- Организация производственных процессов с использованием поточных линий

Содержание
- 2. Ограничение применения достаточно большой и стабильный объем выпуска продукции в течение длительного периода; технологичная конструкция изделия;
- 3. Календарно-плановые нормативы однопредметных непрерывно-поточных линий Такт или ритм потока. Число рабочих мест по операциям или по
- 4. Расчет такта или ритма потока
- 5. Определение периода конвейера и системы адресования Распределительный конвейер l-шаг(М)
- 6. Расчет периода конвейера
- 7. Расчет заделов на поточных линиях Технологические заделы Транспортные заделы Страховые заделы Страховой (резервный) задел – на
- 8. Многопредметные непрерывно-поточные линии (МНПЛ)
- 9. Отличительные признаки МНПЛ Изготавливается несколько видов продукции, На каждом рабочем месте выполняется несколько деталеопераций В зависимости
- 10. Групповые ПЛ с последовательным чередованием ПТ. Особенности процессов. Не выполняется переналадка оборудования. Каждое рабочее место оборудуется
- 11. Синхронизация МНПЛ путем комплектования деталей
- 12. Переменно-поточные ПЛ с последовательным чередованием ПТ. Особенности процессов. Обрабатываются или собираются изделия разных наименований или типоразмеров
- 13. Расчет параметров линии 1. За линией закреплены изделия с одинаковой суммарной трудоемкостью. Обработка ведется с единым
- 14. Число рабочих мест на линии трудоемкость обработки i-го изделия на линии, мин. 2. За линией закреплены
- 15. Способы синхронизации операций на участках обработки. Выделяют три основных пути синхронизации: Рационализация метода обработки. Организация режима
- 16. Рационализация метода обработки. Данный подход предполагает: а) повышение производительности станков за счет изменения режимов резания, направленных
- 17. Пример синхронизированного (непрерывного) процесса M1 M2
- 18. Пример несинхронизированного (прерывного) процесса M1 M2
- 19. Графическое отображение участка и процесса Разность в производительности операций за первый период (240 мин) Разность в
- 20. Организация режима работы участка как прерывно-поточной линии и расчеты параметров линии. Последовательность действий: а) расчет такта
- 21. Пример. На участке механической обработки изготавливается картер редуктора. Программа запуска = 200 шт. в смену, =8
- 22. Решение Рассчитывается такт линии: =2,4 мин. Определяется потребное (расчетное) число рабочих мест ; =1,5; =1,67; =
- 23. №№ рабочих
- 24. Рассчитывают значения межоперационных оборотных заделов в каждой паре смежных операций (i, i+1).
- 26. Операции 2 и 3
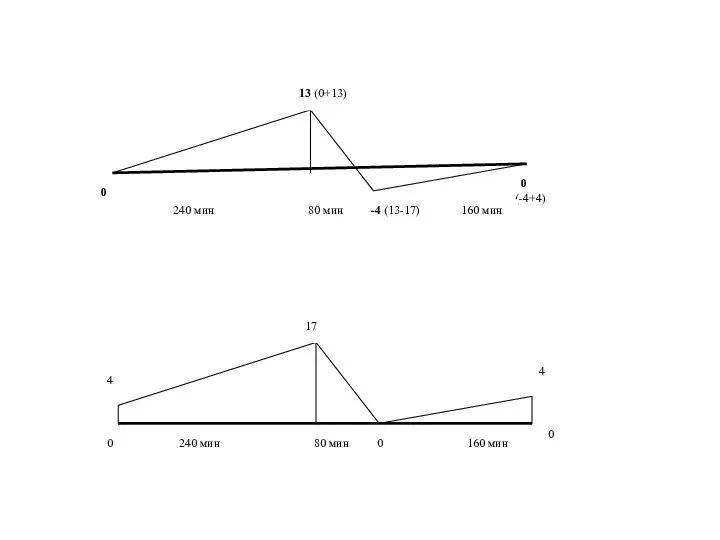
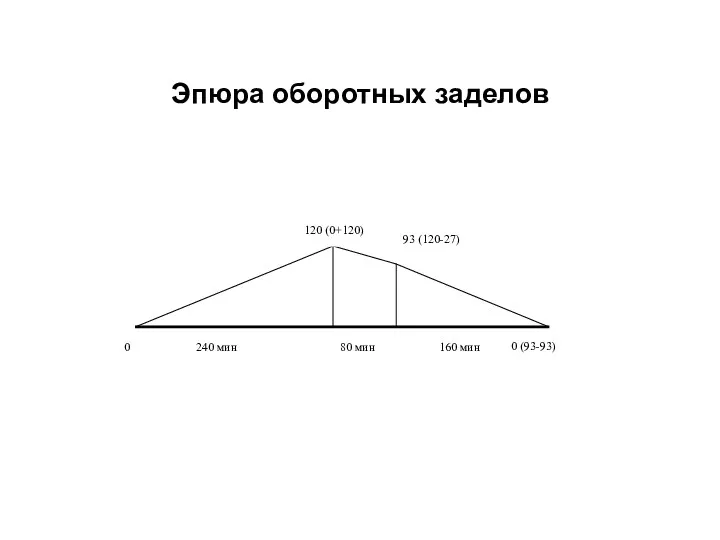
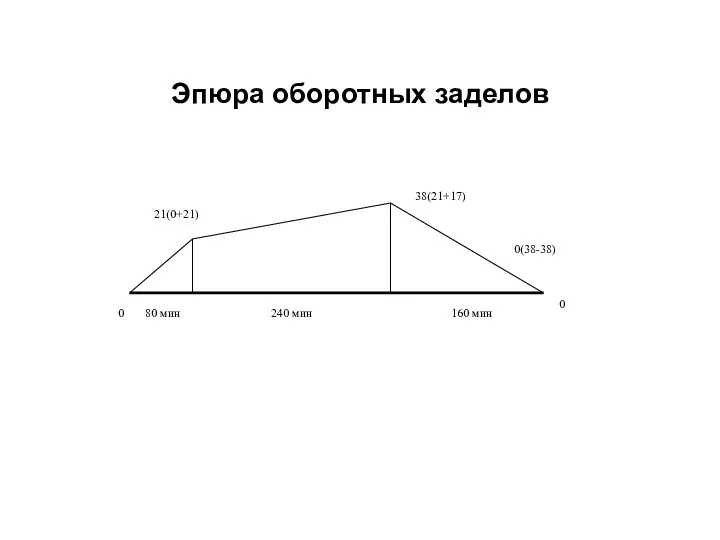
- 27. Эпюра оборотных заделов
- 28. Операции 3 и 4 3 операция
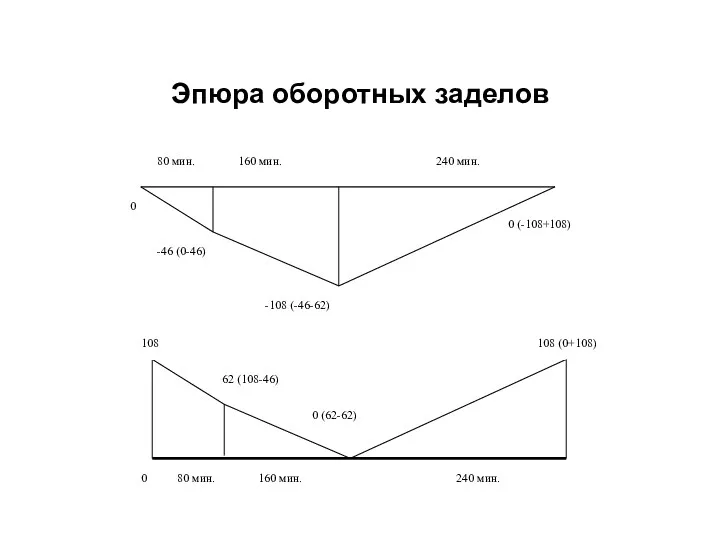
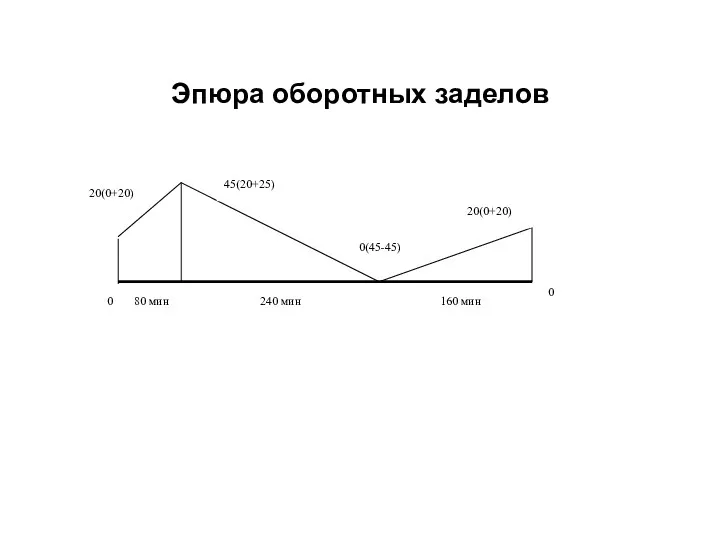
- 29. Эпюра оборотных заделов
- 30. Операции 4 и 5
- 31. Эпюра оборотных заделов
- 32. Операции 5 и 6
- 33. Эпюра оборотных заделов
- 34. Расчет вклада в НЗП, обусловленного режимом работы линии Размер той части незавершенного производства, которое обусловлено существованием
- 36. Скачать презентацию
Ограничение применения
достаточно большой и стабильный объем выпуска продукции в течение
Ограничение применения
достаточно большой и стабильный объем выпуска продукции в течение
Календарно-плановые нормативы однопредметных непрерывно-поточных линий
Такт или ритм потока.
Число рабочих мест по
Календарно-плановые нормативы однопредметных непрерывно-поточных линий
Такт или ритм потока.
Число рабочих мест по
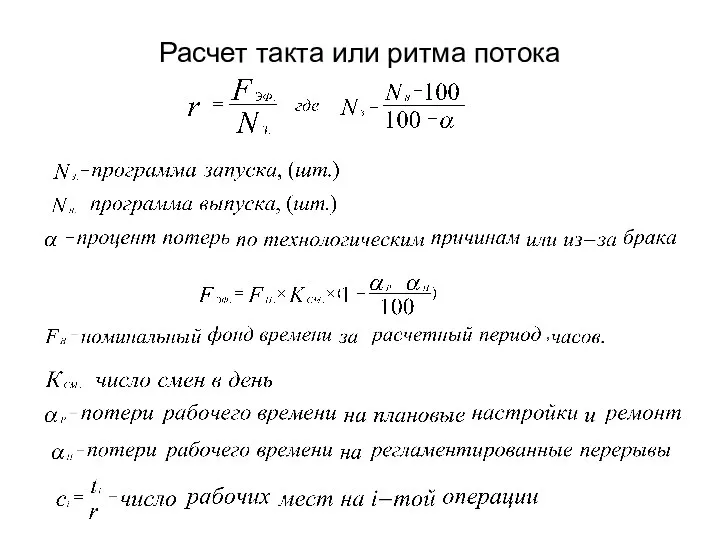
Расчет такта или ритма потока
Расчет такта или ритма потока

Определение периода конвейера и системы адресования
Распределительный конвейер
l-шаг(М)
Определение периода конвейера и системы адресования
Распределительный конвейер
l-шаг(М)
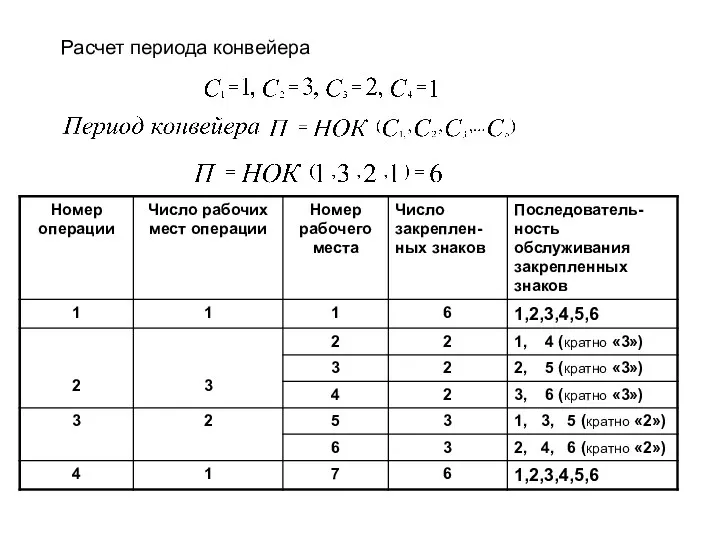
Расчет периода конвейера
Расчет периода конвейера
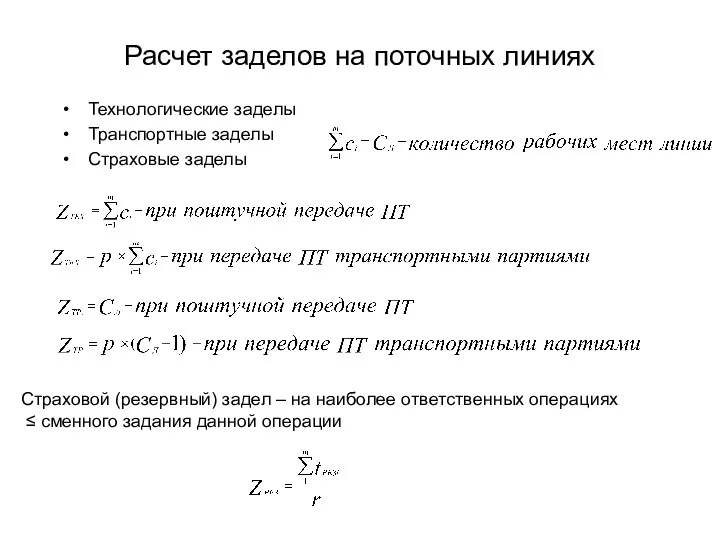
Расчет заделов на поточных линиях
Технологические заделы
Транспортные заделы
Страховые заделы
Страховой (резервный) задел –
Расчет заделов на поточных линиях
Технологические заделы
Транспортные заделы
Страховые заделы
Страховой (резервный) задел –
Многопредметные непрерывно-поточные линии (МНПЛ)
Многопредметные непрерывно-поточные линии (МНПЛ)
Отличительные признаки МНПЛ
Изготавливается несколько видов продукции,
На каждом рабочем месте выполняется несколько
Отличительные признаки МНПЛ
Изготавливается несколько видов продукции,
На каждом рабочем месте выполняется несколько
Групповые ПЛ с последовательным чередованием ПТ. Особенности процессов.
Не выполняется переналадка оборудования.
Каждое
Групповые ПЛ с последовательным чередованием ПТ. Особенности процессов.
Не выполняется переналадка оборудования.
Каждое
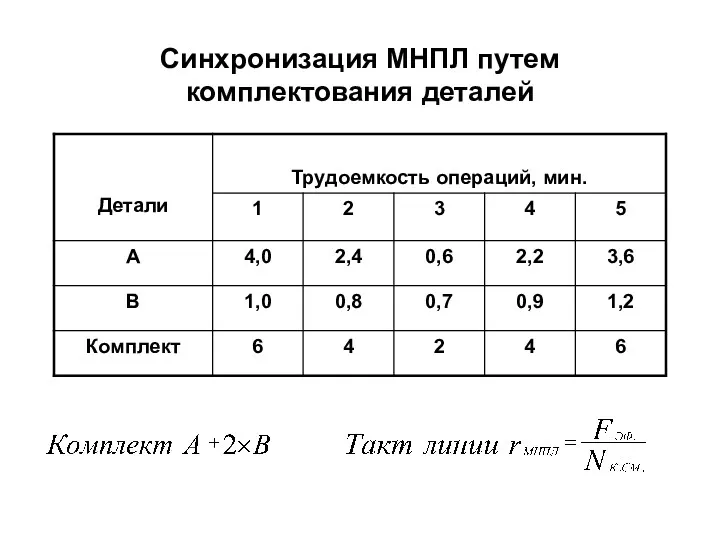
Синхронизация МНПЛ путем комплектования деталей
Синхронизация МНПЛ путем комплектования деталей
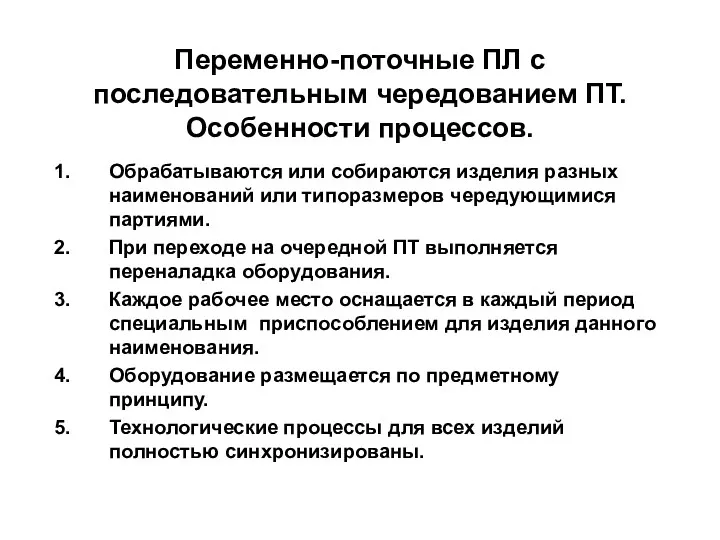
Переменно-поточные ПЛ с последовательным чередованием ПТ. Особенности процессов.
Обрабатываются или собираются изделия
Переменно-поточные ПЛ с последовательным чередованием ПТ. Особенности процессов.
Обрабатываются или собираются изделия
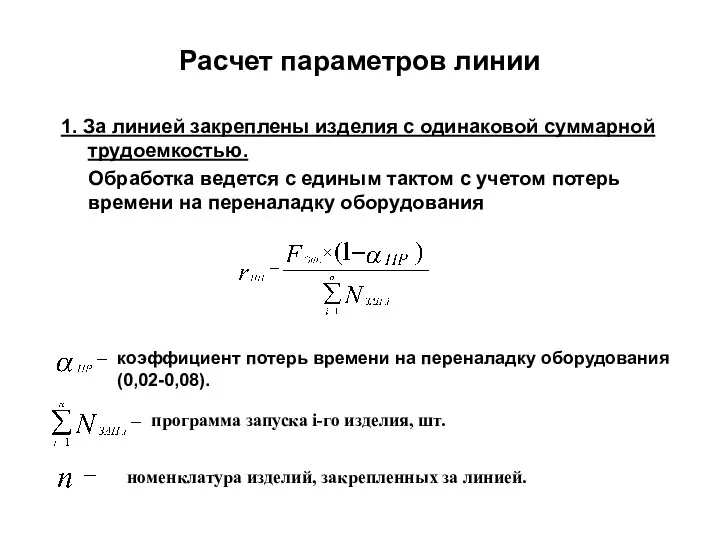
Расчет параметров линии
1. За линией закреплены изделия с одинаковой суммарной
Расчет параметров линии
1. За линией закреплены изделия с одинаковой суммарной
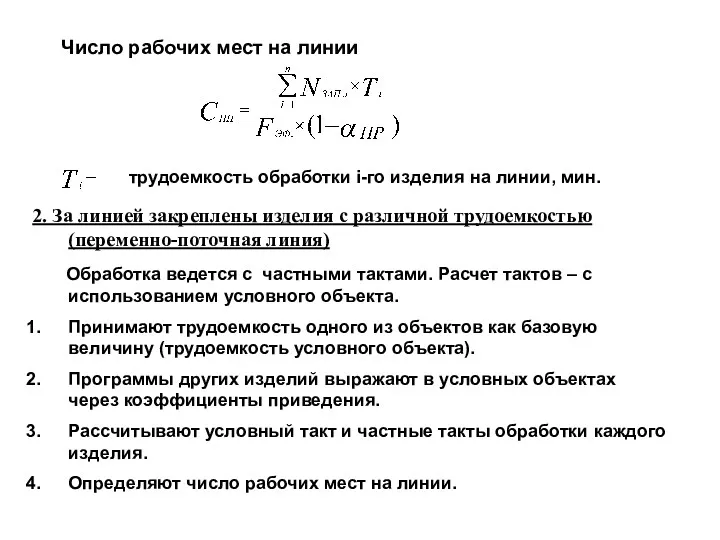
Число рабочих мест на линии
трудоемкость обработки i-го изделия на линии,
Число рабочих мест на линии
трудоемкость обработки i-го изделия на линии,
Способы синхронизации операций на участках обработки.
Выделяют три основных пути синхронизации:
Рационализация метода
Способы синхронизации операций на участках обработки.
Выделяют три основных пути синхронизации:
Рационализация метода
Рационализация метода обработки.
Данный подход предполагает:
а) повышение производительности станков за
Рационализация метода обработки.
Данный подход предполагает:
а) повышение производительности станков за
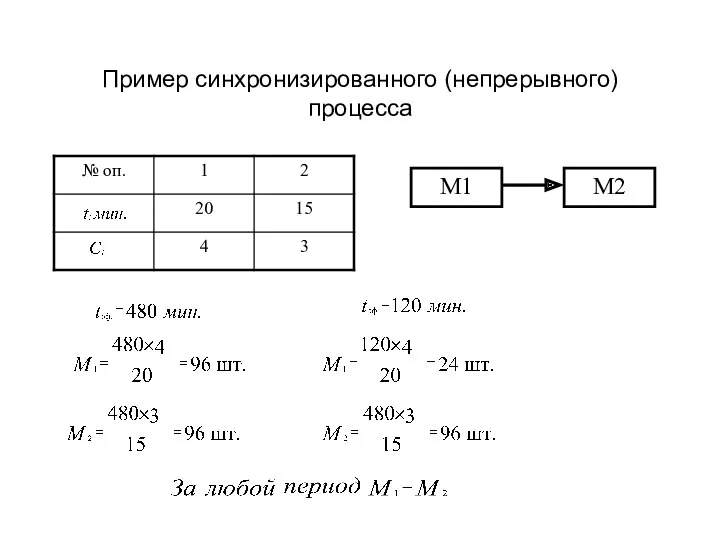
Пример синхронизированного (непрерывного) процесса
M1
M2
Пример синхронизированного (непрерывного) процесса
M1
M2
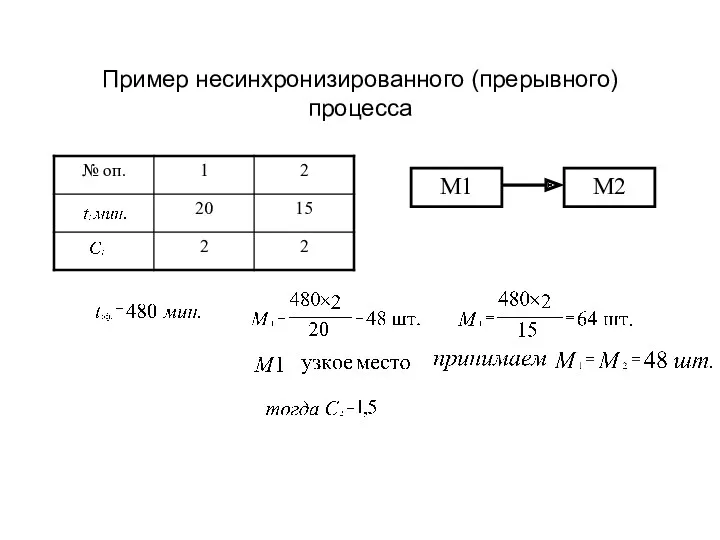
Пример несинхронизированного (прерывного) процесса
M1
M2
Пример несинхронизированного (прерывного) процесса
M1
M2
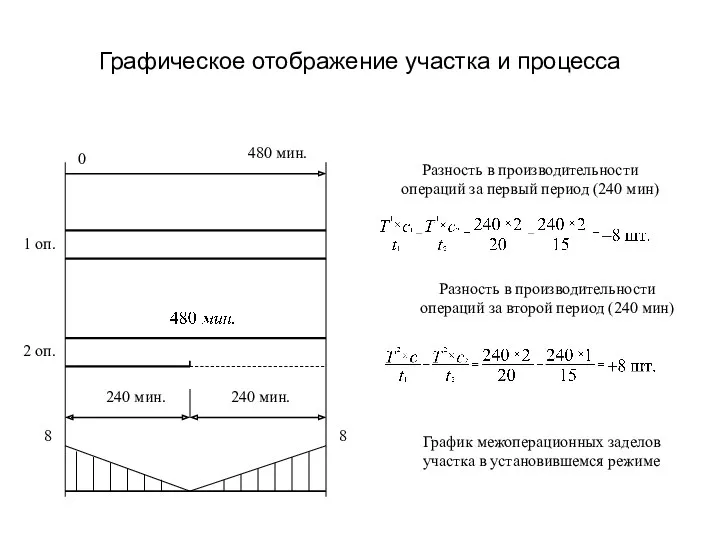
Графическое отображение участка и процесса
Разность в производительности операций за первый период
Графическое отображение участка и процесса
Разность в производительности операций за первый период
Организация режима работы участка как прерывно-поточной линии и расчеты параметров линии.
Последовательность
Организация режима работы участка как прерывно-поточной линии и расчеты параметров линии.
Последовательность
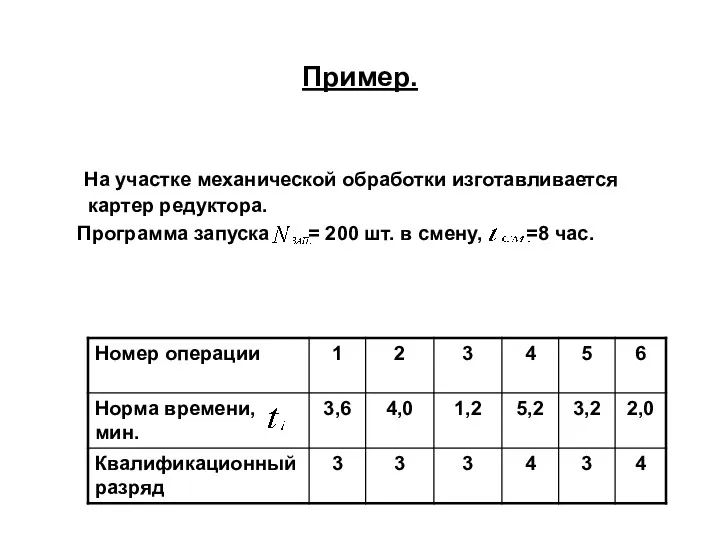
Пример.
На участке механической обработки изготавливается картер редуктора.
Программа запуска =
Пример.
На участке механической обработки изготавливается картер редуктора.
Программа запуска =
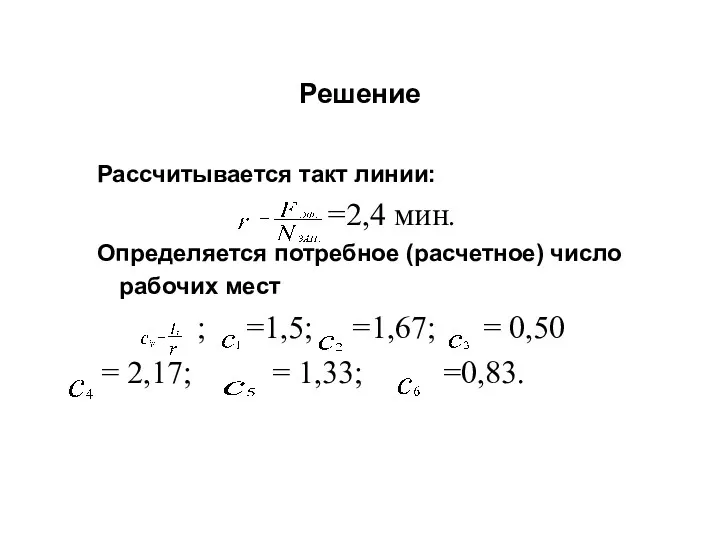
Решение
Рассчитывается такт линии:
=2,4 мин.
Определяется потребное (расчетное) число рабочих мест
Решение
Рассчитывается такт линии:
=2,4 мин.
Определяется потребное (расчетное) число рабочих мест
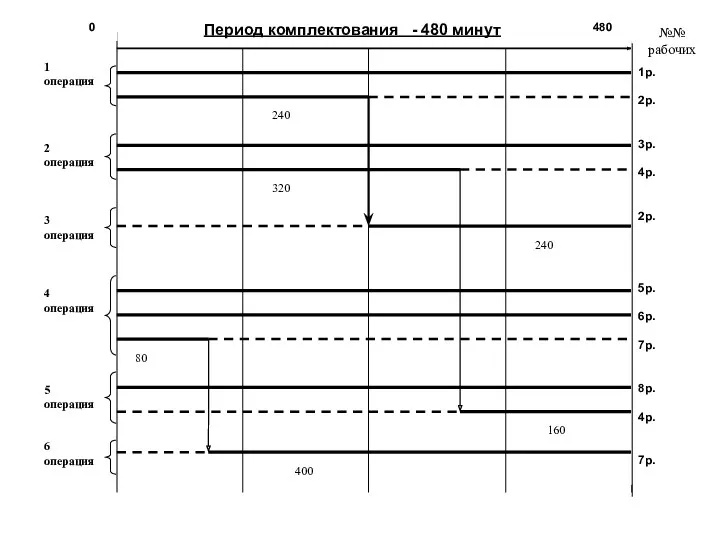
№№ рабочих
№№ рабочих
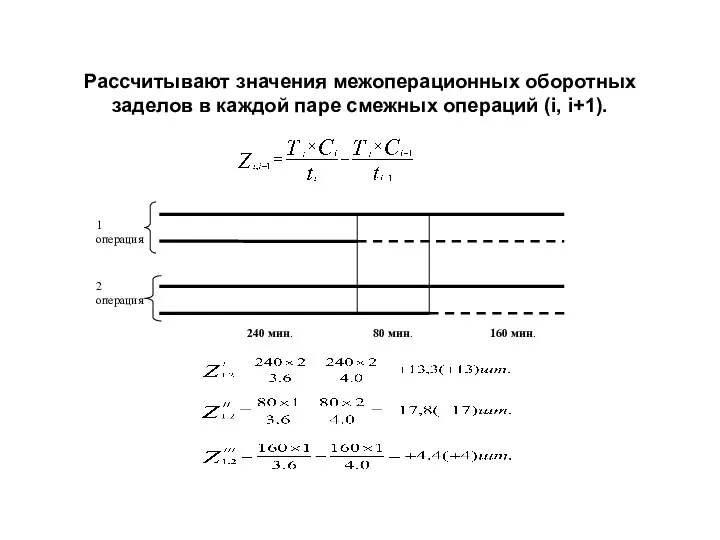
Рассчитывают значения межоперационных оборотных заделов в каждой паре смежных операций (i,
Рассчитывают значения межоперационных оборотных заделов в каждой паре смежных операций (i,
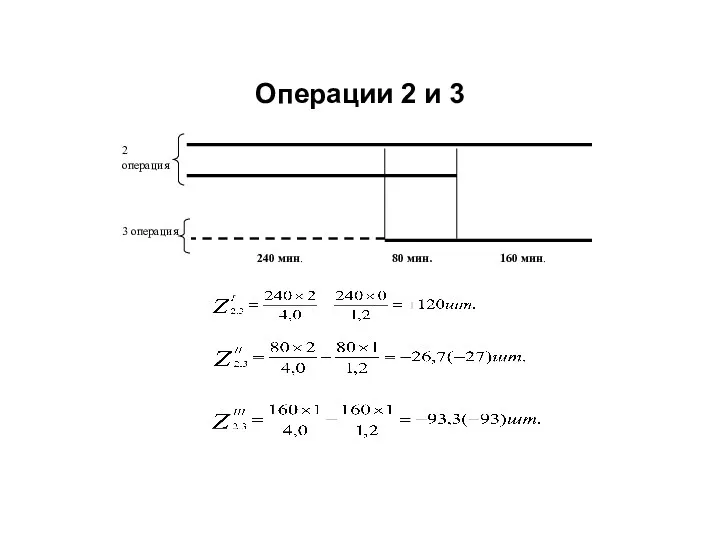
Операции 2 и 3
Операции 2 и 3
Эпюра оборотных заделов
Эпюра оборотных заделов
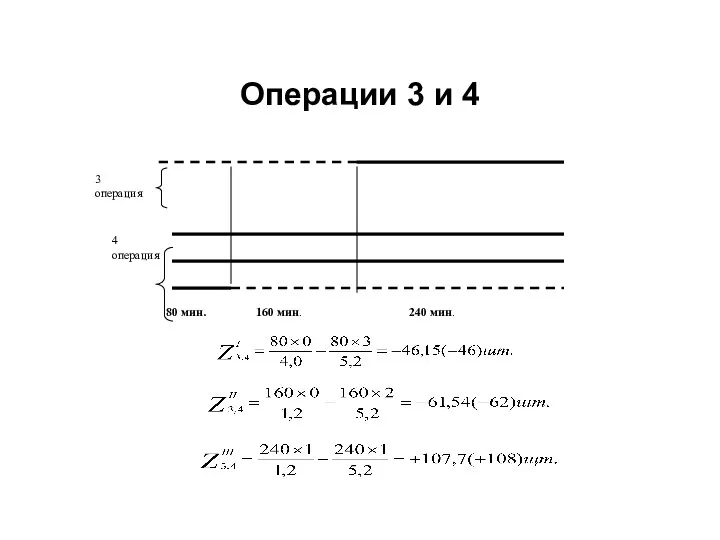
Операции 3 и 4
3 операция
Операции 3 и 4
3 операция
Эпюра оборотных заделов
Эпюра оборотных заделов
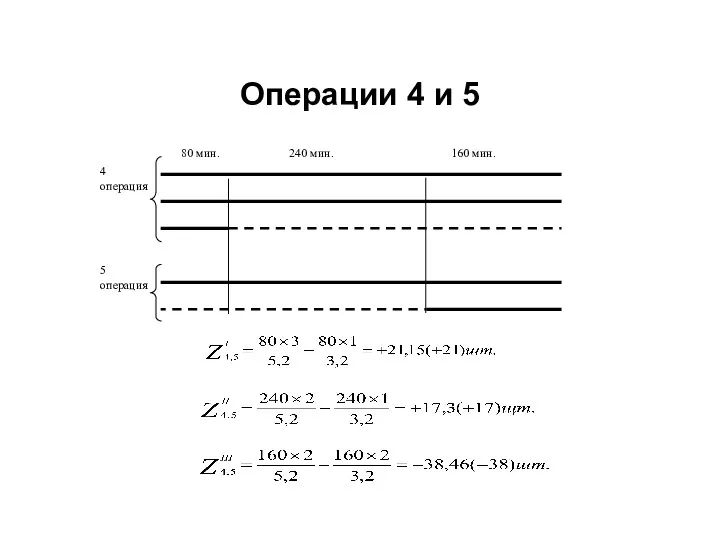
Операции 4 и 5
Операции 4 и 5
Эпюра оборотных заделов
Эпюра оборотных заделов

Операции 5 и 6
Операции 5 и 6
Эпюра оборотных заделов
Эпюра оборотных заделов
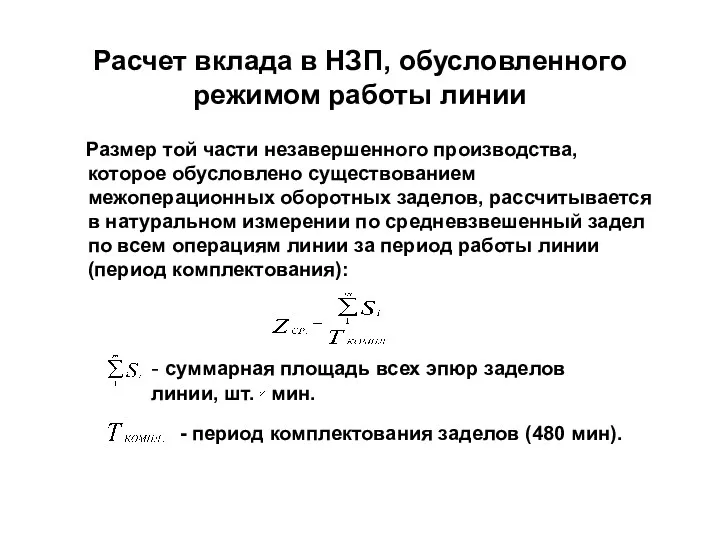
Расчет вклада в НЗП, обусловленного режимом работы линии
Размер той части
Расчет вклада в НЗП, обусловленного режимом работы линии
Размер той части
 Школа дошколят Звонкие ладошки занятие 1
Школа дошколят Звонкие ладошки занятие 1 Ұлттық экономика: мазмұны, құрылымы және нәтижесін
Ұлттық экономика: мазмұны, құрылымы және нәтижесін Клавиатура. Группы клавиш
Клавиатура. Группы клавиш Космизм как стиль
Космизм как стиль Презентация Кайбицкий район
Презентация Кайбицкий район Сцепленное наследование и рекомбинация
Сцепленное наследование и рекомбинация Консультация для педагогов Использование мнемотехники в развитии связной речи
Консультация для педагогов Использование мнемотехники в развитии связной речи Презентация для игры к 23 февраля - 1 класс
Презентация для игры к 23 февраля - 1 класс Селекторы. Урок 9
Селекторы. Урок 9 Призентация Целевые ориентиры ФГОС ДО
Призентация Целевые ориентиры ФГОС ДО Неметаллы - простые вещества
Неметаллы - простые вещества Шлифовальные станки
Шлифовальные станки ЧАСЫ
ЧАСЫ Трудности русского языка. Написание с заглавной и строчной буквы
Трудности русского языка. Написание с заглавной и строчной буквы Агрессия как социально-психологический феномен
Агрессия как социально-психологический феномен Решение задач по теме: Площадь круга. Площадь кругового сектора
Решение задач по теме: Площадь круга. Площадь кругового сектора 9 мая 1945 – День Победы
9 мая 1945 – День Победы Классный час на тему: Толерантность - путь к миру.
Классный час на тему: Толерантность - путь к миру. Что такое портфолио?
Что такое портфолио? Земля и космос
Земля и космос Тевтонский орден в Юго-Восточной Прибалтике
Тевтонский орден в Юго-Восточной Прибалтике Понятие телемедицины
Понятие телемедицины Из опыта работы руководителя объединений Судомодельный и Резьба по дереву в 2014-2015 учебном году.
Из опыта работы руководителя объединений Судомодельный и Резьба по дереву в 2014-2015 учебном году. Разработка концептуальной модели СМК
Разработка концептуальной модели СМК Базовые фильтры
Базовые фильтры Классный час, освященный 70- летию Кузбасса.
Классный час, освященный 70- летию Кузбасса. Внеклассное мероприятие(конспект+презентация). Игра Новогоднее поле чудес
Внеклассное мероприятие(конспект+презентация). Игра Новогоднее поле чудес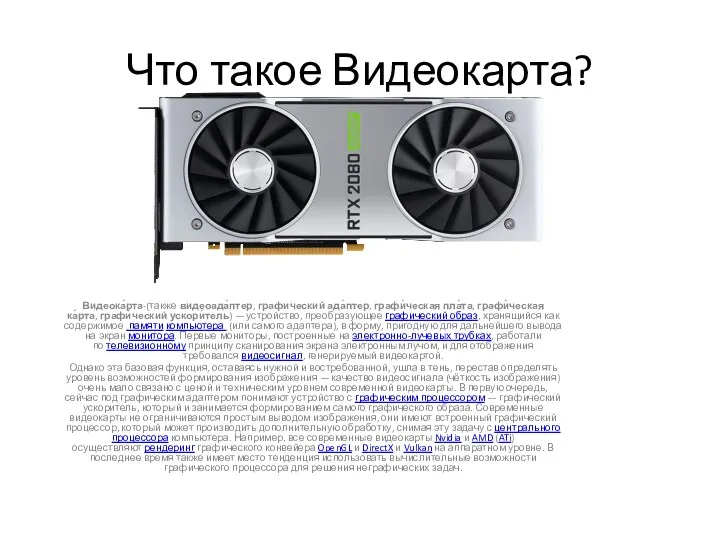 Видеокарта
Видеокарта