Слайд 2
Слайд 3
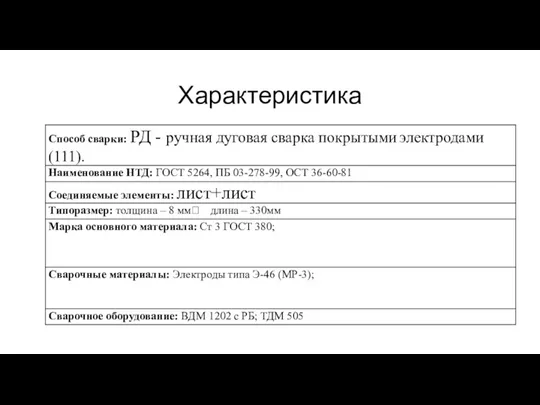
Слайд 4

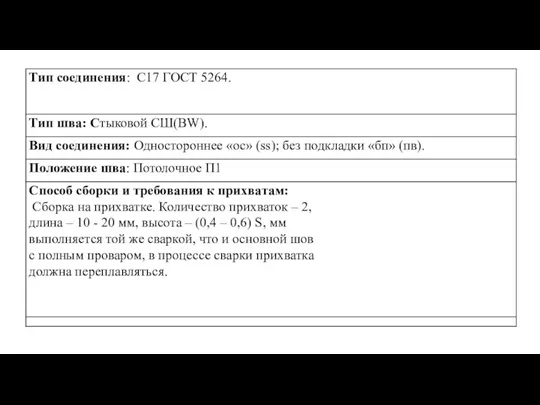
Слайд 5
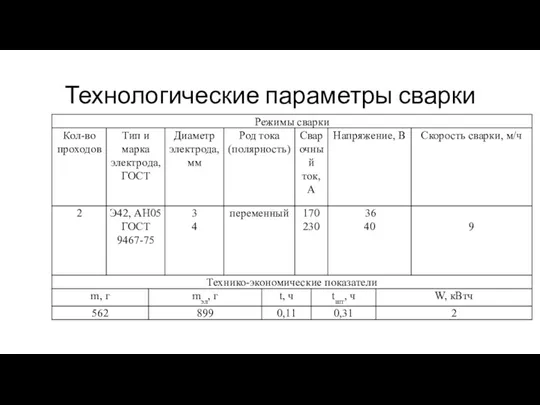
Технологические параметры сварки
Слайд 6
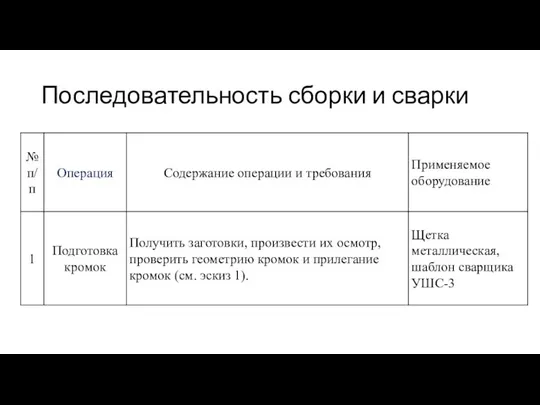
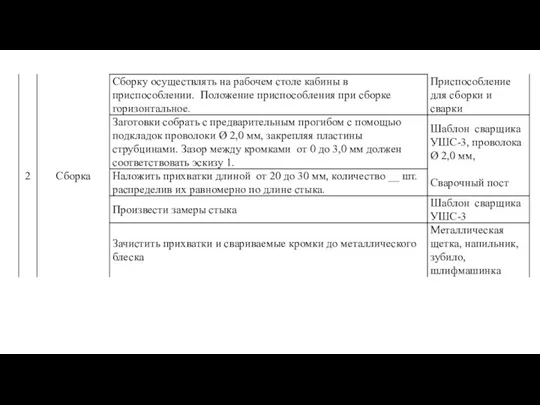
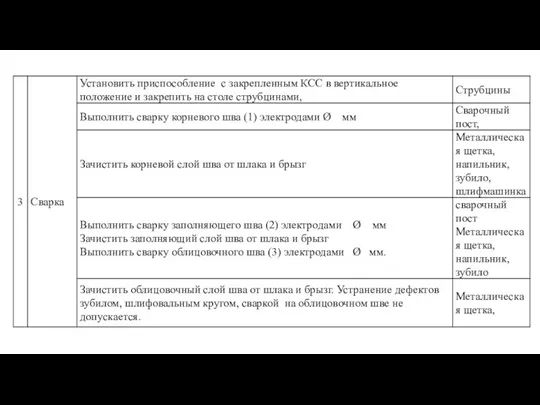
Последовательность сборки и сварки
Слайд 7
Слайд 8
Слайд 9
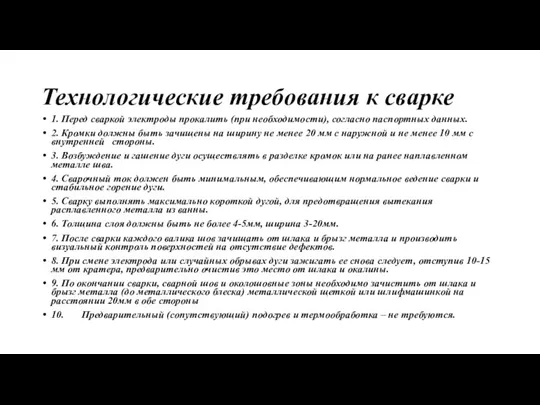
Технологические требования к сварке
1. Перед сваркой электроды прокалить (при необходимости), согласно паспортных
данных.
2. Кромки должны быть зачищены на ширину не менее 20 мм с наружной и не менее 10 мм с внутренней стороны.
3. Возбуждение и гашение дуги осуществлять в разделке кромок или на ранее наплавленном металле шва.
4. Сварочный ток должен быть минимальным, обеспечивающим нормальное ведение сварки и стабильное горение дуги.
5. Сварку выполнять максимально короткой дугой, для предотвращения вытекания расплавленного металла из ванны.
6. Толщина слоя должны быть не более 4-5мм, ширина 3-20мм.
7. После сварки каждого валика шов зачищать от шлака и брызг металла и производить визуальный контроль поверхностей на отсутствие дефектов.
8. При смене электрода или случайных обрывах дуги зажигать ее снова следует, отступив 10-15 мм от кратера, предварительно очистив это место от шлака и окалины.
9. По окончании сварки, сварной шов и околошовные зоны необходимо зачистить от шлака и брызг металла (до металлического блеска) металлической щеткой или шлифмашинкой на расстоянии 20мм в обе стороны
10. Предварительный (сопутствующий) подогрев и термообработка – не требуются.

 Устройство трансформатор
Устройство трансформатор Wall Calendar 2017: NASA
Wall Calendar 2017: NASA Здоровье сберегающие технологии в ДОУ
Здоровье сберегающие технологии в ДОУ Игра- викторина Лучший пешеход
Игра- викторина Лучший пешеход Вазоренальная гипертензия
Вазоренальная гипертензия Возникновение христианства
Возникновение христианства Unusual weddings
Unusual weddings Электрооборудование пассажирских вагонов в поездах
Электрооборудование пассажирских вагонов в поездах Наша группа не простая, наша группа- речевая
Наша группа не простая, наша группа- речевая Машины постоянного тока
Машины постоянного тока Паспорт автоматизированной блочномодульной котельной АБМКУ-П-2,15
Паспорт автоматизированной блочномодульной котельной АБМКУ-П-2,15 Советы родителям первоклассников
Советы родителям первоклассников Липиды. (Лекция 10)
Липиды. (Лекция 10) Проект Агенство Визит
Проект Агенство Визит Презентация Гимн,герб, флаг
Презентация Гимн,герб, флаг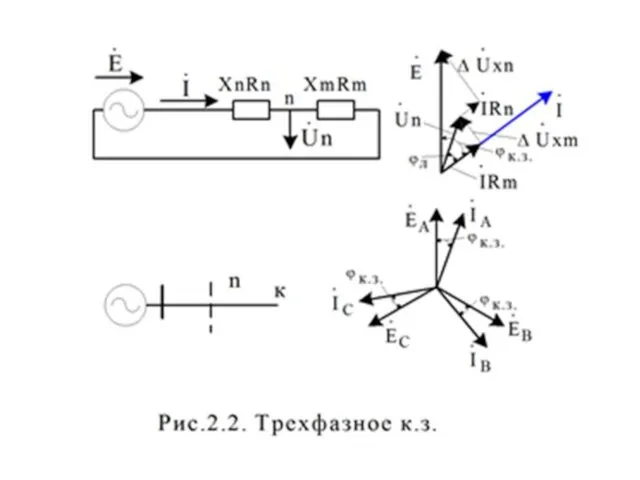 Короткие замыкания
Короткие замыкания Презентация к итоговому занятию кружка В гостях у сказки
Презентация к итоговому занятию кружка В гостях у сказки Ручной и электрифицированный столярный инструмент. Столярная обработка древесины
Ручной и электрифицированный столярный инструмент. Столярная обработка древесины Маркетинг-план
Маркетинг-план Расточные резцы
Расточные резцы ФГОС как система обязательных требований.
ФГОС как система обязательных требований. Стандарт организации
Стандарт организации Геометрический смысл производной
Геометрический смысл производной Луна-естественный спутник Земли
Луна-естественный спутник Земли Интерактивный портал службы занятости населения Вологодской области. Инструкция для граждан на признание безработными
Интерактивный портал службы занятости населения Вологодской области. Инструкция для граждан на признание безработными Путешествие в страну сказок К.И. Чуковского. Сказка Айболит
Путешествие в страну сказок К.И. Чуковского. Сказка Айболит Модели и методы планирования и прогнозирования. Тема 3
Модели и методы планирования и прогнозирования. Тема 3 Презентация по мини-музею Домашние животные
Презентация по мини-музею Домашние животные