- Общие вопросы механизации и автоматизации производственных процессов

Содержание
- 2. Производственный и технологический процесс 1
- 5. Производственный процесс (определение) Производственный процесс — это совокупность действий людей и орудий труда, необходимых на данном
- 6. Производственный процесс – это взаимодействие всех производственных факторов на предприятии, которые направлены на трансформацию сырья в
- 8. Производственный процесс (основные элементы) Основными элементами организации производственного процесса являются: труд, предметы труда, средства труда. Кроме
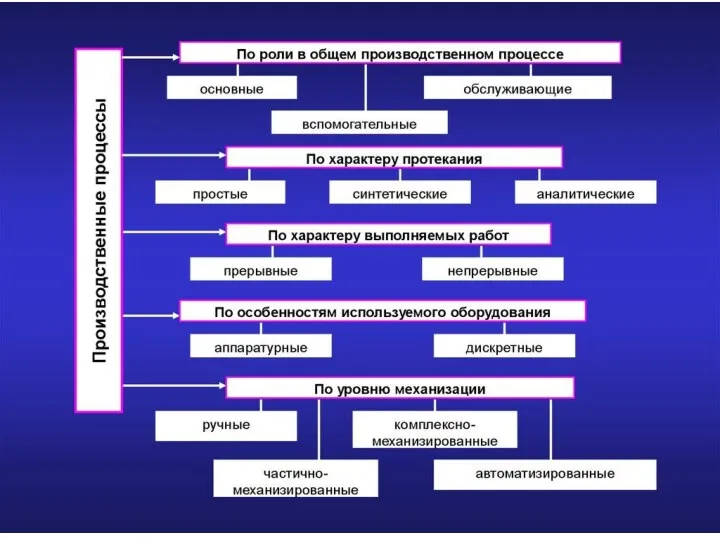
- 12. Основнные производственные – это процессы, прямой результат которых представляет собой изготовление готового продукта, составляющего товарный ассортимент
- 13. Вспомогательный производственный процесс – это процесс изготовление полупродуктов для основного производства, которые обеспечивают нормальное течение главных
- 14. Побочное производство – это переработка или утилизация отходов основного производства. Побочное производство (определение)
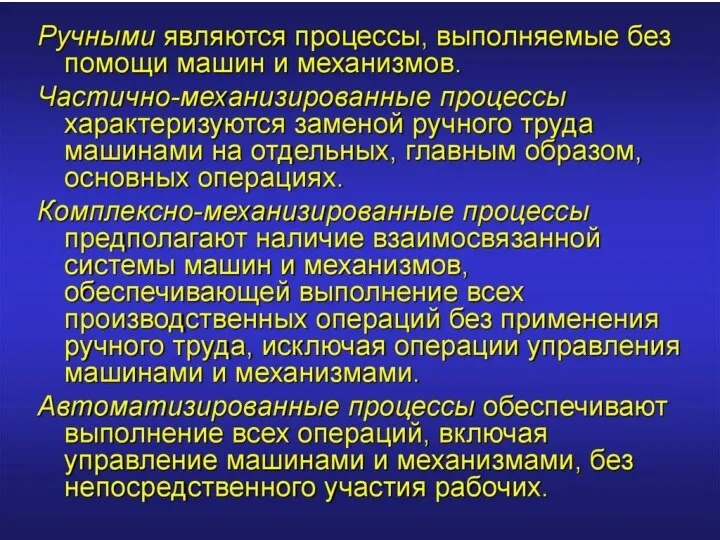
- 18. Производственный процесс (классификация по степени автоматизации) По степени автоматизации производственных процессов выделяют: ручные; механизированные (выполняются рабочими
- 19. Производственный процесс состоит из: подготовки средств производства, организациии рабочих мест; обслуживании рабочих мест; получения и хранении
- 20. Технологический процесс (определение) Технологический процесс — часть производственного процесса, содержащая целенаправленные действия по изменению размеров, формы,
- 21. Технологический процесс (классификация по принадлежности) Технологический процесс может быть отнесен к: изделию, к составной части изделия.
- 22. Технологический процесс (классификация по методам обработки) Технологический процесс может быть разработан на: мехобработку, формообразование, процесс нанесения
- 23. Технологический процесс механической обработки (определение) Под технологическим процессом механической обработки понимают последовательное изменение состояния заготовки (ее
- 24. Технологический процесс механической обработки (особенности) Для обработки заготовку устанавливают на станке и закрепляют. После обработки заготовку
- 25. Технологический процесс сборки (определение) Технологический процесс сборки непосредственно связан с последовательным соединением элементов изделий в узлы
- 26. Структура технологических процессов 1
- 27. Технологический процесс (состав) Технологический процесс разделяют на операции.
- 28. Технологическая операция (определение) Технологическая операция — это законченная часть технологического процесса, выполняемая на одном рабочем месте.
- 29. Технологическая операция (состав) Операции разделяют на технологические и вспомогательные переходы. Действия рабочего, совершаемые при выполнении технологической
- 30. Технологическая операция (назначение) Технологическая операция является основной единицей производственного планирования и учета. На ее основе определяют:
- 31. Рабочее место (определение) Рабочее место — это единица структуры предприятия, где размещены исполнители работы, обслуживаемое технологическое
- 35. Установ (определение) Установ — часть технологической операции, выполняемой при неизменном закреплении обрабатываемых заготовок или собираемой сборочной
- 36. Позиция (определение) Позиция — фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно
- 37. Технологический переход (определение) Технологический переход — законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей,
- 38. Технологический переход (особенности исполнения) При механической обработке переход выполняется над одной или несколькими поверхностями заготовки, одним
- 39. Технологический переход (состав) Технологический переход состоит из: рабочих и вспомогательных ходов.
- 40. Вспомогательный переход (определение) Вспомогательный переход — законченная часть технологической операции, состоящая из действий человека и (или)
- 41. Вспомогательный переход (классификация) Примерами вспомогательных переходов являются: установка заготовки, смена инструмента и др.
- 42. Рабочий ход (определение) Рабочий ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно
- 43. Вспомогательный ход (определение) Вспомогательный ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно
- 44. Прием (определение) Прием — законченная совокупность действий человека, применяемых при выполнении перехода или его части и
- 45. Производственные стадии и операции 1
- 46. Производственные стадии (определение) Производственная стадия представляет собой технологически законченную часть производства, которая характеризует изменение предмета труда,
- 47. Производственные операции (определение) Производственные стадии делятся на ряд производственных операций, которые представляют собой первичное звено, простейшую,
- 50. Производственные операции (классификация по назначению) По своему назначению подразделяются на: технологические, в результате которых предметы труда
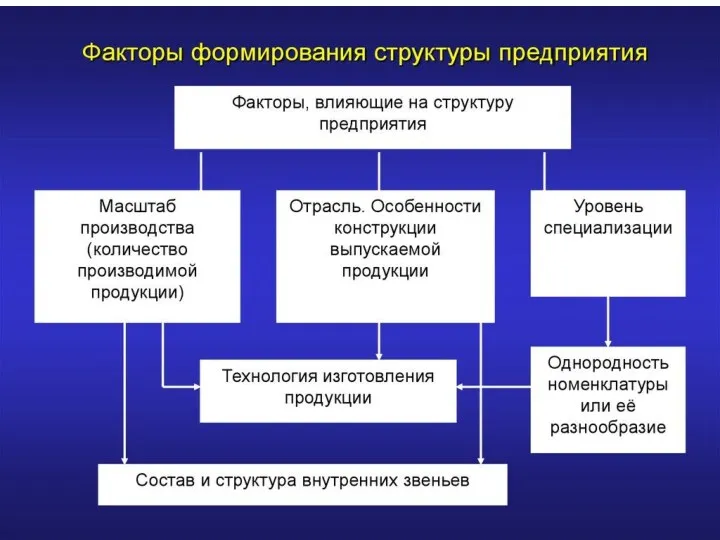
- 51. Структура и принципы организации предприятия и производственного процесса 2
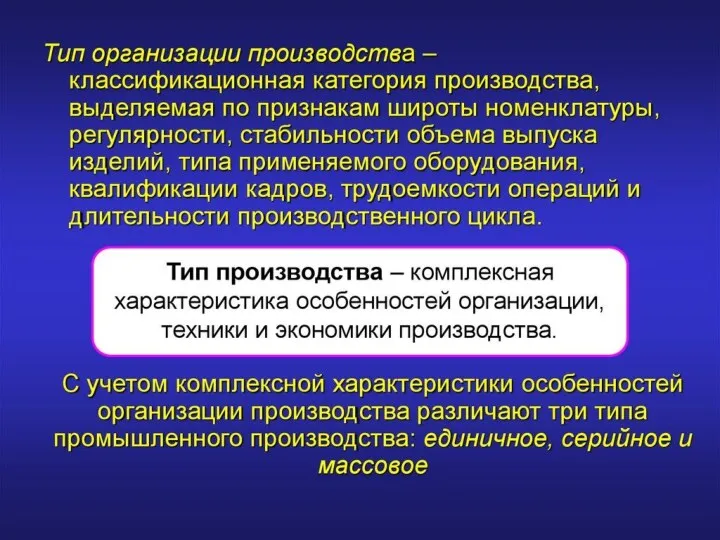
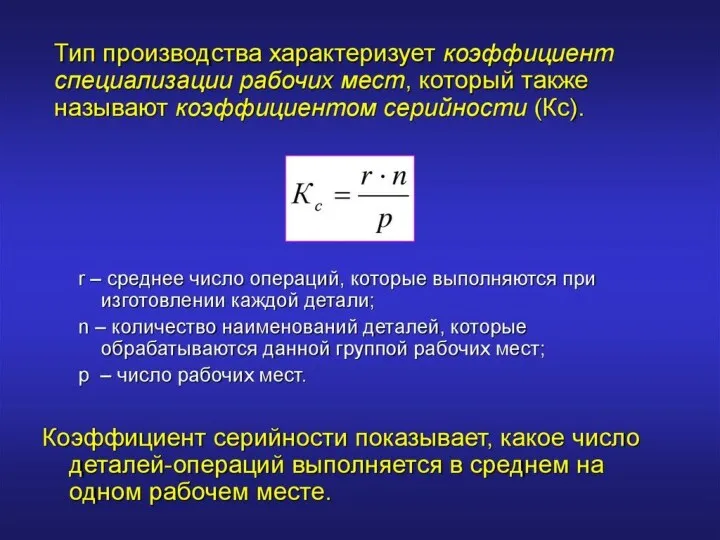
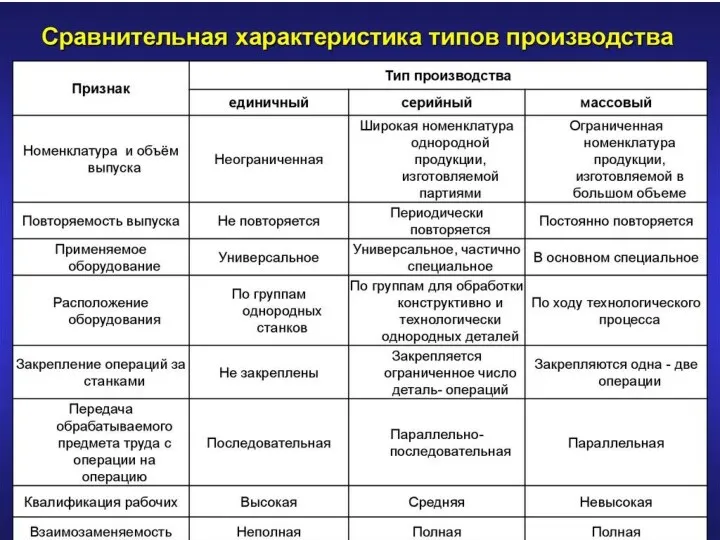
- 83. Типы производства. Организация производственного процесса 3
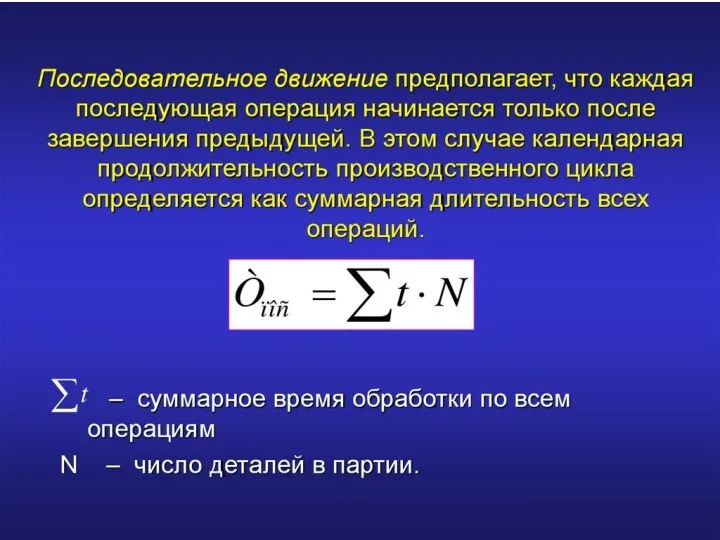
- 118. Принципы организации производственного процесса Специализация. Данный принцип подразумевает закрепление за каждым участком, цехом, рабочим местом строго
- 119. Принципы организации производственного процесса Прямоточность подразумевает то, что во время обработки предметов труда они должны следовать
- 120. Непоточное производство (определение) Непоточное производство, как правило, используется в мелко-серийном и единичном выпуске и имеет следующие
- 121. Поточное производство (определения) Поточное производство подразумевает согласованное выполнение всех необходимых операций технологического процесса в пространстве и
- 122. ПРОИЗВОДСТВЕННАЯ МОЩНОСТЬ ПРЕДПРИЯТИЯ (определение) Под производственной мощностью предприятия понимается максимально возможный объем выпуска продукта, оказания услуг
- 123. ПРОИЗВОДСТВЕННАЯ МОЩНОСТЬ ПРЕДПРИЯТИЯ (определение) Под производственной мощностью предприятия понимается максимально возможный объем выпуска продукта, оказания услуг
- 124. ПРОИЗВОДСТВЕННАЯ МОЩНОСТЬ ПРЕДПРИЯТИЯ (определение) Под производственной мощностью предприятия понимается максимально возможный объем выпуска продукта, оказания услуг
- 125. Единицы измерения производственной мощности предприятия Измеряется она в натуральных измерителях (тонны, километры, штуки и т.п.) и
- 126. Проектная производственная мощность (определение) При создании или реконструкции предприятия (цеха, участка) определяется его проектная производственная мощность.
- 127. производственная мощность при планировании При составлении планов выделяют такие виды производственной мощности: входную; выходную; среднегодовую. Производственная
- 128. ОРГАНИЗАЦИЯ ТРУДА НА ПРЕДПРИЯТИИ Организация труда на предприятии – это деятельность, охватывающая в широком смысле организацию
- 129. Принципы организации структуры предприятия целесообразность - организация должна соответствовать общим целям предприятия (организационной единицы); экономичность -
- 130. Формы организации труда В последнее время возрастает значение формы организации труда, ориентированной на группы (команды). Целями
- 131. Организация рабочих процессов Организация рабочих процессов представляет собой регулирование пространственного и временного взаимодействия людей, средств производства
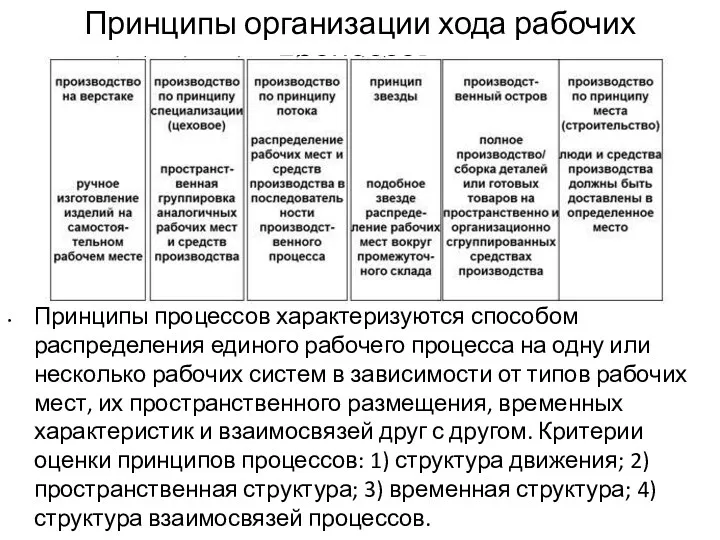
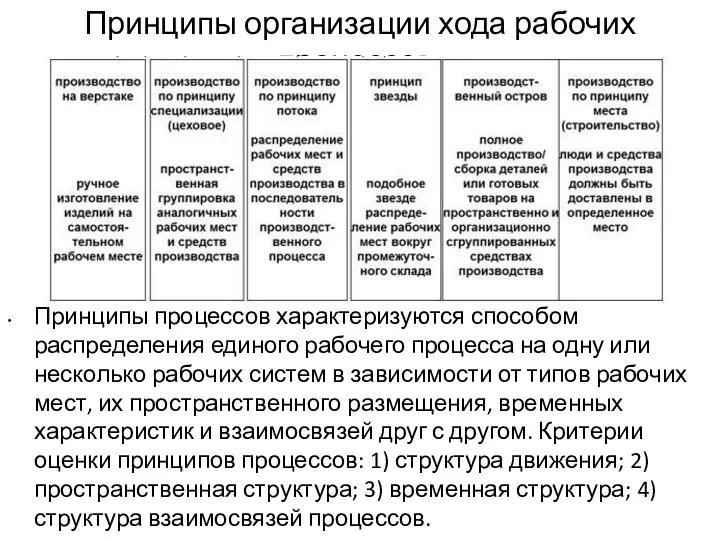
- 132. Принципы организации хода рабочих процессов. Принципы процессов характеризуются способом распределения единого рабочего процесса на одну или
- 133. Принципы организации хода рабочих процессов. Принципы процессов характеризуются способом распределения единого рабочего процесса на одну или
- 134. Принцип верстака Организация работ по принципу верстака распространено на малых предприятиях с преимущественно ручным трудом, где
- 136. Цеховый принцип Цеховый принцип организации производства предполагает ход процесса на специализированных рабочих местах с технологически однородным
- 139. Поточный принцип Для поточного принципа характерно последовательное перемещение предмета труда и соответственно этому пространственное размещение рабочих
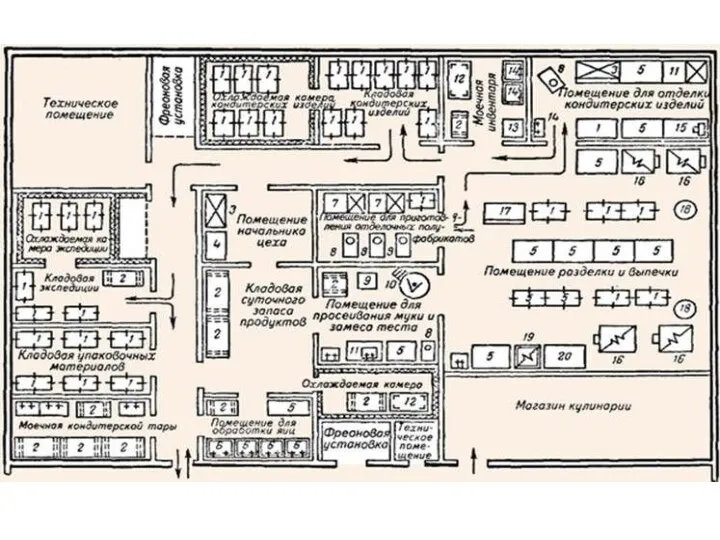
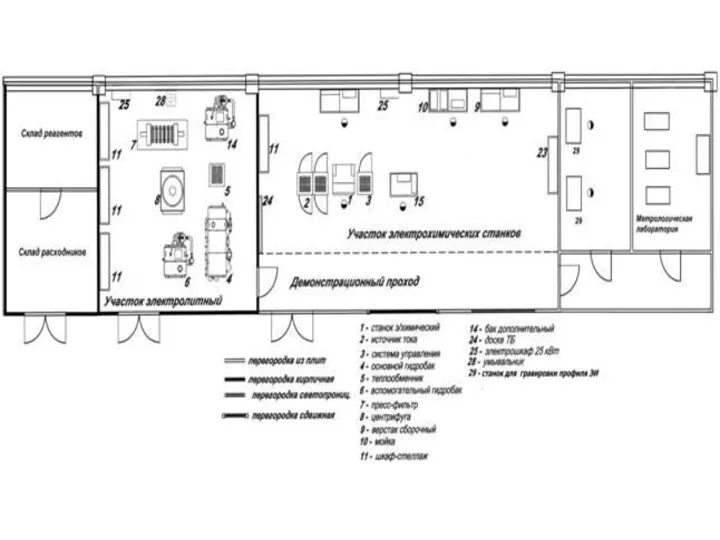
- 141. Принцип звезды При организации производства по принципу звезды несколько технологически разнородных рабочих мест (групп рабочих мест)
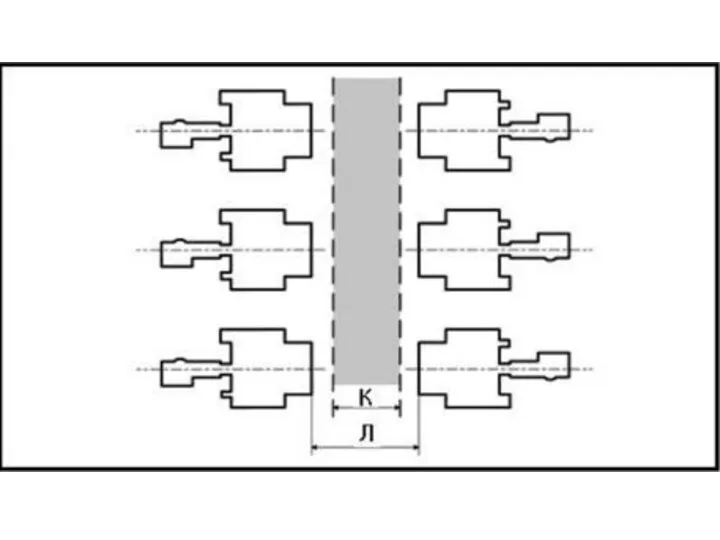
- 143. Островной принцип При островном принципе организации хода производства группа (команда) работников полностью производит готовые изделия или
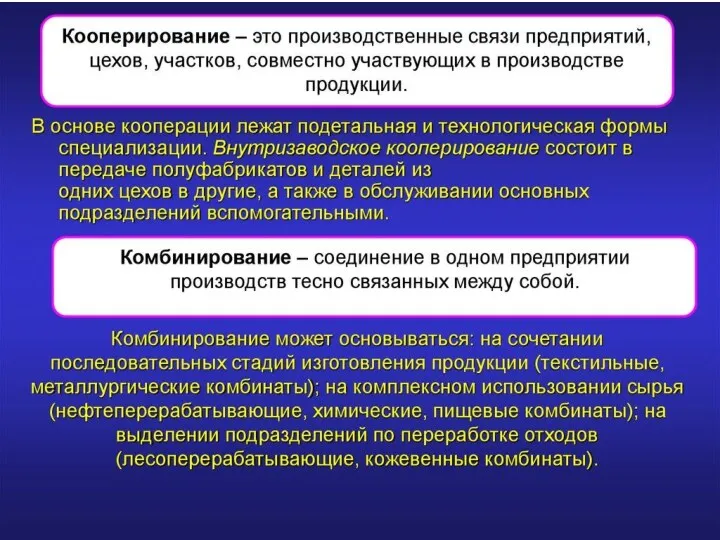
- 145. Предметная специализация основана на сосредоточении деятельности цехов (участков) на выпуске однородной продукции. Это позволяет концентрировать производство
- 146. Классификация механизированных производств по степени участия человека в производстве (ступени механизации) 4
- 147. Механизация и автоматизация производственных процессов В процессе механизации и автоматизации нестандартного оборудования используются, конечно, не только
- 148. Конечно, механизация трудоёмких процессов остаётся одной из самых важных проблем. Но эта проблема успешно решается, прежде
- 149. Степень механизации, автоматизации производственных процессов По степени автоматизации производственных процессов выделяют: ручные; механизированные (выполняются рабочими при
- 150. Механизация производства Механизация производства, замена ручных средств труда машинами и механизмами с применением для их действия
- 151. Классификация механизированных производств по степени участия человека в производстве (ступени механизации). Если рассматривать проблему в целом
- 152. Рычаг ???
- 153. Колесо это средство механизации ???
- 154. А два колеса??
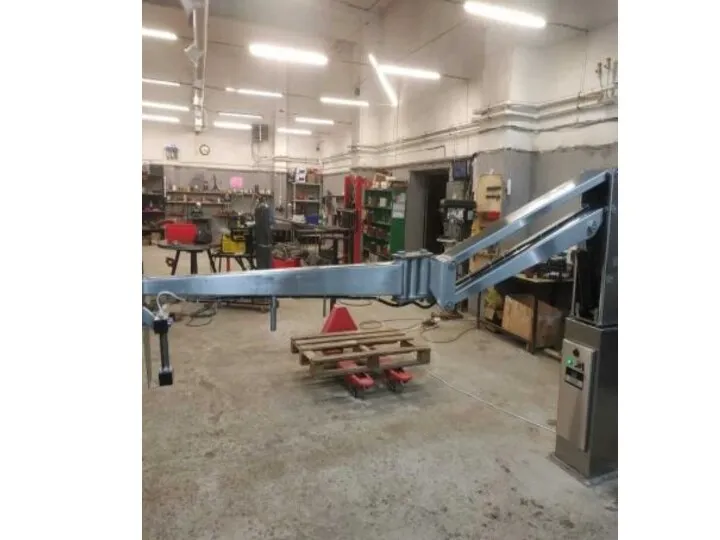
- 155. Манипулятор это средство механизации ???
- 156. Какую энергию он использует??
- 158. Классификация механизированных производств по степени участия человека в производстве (ступени механизации). Считается, что изобретение колеса, стоит
- 159. Шестеренная ручная таль
- 160. Консольный кран устанавливается в том случае, когда манипуляции с грузами необходимо проводить на ограниченной территории, которая
- 161. Стационарная кран-балка
- 162. Подвесная кран-балка
- 163. Мостовой кран
- 164. Кантователь
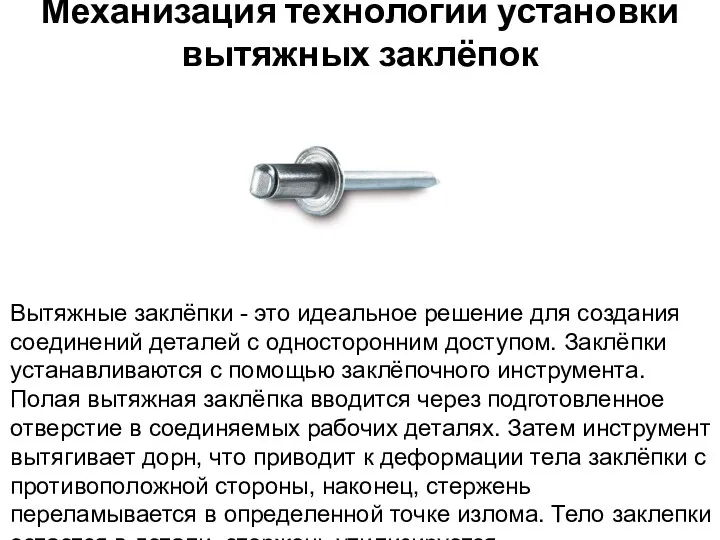
- 165. Механизация технологии установки вытяжных заклёпок Вытяжные заклёпки - это идеальное решение для создания соединений деталей с
- 166. Установочный инструмент рычажного типа Установочный инструмент рычажного типа для заклёпок диаметром от 3,0 мм до 6,4
- 167. Гидравлический-пневматический заклёпочный инструмент Гидравлический-пневматический заклёпочный инструмент для установки заклёпок диаметром от 4,8 мм до 6,4 мм
- 169. Механизация производства Наряду с совершенствованием и обновлением технических средств и технологии М. п. неразрывно связана с
- 170. Технические средства механизации производства К техническим средствам М. п. относятся: рабочие машины с двигателями и передаточными
- 171. Частичная механизация производства При частичной М. п. механизируются отдельные производственные операции или виды работ, главным образом
- 172. Комплексная механизация производства Более высокой ступенью является комплексная М. п., при которой ручной труд заменяется машинным
- 173. Ручной труд при комплексной механизациия производства Ручной труд при комплексной М. п. может сохраняться на отдельных
- 174. Управления процессом при комплексной механизациия производства За человеком остаются функции управления процессом производства и контроля. Комплексная
- 175. Уровень механизации труда Уровень и эффективность М. п. определённой отрасли производства или процесса на практике оценивают
- 176. Уровень механизации труда Аналогичное назначение имеет показатель степени охвата рабочих механизированным трудом, который определяется отношением числа
- 177. Уровень механизации работ Уровень механизации работ определяется по соотношению затрат времени на выполнение механизированных и ручных
- 178. Коэффициент механизации работ Специфика некоторых видов производства вызывает необходимость введения такого показателя, как уровень (коэффициент) механизации
- 179. Механовооружённость труда Механовооружённость труда оценивается стоимостью находящихся в производстве машин и механизмов, приходящихся в среднем на
- 180. Энерговооружённость труда Энерговооружённость труда (или в некоторых случаях электровооружённость) выражается отношением количества механической и электрической (или
- 181. Амортизационные отчисления При выборе технических средств М. п., стоимость которых входит в состав капитальных затрат и
- 182. Влияние унификации и стандартизации на механизацию производства Существенное влияние на уровень М. п. оказывает широкое развитие
- 183. Классификация автоматизированных производств по степени участия человека в производстве (ступени механизации) 5
- 184. Автоматизация производства (определение) Автоматизация производства, процесс в развитии машинного производства, при котором функции управления и контроля,
- 185. ?? И если раньше механизация даже отдельных операций была не полной: деталь на кран крепили вручную
- 186. Частичная автоматизация производства Частичная А. п., точнее — автоматизация отдельных производственных операций, осуществляется в тех случаях,
- 187. Комплексная автоматизация производства При комплексной А. п. участок, цех, завод, электростанция функционируют как единый взаимосвязанный автоматизированный
- 188. Полная автоматизация производства (определение) Полная А. п. — высшая ступень автоматизации, которая предусматривает передачу всех функций
- 189. Условия выполнения полной автоматизации производства Полная автоматизация производства проводится тогда, когда автоматизируемое производство рентабельно, устойчиво, его
- 190. Эффективность автоматизации производства При определении степени автоматизации учитывают прежде всего её экономическую эффективность и целесообразность в
- 191. Если рассматривать проблему в целом то автоматизация и механизация производства – это полная замена ручного труда
- 192. Есть такое понятие как частичная механизация и автоматизация производства. При этом механизируются отдельные операции, как правило,
- 193. И если раньше механизация даже отдельных операций была не полной: деталь на кран крепили вручную и
- 194. Виды систем управления (с разомкнутыми и с обратными связями) 6
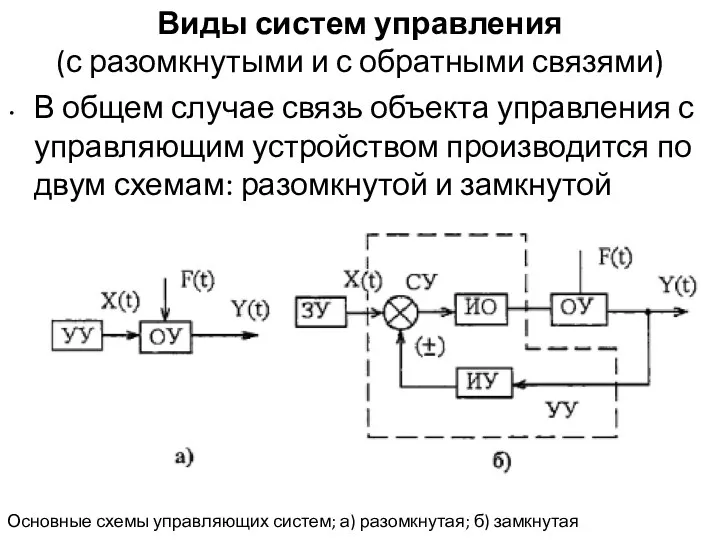
- 195. Виды систем управления (с разомкнутыми и с обратными связями) В общем случае связь объекта управления с
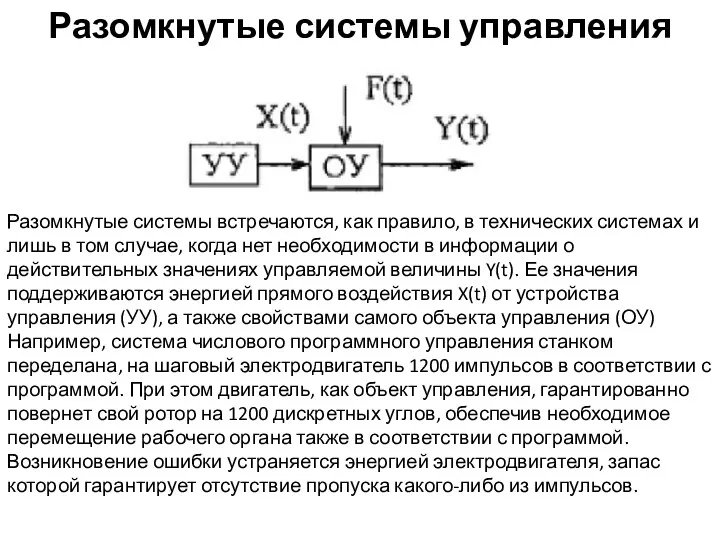
- 196. Разомкнутые системы управления Разомкнутые системы встречаются, как правило, в технических системах и лишь в том случае,
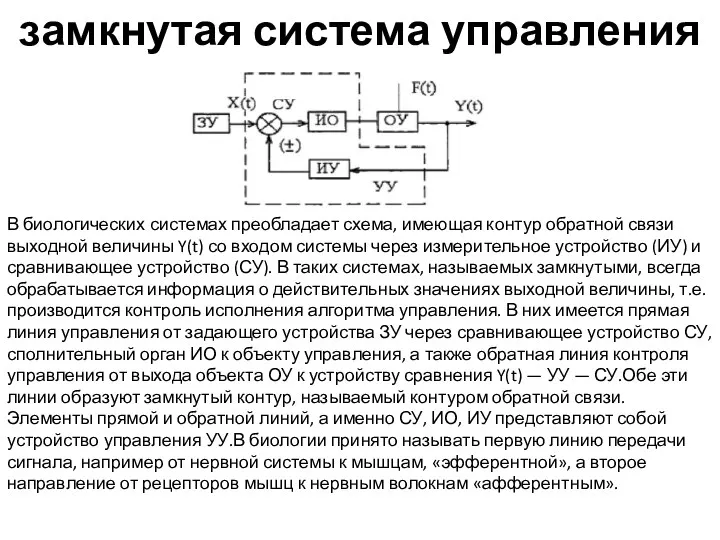
- 197. замкнутая система управления В биологических системах преобладает схема, имеющая контур обратной связи выходной величины Y(t) со
- 198. Классификация систем управления по уровню автоматизации и назначению 7
- 199. Классификация систем управления по уровню автоматизации Одной из основных задач, решаемых при проектировании СУ, является задача
- 200. Системы неавтоматического (ручного) управления При ручном управлении для выполнения каждой вновь возникающей операции требуется привлекать новых
- 201. При ручном управлении все функции контроля и управления выполняют люди (без ЭВМ и средств диспетчеризации). В
- 202. Классификация систем управления по виду информации о перемешении 8
- 203. При ручном управлении все функции контроля и управления выполняют люди (без ЭВМ и средств диспетчеризации). В
- 204. технологическая карта - алгоритмом управления По существу технология является алгоритмом управления. Оператор вручную управляет технологическим оборудованием
- 205. ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ МАРШРУТНЫХ КАРТ Маршрутная карта (МК) является составной и неотъемлемой частью комплекта технологических
- 206. Содержание маршрутной карты При операционном описании технологического процесса МК выполняет роль сводного документа, в котором указывается
- 207. Построчный способ заполнения МК Для изложения технологических процессов в МК используют способ заполнения, при котором информацию
- 208. Содержание информации, вносимой в графы, расположенные на строке А - Номер цеха, участка, рабочего места, где
- 209. Порядок заполнения символьных строк При заполнении информации на строках, имеющих служебные символы А, Б, К, М,
- 210. Код - Код материала по классификатору. ЕВ - Код единицы величины (массы, длины, площади и т.п.)
- 211. Цех - Номер (код) цеха, в котором выполняется операция. Уч. - Номер (код) участка, конвейера, поточной
- 212. СМ - Степень механизации (код степени механизации). Обязательность заполнения графы устанавливается в отраслевых нормативно-технических документах Проф
- 213. Кшт. - Коэффициент штучного времени при многостаночном обслуживании Тпз - Норма подготовительно-заключительного времени на операцию Тшт.
- 214. Маршрутная карта (первый или заглавный лист)
- 215. Маршрутная карта (оборотная сторона)
- 216. Пример оформления маршрутной карты на единичный технологический процесс (маршрутного описания) обработки резанием
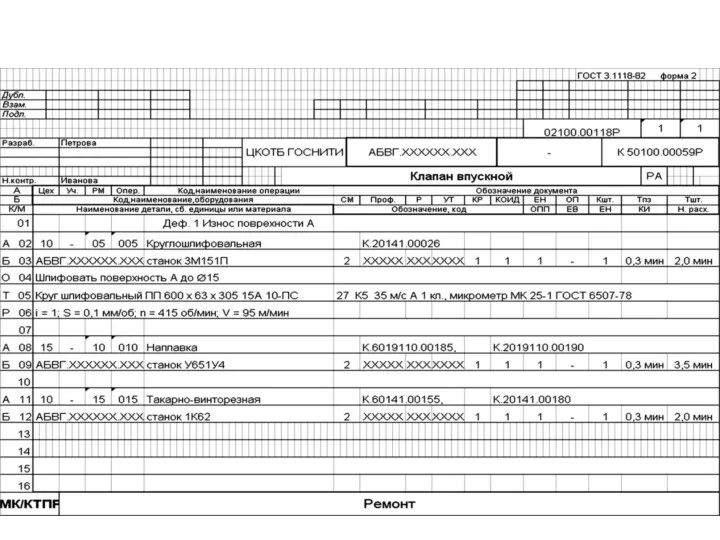
- 217. Пример оформления маршрутной карты на единичный технологический процесс (операционного описания) сборки
- 219. Классификаторы необходимые при разработке технологических карт Классификатор материалов. Классификатор единиц величины Классификатор заготовок Классификатор подразделений предприятия
- 220. Общероссийский классификатор продукции - коды ОКП 01 0000 ЭЛЕКТРОЭНЕРГИЯ, ТЕПЛОЭНЕРГИЯ, ВОДА, ЛЕД, ХОЛОД. 02 0000 НЕФТЬ,
- 221. Общероссийский классификатор продукции - коды ОКП 15 0000 СЫРЬЕ ОГНЕУПОРНОЕ И ПОЛУФАБРИКАТЫ КУСКОВЫЕ, ВКЛЮЧАЯ ЛОМ ОГНЕУПОРНЫХ
- 222. Общероссийский классификатор продукции - коды ОКП 24 0000 ПРОДУКЦИЯ ОРГАНИЧЕСКОГО СИНТЕЗА, СИНТЕТИЧЕСКИЕ КРАСИТЕЛИ И НЕФТЕ-КОКСО-ЛЕСО-ХИМИЧЕСКАЯ ПРОДУКЦИЯ.
- 223. Общероссийский классификатор продукции - коды ОКП 37 0000 АРМАТУРА ПРОМЫШЛЕННАЯ ТРУБОПРОВОДНАЯ. 38 0000 ОБОРУДОВАНИЕ МЕТАЛЛООБРАБАТЫВАЮЩЕЕ И
- 224. Общероссийский классификатор продукции - коды ОКП 37 0000 АРМАТУРА ПРОМЫШЛЕННАЯ ТРУБОПРОВОДНАЯ. 38 0000 ОБОРУДОВАНИЕ МЕТАЛЛООБРАБАТЫВАЮЩЕЕ И
- 225. Классификатор единиц измерения (ОКЕИ) в 1С 8.3 Общероссийский классификатор единиц измерения (или ОКЕИ) — федеральный классификатор,
- 226. Код по ОКЕИ Наимен. Краткое наименование 796 Штука шт 383 Рубль руб 384 Тысяча рублей 1000
- 227. Классификация заготовок Как известно, производство деталей машин всегда начинается с получения заготовок в заготовительных цехах и
- 228. Классификация заготовок В современном машиностроении получили широкое распространение такие виды заготовок: прокат из сталей и цветных
- 229. Все заготовки можно классифицировать по различным принципам и разделить на группы по нескольким признакам, а именно:
- 230. По степени точности заготовки бывают: 1) грубые заготовки, КИМ 2) заготовки пониженной точности 0,5≤ КИМ 3)
- 231. По виду материала заготовки бывают: 1) металлические, в том числе из железоуглеродистых сплавов (стальные и чугунные)
- 232. По способу производства заготовки различают: 1) литые (отливки, полученные в разовых и многократных формах), в том
- 233. 3) спеченные формовки из порошковых материалов, в том числе формованные в прессовых формах и прессованные, заготовки,
- 234. Всего в машиностроении используются четыре вида заготовок: 1) заготовки, полученные из сортового проката; 2) заготовки, полученные
- 235. Заготовками для деталей класса "вал" наиболее часто служит либо сортовой прокат, либо штамповка. Отливка применяется в
- 236. Заготовками для деталей класса "втулки" служат: сортовой прокат (либо пруток, либо труба), штамповка, отливки в землю
- 237. Заготовками для деталей класса "диски" служат: лист, полоса из которых методом газовой резки вырезается контур детали,
- 238. Заготовками для деталей класса "рычаги" служат: штамповка (основной вид) и отливки.
- 239. Заготовками для деталей класса "корпуса" служат почти исключительно отливки, получаемые разными способами: литьем в землю, по
- 240. КЛАССИФИКАТОР ЕСКД Классы деталей классификатора ЕСКД обеспечивают решение следующих задач: поиск ранее выпущенных чертежей с целью
- 241. Единая структура обозначения изделия установлена ГОСТ 2.201-80 Код организации-разработчика состоит из сочетания четырех букв (прописного шрифта),
- 242. Структура кода классификационной характеристики: Код классификационной характеристики присваивают изделию и конструкторскому документу по классификатору ЕСКД. В
- 243. Детали классифицируются по их функциональному, конструктивному и технологическому подобию. Согласно классификатору ЕСКД, детали машиностроения и разбиты
- 244. При классификации использованы следующие основные признаки: «геометрическая форма», «функциональный», «параметрический», «конструктивный», «служебного назначения», «наименование». При делении
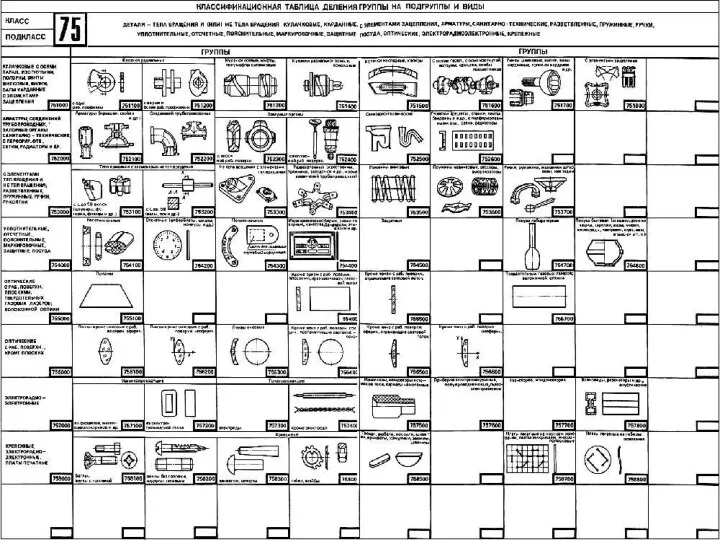
- 245. Каждый класс деталей характеризуется определенной номенклатурой деталей: - класс 71 – детали – тела вращения типа
- 246. В соответствии с классификатором ЕСКД каждый конструктивный вид детали кодируется шестизначным кодом. Был разработан Технологический классификатор
- 247. В качестве основных признаков технологической классификации деталей приняты: размерная характеристика, группа материала и вид детали по
- 249. - 750 Документы (нормы, правила, требования, методы) - 751 Кулачковые с осями параллельными, изогнутыми, ползуны, винты
- 251. Коды (индексы) подразделений организации присутствуют практически во всех сферах ее деятельности: от табельного учета до выпуска
- 260. Каждой относительно крупной, то есть состоящей из нескольких подразделений, организации рано или поздно придется упорядочить свои
- 261. Так, например, технологи используют коды для составления технологических маршрутов изготовления продукции, работники технического архива – для
- 262. Основное правило кодировки. Присваивайте только цифровые коды! Избегайте косых черт, дефисов, букв и иных служебных символов
- 263. Код подразделенияНаименование подразделения 1 2 01* Административный блок 01010000 Канцелярия 01010100 Сектор документации 01010200 Архив 01010300
- 264. Код подразделенияНаименование подразделения 02 Коммерческий блок 02010000 Отдел снабжения 02010100 Сектор закупок по РФ 02010200 Сектор
- 265. Код подразделенияНаименование подразделения 05 Производственный блок 05010000 Цех № 1 05010100 Участок № 1 05010200 Участок
- 266. Общероссийский классификатор профессий рабочих, должностей служащих и тарифных разрядов (ОКПДТР) Классификатор предназначен для решения таких задач
- 267. 12851 0 66 5144 X X XX X X 12851Код профессии - Комплектовщик изделий0Контрольное число66Номер выпуска
- 268. 12950 8 20 7442 X X XX X X 12950Код профессии - Контролер деталей и приборов8Контрольное
- 269. Системы управления в которых применяются средства автоматизации и вычислительной техники (ВТ), подготавливают поступившую информацию к виду,
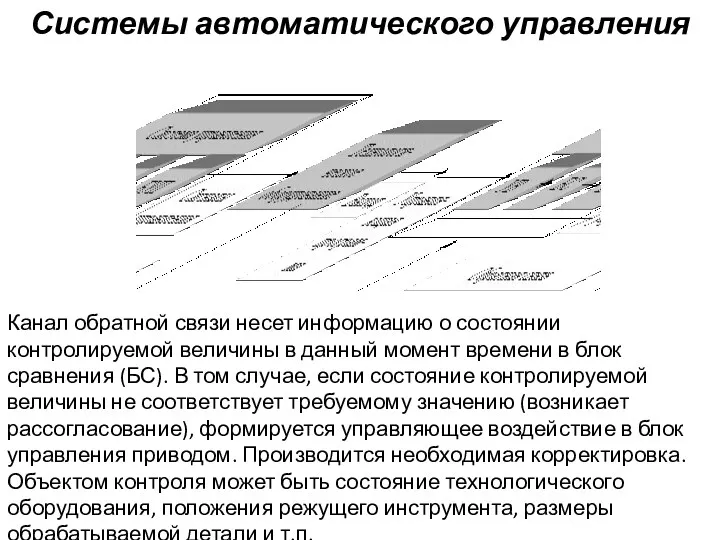
- 270. Системы автоматического управления Канал обратной связи несет информацию о состоянии контролируемой величины в данный момент времени
- 271. В системах с автоматическим управлением оператор не участвует в технологическом процессе. Состояние технологического оборудования характеризуется рядом
- 272. Классификация систем по методу управления По методу управления СУ подразделяются на два больших класса: а) Обыкновенные
- 273. Самонастраивающиеся системы управления В самонастраивающихся системах, при изменении внешних условий или характеристик объекта управления, происходит автоматическое
- 274. Самонастраивающиеся (адаптивные) системы управления Адаптивные системы должны не только приспосабливаться ко всем изменениям внешних условий и
- 275. Классификация систем управления по иерархическому принципу В зависимости от числа иерархических уровней и разделения функций управления
- 276. Классификация систем управления по функциональному признаку По функциональному признаку все системы управления подразделяются на четыре класса:
- 277. Системыи автоматического регулирования (САР) Замкнутые САУ, работающие по принципу отклонения, называются системами автоматического регулирования (САР). Их
- 278. Системыи автоматического регулирования (САР) САР предназначены для решения следующих задач: - стабилизации регулируемой величины (стабилизирующая САР);
- 279. Системы автоматического контроля (САК) Системы автоматического контроля (САК) содержат методы и средства для получения информации о
- 280. Системы автоматической защиты (САЗ) и блокировки (САБ) Системы автоматической защиты (САЗ) и блокировки (САБ) предотвращают возникновение
- 281. Классификация систем управления по информационным признакам Удобнее всего классифицировать СУ по информационным признакам, включающим источники и
- 282. Разомкнутые СУ блок-схема разомкнутой СУ – для таких систем характерно отсутствие контроля о ходе технологического процесса,
- 283. Разомкнутые СУ Разомкнутые СУ, в которых используется только один канал информации, несущий в себе задающую (исходную)
- 284. Замкнутые СУ Для таких систем характерен контроль за ходом технологического процесса, состоянием объекта управления, всех его
- 285. Замкнутые СУ Обширный класс составляют замкнутые СУ, в которых для снижения технологических требований к отдельным элементам
- 286. Замкнутые СУ Системы управления, работающие на основе совместного использования задающей информации и информации обратной связи, называются
- 287. Самонастраивающиеся системы Самонастраивающиеся системы имеют постоянную структуру, а в процессе работы изменяются лишь управляющиеся воздействия или
- 288. Самоорганизующие системы В самоорганизующихся системах во время работы изменяются не только управляющие воздействия и параметры, но
- 289. Самообучающиеся системы Самообучающиеся системы характеризуются изменением в процессе работы алгоритма, по которому они построены. Приспосабливающиеся СУ
- 290. Непрерывные системы управления В непрерывных СУ информация представлена в виде непрерывной величины. Так, регулируемая величина (например,
- 291. Импульсные системы управления В импульсных СУ информация выражена последовательностью импульсов. Различают три вида импульсной информации с
- 292. Основных требований к системам управления · высокоточное исполнение команд на перемещение; · синхронизация перемещений в различных
- 293. Классификация систем управления по виду программоносителя 9
- 294. Классификация систем управления по виду программоносителя Перфолента Перфокарта Дискета СД диск «Флешка» Оптико-волоконная линия
- 295. Классификация систем управления по принципу ограничения перемещений 9
- 296. Классификация систем управления по принципу ограничения перемещений Упоры Конечники Копиры
- 297. Технические средства автоматизации 10
- 298. Технические средства автоматизации понятие о датчиках Понятие о промежуточных и исполнительных звеньях.
- 299. Формообразующие устройства Формообразующие устройства – рабочие органы станка, связанные с формообразованием изделий и процессами позиционирования, т.е.
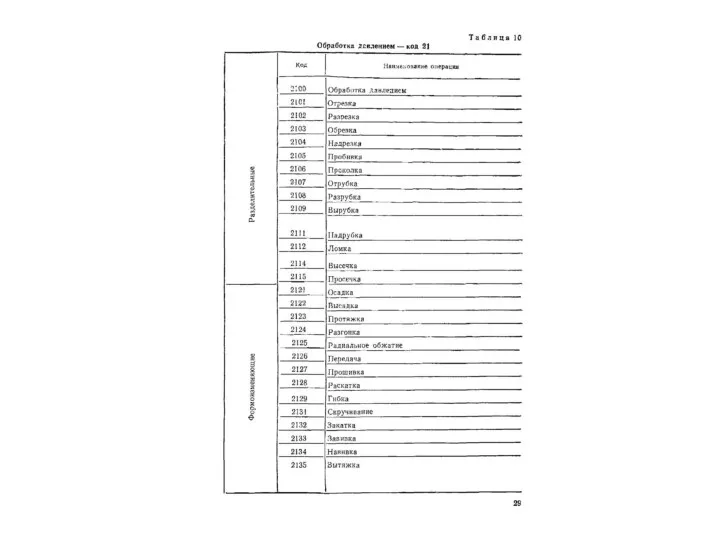
- 300. Формообразующие операции листовой штамповки. Гибка. Вытяжка. Отбортовка. Обжим. Раздача. Рельефная формовка.
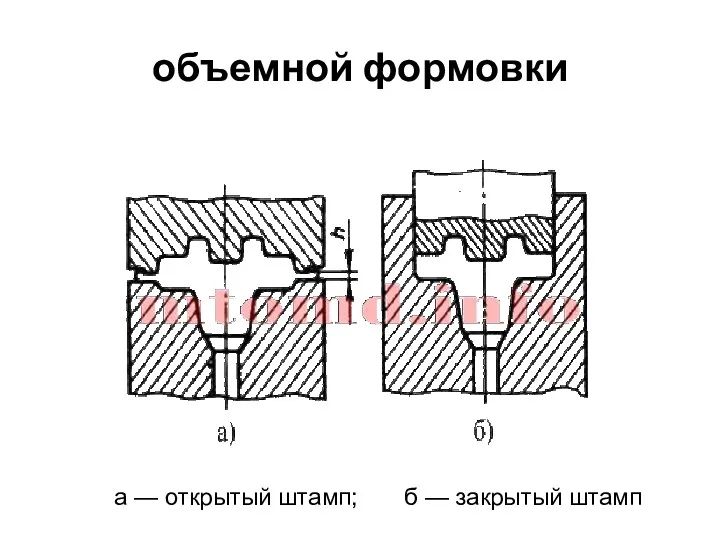
- 301. объемной формовки а — открытый штамп; б — закрытый штамп
- 302. ковки в подкладных штампах
- 303. Манипулирующие устройства Манипулирующие устройства – предназначены для выполнения постоянных команд, связанных с автоматическим циклом работы оборудования.
- 304. Вспомогательные устройства Вспомогательные устройства – обслуживают процесс обработки, например, обеспечивают автоматическую сборку отходов, смазывание станка, отсос
- 305. Структура систем автоматизированного управления 11
- 307. Скачать презентацию
Производственный и технологический процесс
1
Производственный и технологический процесс
1
Производственный процесс
(определение)
Производственный процесс — это совокупность действий людей и орудий труда,
Производственный процесс
(определение)
Производственный процесс — это совокупность действий людей и орудий труда,
Производственный процесс – это взаимодействие всех производственных факторов на предприятии, которые направлены
Производственный процесс – это взаимодействие всех производственных факторов на предприятии, которые направлены
Производственный процесс
(основные элементы)
Основными элементами организации производственного процесса являются:
труд,
предметы труда,
средства труда.
Кроме
Производственный процесс
(основные элементы)
Основными элементами организации производственного процесса являются:
труд,
предметы труда,
средства труда.
Кроме
Основнные производственные – это процессы, прямой результат которых представляет собой
Основнные производственные – это процессы, прямой результат которых представляет собой
Вспомогательный производственный процесс – это процесс изготовление полупродуктов для основного
Вспомогательный производственный процесс – это процесс изготовление полупродуктов для основного
Побочное производство – это переработка или утилизация отходов основного производства.
Побочное производство
Побочное производство
Производственный процесс
(классификация по степени автоматизации)
По степени автоматизации производственных процессов выделяют:
ручные;
Производственный процесс
(классификация по степени автоматизации)
По степени автоматизации производственных процессов выделяют:
ручные;
Производственный процесс состоит из:
подготовки средств производства,
организациии рабочих мест;
обслуживании рабочих мест;
получения
Производственный процесс состоит из:
подготовки средств производства,
организациии рабочих мест;
обслуживании рабочих мест;
получения
Технологический процесс
(определение)
Технологический процесс — часть производственного процесса, содержащая целенаправленные действия
Технологический процесс
(определение)
Технологический процесс — часть производственного процесса, содержащая целенаправленные действия
Технологический процесс
(классификация по принадлежности)
Технологический процесс может быть отнесен к:
изделию,
к составной
Технологический процесс
(классификация по принадлежности)
Технологический процесс может быть отнесен к:
изделию,
к составной
Технологический процесс
(классификация по методам обработки)
Технологический процесс может быть разработан на:
мехобработку,
формообразование,
процесс
Технологический процесс
(классификация по методам обработки)
Технологический процесс может быть разработан на:
мехобработку,
формообразование,
процесс
Технологический процесс механической обработки
(определение)
Под технологическим процессом механической обработки понимают последовательное
Технологический процесс механической обработки
(определение)
Под технологическим процессом механической обработки понимают последовательное
Технологический процесс механической обработки
(особенности)
Для обработки заготовку устанавливают на станке и закрепляют.
Технологический процесс механической обработки
(особенности)
Для обработки заготовку устанавливают на станке и закрепляют.
Технологический процесс сборки
(определение)
Технологический процесс сборки непосредственно связан с последовательным соединением элементов
Технологический процесс сборки
(определение)
Технологический процесс сборки непосредственно связан с последовательным соединением элементов
Структура технологических процессов
1
Структура технологических процессов
1
Технологический процесс
(состав)
Технологический процесс разделяют на операции.
Технологический процесс
(состав)
Технологический процесс разделяют на операции.
Технологическая операция
(определение)
Технологическая операция — это законченная часть технологического процесса, выполняемая на
Технологическая операция
(определение)
Технологическая операция — это законченная часть технологического процесса, выполняемая на
Технологическая операция
(состав)
Операции разделяют на технологические и вспомогательные переходы.
Действия рабочего, совершаемые при
Технологическая операция
(состав)
Операции разделяют на технологические и вспомогательные переходы.
Действия рабочего, совершаемые при
Технологическая операция
(назначение)
Технологическая операция является основной единицей производственного планирования и учета.
На
Технологическая операция
(назначение)
Технологическая операция является основной единицей производственного планирования и учета.
На
Рабочее место
(определение)
Рабочее место — это единица структуры предприятия, где размещены исполнители
Рабочее место
(определение)
Рабочее место — это единица структуры предприятия, где размещены исполнители
Установ
(определение)
Установ — часть технологической операции, выполняемой при неизменном закреплении обрабатываемых заготовок
Установ
(определение)
Установ — часть технологической операции, выполняемой при неизменном закреплении обрабатываемых заготовок
Позиция
(определение)
Позиция — фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой
Позиция
(определение)
Позиция — фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой или собираемой
Технологический переход
(определение)
Технологический переход — законченная часть технологической операции, характеризуемая постоянством применяемого
Технологический переход
(определение)
Технологический переход — законченная часть технологической операции, характеризуемая постоянством применяемого
Технологический переход
(особенности исполнения)
При механической обработке переход выполняется над одной или несколькими
Технологический переход
(особенности исполнения)
При механической обработке переход выполняется над одной или несколькими
Технологический переход
(состав)
Технологический переход состоит из:
рабочих
и вспомогательных ходов.
Технологический переход
(состав)
Технологический переход состоит из:
рабочих
и вспомогательных ходов.
Вспомогательный переход
(определение)
Вспомогательный переход — законченная часть технологической операции, состоящая из
Вспомогательный переход
(определение)
Вспомогательный переход — законченная часть технологической операции, состоящая из
Вспомогательный переход
(классификация)
Примерами вспомогательных переходов являются:
установка заготовки,
смена инструмента
и др.
Вспомогательный переход
(классификация)
Примерами вспомогательных переходов являются:
установка заготовки,
смена инструмента
и др.
Рабочий ход
(определение)
Рабочий ход — законченная часть технологического перехода, состоящая из однократного
Рабочий ход
(определение)
Рабочий ход — законченная часть технологического перехода, состоящая из однократного
Вспомогательный ход
(определение)
Вспомогательный ход — законченная часть технологического перехода, состоящая из однократного
Вспомогательный ход
(определение)
Вспомогательный ход — законченная часть технологического перехода, состоящая из однократного
Прием
(определение)
Прием — законченная совокупность действий человека, применяемых при выполнении перехода или
Прием
(определение)
Прием — законченная совокупность действий человека, применяемых при выполнении перехода или
Производственные стадии
и операции
1
Производственные стадии
и операции
1
Производственные стадии
(определение)
Производственная стадия представляет собой технологически законченную часть производства,
Производственные стадии
(определение)
Производственная стадия представляет собой технологически законченную часть производства,
Производственные операции
(определение)
Производственные стадии делятся на ряд производственных операций,
Производственные операции
(определение)
Производственные стадии делятся на ряд производственных операций,
Производственные операции
(классификация по назначению)
По своему назначению подразделяются на:
технологические, в результате
Производственные операции
(классификация по назначению)
По своему назначению подразделяются на:
технологические, в результате
Структура и принципы организации предприятия и производственного процесса
2
Структура и принципы организации предприятия и производственного процесса
2

Типы производства. Организация производственного процесса
3
Типы производства. Организация производственного процесса
3
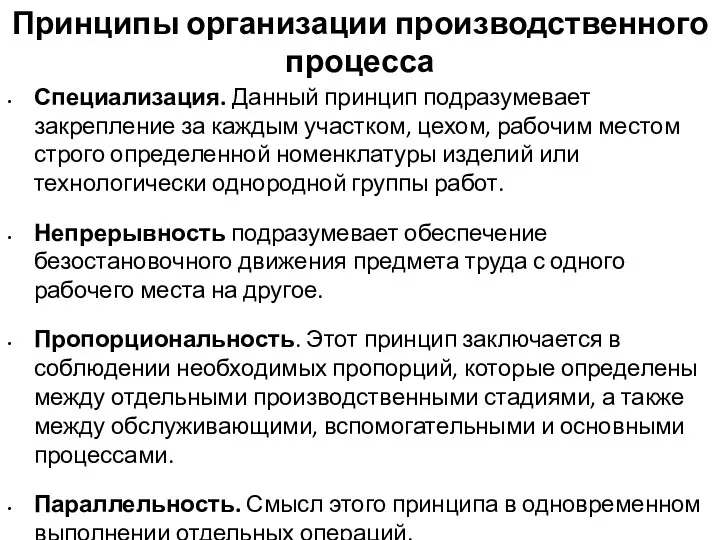
Принципы организации производственного процесса
Специализация. Данный принцип подразумевает закрепление за каждым участком,
Принципы организации производственного процесса
Специализация. Данный принцип подразумевает закрепление за каждым участком,
Принципы организации производственного процесса
Прямоточность подразумевает то, что во время обработки предметов
Принципы организации производственного процесса
Прямоточность подразумевает то, что во время обработки предметов
Непоточное производство (определение)
Непоточное производство, как правило, используется в мелко-серийном и единичном выпуске
Непоточное производство (определение)
Непоточное производство, как правило, используется в мелко-серийном и единичном выпуске
Поточное производство (определения)
Поточное производство подразумевает согласованное выполнение всех необходимых операций технологического процесса
Поточное производство (определения)
Поточное производство подразумевает согласованное выполнение всех необходимых операций технологического процесса
ПРОИЗВОДСТВЕННАЯ МОЩНОСТЬ ПРЕДПРИЯТИЯ (определение)
Под производственной мощностью предприятия понимается максимально возможный объем выпуска продукта,
ПРОИЗВОДСТВЕННАЯ МОЩНОСТЬ ПРЕДПРИЯТИЯ (определение)
Под производственной мощностью предприятия понимается максимально возможный объем выпуска продукта,
ПРОИЗВОДСТВЕННАЯ МОЩНОСТЬ ПРЕДПРИЯТИЯ (определение)
Под производственной мощностью предприятия понимается максимально возможный объем выпуска продукта,
ПРОИЗВОДСТВЕННАЯ МОЩНОСТЬ ПРЕДПРИЯТИЯ (определение)
Под производственной мощностью предприятия понимается максимально возможный объем выпуска продукта,
ПРОИЗВОДСТВЕННАЯ МОЩНОСТЬ ПРЕДПРИЯТИЯ (определение)
Под производственной мощностью предприятия понимается максимально возможный объем выпуска продукта,
ПРОИЗВОДСТВЕННАЯ МОЩНОСТЬ ПРЕДПРИЯТИЯ (определение)
Под производственной мощностью предприятия понимается максимально возможный объем выпуска продукта,
Единицы измерения производственной мощности предприятия
Измеряется она в натуральных измерителях (тонны, километры,
Единицы измерения производственной мощности предприятия
Измеряется она в натуральных измерителях (тонны, километры,
Проектная производственная мощность (определение)
При создании или реконструкции предприятия (цеха, участка) определяется
Проектная производственная мощность (определение)
При создании или реконструкции предприятия (цеха, участка) определяется
производственная мощность при планировании
При составлении планов выделяют такие виды производственной мощности:
входную;
выходную;
среднегодовую.
Производственная
производственная мощность при планировании
При составлении планов выделяют такие виды производственной мощности:
входную;
выходную;
среднегодовую.
Производственная
ОРГАНИЗАЦИЯ ТРУДА НА ПРЕДПРИЯТИИ
Организация труда на предприятии – это деятельность, охватывающая в широком
ОРГАНИЗАЦИЯ ТРУДА НА ПРЕДПРИЯТИИ
Организация труда на предприятии – это деятельность, охватывающая в широком
Принципы организации структуры предприятия
целесообразность - организация должна соответствовать общим целям предприятия (организационной
Принципы организации структуры предприятия
целесообразность - организация должна соответствовать общим целям предприятия (организационной

Формы организации труда
В последнее время возрастает значение формы организации труда, ориентированной на
Формы организации труда
В последнее время возрастает значение формы организации труда, ориентированной на
Организация рабочих процессов
Организация рабочих процессов представляет собой регулирование пространственного и временного
Организация рабочих процессов
Организация рабочих процессов представляет собой регулирование пространственного и временного
Принципы организации хода рабочих процессов.
Принципы процессов характеризуются способом распределения единого рабочего
Принципы организации хода рабочих процессов.
Принципы процессов характеризуются способом распределения единого рабочего
Принципы организации хода рабочих процессов.
Принципы процессов характеризуются способом распределения единого рабочего
Принципы организации хода рабочих процессов.
Принципы процессов характеризуются способом распределения единого рабочего
Принцип верстака
Организация работ по принципу верстака распространено на малых предприятиях с преимущественно ручным
Принцип верстака
Организация работ по принципу верстака распространено на малых предприятиях с преимущественно ручным

Цеховый принцип
Цеховый принцип организации производства предполагает ход процесса на специализированных рабочих местах
Цеховый принцип
Цеховый принцип организации производства предполагает ход процесса на специализированных рабочих местах
Поточный принцип
Для поточного принципа характерно последовательное перемещение предмета труда и соответственно этому пространственное
Поточный принцип
Для поточного принципа характерно последовательное перемещение предмета труда и соответственно этому пространственное

Принцип звезды
При организации производства по принципу звезды несколько технологически разнородных рабочих мест (групп
Принцип звезды
При организации производства по принципу звезды несколько технологически разнородных рабочих мест (групп
Островной принцип
При островном принципе организации хода производства группа (команда) работников полностью производит готовые
Островной принцип
При островном принципе организации хода производства группа (команда) работников полностью производит готовые
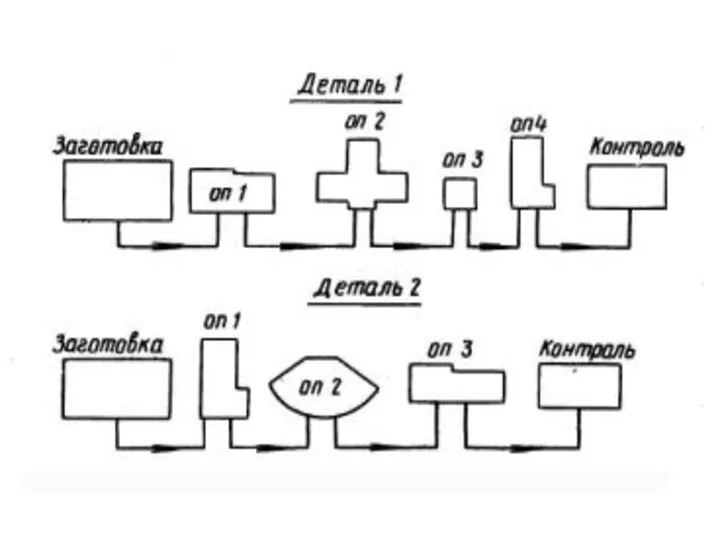
Предметная специализация основана на сосредоточении деятельности цехов (участков) на выпуске однородной
Предметная специализация основана на сосредоточении деятельности цехов (участков) на выпуске однородной
Классификация механизированных производств по степени участия человека в производстве (ступени механизации)
4
Классификация механизированных производств по степени участия человека в производстве (ступени механизации)
4
Механизация и автоматизация производственных процессов
В процессе механизации и автоматизации нестандартного оборудования
Механизация и автоматизация производственных процессов
В процессе механизации и автоматизации нестандартного оборудования
Конечно, механизация трудоёмких процессов остаётся одной из самых важных проблем.
Но
Конечно, механизация трудоёмких процессов остаётся одной из самых важных проблем.
Но
Степень механизации, автоматизации производственных процессов
По степени автоматизации производственных процессов выделяют:
ручные;
механизированные (выполняются
Степень механизации, автоматизации производственных процессов
По степени автоматизации производственных процессов выделяют:
ручные;
механизированные (выполняются
Механизация производства
Механизация производства, замена ручных средств труда машинами и механизмами с применением
Механизация производства
Механизация производства, замена ручных средств труда машинами и механизмами с применением
Классификация механизированных производств по степени участия человека в производстве (ступени механизации).
Классификация механизированных производств по степени участия человека в производстве (ступени механизации).
Рычаг ???
Рычаг ???

Колесо это средство механизации ???
Колесо это средство механизации ???

А два колеса??
А два колеса??

Манипулятор это средство механизации ???
Манипулятор это средство механизации ???

Какую энергию он использует??
Какую энергию он использует??
Классификация механизированных производств по степени участия человека в производстве (ступени механизации).
Классификация механизированных производств по степени участия человека в производстве (ступени механизации).

Шестеренная ручная таль
Шестеренная ручная таль

Консольный кран устанавливается в том случае, когда манипуляции с грузами необходимо
Консольный кран устанавливается в том случае, когда манипуляции с грузами необходимо

Стационарная кран-балка
Стационарная кран-балка

Подвесная кран-балка
Подвесная кран-балка

Мостовой кран
Мостовой кран

Кантователь
Кантователь
Механизация технологии установки вытяжных заклёпок
Вытяжные заклёпки - это идеальное решение для
Механизация технологии установки вытяжных заклёпок
Вытяжные заклёпки - это идеальное решение для

Установочный инструмент рычажного типа
Установочный инструмент рычажного типа для заклёпок диаметром от
Установочный инструмент рычажного типа
Установочный инструмент рычажного типа для заклёпок диаметром от

Гидравлический-пневматический заклёпочный инструмент
Гидравлический-пневматический заклёпочный инструмент для установки заклёпок диаметром от 4,8
Гидравлический-пневматический заклёпочный инструмент
Гидравлический-пневматический заклёпочный инструмент для установки заклёпок диаметром от 4,8

Механизация производства
Наряду с совершенствованием и обновлением технических средств и технологии
Механизация производства
Наряду с совершенствованием и обновлением технических средств и технологии
Технические средства механизации производства
К техническим средствам М. п. относятся:
рабочие машины
Технические средства механизации производства
К техническим средствам М. п. относятся:
рабочие машины
Частичная механизация производства
При частичной М. п. механизируются отдельные производственные операции
Частичная механизация производства
При частичной М. п. механизируются отдельные производственные операции
Комплексная механизация производства
Более высокой ступенью является комплексная М. п., при
Комплексная механизация производства
Более высокой ступенью является комплексная М. п., при
Ручной труд при комплексной механизациия производства
Ручной труд при комплексной М.
Ручной труд при комплексной механизациия производства
Ручной труд при комплексной М.
Управления процессом при комплексной механизациия производства
За человеком остаются функции
Управления процессом при комплексной механизациия производства
За человеком остаются функции
Уровень механизации труда
Уровень и эффективность М. п. определённой отрасли производства или процесса
Уровень механизации труда
Уровень и эффективность М. п. определённой отрасли производства или процесса
Уровень механизации труда
Аналогичное назначение имеет показатель степени охвата рабочих механизированным
Уровень механизации труда
Аналогичное назначение имеет показатель степени охвата рабочих механизированным
Уровень механизации работ
Уровень механизации работ определяется по соотношению затрат времени на
Уровень механизации работ
Уровень механизации работ определяется по соотношению затрат времени на
Коэффициент механизации работ
Специфика некоторых видов производства вызывает необходимость введения такого показателя,
Коэффициент механизации работ
Специфика некоторых видов производства вызывает необходимость введения такого показателя,
Механовооружённость труда
Механовооружённость труда оценивается стоимостью находящихся в производстве машин
Механовооружённость труда
Механовооружённость труда оценивается стоимостью находящихся в производстве машин
Энерговооружённость труда
Энерговооружённость труда (или в некоторых случаях электровооружённость) выражается отношением количества
Энерговооружённость труда
Энерговооружённость труда (или в некоторых случаях электровооружённость) выражается отношением количества
Амортизационные отчисления
При выборе технических средств М. п., стоимость которых входит в
Амортизационные отчисления
При выборе технических средств М. п., стоимость которых входит в
Влияние унификации и стандартизации на механизацию производства
Существенное влияние на уровень
Влияние унификации и стандартизации на механизацию производства
Существенное влияние на уровень
Классификация автоматизированных производств по степени участия человека в производстве (ступени механизации)
5
Классификация автоматизированных производств по степени участия человека в производстве (ступени механизации)
5
Автоматизация производства (определение)
Автоматизация производства, процесс в развитии машинного производства, при котором
Автоматизация производства (определение)
Автоматизация производства, процесс в развитии машинного производства, при котором
??
И если раньше механизация даже отдельных операций была не полной: деталь
??
И если раньше механизация даже отдельных операций была не полной: деталь
Частичная автоматизация производства
Частичная А. п., точнее — автоматизация отдельных производственных
Частичная автоматизация производства
Частичная А. п., точнее — автоматизация отдельных производственных
Комплексная автоматизация производства
При комплексной А. п. участок, цех, завод, электростанция функционируют
Комплексная автоматизация производства
При комплексной А. п. участок, цех, завод, электростанция функционируют
Полная автоматизация производства (определение)
Полная А. п. — высшая ступень автоматизации, которая
Полная автоматизация производства (определение)
Полная А. п. — высшая ступень автоматизации, которая
Условия выполнения полной автоматизации производства
Полная автоматизация производства проводится тогда, когда
Условия выполнения полной автоматизации производства
Полная автоматизация производства проводится тогда, когда
Эффективность автоматизации производства
При определении степени автоматизации учитывают прежде всего её экономическую
Эффективность автоматизации производства
При определении степени автоматизации учитывают прежде всего её экономическую
Если рассматривать проблему в целом то автоматизация и механизация производства –
Если рассматривать проблему в целом то автоматизация и механизация производства –
Есть такое понятие как частичная механизация и автоматизация производства.
При
Есть такое понятие как частичная механизация и автоматизация производства.
При
И если раньше механизация даже отдельных операций была не полной: деталь
И если раньше механизация даже отдельных операций была не полной: деталь
Виды систем управления
(с разомкнутыми и с обратными связями)
6
Виды систем управления
(с разомкнутыми и с обратными связями)
6
Виды систем управления
(с разомкнутыми и с обратными связями)
В общем случае
Виды систем управления
(с разомкнутыми и с обратными связями)
В общем случае
Разомкнутые системы управления
Разомкнутые системы встречаются, как правило, в технических системах и
Разомкнутые системы управления
Разомкнутые системы встречаются, как правило, в технических системах и
замкнутая система управления
В биологических системах преобладает схема, имеющая контур обратной связи
замкнутая система управления
В биологических системах преобладает схема, имеющая контур обратной связи
Классификация систем управления
по уровню автоматизации и назначению
7
Классификация систем управления
по уровню автоматизации и назначению
7
Классификация систем управления по уровню автоматизации
Одной из основных задач, решаемых при
Классификация систем управления по уровню автоматизации
Одной из основных задач, решаемых при
Системы неавтоматического (ручного) управления
При ручном управлении для выполнения каждой вновь
Системы неавтоматического (ручного) управления
При ручном управлении для выполнения каждой вновь
При ручном управлении все функции контроля и управления выполняют люди (без
При ручном управлении все функции контроля и управления выполняют люди (без
Классификация систем управления
по виду информации о перемешении
8
Классификация систем управления
по виду информации о перемешении
8
При ручном управлении все функции контроля и управления выполняют люди (без
При ручном управлении все функции контроля и управления выполняют люди (без
технологическая карта - алгоритмом управления
По существу технология является алгоритмом управления. Оператор
технологическая карта - алгоритмом управления
По существу технология является алгоритмом управления. Оператор
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ МАРШРУТНЫХ КАРТ
Маршрутная карта (МК) является составной и
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ МАРШРУТНЫХ КАРТ
Маршрутная карта (МК) является составной и
Содержание маршрутной карты
При операционном описании технологического процесса МК выполняет роль сводного
Содержание маршрутной карты
При операционном описании технологического процесса МК выполняет роль сводного
Построчный способ заполнения МК
Для изложения технологических процессов в МК используют способ
Построчный способ заполнения МК
Для изложения технологических процессов в МК используют способ
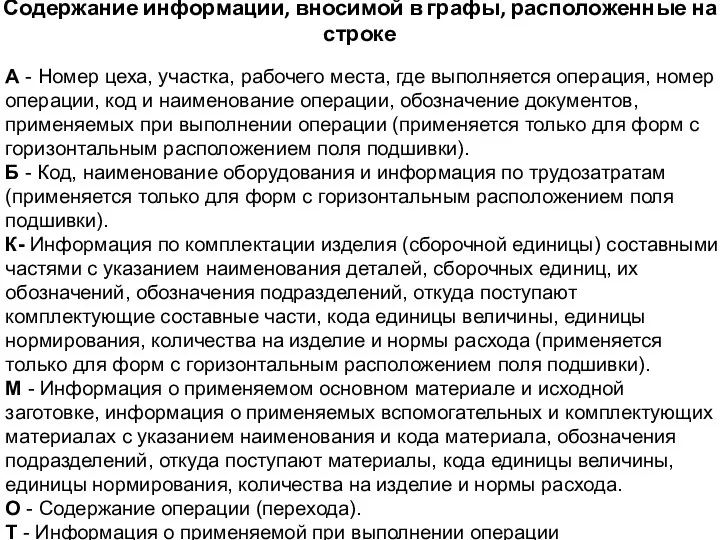
Содержание информации, вносимой в графы, расположенные на строке
А - Номер цеха,
Содержание информации, вносимой в графы, расположенные на строке
А - Номер цеха,
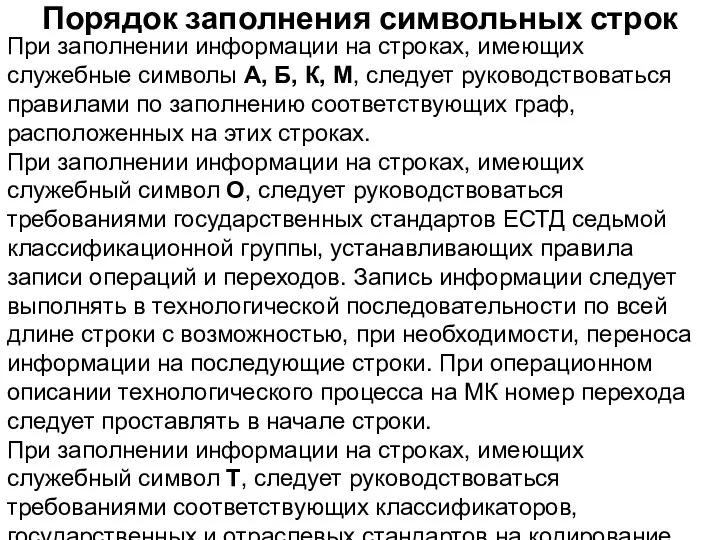
Порядок заполнения символьных строк
При заполнении информации на строках, имеющих служебные символы
Порядок заполнения символьных строк
При заполнении информации на строках, имеющих служебные символы
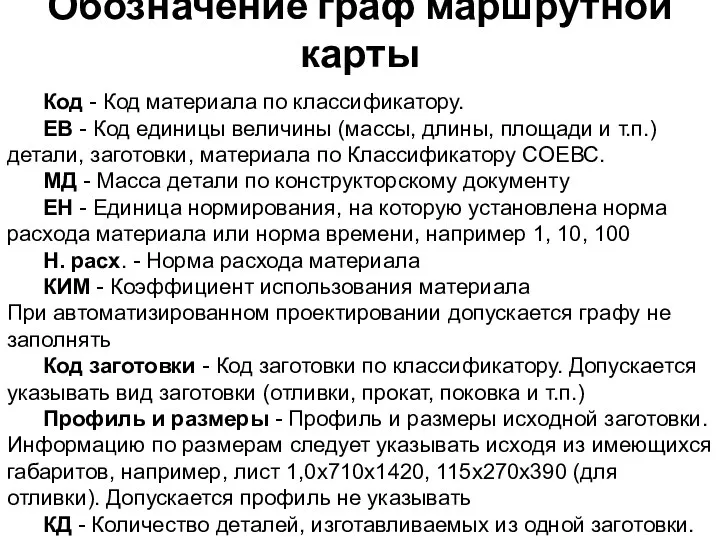
Код - Код материала по классификатору.
ЕВ - Код единицы величины (массы,
Код - Код материала по классификатору.
ЕВ - Код единицы величины (массы,
Цех - Номер (код) цеха, в котором выполняется операция.
Уч. - Номер
Цех - Номер (код) цеха, в котором выполняется операция.
Уч. - Номер
СМ - Степень механизации (код степени механизации). Обязательность заполнения графы устанавливается
СМ - Степень механизации (код степени механизации). Обязательность заполнения графы устанавливается
Кшт. - Коэффициент штучного времени при многостаночном обслуживании
Тпз - Норма подготовительно-заключительного
Кшт. - Коэффициент штучного времени при многостаночном обслуживании
Тпз - Норма подготовительно-заключительного
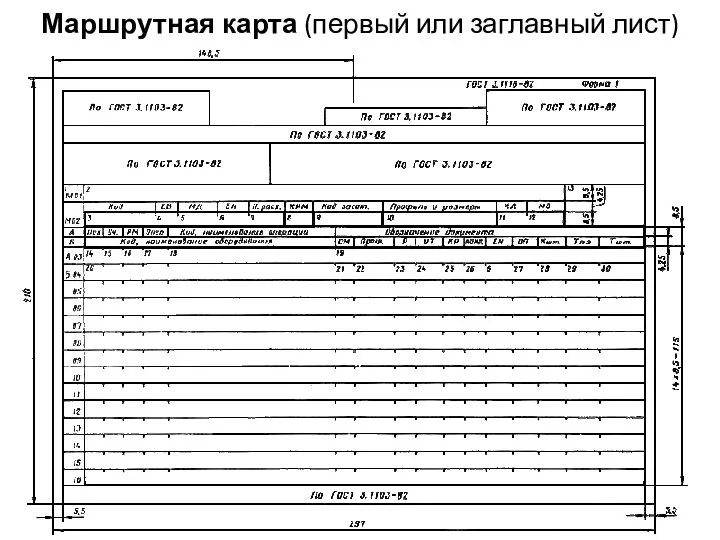
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (первый или заглавный лист)
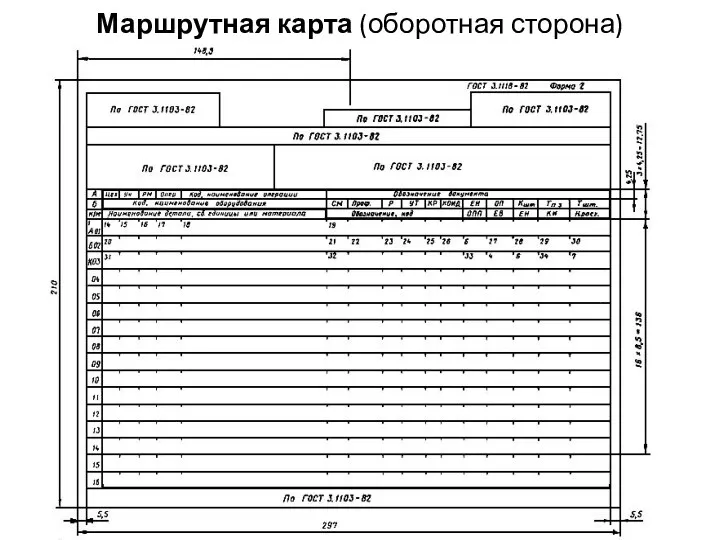
Маршрутная карта (оборотная сторона)
Маршрутная карта (оборотная сторона)
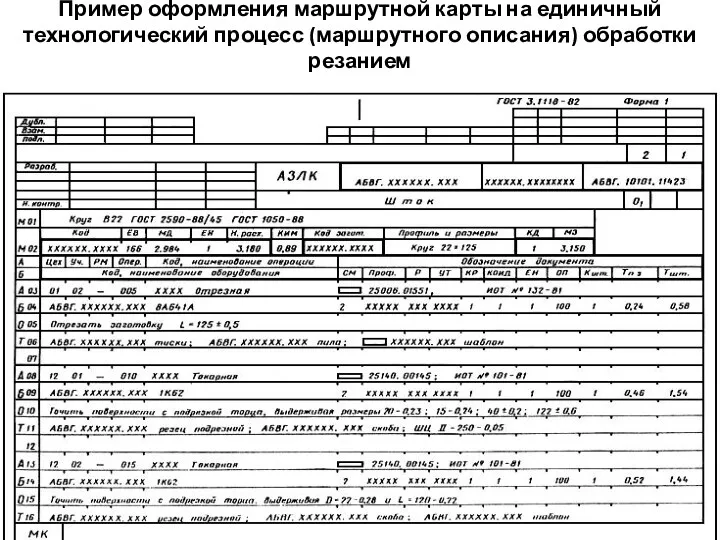
Пример оформления маршрутной карты на единичный технологический процесс (маршрутного описания) обработки
Пример оформления маршрутной карты на единичный технологический процесс (маршрутного описания) обработки
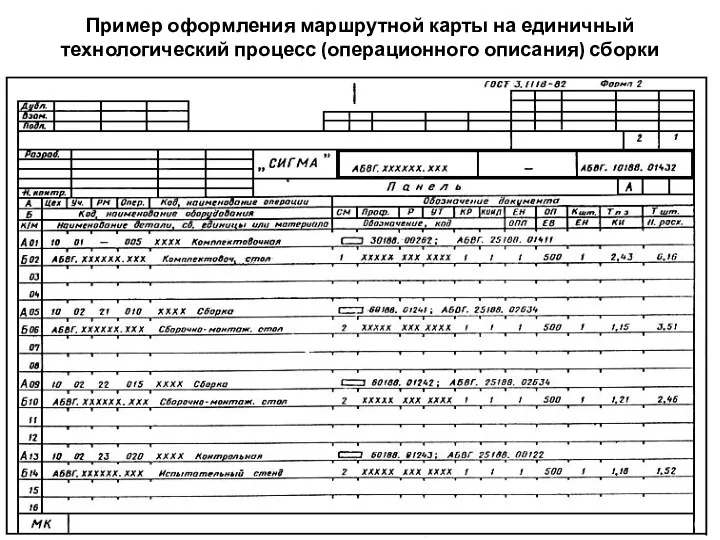
Пример оформления маршрутной карты на единичный технологический процесс (операционного описания) сборки
Пример оформления маршрутной карты на единичный технологический процесс (операционного описания) сборки
Классификаторы необходимые при разработке технологических карт
Классификатор материалов.
Классификатор единиц величины
Классификатор заготовок
Классификатор подразделений
Классификаторы необходимые при разработке технологических карт
Классификатор материалов.
Классификатор единиц величины
Классификатор заготовок
Классификатор подразделений
Общероссийский классификатор продукции - коды ОКП
01 0000 ЭЛЕКТРОЭНЕРГИЯ, ТЕПЛОЭНЕРГИЯ, ВОДА, ЛЕД,
Общероссийский классификатор продукции - коды ОКП
01 0000 ЭЛЕКТРОЭНЕРГИЯ, ТЕПЛОЭНЕРГИЯ, ВОДА, ЛЕД,
Общероссийский классификатор продукции - коды ОКП
15 0000 СЫРЬЕ ОГНЕУПОРНОЕ И ПОЛУФАБРИКАТЫ
Общероссийский классификатор продукции - коды ОКП
15 0000 СЫРЬЕ ОГНЕУПОРНОЕ И ПОЛУФАБРИКАТЫ
Общероссийский классификатор продукции - коды ОКП
24 0000 ПРОДУКЦИЯ ОРГАНИЧЕСКОГО СИНТЕЗА, СИНТЕТИЧЕСКИЕ
Общероссийский классификатор продукции - коды ОКП
24 0000 ПРОДУКЦИЯ ОРГАНИЧЕСКОГО СИНТЕЗА, СИНТЕТИЧЕСКИЕ
Общероссийский классификатор продукции - коды ОКП
37 0000 АРМАТУРА ПРОМЫШЛЕННАЯ ТРУБОПРОВОДНАЯ.
38 0000
Общероссийский классификатор продукции - коды ОКП
37 0000 АРМАТУРА ПРОМЫШЛЕННАЯ ТРУБОПРОВОДНАЯ.
38 0000
Общероссийский классификатор продукции - коды ОКП
37 0000 АРМАТУРА ПРОМЫШЛЕННАЯ ТРУБОПРОВОДНАЯ.
38 0000
Общероссийский классификатор продукции - коды ОКП
37 0000 АРМАТУРА ПРОМЫШЛЕННАЯ ТРУБОПРОВОДНАЯ.
38 0000
Классификатор единиц измерения (ОКЕИ) в 1С 8.3
Общероссийский классификатор единиц измерения (или
Классификатор единиц измерения (ОКЕИ) в 1С 8.3
Общероссийский классификатор единиц измерения (или
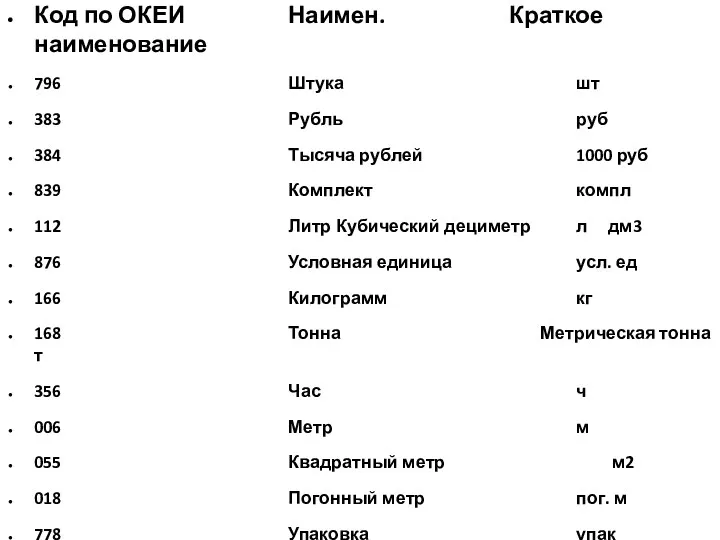
Код по ОКЕИ Наимен. Краткое наименование
796 Штука шт
383 Рубль руб
384 Тысяча рублей 1000 руб
839 Комплект компл
112 Литр Кубический дециметр л дм3
876 Условная единица усл.
Код по ОКЕИ Наимен. Краткое наименование
796 Штука шт
383 Рубль руб
384 Тысяча рублей 1000 руб
839 Комплект компл
112 Литр Кубический дециметр л дм3
876 Условная единица усл.
Классификация заготовок
Как известно, производство деталей машин всегда начинается с получения заготовок
Классификация заготовок
Как известно, производство деталей машин всегда начинается с получения заготовок
Классификация заготовок
В современном машиностроении получили широкое распространение такие виды заготовок:
прокат
Классификация заготовок
В современном машиностроении получили широкое распространение такие виды заготовок:
прокат
Все заготовки можно классифицировать по различным принципам и разделить на группы
Все заготовки можно классифицировать по различным принципам и разделить на группы
По степени точности заготовки бывают:
1) грубые заготовки, КИМ < 0,5;
2) заготовки
По степени точности заготовки бывают:
1) грубые заготовки, КИМ < 0,5;
2) заготовки
По виду материала заготовки бывают:
1) металлические, в том числе из железоуглеродистых
По виду материала заготовки бывают:
1) металлические, в том числе из железоуглеродистых
По способу производства заготовки различают:
1) литые (отливки, полученные в разовых и
По способу производства заготовки различают:
1) литые (отливки, полученные в разовых и
3) спеченные формовки из порошковых материалов, в том числе формованные в
3) спеченные формовки из порошковых материалов, в том числе формованные в
Всего в машиностроении используются четыре вида заготовок:
1) заготовки, полученные из сортового
Всего в машиностроении используются четыре вида заготовок:
1) заготовки, полученные из сортового
Заготовками для деталей класса "вал" наиболее часто служит либо сортовой прокат,
Заготовками для деталей класса "вал" наиболее часто служит либо сортовой прокат,
Заготовками для деталей класса "втулки" служат: сортовой прокат (либо пруток, либо
Заготовками для деталей класса "втулки" служат: сортовой прокат (либо пруток, либо
Заготовками для деталей класса "диски" служат: лист, полоса из которых методом
Заготовками для деталей класса "диски" служат: лист, полоса из которых методом
Заготовками для деталей класса "рычаги" служат: штамповка (основной вид) и отливки.
Заготовками для деталей класса "рычаги" служат: штамповка (основной вид) и отливки.
Заготовками для деталей класса "корпуса" служат почти исключительно отливки, получаемые
Заготовками для деталей класса "корпуса" служат почти исключительно отливки, получаемые
КЛАССИФИКАТОР ЕСКД
Классы деталей классификатора ЕСКД обеспечивают решение следующих задач:
поиск ранее выпущенных
КЛАССИФИКАТОР ЕСКД
Классы деталей классификатора ЕСКД обеспечивают решение следующих задач:
поиск ранее выпущенных
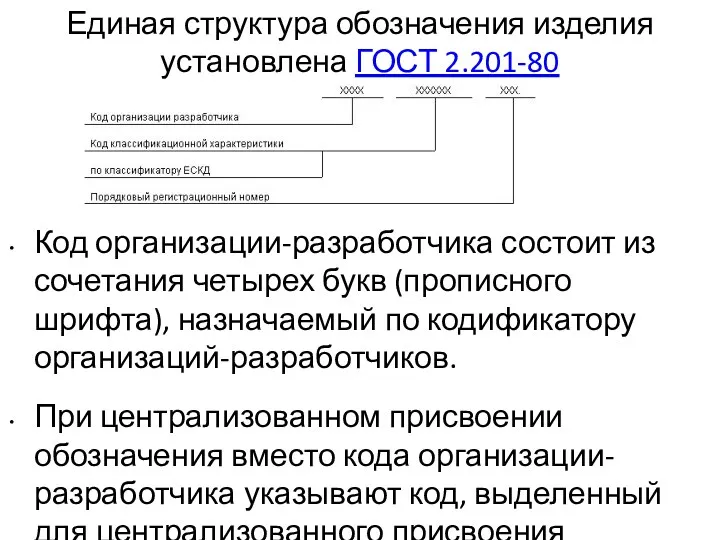
Единая структура обозначения изделия установлена ГОСТ 2.201-80
Код организации-разработчика состоит из сочетания четырех
Единая структура обозначения изделия установлена ГОСТ 2.201-80
Код организации-разработчика состоит из сочетания четырех
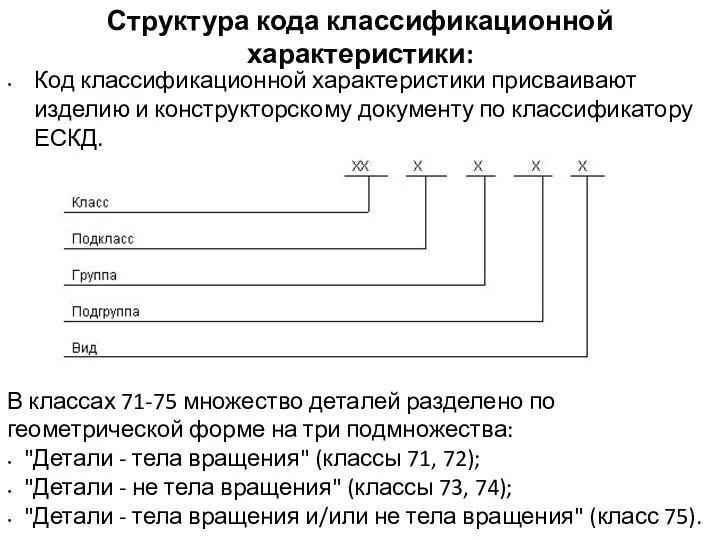
Структура кода классификационной характеристики:
Код классификационной характеристики присваивают изделию и конструкторскому документу
Структура кода классификационной характеристики:
Код классификационной характеристики присваивают изделию и конструкторскому документу
Детали классифицируются по их функциональному, конструктивному и технологическому подобию.
Согласно классификатору ЕСКД,
Детали классифицируются по их функциональному, конструктивному и технологическому подобию.
Согласно классификатору ЕСКД,
При классификации использованы следующие основные признаки: «геометрическая форма», «функциональный», «параметрический», «конструктивный»,
При классификации использованы следующие основные признаки: «геометрическая форма», «функциональный», «параметрический», «конструктивный»,
Каждый класс деталей характеризуется определенной номенклатурой деталей:
- класс 71 – детали
Каждый класс деталей характеризуется определенной номенклатурой деталей:
- класс 71 – детали
В соответствии с классификатором ЕСКД каждый конструктивный вид детали кодируется шестизначным
В соответствии с классификатором ЕСКД каждый конструктивный вид детали кодируется шестизначным
В качестве основных признаков технологической классификации деталей приняты:
размерная характеристика,
группа
В качестве основных признаков технологической классификации деталей приняты:
размерная характеристика,
группа
- 750 Документы (нормы, правила, требования, методы)
- 751 Кулачковые с осями параллельными, изогнутыми,
- 750 Документы (нормы, правила, требования, методы)
- 751 Кулачковые с осями параллельными, изогнутыми,
Коды (индексы) подразделений организации присутствуют практически во всех сферах ее деятельности:
Коды (индексы) подразделений организации присутствуют практически во всех сферах ее деятельности:
Каждой относительно крупной, то есть состоящей из нескольких подразделений, организации рано
Каждой относительно крупной, то есть состоящей из нескольких подразделений, организации рано
Так, например, технологи используют коды для составления технологических маршрутов изготовления продукции,
Так, например, технологи используют коды для составления технологических маршрутов изготовления продукции,
Основное правило кодировки. Присваивайте только цифровые коды! Избегайте косых черт,
Основное правило кодировки. Присваивайте только цифровые коды! Избегайте косых черт,
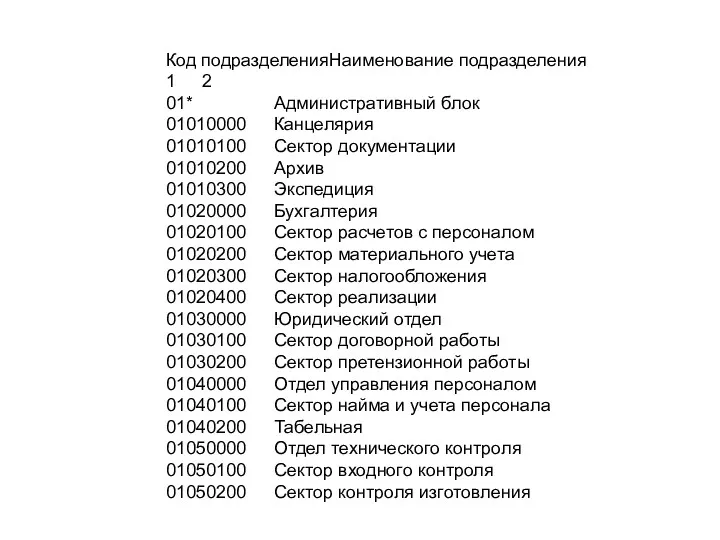
Код подразделенияНаименование подразделения
1 2
01* Административный блок
01010000 Канцелярия
01010100 Сектор документации
01010200 Архив
01010300 Экспедиция
01020000 Бухгалтерия
01020100 Сектор расчетов с персоналом
01020200 Сектор материального учета
01020300 Сектор налогообложения
01020400 Сектор
Код подразделенияНаименование подразделения
1 2
01* Административный блок
01010000 Канцелярия
01010100 Сектор документации
01010200 Архив
01010300 Экспедиция
01020000 Бухгалтерия
01020100 Сектор расчетов с персоналом
01020200 Сектор материального учета
01020300 Сектор налогообложения
01020400 Сектор
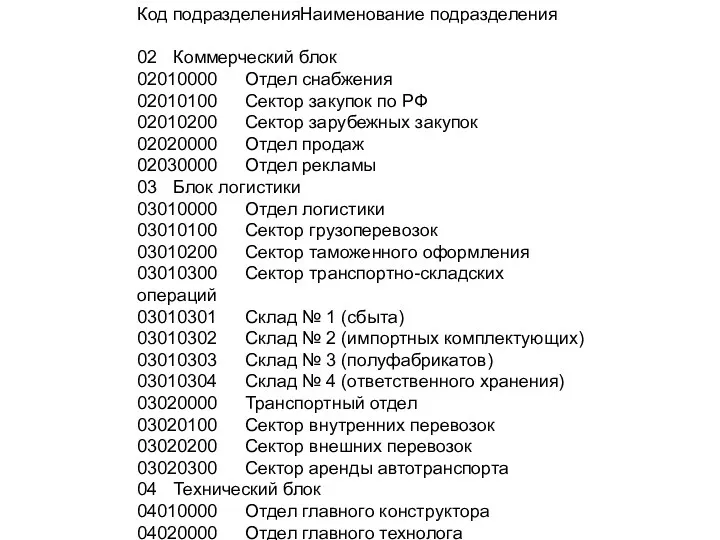
Код подразделенияНаименование подразделения
02 Коммерческий блок
02010000 Отдел снабжения
02010100 Сектор закупок по РФ
02010200 Сектор зарубежных закупок
02020000 Отдел продаж
02030000 Отдел
Код подразделенияНаименование подразделения
02 Коммерческий блок
02010000 Отдел снабжения
02010100 Сектор закупок по РФ
02010200 Сектор зарубежных закупок
02020000 Отдел продаж
02030000 Отдел
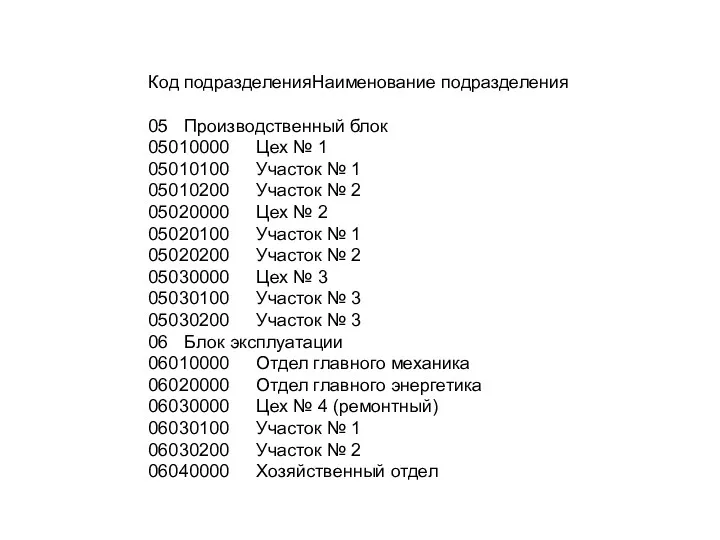
Код подразделенияНаименование подразделения
05 Производственный блок
05010000 Цех № 1
05010100 Участок № 1
05010200 Участок № 2
05020000 Цех №
Код подразделенияНаименование подразделения
05 Производственный блок
05010000 Цех № 1
05010100 Участок № 1
05010200 Участок № 2
05020000 Цех №
Общероссийский классификатор профессий рабочих, должностей служащих и тарифных разрядов (ОКПДТР)
Классификатор предназначен
Общероссийский классификатор профессий рабочих, должностей служащих и тарифных разрядов (ОКПДТР)
Классификатор предназначен
12851 0 66 5144 X X XX X X
12851Код профессии -
12851 0 66 5144 X X XX X X
12851Код профессии -
12950 8 20 7442 X X XX X X
12950Код профессии -
12950 8 20 7442 X X XX X X
12950Код профессии -
Системы управления в которых применяются средства автоматизации и вычислительной техники (ВТ),
Системы управления в которых применяются средства автоматизации и вычислительной техники (ВТ),
Системы автоматического управления
Канал обратной связи несет информацию о состоянии контролируемой величины
Системы автоматического управления
Канал обратной связи несет информацию о состоянии контролируемой величины
В системах с автоматическим управлением оператор не участвует в технологическом процессе.
Классификация систем по методу управления
По методу управления СУ подразделяются на два
Классификация систем по методу управления
По методу управления СУ подразделяются на два
Самонастраивающиеся системы управления
В самонастраивающихся системах, при изменении внешних условий или характеристик
Самонастраивающиеся системы управления
В самонастраивающихся системах, при изменении внешних условий или характеристик
Самонастраивающиеся (адаптивные) системы управления
Адаптивные системы должны не только приспосабливаться ко всем
Самонастраивающиеся (адаптивные) системы управления
Адаптивные системы должны не только приспосабливаться ко всем
Классификация систем управления по иерархическому принципу
В зависимости от числа иерархических уровней
Классификация систем управления по иерархическому принципу
В зависимости от числа иерархических уровней
Классификация систем управления по функциональному признаку
По функциональному признаку все системы управления
Классификация систем управления по функциональному признаку
По функциональному признаку все системы управления
Системыи автоматического регулирования (САР)
Замкнутые САУ, работающие по принципу отклонения, называются системами автоматического
Системыи автоматического регулирования (САР)
Замкнутые САУ, работающие по принципу отклонения, называются системами автоматического
Системыи автоматического регулирования (САР)
САР предназначены для решения следующих задач:
- стабилизации регулируемой
Системыи автоматического регулирования (САР)
САР предназначены для решения следующих задач:
- стабилизации регулируемой
Системы автоматического контроля (САК)
Системы автоматического контроля (САК) содержат методы и средства для
Системы автоматического контроля (САК)
Системы автоматического контроля (САК) содержат методы и средства для
Системы автоматической защиты (САЗ) и блокировки (САБ)
Системы автоматической защиты (САЗ) и
Системы автоматической защиты (САЗ) и блокировки (САБ)
Системы автоматической защиты (САЗ) и
Классификация систем управления по информационным признакам
Удобнее всего классифицировать СУ по информационным
Классификация систем управления по информационным признакам
Удобнее всего классифицировать СУ по информационным
Разомкнутые СУ
блок-схема разомкнутой СУ – для таких систем характерно отсутствие контроля
Разомкнутые СУ
блок-схема разомкнутой СУ – для таких систем характерно отсутствие контроля
Разомкнутые СУ
Разомкнутые СУ, в которых используется только один канал информации, несущий
Разомкнутые СУ
Разомкнутые СУ, в которых используется только один канал информации, несущий
Замкнутые СУ
Для таких систем характерен контроль за ходом технологического процесса, состоянием
Замкнутые СУ
Для таких систем характерен контроль за ходом технологического процесса, состоянием
Замкнутые СУ
Обширный класс составляют замкнутые СУ, в которых для снижения технологических требований
Замкнутые СУ
Обширный класс составляют замкнутые СУ, в которых для снижения технологических требований
Замкнутые СУ
Системы управления, работающие на основе совместного использования задающей информации
Замкнутые СУ
Системы управления, работающие на основе совместного использования задающей информации
Самонастраивающиеся системы
Самонастраивающиеся системы имеют постоянную структуру, а в процессе работы изменяются лишь управляющиеся
Самонастраивающиеся системы
Самонастраивающиеся системы имеют постоянную структуру, а в процессе работы изменяются лишь управляющиеся
Самоорганизующие системы
В самоорганизующихся системах во время работы изменяются не только управляющие воздействия и параметры,
Самоорганизующие системы
В самоорганизующихся системах во время работы изменяются не только управляющие воздействия и параметры,
Самообучающиеся системы
Самообучающиеся системы характеризуются изменением в процессе работы алгоритма, по которому они построены.
Приспосабливающиеся
Самообучающиеся системы
Самообучающиеся системы характеризуются изменением в процессе работы алгоритма, по которому они построены.
Приспосабливающиеся
Непрерывные системы управления
В непрерывных СУ информация представлена в виде непрерывной величины.
Так, регулируемая
Непрерывные системы управления
В непрерывных СУ информация представлена в виде непрерывной величины.
Так, регулируемая
Импульсные системы управления
В импульсных СУ информация выражена последовательностью импульсов. Различают три вида импульсной
Импульсные системы управления
В импульсных СУ информация выражена последовательностью импульсов. Различают три вида импульсной
Основных требований к системам управления
· высокоточное исполнение команд на перемещение;
· синхронизация
Основных требований к системам управления
· высокоточное исполнение команд на перемещение;
· синхронизация
Классификация систем управления по виду программоносителя
9
Классификация систем управления по виду программоносителя
9
Классификация систем управления по виду программоносителя
Перфолента
Перфокарта
Дискета
СД диск
«Флешка»
Оптико-волоконная линия
Классификация систем управления по виду программоносителя
Перфолента
Перфокарта
Дискета
СД диск
«Флешка»
Оптико-волоконная линия
Классификация систем управления по принципу ограничения перемещений
9
Классификация систем управления по принципу ограничения перемещений
9
Классификация систем управления по принципу ограничения перемещений
Упоры
Конечники
Копиры
Классификация систем управления по принципу ограничения перемещений
Упоры
Конечники
Копиры
Технические средства автоматизации
10
Технические средства автоматизации
10
Технические средства автоматизации
понятие о датчиках
Понятие о промежуточных и исполнительных звеньях.
Технические средства автоматизации
понятие о датчиках
Понятие о промежуточных и исполнительных звеньях.
Формообразующие устройства
Формообразующие устройства – рабочие органы станка, связанные с формообразованием изделий
Формообразующие устройства
Формообразующие устройства – рабочие органы станка, связанные с формообразованием изделий
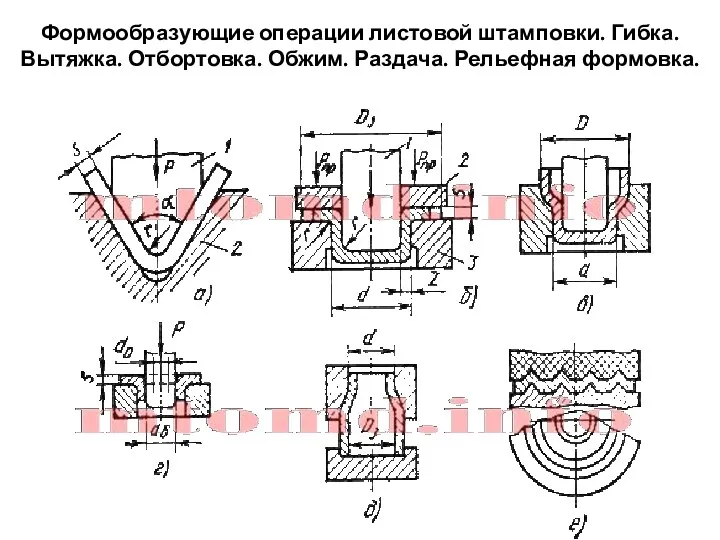
Формообразующие операции листовой штамповки. Гибка. Вытяжка. Отбортовка. Обжим. Раздача. Рельефная формовка.
Формообразующие операции листовой штамповки. Гибка. Вытяжка. Отбортовка. Обжим. Раздача. Рельефная формовка.
объемной формовки
а — открытый штамп; б — закрытый штамп
объемной формовки
а — открытый штамп; б — закрытый штамп
ковки в подкладных штампах
ковки в подкладных штампах
Манипулирующие устройства
Манипулирующие устройства – предназначены для выполнения постоянных команд, связанных с
Манипулирующие устройства
Манипулирующие устройства – предназначены для выполнения постоянных команд, связанных с
Вспомогательные устройства
Вспомогательные устройства – обслуживают процесс обработки, например, обеспечивают автоматическую сборку
Вспомогательные устройства
Вспомогательные устройства – обслуживают процесс обработки, например, обеспечивают автоматическую сборку
Структура систем автоматизированного управления
11
Структура систем автоматизированного управления
11
 Present continuous (progressive)
Present continuous (progressive) Игра Города Курской области
Игра Города Курской области Проект Скоро в школу!
Проект Скоро в школу! O’zbekistonda neft va gaz sanoatining tarixi, rivojlanish bosqichlar va istiqbollari
O’zbekistonda neft va gaz sanoatining tarixi, rivojlanish bosqichlar va istiqbollari фото кабинета этнокультуры Диск
фото кабинета этнокультуры Диск Марксизм: история и современность
Марксизм: история и современность Презентация по теме Жиры. 10 класс
Презентация по теме Жиры. 10 класс Тема Безударные гласные в корне слова.
Тема Безударные гласные в корне слова. Изучение факторов, способствующих лучшей взбитости мороженого
Изучение факторов, способствующих лучшей взбитости мороженого Рекламное агентство Wieden+Kennedy
Рекламное агентство Wieden+Kennedy Социологический опрос Транспорт в моем городе
Социологический опрос Транспорт в моем городе XIX – XX вв. Серебряный век. Символизм
XIX – XX вв. Серебряный век. Символизм Правописание приставок
Правописание приставок Христианские основы культуры европейских народов. Тема 3
Христианские основы культуры европейских народов. Тема 3 Презентация Музыкальные инструменты симфонического оркестра
Презентация Музыкальные инструменты симфонического оркестра Общая характеристика социально-психологического тренинга. Тренинг общения: цели, задачи, особенности построения программы
Общая характеристика социально-психологического тренинга. Тренинг общения: цели, задачи, особенности построения программы Требования к пятому поколению авиационных двигателей
Требования к пятому поколению авиационных двигателей Мой инновационный продукт
Мой инновационный продукт Среда обитания. Экологические факторы
Среда обитания. Экологические факторы Развитие творческой активности учащихся через проектную деятельность (презентация)
Развитие творческой активности учащихся через проектную деятельность (презентация) Проектная деятельность
Проектная деятельность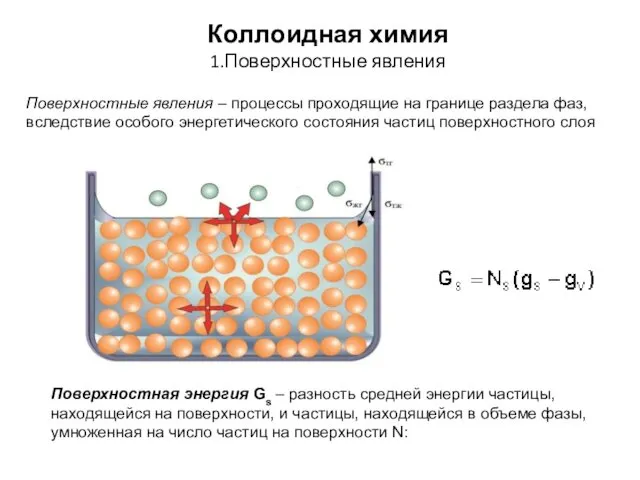 Коллоидная химия. Поверхностные явления
Коллоидная химия. Поверхностные явления Признание диагноза и необходимости в оздоровлении. Библия
Признание диагноза и необходимости в оздоровлении. Библия Астероиды. Признаки астероидов
Астероиды. Признаки астероидов Теории происхождения языка
Теории происхождения языка Деньги. Денежный рынок
Деньги. Денежный рынок Самооценка и совершенстование деятельности организации на соответствие модели делового совершенства
Самооценка и совершенстование деятельности организации на соответствие модели делового совершенства Основы информационной компетентности
Основы информационной компетентности