- Оптимизация портфеля заказов ОАО ОЭМК

Содержание
- 2. Выбор оптимального портфеля обеспечивает: получение максимальной прибыли при реализации продукции оптимальное использование производственных мощностей предприятия. Программно-технический
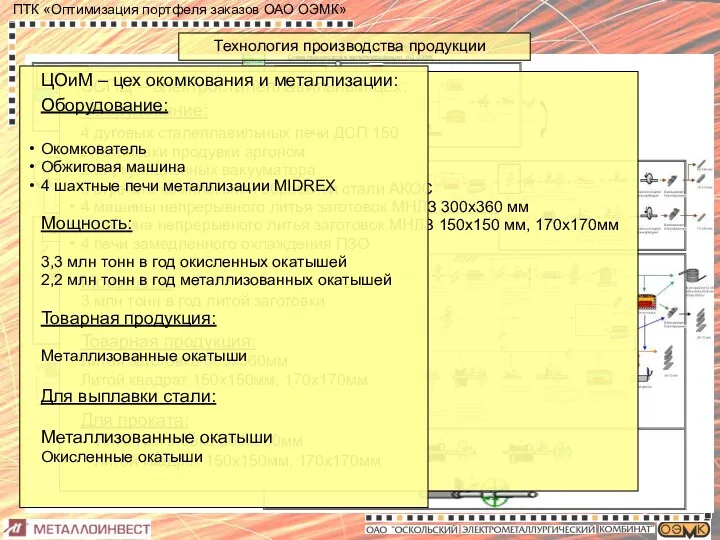
- 3. Технология производства продукции ЦОиМ ЭСПЦ СПЦ-1 СПЦ-2 ЦОП ЭСПЦ – электросталеплавильный цех: Оборудование: 4 дуговых сталеплавильных
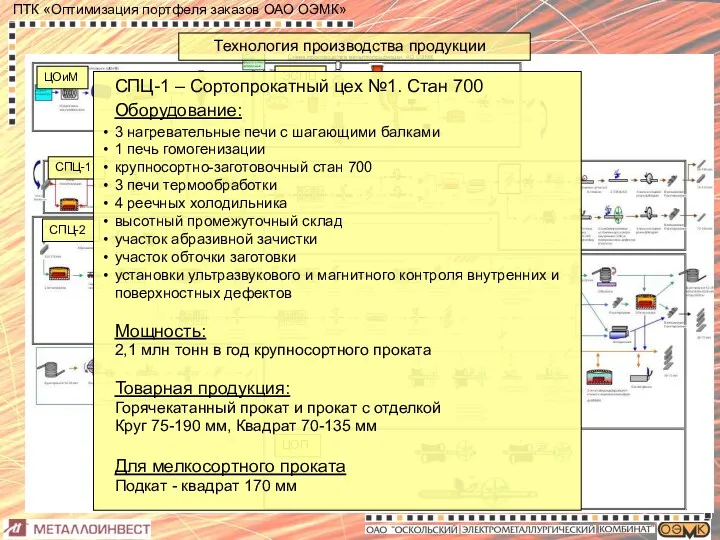
- 4. Технология производства продукции ЦОиМ ЭСПЦ СПЦ-2 ЦОП СПЦ-1 СПЦ-1 – Сортопрокатный цех №1. Стан 700 Оборудование:
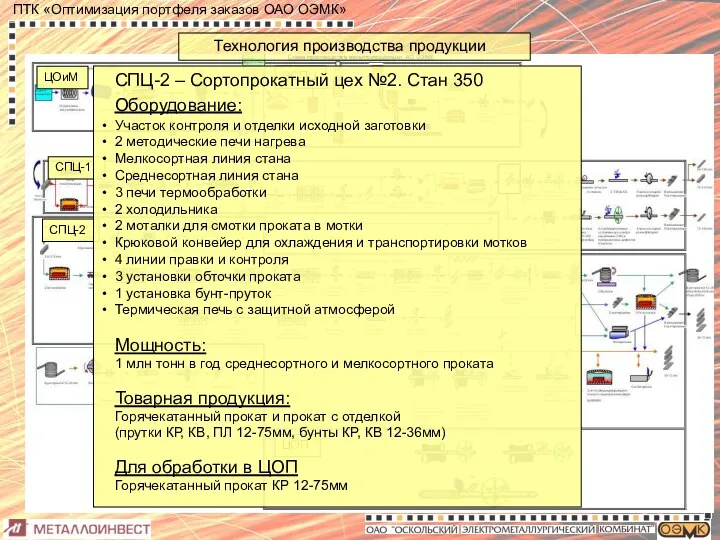
- 5. Технология производства продукции ЦОиМ ЭСПЦ ЦОП СПЦ-1 СПЦ-2 СПЦ-2 – Сортопрокатный цех №2. Стан 350 Оборудование:
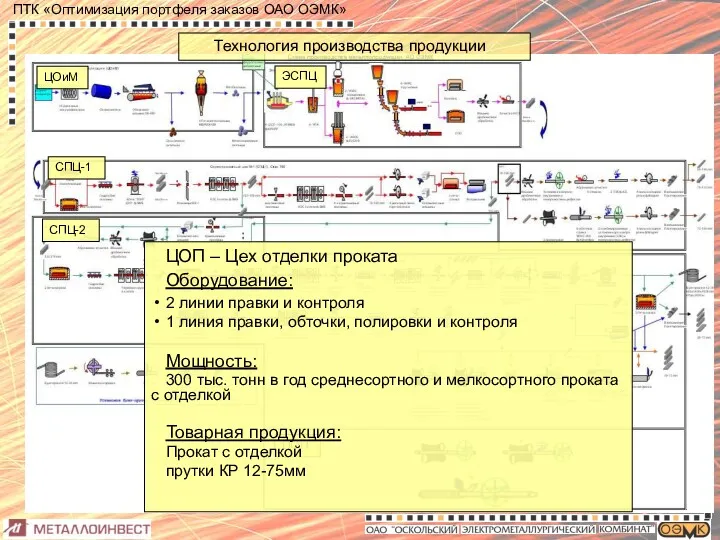
- 6. Технология производства продукции ЦОиМ ЭСПЦ СПЦ-1 СПЦ-2 ЦОП ЦОП – Цех отделки проката Оборудование: 2 линии
- 7. Необходимость разработки комплекса Большое количество предварительных заявок ~ 1000 Наличие в сортаменте малых объёмов заявок (от
- 8. Необходимость разработки комплекса В этих условиях стоит задача: Оперативно сформировать портфель заказов, реализация которого принесёт предприятию
- 9. Реализация комплекса 2 сервера - технологический и коммерческий СУБД ORACLE 10 – база данных для хранения
- 10. Формирование исходных данных Алгоритм процесса оптимизации портфеля заказов основан на информации, всесторонне описывающей процесс производства продукции
- 11. Оптимизатор Коммерческая служба УК, УЭП Предварительные заявки Описание технологии Справочники производительностей Нормы расхода Техническое управление Плановые
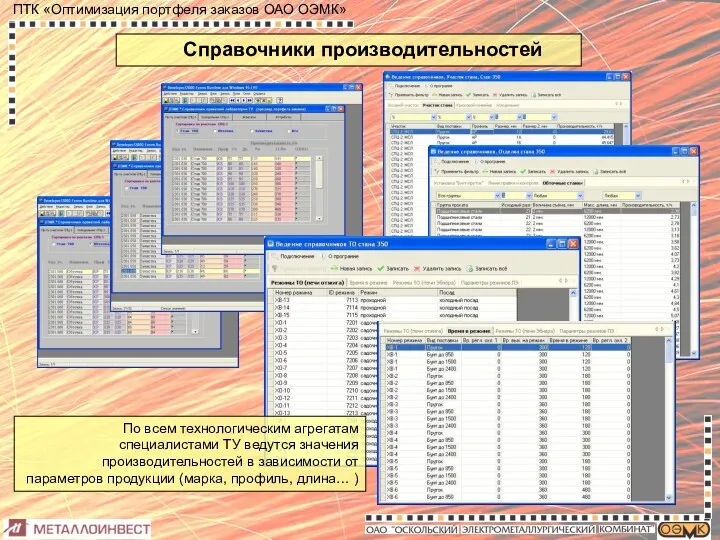
- 12. Справочники производительностей По всем технологическим агрегатам специалистами ТУ ведутся значения производительностей в зависимости от параметров продукции
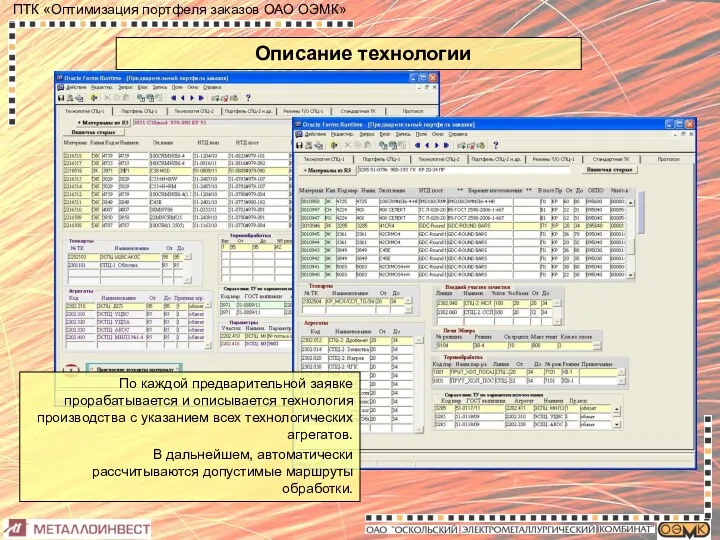
- 13. Описание технологии По каждой предварительной заявке прорабатывается и описывается технология производства с указанием всех технологических агрегатов.
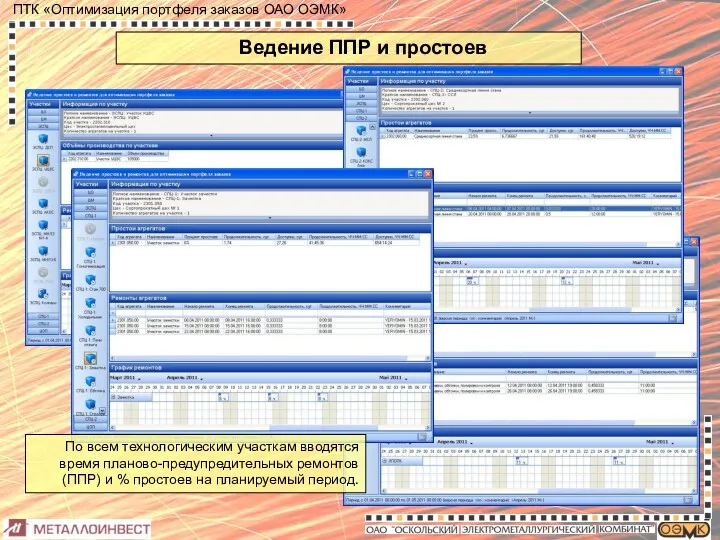
- 14. Ведение ППР и простоев По всем технологическим участкам вводятся время планово-предупредительных ремонтов (ППР) и % простоев
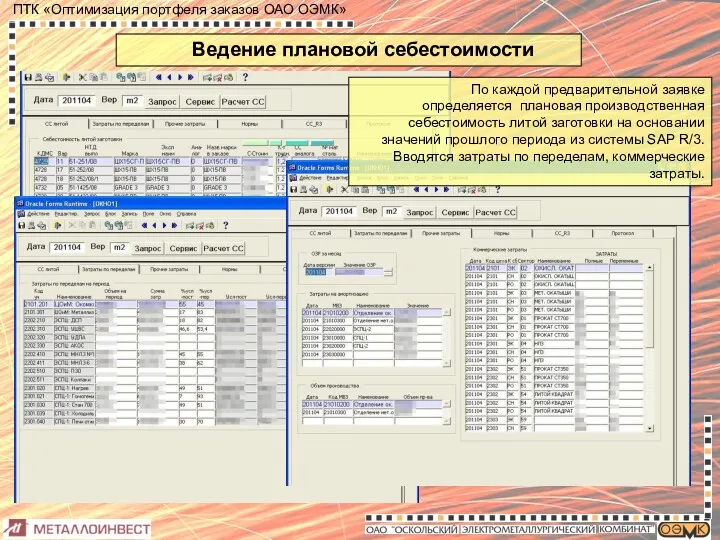
- 15. Ведение плановой себестоимости По каждой предварительной заявке определяется плановая производственная себестоимость литой заготовки на основании значений
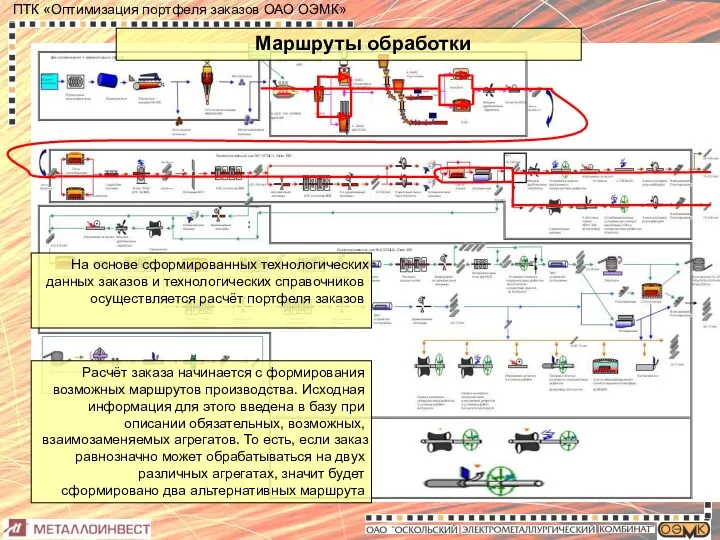
- 16. Маршруты обработки На основе сформированных технологических данных заказов и технологических справочников осуществляется расчёт портфеля заказов Расчёт
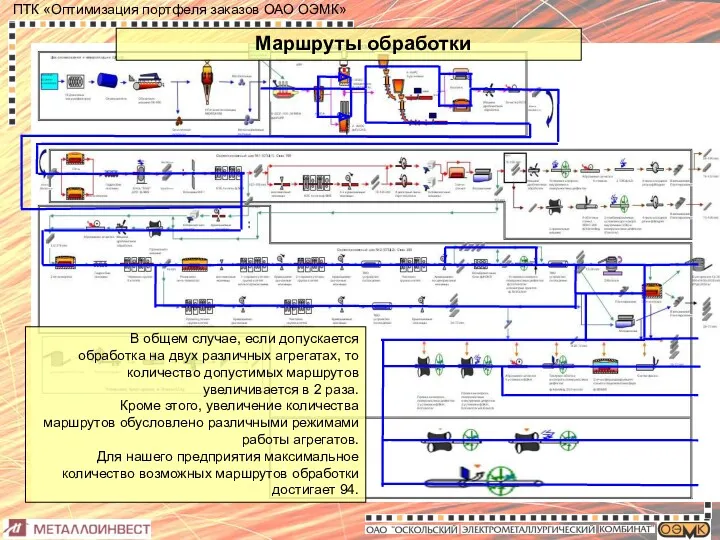
- 17. Маршруты обработки В общем случае, если допускается обработка на двух различных агрегатах, то количество допустимых маршрутов
- 18. Расчёт себестоимости Для каждого маршрута обработки рассчитывается себестоимость производства конечной продукции, в зависимости от марки стали
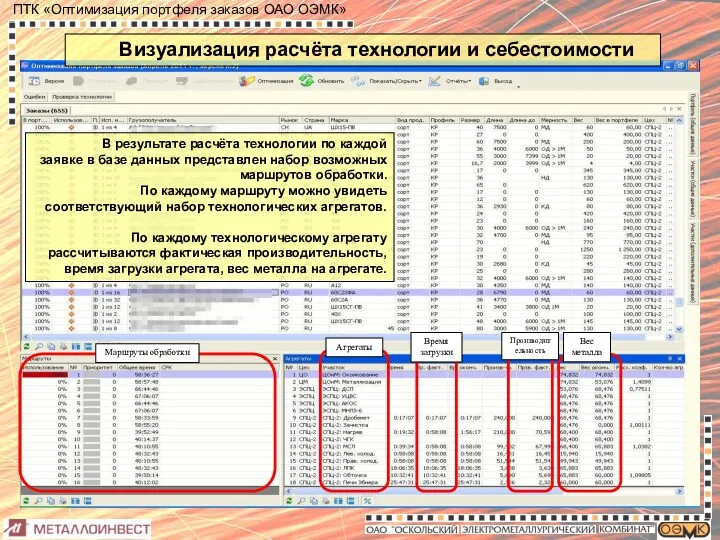
- 19. Визуализация расчёта технологии и себестоимости В результате расчёта технологии по каждой заявке в базе данных представлен
- 20. Ввод цены реализации по продукции По окончании ввода исходных технологических данных и расчёта технологии по предварительным
- 21. Оптимизация портфеля заказов Задачей процесса оптимизации является выбор заказов из набора заявок, портфель которых обеспечивает максимальное
- 22. Оптимизация на основе симплекс-метода В программно-техническом комплексе реализован механизм оптимизации на основе симплекс – метода. Суть
- 23. составляется целевая функция (суммарная прибыль): для каждого s (агрегата) составляются ограничения по ресурсам агрегатов: для каждого
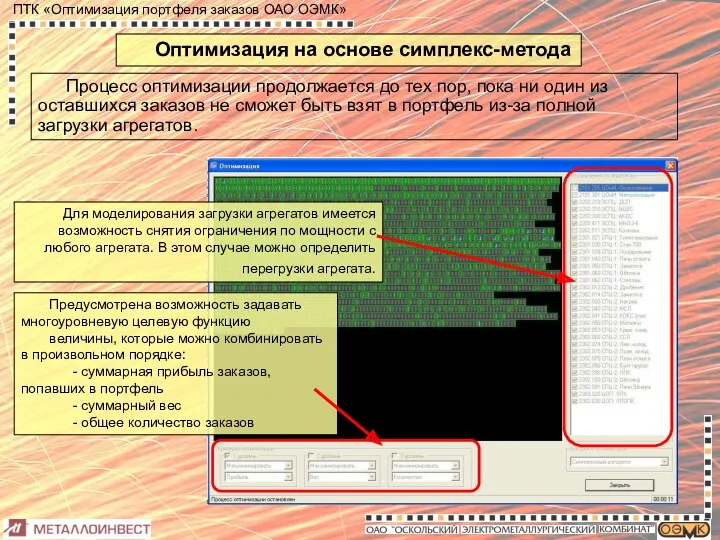
- 24. Оптимизация на основе симплекс-метода Процесс оптимизации продолжается до тех пор, пока ни один из оставшихся заказов
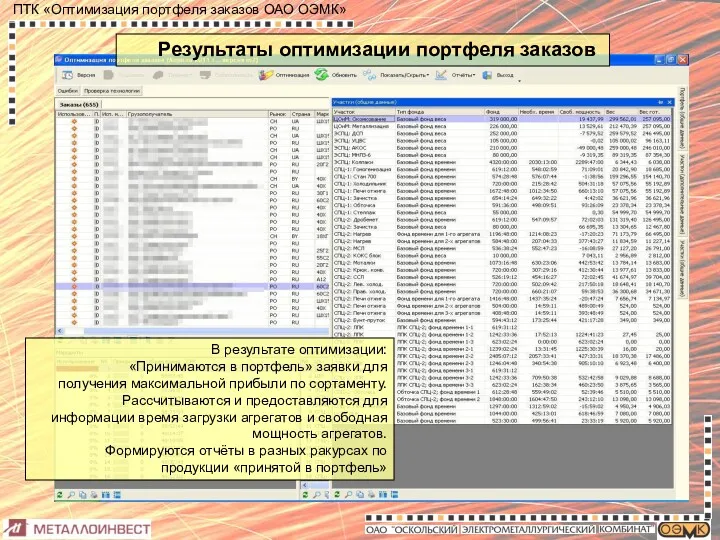
- 25. Результаты оптимизации портфеля заказов В результате оптимизации: «Принимаются в портфель» заявки для получения максимальной прибыли по
- 27. Скачать презентацию
Выбор оптимального портфеля обеспечивает:
получение максимальной прибыли при реализации продукции
оптимальное использование производственных
Выбор оптимального портфеля обеспечивает:
получение максимальной прибыли при реализации продукции
оптимальное использование производственных
Технология производства продукции
ЦОиМ
ЭСПЦ
СПЦ-1
СПЦ-2
ЦОП
ЭСПЦ – электросталеплавильный цех:
Оборудование:
4 дуговых сталеплавильных печи
Технология производства продукции
ЦОиМ
ЭСПЦ
СПЦ-1
СПЦ-2
ЦОП
ЭСПЦ – электросталеплавильный цех:
Оборудование:
4 дуговых сталеплавильных печи
Технология производства продукции
ЦОиМ
ЭСПЦ
СПЦ-2
ЦОП
СПЦ-1
СПЦ-1 – Сортопрокатный цех №1. Стан
Технология производства продукции
ЦОиМ
ЭСПЦ
СПЦ-2
ЦОП
СПЦ-1
СПЦ-1 – Сортопрокатный цех №1. Стан
Технология производства продукции
ЦОиМ
ЭСПЦ
ЦОП
СПЦ-1
СПЦ-2
СПЦ-2 – Сортопрокатный цех №2.
Технология производства продукции
ЦОиМ
ЭСПЦ
ЦОП
СПЦ-1
СПЦ-2
СПЦ-2 – Сортопрокатный цех №2.
Технология производства продукции
ЦОиМ
ЭСПЦ
СПЦ-1
СПЦ-2
ЦОП
ЦОП – Цех отделки
Технология производства продукции
ЦОиМ
ЭСПЦ
СПЦ-1
СПЦ-2
ЦОП
ЦОП – Цех отделки
Необходимость разработки комплекса
Большое количество предварительных заявок ~ 1000
Наличие в сортаменте малых
Необходимость разработки комплекса
Большое количество предварительных заявок ~ 1000
Наличие в сортаменте малых
Необходимость разработки комплекса
В этих условиях стоит задача:
Оперативно сформировать портфель заказов,
Необходимость разработки комплекса
В этих условиях стоит задача:
Оперативно сформировать портфель заказов,
Реализация комплекса
2 сервера - технологический и коммерческий
СУБД ORACLE 10 – база
Реализация комплекса
2 сервера - технологический и коммерческий
СУБД ORACLE 10 – база
Формирование исходных данных
Алгоритм процесса оптимизации портфеля заказов основан на информации, всесторонне
Формирование исходных данных
Алгоритм процесса оптимизации портфеля заказов основан на информации, всесторонне
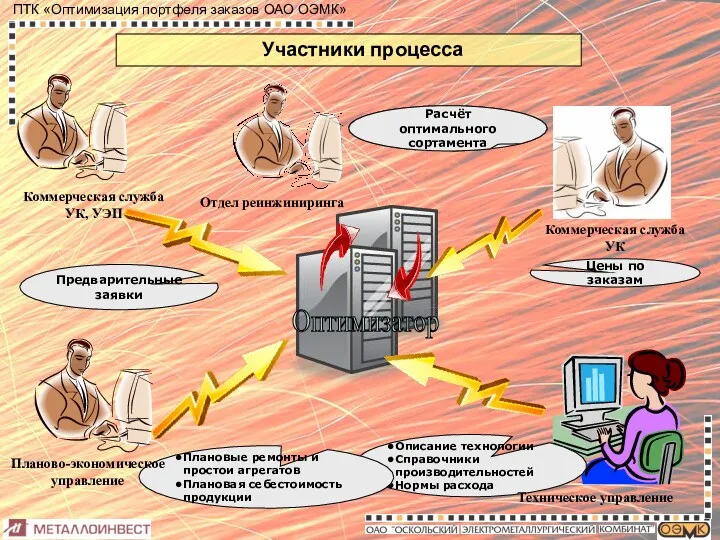
Оптимизатор
Коммерческая служба УК, УЭП
Предварительные заявки
Описание технологии
Справочники производительностей
Нормы расхода
Техническое управление
Плановые
Оптимизатор
Коммерческая служба УК, УЭП
Предварительные заявки
Описание технологии
Справочники производительностей
Нормы расхода
Техническое управление
Плановые
Справочники производительностей
По всем технологическим агрегатам специалистами ТУ ведутся значения производительностей в
Справочники производительностей
По всем технологическим агрегатам специалистами ТУ ведутся значения производительностей в
Описание технологии
По каждой предварительной заявке прорабатывается и описывается технология производства с
Описание технологии
По каждой предварительной заявке прорабатывается и описывается технология производства с
Ведение ППР и простоев
По всем технологическим участкам вводятся время планово-предупредительных ремонтов
Ведение ППР и простоев
По всем технологическим участкам вводятся время планово-предупредительных ремонтов
Ведение плановой себестоимости
По каждой предварительной заявке определяется плановая производственная себестоимость литой
Ведение плановой себестоимости
По каждой предварительной заявке определяется плановая производственная себестоимость литой
Маршруты обработки
На основе сформированных технологических данных заказов и технологических справочников осуществляется
Маршруты обработки
На основе сформированных технологических данных заказов и технологических справочников осуществляется
Маршруты обработки
В общем случае, если допускается обработка на двух различных агрегатах,
Маршруты обработки
В общем случае, если допускается обработка на двух различных агрегатах,
Расчёт себестоимости
Для каждого маршрута обработки рассчитывается себестоимость производства конечной продукции, в
Расчёт себестоимости
Для каждого маршрута обработки рассчитывается себестоимость производства конечной продукции, в
Визуализация расчёта технологии и себестоимости
В результате расчёта технологии по каждой заявке
Визуализация расчёта технологии и себестоимости
В результате расчёта технологии по каждой заявке
Ввод цены реализации по продукции
По окончании ввода исходных технологических данных и
Ввод цены реализации по продукции
По окончании ввода исходных технологических данных и
Оптимизация портфеля заказов
Задачей процесса оптимизации является выбор заказов из набора заявок,
Оптимизация портфеля заказов
Задачей процесса оптимизации является выбор заказов из набора заявок,
Оптимизация на основе симплекс-метода
В программно-техническом комплексе реализован механизм оптимизации на основе
Оптимизация на основе симплекс-метода
В программно-техническом комплексе реализован механизм оптимизации на основе
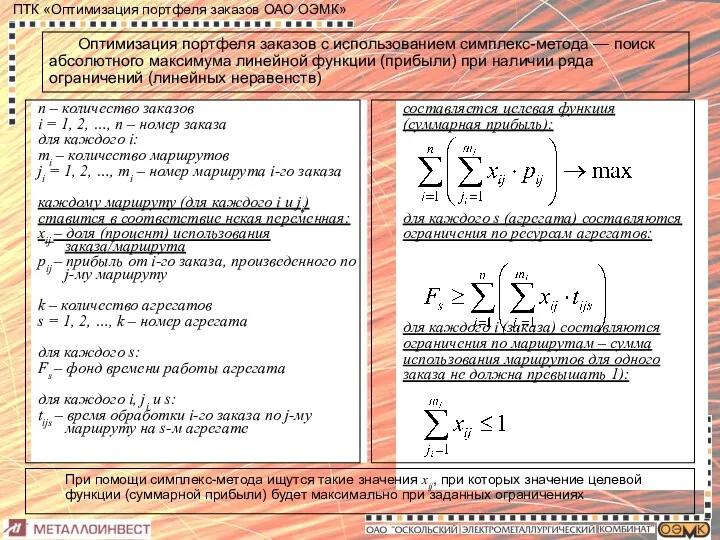
составляется целевая функция
(суммарная прибыль):
для каждого s (агрегата) составляются
ограничения по ресурсам агрегатов:
для
составляется целевая функция
(суммарная прибыль):
для каждого s (агрегата) составляются
ограничения по ресурсам агрегатов:
для
Оптимизация на основе симплекс-метода
Процесс оптимизации продолжается до тех пор, пока ни
Оптимизация на основе симплекс-метода
Процесс оптимизации продолжается до тех пор, пока ни
Результаты оптимизации портфеля заказов
В результате оптимизации:
«Принимаются в портфель» заявки для
Результаты оптимизации портфеля заказов
В результате оптимизации:
«Принимаются в портфель» заявки для
 Развивай-ка
Развивай-ка Тоқыма өндірісі
Тоқыма өндірісі Статистическая радиотехника (основы теории случайных процессов)
Статистическая радиотехника (основы теории случайных процессов) Географическое положение Африки
Географическое положение Африки Анализ портфеля акций
Анализ портфеля акций презентация к уроку технология УМК Гармония 1 класс
презентация к уроку технология УМК Гармония 1 класс Экспресс-диагностика дошкольника.
Экспресс-диагностика дошкольника. Электроэнергетика и электротехника. Релейная защита и автоматизация электроэнергетических систем
Электроэнергетика и электротехника. Релейная защита и автоматизация электроэнергетических систем степень окисления
степень окисления Жылулық құбылыстар
Жылулық құбылыстар Северная война 1700 - 1721 гг
Северная война 1700 - 1721 гг Механическая желтуха
Механическая желтуха Гета Виктория 15 лет Подарок на праздник
Гета Виктория 15 лет Подарок на праздник Культура Древнего Рима
Культура Древнего Рима лист самооценки обучающегося
лист самооценки обучающегося 20231017_prezentatsiya_konstruirovanie
20231017_prezentatsiya_konstruirovanie Исследовательская технология
Исследовательская технология Основы военной службы обороны государства
Основы военной службы обороны государства Урок технологии. Изделие: сердечко
Урок технологии. Изделие: сердечко Химическая связь
Химическая связь Презентация творческой поделки из мультфильма Винни Пух и его друзья
Презентация творческой поделки из мультфильма Винни Пух и его друзья Наша достопримечательность: памятник-обелиск, погибшим землякам в поселке Харино
Наша достопримечательность: памятник-обелиск, погибшим землякам в поселке Харино Родной Пермский край – часть большой страны. 4 класс
Родной Пермский край – часть большой страны. 4 класс Программа развития для ДОУ
Программа развития для ДОУ Модуляция и виды модуляции
Модуляция и виды модуляции Омонимы разработка урока по татарскому языку.
Омонимы разработка урока по татарскому языку. Интернет зависимость среди молодежи
Интернет зависимость среди молодежи Теоретические и методические основы обучения (дидактика)
Теоретические и методические основы обучения (дидактика)