Организационно-экономическое и техническое проектирование предприятия по изготовлению деталей ГТД презентация
- Организационно-экономическое и техническое проектирование предприятия по изготовлению деталей ГТД

Содержание
- 2. Цель и задачи ЦЕЛЬЮ РАБОТЫ ЯВЛЯЕТСЯ ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ ПРОЕКТИРУЕМОГО ПРЕДПРИЯТИЯ, РАБОТАЮЩЕГО В УСЛОВИЯХ ИСПОЛЬЗОВАНИЯ НОВОГО ПРОГРЕССИВНОГО
- 4. АНАЛИЗ ВНЕШНЕЙ И ВНУТРЕННЕЙ И СРЕДЫ ПРЕДПРИЯТИЯ ОАО «МЕТАЛЛИСТ-САМАРА». PEST-анализ
- 5. АНАЛИЗ ВНЕШНЕЙ И ВНУТРЕННЕЙ И СРЕДЫ ПРЕДПРИЯТИЯ ОАО «МЕТАЛЛИСТ-САМАРА». SWOT – анализ 1) Высокое качество продукции;
- 6. Проектирование базового и прогрессивного технологического процесса изготовления детали типа «втулка»
- 7. Рабочий чертеж детали
- 8. ХАРАКТЕРИСТИКА МАТЕРИАЛА ДЕТАЛИ.
- 9. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ ТИПА «ВТУЛКА». Описание конструкции и технических характеристик детали. ДЕТАЛЬ ПРЕДСТАВЛЯЕТ СОБОЙ
- 10. Штамповка на КГШП Обеспечение сложной формы детали затруднительно, что вызывает необходимость дополнительных токарных операций; Фланец круглой
- 11. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ ТИПА «ВТУЛКА». Экономическое обоснование оптимального варианта получения заготовки. ТАБЛИЦА – ЭКОНОМИЧЕСКОЕ
- 12. ВЫБОР ТЕХНОЛОГИЧЕСКИХ БАЗ
- 13. ЭТАПЫ ОБРАБОТКИ ЗАГОТОВКИ И ИХ НАЗНАЧЕНИЕ
- 14. ЭСКИЗЫ ОПЕРАЦИЙ БАЗОВОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
- 15. Нормирование времени
- 16. ПРОЕКТИРОВАНИЕ БАЗОВОГО И ПРОГРЕССИВНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ Станок NT 430 DSG
- 17. ЭСКИЗЫ ОПЕРАЦИЙ ПРОГРЕССИВНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
- 18. Нормирование времени
- 19. ОРГАНИЗАЦИОННО – ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ ПРОИЗВОДСТВА ДЕТАЛИ ТИПА «ВТУЛКА». СРАВНЕНИЕ ВАРИАНТОВ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПО СТРУКТУРЕ ОПЕРАЦИЙ И
- 20. Сравнение применяемого оборудования согласно базовому и прогрессивному технологическому процессу
- 21. Технологическая себестоимость изготовления детали прогрессивного технологического процесса
- 22. МОДЕЛЬ БЕЗУБЫТОЧНОСТИ
- 23. Результаты финансово-экономической оценки ТОЧКА БЕЗУБЫТОЧНОСТИ ПРОЕКТА = 273 540 ШТ ЧИСТЫЙ ПРИВЕДЕННЫЙ ДОХОД: NPV = 36
- 24. В соответствии с заданным объемом валового выпуска продукции: 200 000 Н-час, получены итоговые показатели предприятия: Производственная
- 26. Скачать презентацию
Цель и задачи
ЦЕЛЬЮ РАБОТЫ ЯВЛЯЕТСЯ ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ ПРОЕКТИРУЕМОГО ПРЕДПРИЯТИЯ, РАБОТАЮЩЕГО В
Цель и задачи
ЦЕЛЬЮ РАБОТЫ ЯВЛЯЕТСЯ ОПРЕДЕЛЕНИЕ ПАРАМЕТРОВ ПРОЕКТИРУЕМОГО ПРЕДПРИЯТИЯ, РАБОТАЮЩЕГО В

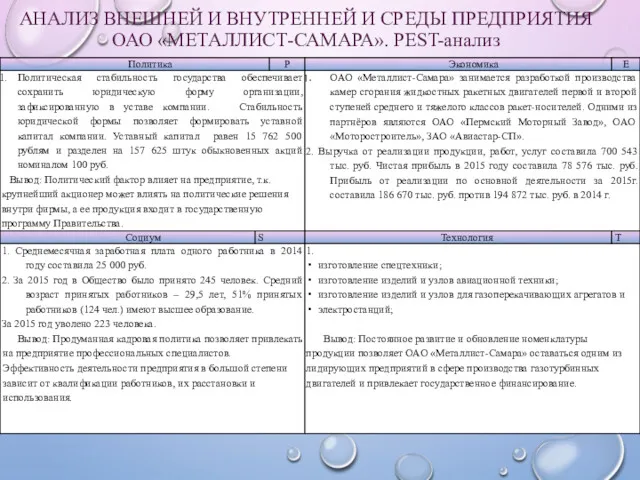
АНАЛИЗ ВНЕШНЕЙ И ВНУТРЕННЕЙ И СРЕДЫ ПРЕДПРИЯТИЯ ОАО «МЕТАЛЛИСТ-САМАРА». PEST-анализ
АНАЛИЗ ВНЕШНЕЙ И ВНУТРЕННЕЙ И СРЕДЫ ПРЕДПРИЯТИЯ ОАО «МЕТАЛЛИСТ-САМАРА». PEST-анализ
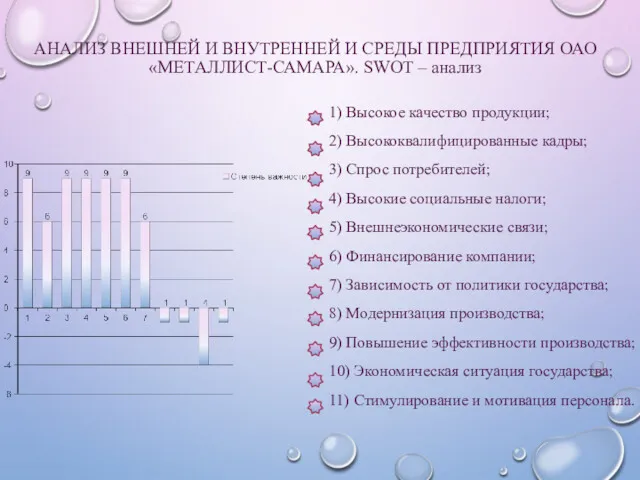
АНАЛИЗ ВНЕШНЕЙ И ВНУТРЕННЕЙ И СРЕДЫ ПРЕДПРИЯТИЯ ОАО «МЕТАЛЛИСТ-САМАРА». SWOT –
АНАЛИЗ ВНЕШНЕЙ И ВНУТРЕННЕЙ И СРЕДЫ ПРЕДПРИЯТИЯ ОАО «МЕТАЛЛИСТ-САМАРА». SWOT –
Проектирование базового и прогрессивного технологического процесса изготовления детали типа «втулка»
Проектирование базового и прогрессивного технологического процесса изготовления детали типа «втулка»
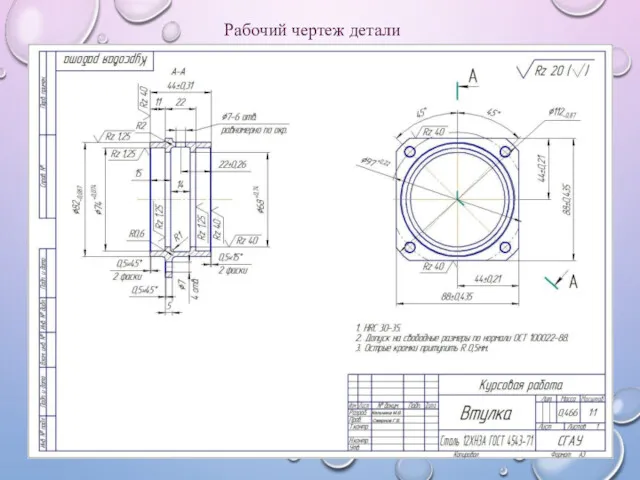
Рабочий чертеж детали
Рабочий чертеж детали
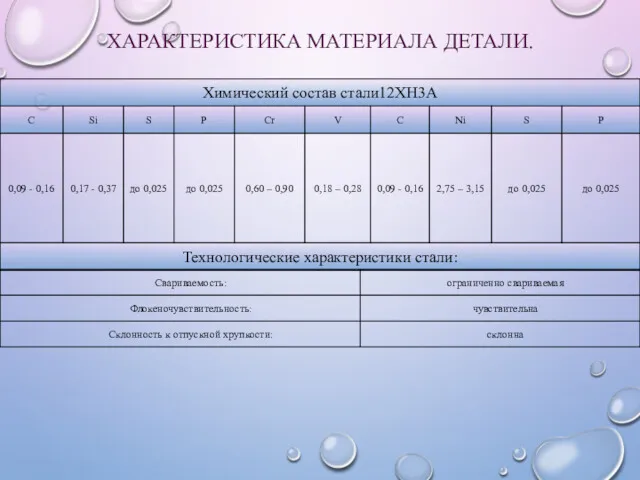
ХАРАКТЕРИСТИКА МАТЕРИАЛА ДЕТАЛИ.
ХАРАКТЕРИСТИКА МАТЕРИАЛА ДЕТАЛИ.
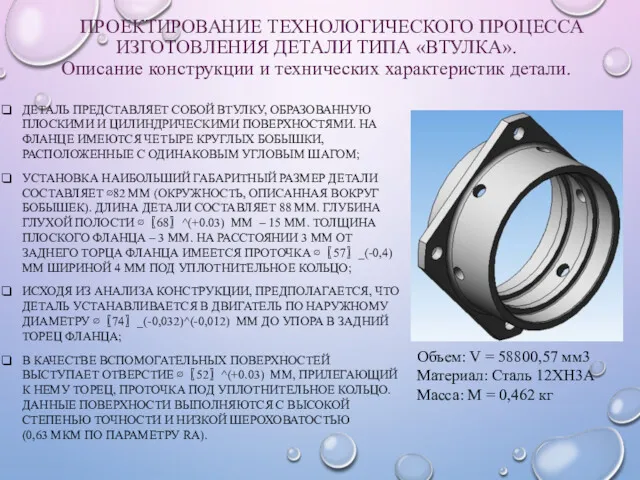
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ ТИПА «ВТУЛКА».
Описание конструкции и технических
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ ТИПА «ВТУЛКА». Описание конструкции и технических
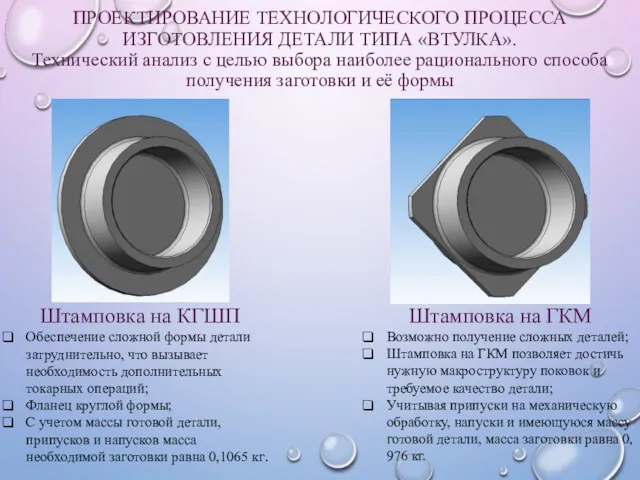
Штамповка на КГШП
Обеспечение сложной формы детали затруднительно, что вызывает необходимость дополнительных
Штамповка на КГШП
Обеспечение сложной формы детали затруднительно, что вызывает необходимость дополнительных
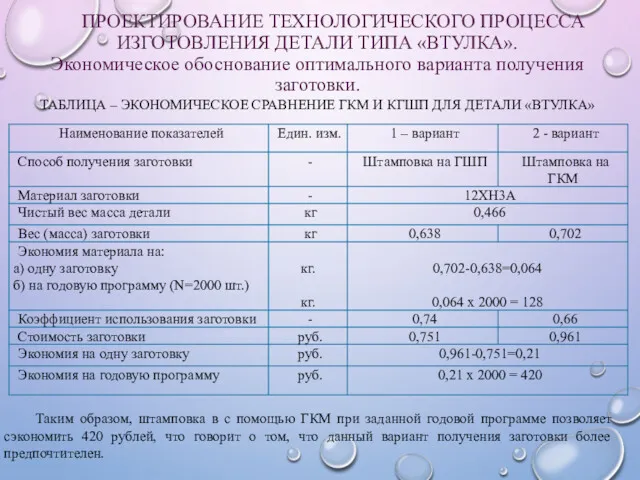
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ ТИПА «ВТУЛКА».
Экономическое обоснование оптимального варианта
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ ТИПА «ВТУЛКА». Экономическое обоснование оптимального варианта

ВЫБОР ТЕХНОЛОГИЧЕСКИХ БАЗ
ВЫБОР ТЕХНОЛОГИЧЕСКИХ БАЗ
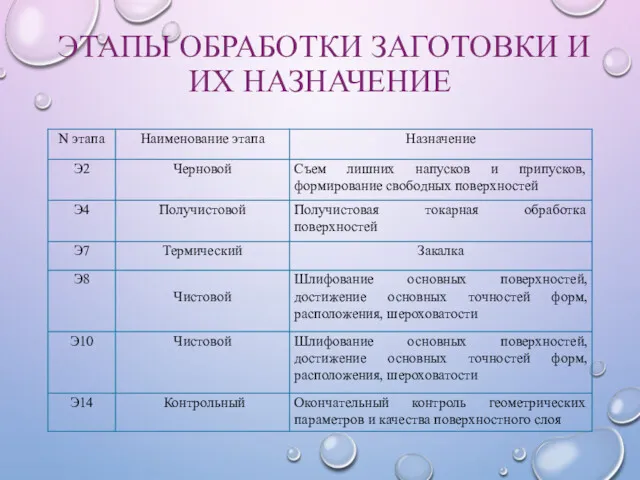
ЭТАПЫ ОБРАБОТКИ ЗАГОТОВКИ И ИХ НАЗНАЧЕНИЕ
ЭТАПЫ ОБРАБОТКИ ЗАГОТОВКИ И ИХ НАЗНАЧЕНИЕ
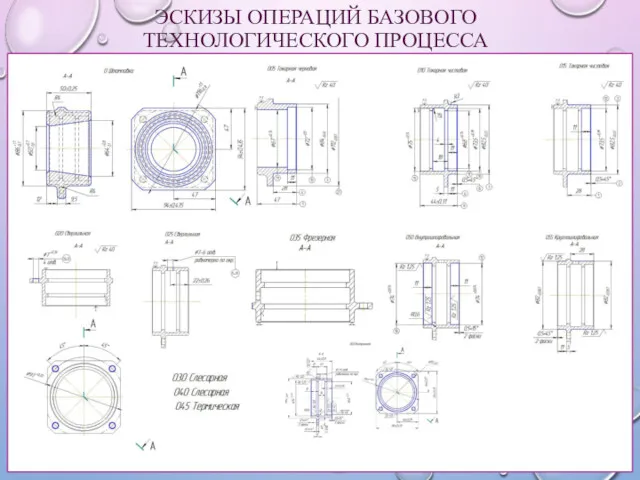
ЭСКИЗЫ ОПЕРАЦИЙ БАЗОВОГО
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ЭСКИЗЫ ОПЕРАЦИЙ БАЗОВОГО
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
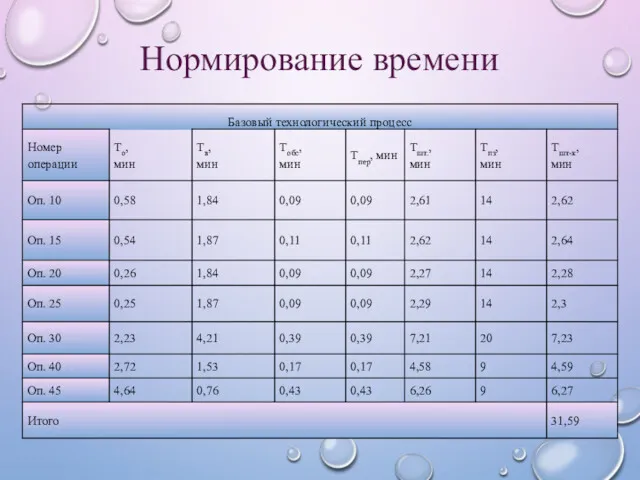
Нормирование времени
Нормирование времени

ПРОЕКТИРОВАНИЕ БАЗОВОГО И ПРОГРЕССИВНОГО
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ
Станок
NT 430 DSG
ПРОЕКТИРОВАНИЕ БАЗОВОГО И ПРОГРЕССИВНОГО
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛИ
Станок
NT 430 DSG

ЭСКИЗЫ ОПЕРАЦИЙ ПРОГРЕССИВНОГО
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ЭСКИЗЫ ОПЕРАЦИЙ ПРОГРЕССИВНОГО
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА

Нормирование времени
Нормирование времени
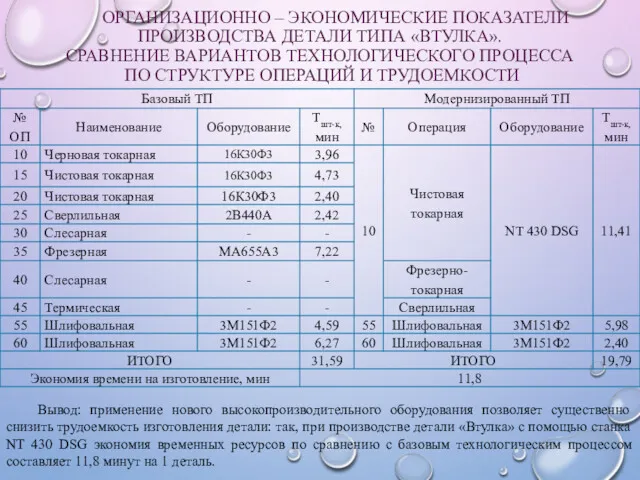
ОРГАНИЗАЦИОННО – ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ ПРОИЗВОДСТВА ДЕТАЛИ ТИПА «ВТУЛКА».
СРАВНЕНИЕ ВАРИАНТОВ ТЕХНОЛОГИЧЕСКОГО
ОРГАНИЗАЦИОННО – ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ ПРОИЗВОДСТВА ДЕТАЛИ ТИПА «ВТУЛКА». СРАВНЕНИЕ ВАРИАНТОВ ТЕХНОЛОГИЧЕСКОГО
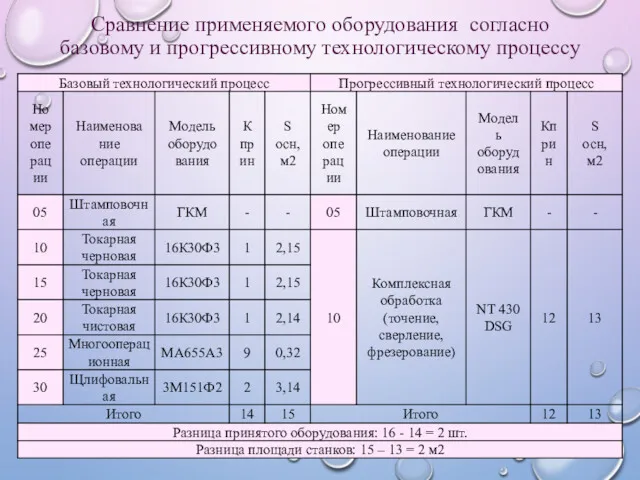
Сравнение применяемого оборудования согласно базовому и прогрессивному технологическому процессу
Сравнение применяемого оборудования согласно базовому и прогрессивному технологическому процессу
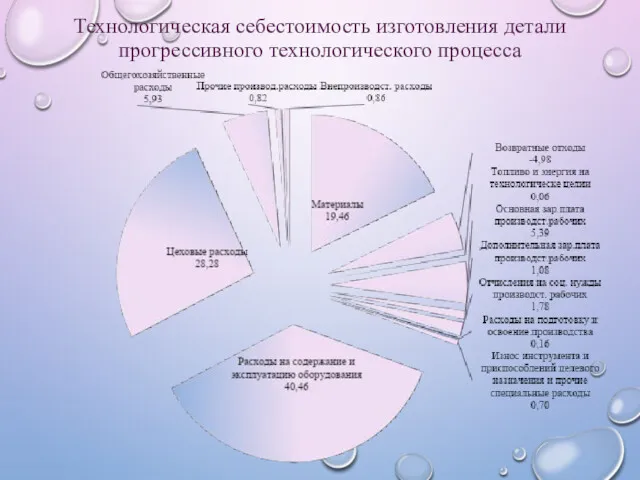
Технологическая себестоимость изготовления детали
прогрессивного технологического процесса
Технологическая себестоимость изготовления детали
прогрессивного технологического процесса

МОДЕЛЬ БЕЗУБЫТОЧНОСТИ
МОДЕЛЬ БЕЗУБЫТОЧНОСТИ
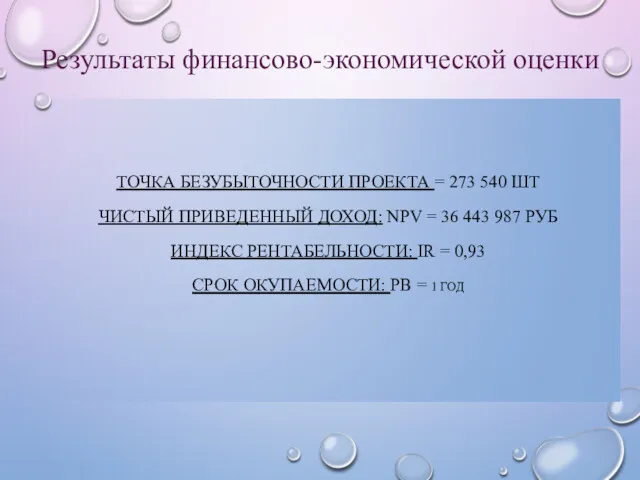
Результаты финансово-экономической оценки
ТОЧКА БЕЗУБЫТОЧНОСТИ ПРОЕКТА = 273 540 ШТ
ЧИСТЫЙ ПРИВЕДЕННЫЙ ДОХОД:
Результаты финансово-экономической оценки
ТОЧКА БЕЗУБЫТОЧНОСТИ ПРОЕКТА = 273 540 ШТ
ЧИСТЫЙ ПРИВЕДЕННЫЙ ДОХОД:
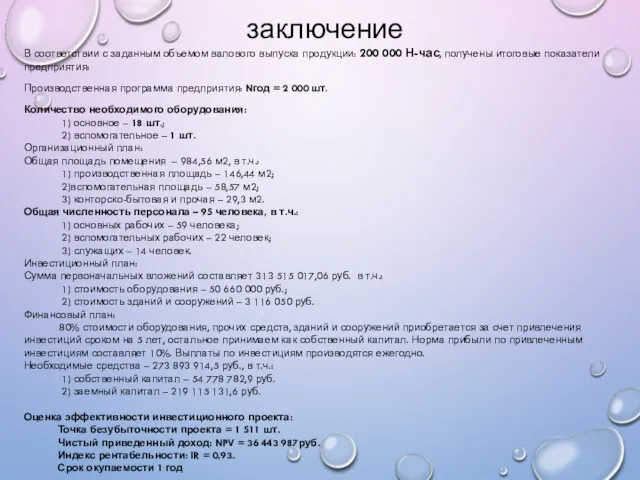
В соответствии с заданным объемом валового выпуска продукции: 200 000 Н-час, получены
В соответствии с заданным объемом валового выпуска продукции: 200 000 Н-час, получены
 Київський міський центр зайнятості. Майстер-клас з пошуку роботи “Крок за кроком”
Київський міський центр зайнятості. Майстер-клас з пошуку роботи “Крок за кроком” Темперамент
Темперамент 20231026_mediaproekt_biografiya_ivana_susanina
20231026_mediaproekt_biografiya_ivana_susanina Республика Удмуртия
Республика Удмуртия Восславим женщину, чьё имя мать
Восславим женщину, чьё имя мать Классный час О тех, кто нас всегда любит и ждет 2 класс
Классный час О тех, кто нас всегда любит и ждет 2 класс Types of questions
Types of questions Новая система KPI's партнеров Tele 2
Новая система KPI's партнеров Tele 2 Шестерённые насосы
Шестерённые насосы От чего зависит сила трения?
От чего зависит сила трения? Достижения КГАСУ в области изучения эпоксидных смол
Достижения КГАСУ в области изучения эпоксидных смол Королевство Саудовская Аравия
Королевство Саудовская Аравия Скрининговые тесты в диагностике состояния системы гемостаза
Скрининговые тесты в диагностике состояния системы гемостаза Жердің ғаламшар ретіндегі жалпы сипаттамасы
Жердің ғаламшар ретіндегі жалпы сипаттамасы Детская игровая комната
Детская игровая комната Сушилки для сушки сыпучих материалов. Барабанные сушилки и их применение в производстве тугоплавких силикатных материалов
Сушилки для сушки сыпучих материалов. Барабанные сушилки и их применение в производстве тугоплавких силикатных материалов Задачи огневой подготовки
Задачи огневой подготовки Электролиттік диссоциация
Электролиттік диссоциация Организация проектной деятельности. Структура проекта
Организация проектной деятельности. Структура проекта Векторы. Тест. (Вариант 1)
Векторы. Тест. (Вариант 1) Моніторинг процесу децентралізації влади та реформування місцевого самоврядування
Моніторинг процесу децентралізації влади та реформування місцевого самоврядування Создание Дорожки здоровья на улице Набережная в городе Озёрске Челябинской области в рамках реализации проекта
Создание Дорожки здоровья на улице Набережная в городе Озёрске Челябинской области в рамках реализации проекта Начало освоения Новороссии и Крыма
Начало освоения Новороссии и Крыма Академия роботов
Академия роботов Розробка системи рекуперації електричної енергії для електроавтомобілів
Розробка системи рекуперації електричної енергії для електроавтомобілів Даму барысындағы ақаулар.Түсініктемесі. Бас, мойын, кеуде қуысының,іш, аяқ-қолдары даму барысындағы ақаулар
Даму барысындағы ақаулар.Түсініктемесі. Бас, мойын, кеуде қуысының,іш, аяқ-қолдары даму барысындағы ақаулар Тауелсіз елім Қазақстан
Тауелсіз елім Қазақстан Интерактивная игра по обучению грамоте Найди правильный слог (на звук Л)
Интерактивная игра по обучению грамоте Найди правильный слог (на звук Л)