках
Факультет
СУиР
Принцип работы токарно-револьверного автомата
Обрабатываемый пруток пропускается через

Обработка заготовок на токарных станках
Типы станков токарной группы
Многошпиндельные автоматы параллельной обработки
Обработка заготовок на токарных станках
Типы станков токарной группы
Многошпиндельные автоматы параллельной обработки
Обработка заготовок на токарных станках
Типы станков токарной группы
На многошпиндельных автоматах последовательной
Обработка заготовок на токарных станках
Типы станков токарной группы
На многошпиндельных автоматах последовательной

Обработка заготовок на токарных станках
Типы станков токарной группы
Токарные патронно-центровые станки с
Обработка заготовок на токарных станках
Типы станков токарной группы
Токарные патронно-центровые станки с
Обработка заготовок на токарных станках
Режущий инструмент
Многообразие видов поверхностей заготовок, обрабатываемых на
Обработка заготовок на токарных станках
Режущий инструмент
Многообразие видов поверхностей заготовок, обрабатываемых на
Обработка заготовок на токарных станках
Режущий инструмент
По направлению подачи различают:
правые резцы
Обработка заготовок на токарных станках
Режущий инструмент
По направлению подачи различают:
правые резцы
Обработка заготовок на токарных станках
Режущий инструмент
По конструкции головки различают:
прямые и
Обработка заготовок на токарных станках
Режущий инструмент
По конструкции головки различают:
прямые и
Обработка заготовок на токарных станках
Режущий инструмент
По назначению различают следующие резцы:
проходные
Обработка заготовок на токарных станках
Режущий инструмент
По назначению различают следующие резцы:
проходные
Обработка заготовок на токарных станках
Режущий инструмент
По назначению различают следующие резцы:
подрезные
Обработка заготовок на токарных станках
Режущий инструмент
По назначению различают следующие резцы:
подрезные
Обработка заготовок на токарных станках
Режущий инструмент
По назначению различают следующие резцы:
расточные
Обработка заготовок на токарных станках
Режущий инструмент
По назначению различают следующие резцы:
расточные
Обработка заготовок на токарных станках
Режущий инструмент
По назначению различают следующие резцы:
фасонные
Обработка заготовок на токарных станках
Режущий инструмент
По назначению различают следующие резцы:
фасонные
Обработка заготовок на токарных станках
Режущий инструмент
По назначению различают следующие резцы:
резьбовые;
–
Обработка заготовок на токарных станках
Режущий инструмент
По назначению различают следующие резцы:
резьбовые;
–
Обработка заготовок на токарных станках
Режущий инструмент
По способу крепления режущей части различают:
Обработка заготовок на токарных станках
Режущий инструмент
По способу крепления режущей части различают:
Обработка заготовок на токарных станках
Режущий инструмент
Широко применяют резцы с многогранными неперетачиваемыми
Обработка заготовок на токарных станках
Режущий инструмент
Широко применяют резцы с многогранными неперетачиваемыми
Обработка заготовок на токарных станках
Режущий инструмент
По характеру обработки различают:
черновые резцы;
Обработка заготовок на токарных станках
Режущий инструмент
По характеру обработки различают:
черновые резцы;
Обработка заготовок на токарных станках
Общий вид токарного резца
Факультет
СУиР
1 – рабочая часть
Обработка заготовок на токарных станках
Общий вид токарного резца
Факультет
СУиР
1 – рабочая часть
Обработка заготовок на токарных станках
Основные элементы режущих кромок
Факультет
СУиР
Вспомогательная режущая кромка
Главная режущая
Обработка заготовок на токарных станках
Основные элементы режущих кромок
Факультет
СУиР
Вспомогательная режущая кромка
Главная режущая
Обработка заготовок на токарных станках
Основные плоскости резца
Факультет
СУиР
Главная задняя поверхность
Передняя поверхность
Вспомогательная задняя
Обработка заготовок на токарных станках
Основные плоскости резца
Факультет
СУиР
Главная задняя поверхность
Передняя поверхность
Вспомогательная задняя
Обработка заготовок на токарных станках
Углы резца
Факультет
СУиР
Главная секущая плоскость
Вспомогательная секущая плоскость
Плоскость резания
Обработка заготовок на токарных станках
Углы резца
Факультет
СУиР
Главная секущая плоскость
Вспомогательная секущая плоскость
Плоскость резания
Обработка заготовок на токарных станках
Углы резца
Основной задний (α) – образуется между
Обработка заготовок на токарных станках
Углы резца
Основной задний (α) – образуется между

Обработка заготовок на токарных станках
Общий вид токарных инструментов
Факультет
СУиР
Обработка заготовок на токарных станках
Общий вид токарных инструментов
Факультет
СУиР

Обработка заготовок на токарных станках
Технологическая оснастка
На токарно-винторезных станках для закрепления заготовок
Обработка заготовок на токарных станках
Технологическая оснастка
На токарно-винторезных станках для закрепления заготовок
Обработка заготовок на токарных станках
Технологическая оснастка
В центровых станках, в том числе
Обработка заготовок на токарных станках
Технологическая оснастка
В центровых станках, в том числе
Обработка заготовок на токарных станках
Технологическая оснастка
Центры можно разделить на:
упорные;
срезанные;
Обработка заготовок на токарных станках
Технологическая оснастка
Центры можно разделить на:
упорные;
срезанные;
Обработка заготовок на токарных станках
Технологическая оснастка
Центры можно разделить на:
обратные;
вращающиеся.
Факультет
СУиР
Обработка заготовок на токарных станках
Технологическая оснастка
Центры можно разделить на:
обратные;
вращающиеся.
Факультет
СУиР
Обработка заготовок на токарных станках
Технологическая оснастка
Упорные центры делают с твердосплавными наконечниками,
Обработка заготовок на токарных станках
Технологическая оснастка
Упорные центры делают с твердосплавными наконечниками,
Обработка заготовок на токарных станках
Технологическая оснастка
Вращающиеся центры применяют при резании с
Обработка заготовок на токарных станках
Технологическая оснастка
Вращающиеся центры применяют при резании с
Обработка заготовок на токарных станках
Технологическая оснастка
Поводковый патрон представляет собой корпус 3,
Обработка заготовок на токарных станках
Технологическая оснастка
Поводковый патрон представляет собой корпус 3,

Обработка заготовок на токарных станках
Технологическая оснастка
Для установки заготовок типа втулок и
Обработка заготовок на токарных станках
Технологическая оснастка
Для установки заготовок типа втулок и
Обработка заготовок на токарных станках
Типовые схемы обработки
Типовые схемы обработки можно реализовать
Обработка заготовок на токарных станках
Типовые схемы обработки
Типовые схемы обработки можно реализовать
Обработка заготовок на токарных станках
Типовые схемы обработки
Факультет
СУиР
Наружные цилиндрические поверхности обтачивают прямыми
Обработка заготовок на токарных станках
Типовые схемы обработки
Факультет
СУиР
Наружные цилиндрические поверхности обтачивают прямыми
Обработка заготовок на токарных станках
Типовые схемы обработки
Факультет
СУиР
Наружные и внутренние резьбы нарезают
Обработка заготовок на токарных станках
Типовые схемы обработки
Факультет
СУиР
Наружные и внутренние резьбы нарезают
Обработка заготовок на токарных станках
Типовые схемы обработки
Факультет
СУиР
Точение длинных пологих конусов (2α
Обработка заготовок на токарных станках
Типовые схемы обработки
Факультет
СУиР
Точение длинных пологих конусов (2α
Обработка заготовок на токарных станках
Типовые схемы обработки
Факультет
СУиР
Сквозные отверстия на токарно-винторезных станках
Обработка заготовок на токарных станках
Типовые схемы обработки
Факультет
СУиР
Сквозные отверстия на токарно-винторезных станках
Обработка заготовок на токарных станках
Типовые схемы обработки
Факультет
СУиР
С поперечным движением подачи на
Обработка заготовок на токарных станках
Типовые схемы обработки
Факультет
СУиР
С поперечным движением подачи на
Обработка заготовок на токарных станках
Типовые схемы обработки
Факультет
СУиР
Для отрезки деталей от заготовки
Обработка заготовок на токарных станках
Типовые схемы обработки
Факультет
СУиР
Для отрезки деталей от заготовки
Обработка заготовок на токарных станках
Типовые схемы обработки
Факультет
СУиР
На токарно-винторезных станках обработку отверстий
Обработка заготовок на токарных станках
Типовые схемы обработки
Факультет
СУиР
На токарно-винторезных станках обработку отверстий
Обработка заготовок на токарных станках
Типовые схемы обработки
Факультет
СУиР
Обтачивание наружных и растачивание внутренних
Обработка заготовок на токарных станках
Типовые схемы обработки
Факультет
СУиР
Обтачивание наружных и растачивание внутренних
Обработка заготовок на токарных автоматах
Схемы обработки
Факультет
СУиР
На токарном одношпиндельном фасонно-отрезном автомате
На токарном
Обработка заготовок на токарных автоматах
Схемы обработки
Факультет
СУиР
На токарном одношпиндельном фасонно-отрезном автомате
На токарном
Обработка заготовок на токарных станках
Схемы обработки на станках с ЧПУ
Факультет
СУиР
Схема обработки
Обработка заготовок на токарных станках
Схемы обработки на станках с ЧПУ
Факультет
СУиР
Схема обработки
 Группы объектов транспортной инфраструктуры железнодорожного транспорта
Группы объектов транспортной инфраструктуры железнодорожного транспорта Технологии современного производства
Технологии современного производства Какие болезни называют инвазионными?
Какие болезни называют инвазионными? Моя картина мира
Моя картина мира Незабываемое поздравление для руководителей
Незабываемое поздравление для руководителей Принципы обучения
Принципы обучения JavaScript Основы программирования, часть 3
JavaScript Основы программирования, часть 3 Симптоматические психозы. Шизофрения, биполярное расстройство. Особенности сестринского ухода
Симптоматические психозы. Шизофрения, биполярное расстройство. Особенности сестринского ухода Лютеранство. Филипп Меланхтон (1497- 1560)
Лютеранство. Филипп Меланхтон (1497- 1560) Храмы Петербурга Диск
Храмы Петербурга Диск Изменения политической системы
Изменения политической системы Обследование речи
Обследование речи Размножение фуксии черенками
Размножение фуксии черенками ПРЕЗЕНТАЦИЯ ПРОЕКТА РЕБЕНОК, ОБЩЕСТВО, СЕМЬЯ – СТРАТЕГИЯ, ТАКТИКА (РОССТ) в трех частях.
ПРЕЗЕНТАЦИЯ ПРОЕКТА РЕБЕНОК, ОБЩЕСТВО, СЕМЬЯ – СТРАТЕГИЯ, ТАКТИКА (РОССТ) в трех частях. Виды поверхностной обработки почвы и технические средства для ее выполнения
Виды поверхностной обработки почвы и технические средства для ее выполнения Речевое развитие детей. Звук [С]
Речевое развитие детей. Звук [С]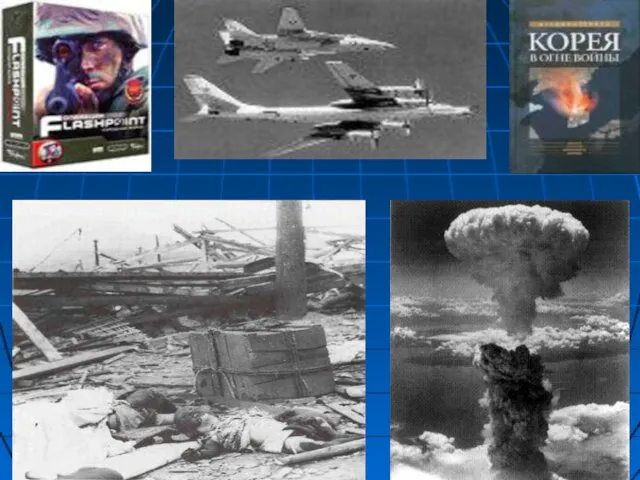 Холодная война. Сущность, признаки, истоки
Холодная война. Сущность, признаки, истоки Анализ и оценка финансовой деятельности фирмы, финансовые коэффициенты. (Темы 1, 2)
Анализ и оценка финансовой деятельности фирмы, финансовые коэффициенты. (Темы 1, 2) Базовая станция Соник Дуо
Базовая станция Соник Дуо Урок риторики в 4 классе
Урок риторики в 4 классе Mechanisms and Simple Machines. Industrial equipment
Mechanisms and Simple Machines. Industrial equipment Иллюстрации Ивана Билибина к Сказке о царе Салтане, о сыне его славном и могучем богатыре князе Гвидоне Салтановиче
Иллюстрации Ивана Билибина к Сказке о царе Салтане, о сыне его славном и могучем богатыре князе Гвидоне Салтановиче интерактивный тест
интерактивный тест Применение методов ТРИЗ в повседневной жизни детского сада
Применение методов ТРИЗ в повседневной жизни детского сада Развитие коммуникативных навыков.
Развитие коммуникативных навыков. Традиційна енергетика. (Лекція 1)
Традиційна енергетика. (Лекція 1) О вреде курения
О вреде курения Открытый урок. Работа с текстом
Открытый урок. Работа с текстом