- Обзор видов режущего инструмента

Содержание
- 2. ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА Ural Boeing Manufacturing 19.12.2011 Фреза — режущий многолезвийный инструмент в виде тела
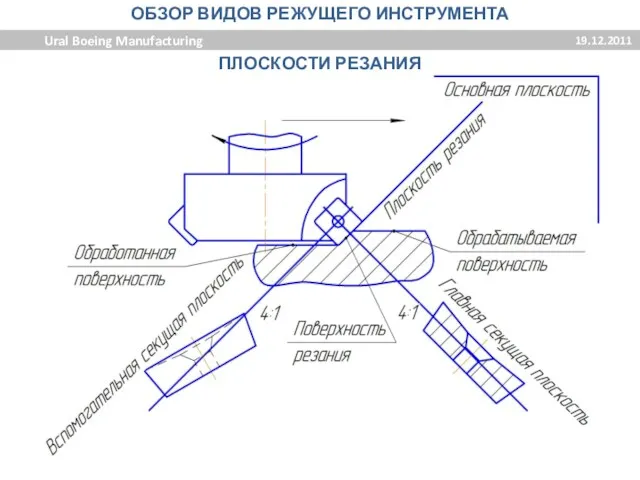
- 3. ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА Ural Boeing Manufacturing 19.12.2011 ПЛОСКОСТИ РЕЗАНИЯ
- 4. ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА Ural Boeing Manufacturing 19.12.2011 Передняя поверхность — поверхность, по которой сходит стружка
- 5. ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА Ural Boeing Manufacturing 19.12.2011 УГЛЫ РЕЖУЩЕГО ИНСТРУМЕНТА В ПЛАНЕ φ - главный
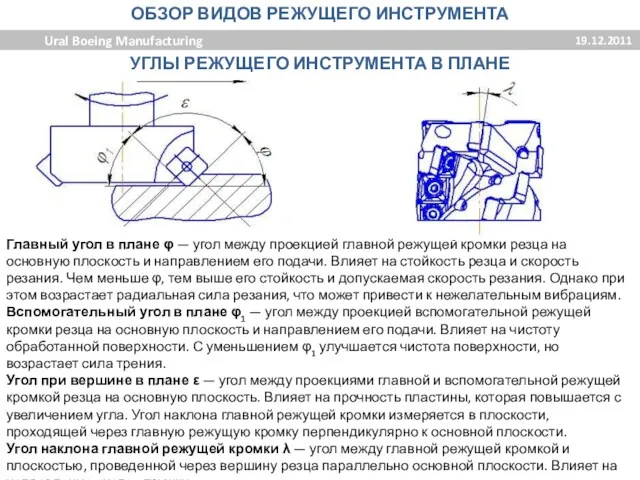
- 6. ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА Ural Boeing Manufacturing 19.12.2011 УГЛЫ РЕЖУЩЕГО ИНСТРУМЕНТА В ПЛАНЕ Главный угол в
- 7. ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА Ural Boeing Manufacturing 19.12.2011 УГЛЫ РЕЖУЩЕГО ИНСТРУМЕНТА В ГЛАВНОЙ СЕКУЩЕЙ ПЛОСКОСТИ α
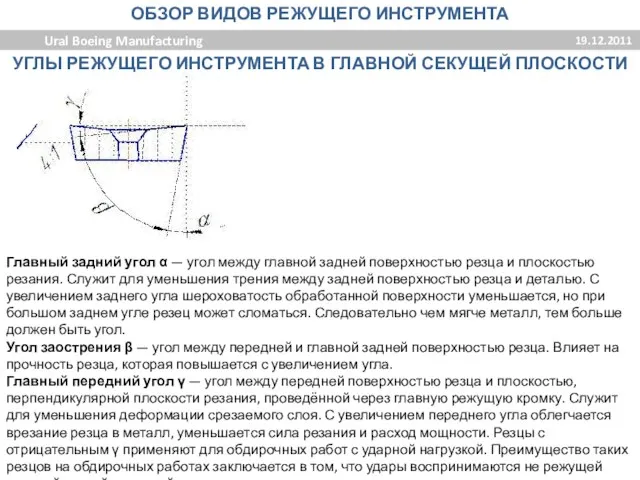
- 8. ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА Ural Boeing Manufacturing 19.12.2011 УГЛЫ РЕЖУЩЕГО ИНСТРУМЕНТА В ГЛАВНОЙ СЕКУЩЕЙ ПЛОСКОСТИ Главный
- 9. ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА Ural Boeing Manufacturing 19.12.2011 СБОРКА РЕЖУЩЕГО ИНСТРУМЕНТА
- 10. ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА Ural Boeing Manufacturing 19.12.2011 СБОРКА РЕЖУЩЕГО ИНСТРУМЕНТА Сборку инструмента осуществлять согласно чертежу
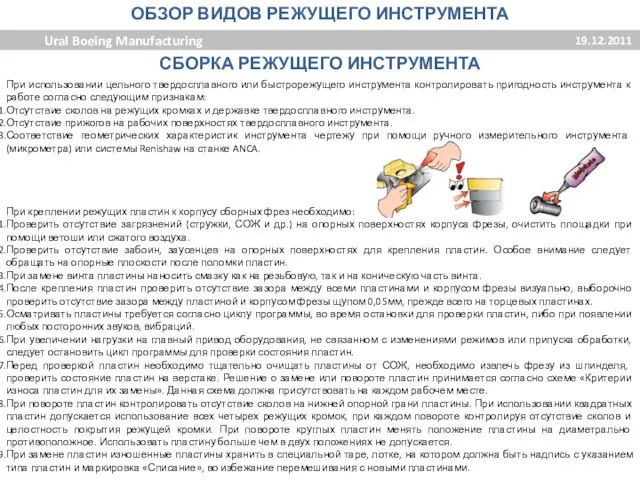
- 11. ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА Ural Boeing Manufacturing 19.12.2011 СБОРКА РЕЖУЩЕГО ИНСТРУМЕНТА При креплении режущих пластин к
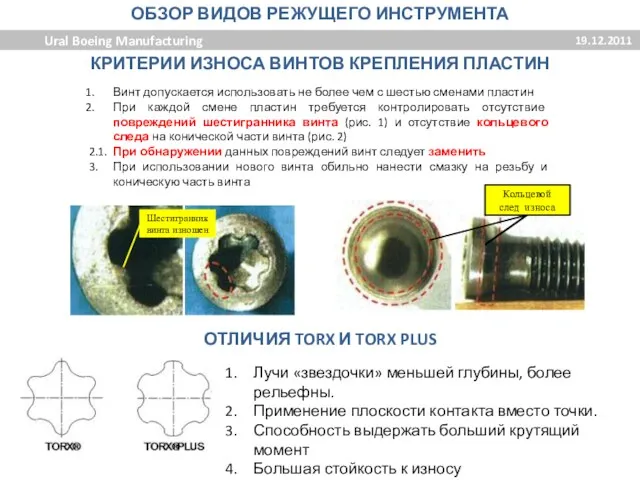
- 12. Шестигранник винта изношен Кольцевой след износа Винт допускается использовать не более чем с шестью сменами пластин
- 13. ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА Ural Boeing Manufacturing 19.12.2011 МОМЕНТ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ПОЧЕМУ ВАЖНО СОБЛЮДАТЬ МОМЕТ
- 14. ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА Ural Boeing Manufacturing 19.12.2011 ВИДЫ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА
- 16. Скачать презентацию
ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
Фреза — режущий многолезвийный инструмент в виде
ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
Фреза — режущий многолезвийный инструмент в виде
ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
ПЛОСКОСТИ РЕЗАНИЯ
ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
ПЛОСКОСТИ РЕЗАНИЯ

ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
Передняя поверхность — поверхность, по которой сходит
ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
Передняя поверхность — поверхность, по которой сходит

ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
УГЛЫ РЕЖУЩЕГО ИНСТРУМЕНТА В ПЛАНЕ
φ -
ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
УГЛЫ РЕЖУЩЕГО ИНСТРУМЕНТА В ПЛАНЕ
φ -
ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
УГЛЫ РЕЖУЩЕГО ИНСТРУМЕНТА В ПЛАНЕ
Главный угол
ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
УГЛЫ РЕЖУЩЕГО ИНСТРУМЕНТА В ПЛАНЕ
Главный угол

ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
УГЛЫ РЕЖУЩЕГО ИНСТРУМЕНТА В ГЛАВНОЙ СЕКУЩЕЙ
ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
УГЛЫ РЕЖУЩЕГО ИНСТРУМЕНТА В ГЛАВНОЙ СЕКУЩЕЙ
ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
УГЛЫ РЕЖУЩЕГО ИНСТРУМЕНТА В ГЛАВНОЙ СЕКУЩЕЙ
ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
УГЛЫ РЕЖУЩЕГО ИНСТРУМЕНТА В ГЛАВНОЙ СЕКУЩЕЙ
ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
СБОРКА РЕЖУЩЕГО ИНСТРУМЕНТА
ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
СБОРКА РЕЖУЩЕГО ИНСТРУМЕНТА
ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
СБОРКА РЕЖУЩЕГО ИНСТРУМЕНТА
Сборку инструмента осуществлять согласно
ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
СБОРКА РЕЖУЩЕГО ИНСТРУМЕНТА
Сборку инструмента осуществлять согласно
ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
СБОРКА РЕЖУЩЕГО ИНСТРУМЕНТА
При креплении режущих пластин
ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
СБОРКА РЕЖУЩЕГО ИНСТРУМЕНТА
При креплении режущих пластин
Шестигранник винта изношен
Кольцевой след износа
Винт допускается использовать не более чем с
Шестигранник винта изношен
Кольцевой след износа
Винт допускается использовать не более чем с

ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
МОМЕНТ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
ПОЧЕМУ ВАЖНО СОБЛЮДАТЬ
ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
МОМЕНТ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
ПОЧЕМУ ВАЖНО СОБЛЮДАТЬ

ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
ВИДЫ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА
ОБЗОР ВИДОВ РЕЖУЩЕГО ИНСТРУМЕНТА
Ural Boeing Manufacturing
19.12.2011
ВИДЫ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА
 Обследование зданий и сооружений (продолжение). Магнитные, электрические и электромагнитные методы
Обследование зданий и сооружений (продолжение). Магнитные, электрические и электромагнитные методы Управление развитием рынка потребителей газомоторного топлива в Московском регионе
Управление развитием рынка потребителей газомоторного топлива в Московском регионе Веб-камеры
Веб-камеры Багаторівнева організація пам'яті комп'ютера
Багаторівнева організація пам'яті комп'ютера Страны Европы и США в 1900 - 1914 годах
Страны Европы и США в 1900 - 1914 годах Особенности сестринского процесса при заболевании органов пищеварения у лиц старшей возрастной группы
Особенности сестринского процесса при заболевании органов пищеварения у лиц старшей возрастной группы Алгоритм разработки Адаптированной общеобразовательной программы (АООП)
Алгоритм разработки Адаптированной общеобразовательной программы (АООП) Сборка игрушки из помпонов
Сборка игрушки из помпонов Интегрированный урок математика + история
Интегрированный урок математика + история Круговорот веществ. 11 класс
Круговорот веществ. 11 класс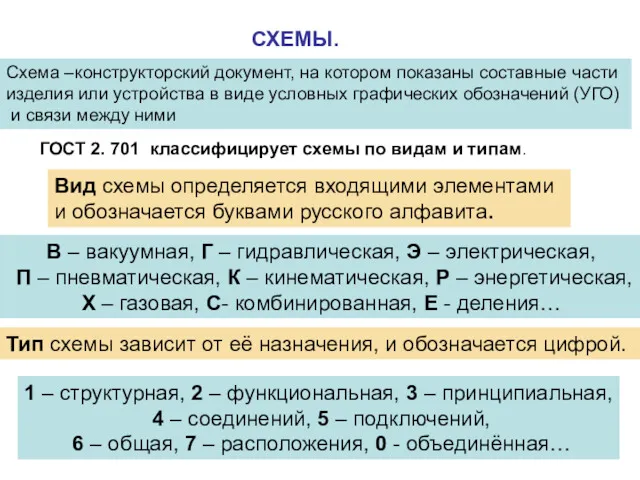 Схемы. Виды схем
Схемы. Виды схем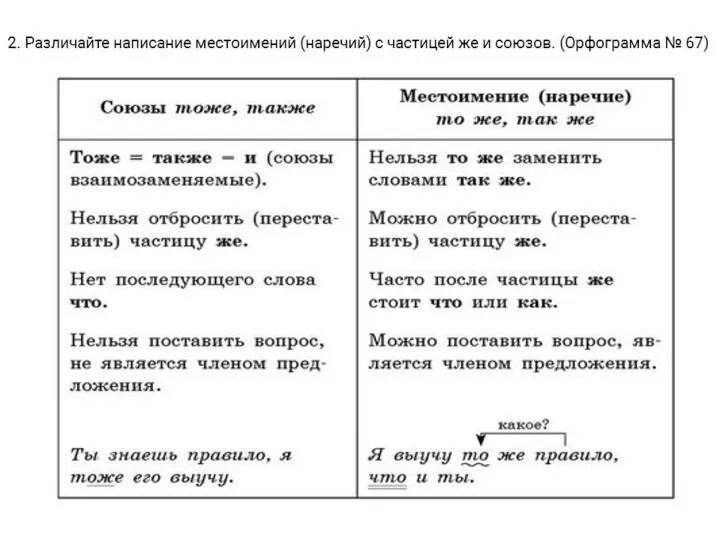 §65. Правило
§65. Правило Порядок предоставления субсидий из бюджета Пермского края бюджетам муниципальных образований Пермского края
Порядок предоставления субсидий из бюджета Пермского края бюджетам муниципальных образований Пермского края Неделя детской книги . Средняя группа.
Неделя детской книги . Средняя группа. Диагностика воспитанности учащихся
Диагностика воспитанности учащихся РЭР
РЭР Классификация конституций и их юридические свойства
Классификация конституций и их юридические свойства африка носорог
африка носорог Сочинение на ЕГЭ
Сочинение на ЕГЭ Языки и системы программирования
Языки и системы программирования Применениние наглядного моделирования в логопедической работе с детьми, имеющими ОНР.
Применениние наглядного моделирования в логопедической работе с детьми, имеющими ОНР. Родителям о ФГОС ДО
Родителям о ФГОС ДО Деревянное зодчество Древней Руси
Деревянное зодчество Древней Руси Технологические особенности управления режимом работы магистрального газопровода
Технологические особенности управления режимом работы магистрального газопровода Производство текстильных материалов. Технологии. 5 класс
Производство текстильных материалов. Технологии. 5 класс Иврит. Фестиваль языков 2019
Иврит. Фестиваль языков 2019 Малоугловое рентгеновское рассеяние
Малоугловое рентгеновское рассеяние Трансформаторы. Производство, передача и использование электрической энергии
Трансформаторы. Производство, передача и использование электрической энергии