- Основное оборудование цеха по производству сварных конструкций

Содержание
- 2. Состав цеха Цех состоит из трех основных участков: заготовительного; участка сборки; участка сварки.
- 3. Заготовительный участок На заготовительном участке выполняется: прием поступаемого металлопроката; правка металла; разметка металла; резка; разделка кромок;
- 4. Правка металла При поступлении на завод листового проката в первую очередь проверяют соответствие марки стали сертификату.
- 5. Правильная машина Правильная машина для листового материала предназначена для уплощения или правки тонколистового (??? Мм) металла.
- 6. Разметка Для разметки применяют: разметочные плиты; фотопроекционную аппаратуру и переносные пневматические кернеры. В комплект фотопроекционной аппаратуры
- 7. Разметочная плита Разметочные плиты предназначены для контроля плоскости по методу «пятен на краску» и «линейных отклонений»,
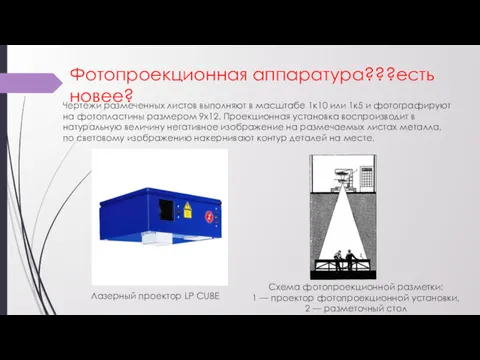
- 8. Фотопроекционная аппаратура???есть новее? Чертежи размеченных листов выполняют в масштабе 1к10 или 1к5 и фотографируют на фотопластины
- 9. Переносной пневматический кернер Для нанесения разметки используют переносные пневматические кернеры. Пневматический кернер FRAPOTO'R 10
- 10. Резка металла После разметки листы переносятся на промежуточное складское место. Затем подаются на оборудование для резки.
- 11. Машины термической резки металла Тепловую резку выполняют специальными резаками ручным или механизированным способом на переносных газорезательных
- 12. Машины термической резки металла Полуавтоматы — легкие переносные малогабаритные газорезательные машины. Газорезательная машина 2Р А-М переносного
- 13. Машины термической резки металла В стационарных газорезательных машинах, в отличие от переносных, передвижение каретки и направление
- 14. Машины термической резки металла Автоматическая резка листовой стали по копир-щитам производится газорезательной машиной 18Р А-1, работающей
- 15. Машины термической резки металла Портальная машина для газоплазменной и газопламенной резки металла Схема на чертеже
- 16. Машины термической резки металла Машина термической резки CG2-2700 с резаком повышенной мощности предназначена для вырезки деталей
- 17. Машины термической резки металла Плазменная резка – это процесс разрезания металла специальным плазменным оборудованием, где в
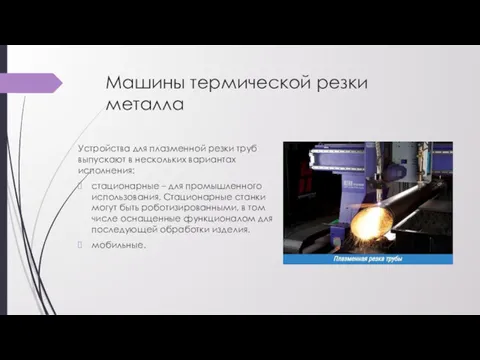
- 18. Машины термической резки металла Устройства для плазменной резки труб выпускают в нескольких вариантах исполнения: стационарные –
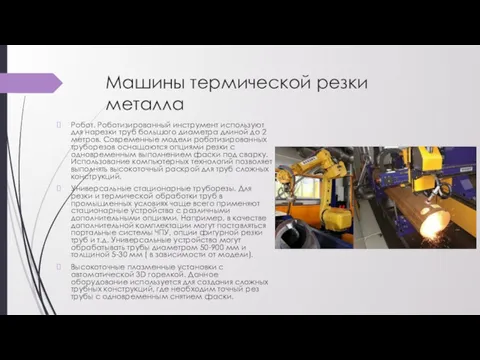
- 19. Машины термической резки металла Робот. Роботизированный инструмент используют для нарезки труб большого диаметра длиной до 2
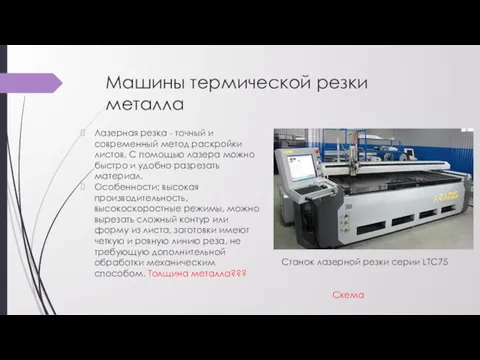
- 20. Машины термической резки металла Лазерная резка - точный и современный метод раскройки листов. С помощью лазера
- 21. Гильотинные ножницы Резку листов также производят с помощью гильотинных ножниц, предварительно проведя разметку на рольганге ножниц.
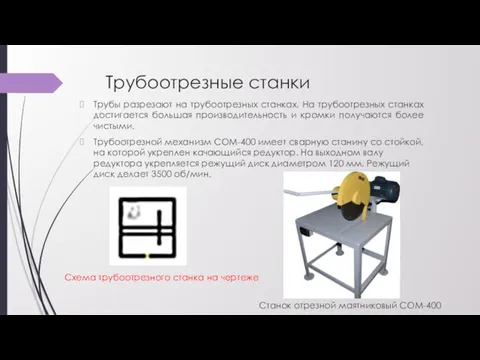
- 22. Трубоотрезные станки Трубы разрезают на трубоотрезных станках. На трубоотрезных станках достигается большая производительность и кромки получаются
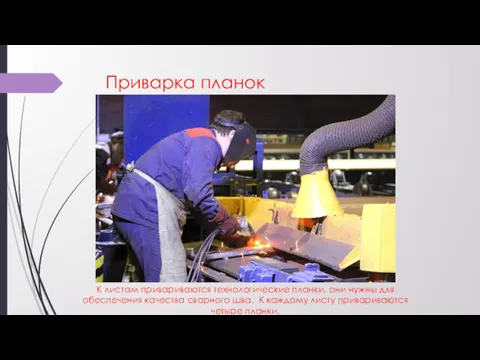
- 23. Приварка планок К листам привариваются технологические планки, они нужны для обеспечения качества сварного шва. К каждому
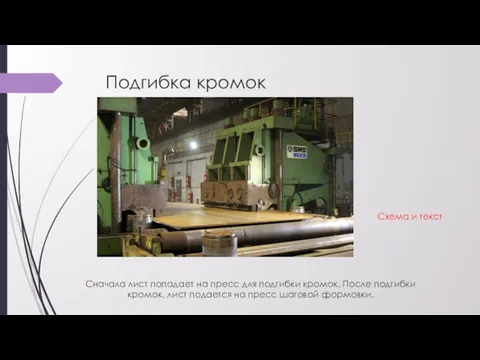
- 24. Подгибка кромок Сначала лист попадает на пресс для подгибки кромок. После подгибки кромок, лист подается на
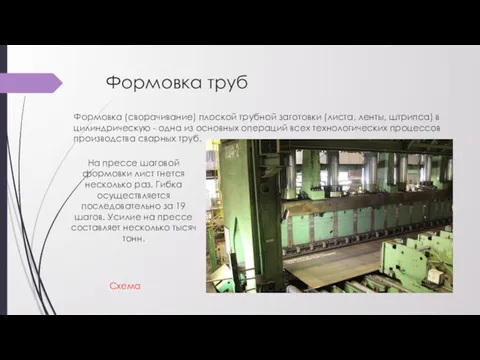
- 25. Формовка труб На прессе шаговой формовки лист гнется несколько раз. Гибка осуществляется последовательно за 19 шагов.
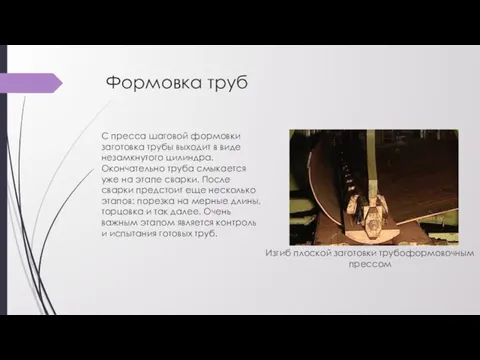
- 26. Формовка труб С пресса шаговой формовки заготовка трубы выходит в виде незамкнутого цилиндра. Окончательно труба смыкается
- 27. Вальцовка и калибровка Вальцо́вка (вальцева́ние) — технологическая операция деформирования листового материала, предназначенная для получения из цельных
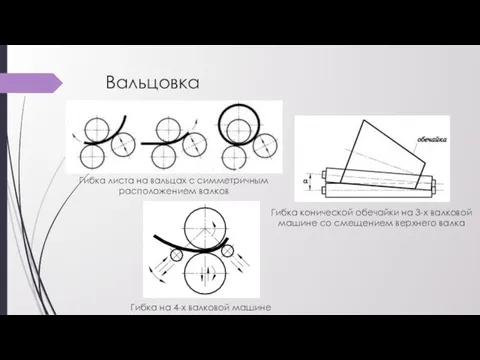
- 28. Вальцовка Гибка листа на вальцах с симметричным расположением валков Гибка конической обечайки на 3-х валковой машине
- 29. Вальцовка Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические заготовки
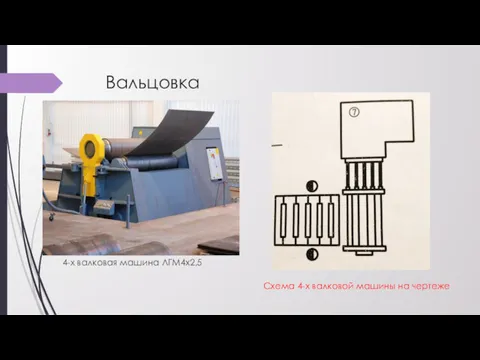
- 30. Вальцовка Схема 4-х валковой машины на чертеже 4-х валковая машина ЛГМ4х2,5
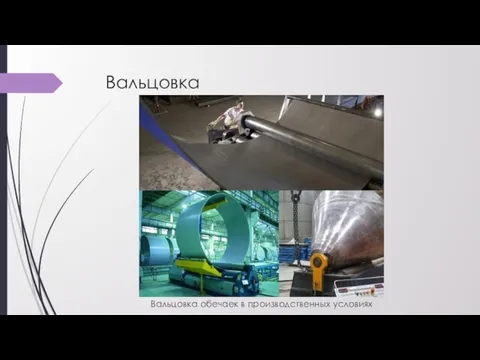
- 31. Вальцовка Вальцовка обечаек в производственных условиях
- 32. Сборочно-сварочное оборудование Решетчатые конструкции собирают на стеллажах. Стеллажи изготовляют сборно-разборные или заделывают швеллеры в полу цеха.
- 33. Сборочно-сварочное оборудование Оборудование для сборочно-сварочных работ можно разделить на две группы: оборудование для закрепления и перемещения
- 34. Оборудование для закрепления и перемещения свариваемых изделий Манипуляторы предназначены для установки изделия в удобное для сварки
- 35. Оборудование для закрепления и перемещения свариваемых изделий Позиционеры используют для поворота изделий с целью установки их
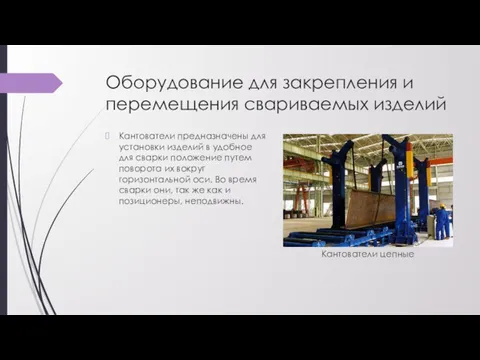
- 36. Оборудование для закрепления и перемещения свариваемых изделий Кантователи предназначены для установки изделий в удобное для сварки
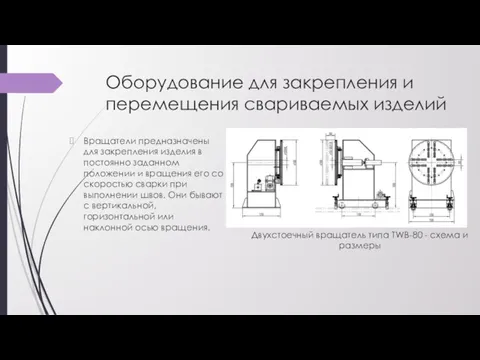
- 37. Оборудование для закрепления и перемещения свариваемых изделий Вращатели предназначены для закрепления изделия в постоянно заданном положении
- 38. Оборудование для закрепления и перемещения свариваемых изделий Двухстоечный вращатель типа TWB-80
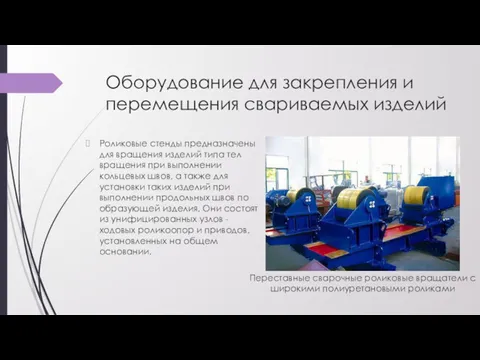
- 39. Оборудование для закрепления и перемещения свариваемых изделий Роликовые стенды предназначены для вращения изделий типа тел вращения
- 40. Оборудование для закрепления и перемещения свариваемых изделий Сварочный вращатель для сборки установок на строительной площадке Переставной
- 41. Оборудование для установки и перемещения сварочных аппаратов Колонны различают двух типов: для установки несамоходных и самоходных
- 42. Оборудование для установки и перемещения сварочных аппаратов Консольные колонны для сварочных автоматов: 1 - колонна, 2
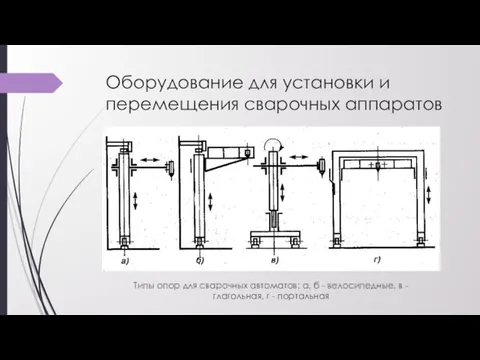
- 43. Оборудование для установки и перемещения сварочных аппаратов Типы опор для сварочных автоматов: а, б - велосипедные,
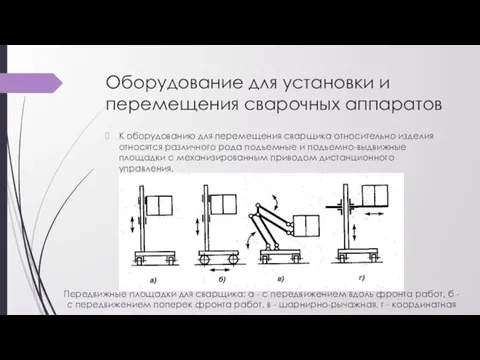
- 44. Оборудование для установки и перемещения сварочных аппаратов К оборудованию для перемещения сварщика относительно изделия относятся различного
- 45. Поточные механизированные и автоматические линии Поточной линией называют комплекс оборудования, взаимно связанного и работающего согласованно с
- 46. Промышленные роботы для сварки Промышленный робот - это автоматическая машина, представляющая собой манипулятор с перепрограммируемым устройством
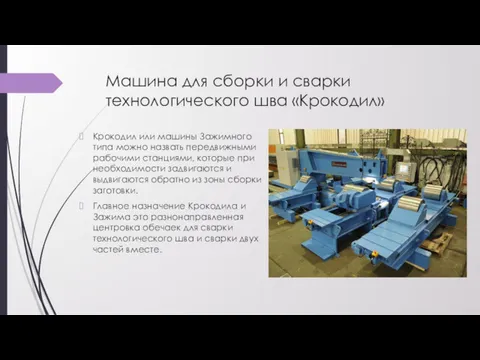
- 47. Машина для сборки и сварки технологического шва «Крокодил» Крокодил или машины Зажимного типа можно назвать передвижными
- 48. Машина для сборки и сварки технологического шва «Крокодил»
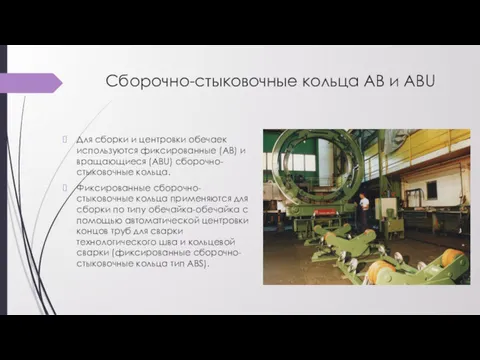
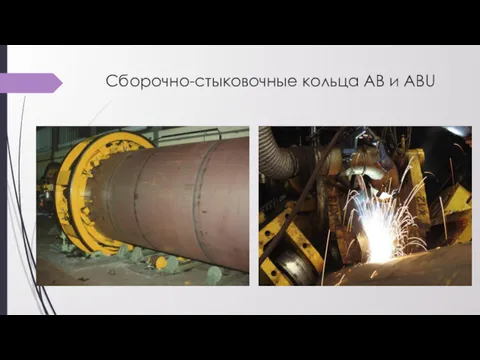
- 49. Сборочно-стыковочные кольца AB и ABU Для сборки и центровки обечаек используются фиксированные (AB) и вращающиеся (ABU)
- 50. Сборочно-стыковочные кольца AB и ABU
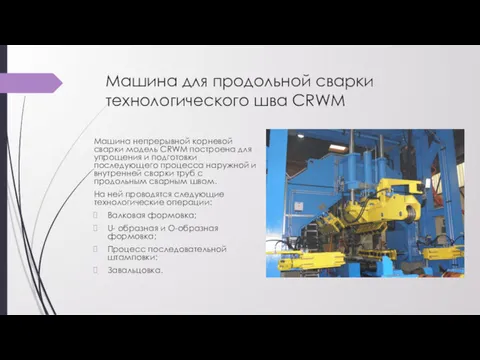
- 51. Машина для продольной сварки технологического шва CRWM Машина непрерывной корневой сварки модель CRWM построена для упрощения
- 52. Машина для продольной сварки технологического шва CRWM
- 53. Сварка Основные виды сварки, используемы при производстве трубопроводов большого диаметра: Ручная дуговая сварка; Автоматическая сварка под
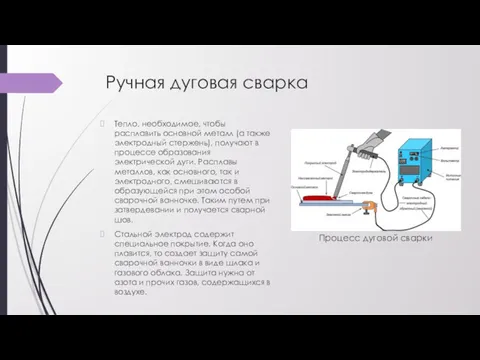
- 54. Ручная дуговая сварка Тепло, необходимое, чтобы расплавить основной металл (а также электродный стержень), получают в процессе
- 55. Ручная дуговая сварка Ручная дуговая сварка применяется для приварки технологических планок
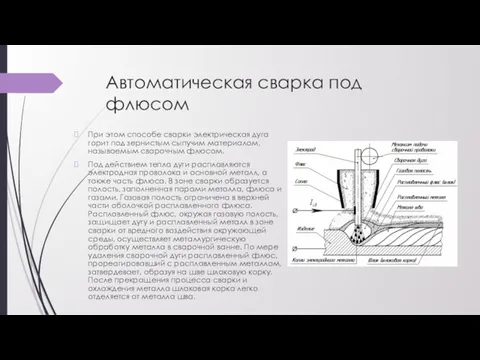
- 56. Автоматическая сварка под флюсом При этом способе сварки электрическая дуга горит под зернистым сыпучим материалом, называемым
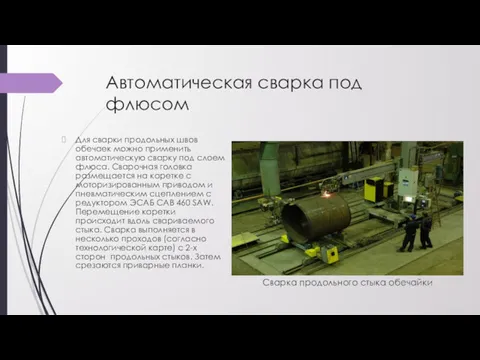
- 57. Автоматическая сварка под флюсом Для сварки продольных швов обечаек можно применить автоматическую сварку под слоем флюса.
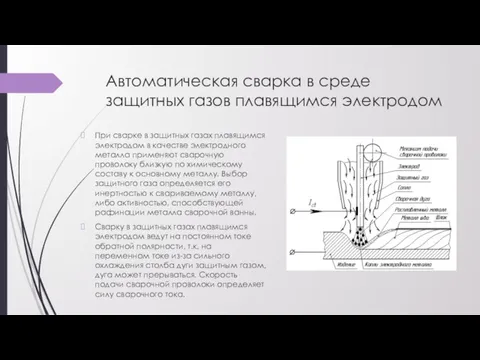
- 58. Автоматическая сварка в среде защитных газов плавящимся электродом При сварке в защитных газах плавящимся электродом в
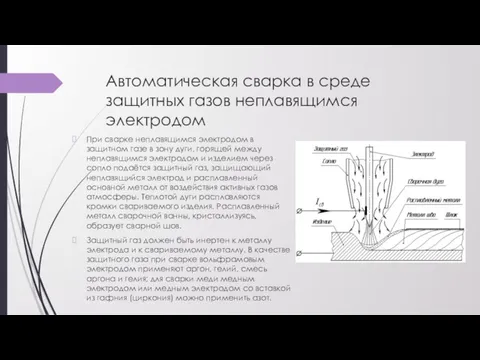
- 59. Автоматическая сварка в среде защитных газов неплавящимся электродом При сварке неплавящимся электродом в защитном газе в
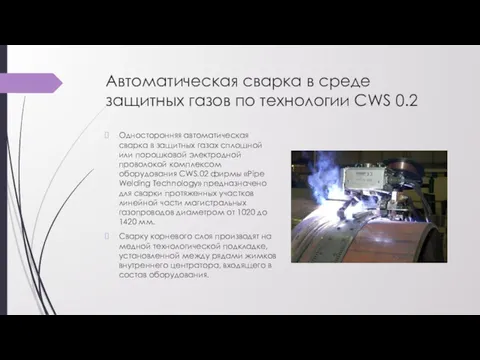
- 60. Автоматическая сварка в среде защитных газов по технологии CWS 0.2 Односторонняя автоматическая сварка в защитных газах
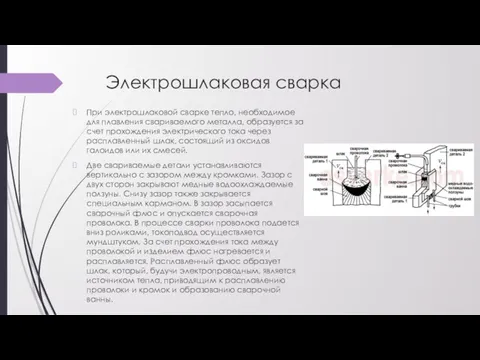
- 61. Электрошлаковая сварка При электрошлаковой сварке тепло, необходимое для плавления свариваемого металла, образуется за счет прохождения электрического
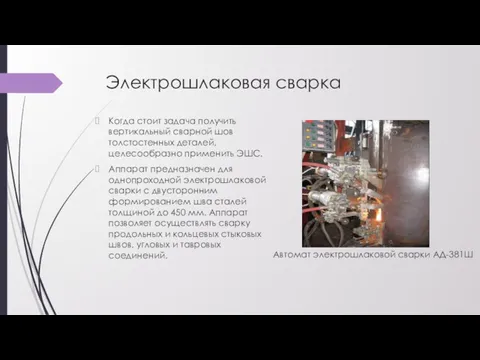
- 62. Электрошлаковая сварка Когда стоит задача получить вертикальный сварной шов толстостенных деталей, целесообразно применить ЭШС. Аппарат предназначен
- 63. Виды контроля сварного соединения Виды контроля сварного соединения, применяемые на производстве: Визуально-измерительный контроль; Ручной ультразвуковой контроль;
- 64. Визуально-измерительный контроль (ВИК) ВИК проводится обязательно после каждой операции. Непосредственно после сварки одного визуального контроля недостаточно.
- 65. Ручной ультразвуковой контроль Ультразвуковая дефектоскопия сварных соединений является обязательным методом испытаний при производстве ответственных узлов металлических
- 66. Автоматизированный ультразвуковой контроль сварных соединений Автоматизированная система неразрушающего контроля позволяет выполнять: обнаружение продольных и поперечных дефектов
- 67. Рентгеновский контроль Рентгенографический контроль производят с целью выявления поверхностных и внутренних дефектов, к примеру, шлаковых включений,
- 68. Транспортировка изделий по производству К основным видам средств транспортировки относятся: рольганг; мостовой кран; консольный кран; электротележки;
- 69. Рольганги Рольганг - устройство в виде ряда роликов, размещенных на станине для транспортировки металла к прокатному
- 70. Мостовые краны Краны мостовые предназначены для выполнения погрузо-разгрузочных работ при различных технологических операциях в промышленных зданиях
- 71. Консольные краны К консольным кранам относятся краны, у которых грузозахватный орган подвешен на консоли или тележке,
- 72. Грузовые захваты Крюковой – универсальное грузозахватное приспособление, которое необходимо в процессе подъема различных грузов и их
- 73. Грузовые захваты Магнитный захват – оснащен крюком с электромагнитом на управляемом устройстве, который предназначен для подъема
- 74. Грузовые захваты Траверсные захваты – это специальное грузозахватное приспособление, используемое на подъемных кранах для работы с
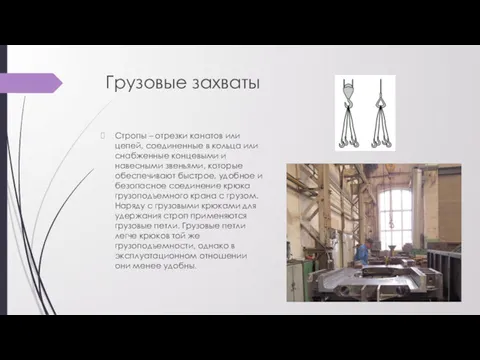
- 75. Грузовые захваты Стропы – отрезки канатов или цепей, соединенные в кольца или снабженные концевыми и навесными
- 76. Электротележки Транспортировка грузов внутри производственных и складских помещений осуществляется при помощи электрических машин, подключенных к аккумулятору
- 77. Тягачи Для перемещения труб и стальных листов по территории завода используется специальная техника - тягачи.
- 79. Скачать презентацию
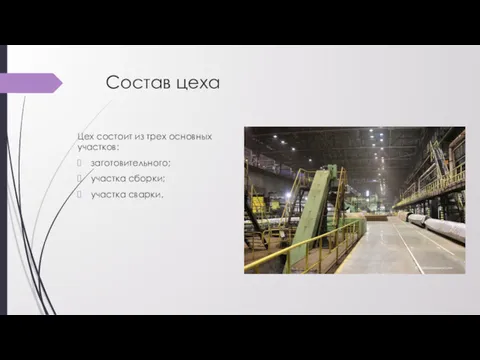
Состав цеха
Цех состоит из трех основных участков:
заготовительного;
участка сборки;
участка сварки.
Состав цеха
Цех состоит из трех основных участков:
заготовительного;
участка сборки;
участка сварки.
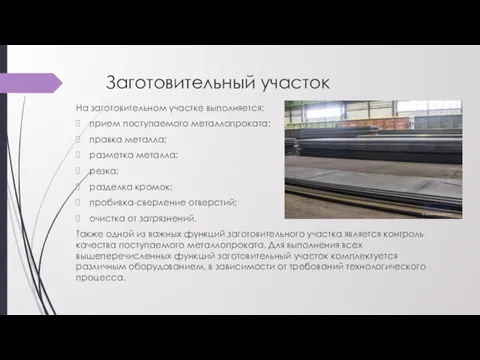
Заготовительный участок
На заготовительном участке выполняется:
прием поступаемого металлопроката;
правка металла;
разметка металла;
резка;
разделка кромок;
пробивка-сверление отверстий;
очистка
Заготовительный участок
На заготовительном участке выполняется:
прием поступаемого металлопроката;
правка металла;
разметка металла;
резка;
разделка кромок;
пробивка-сверление отверстий;
очистка

Правка металла
При поступлении на завод листового проката в первую очередь проверяют
Правка металла
При поступлении на завод листового проката в первую очередь проверяют

Правильная машина
Правильная машина для листового материала предназначена для уплощения или правки
Правильная машина
Правильная машина для листового материала предназначена для уплощения или правки
Разметка
Для разметки применяют:
разметочные плиты;
фотопроекционную аппаратуру и переносные пневматические кернеры. В комплект
Разметка
Для разметки применяют:
разметочные плиты;
фотопроекционную аппаратуру и переносные пневматические кернеры. В комплект
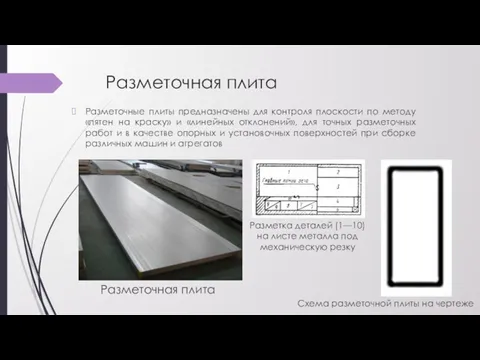
Разметочная плита
Разметочные плиты предназначены для контроля плоскости по методу «пятен на
Разметочная плита
Разметочные плиты предназначены для контроля плоскости по методу «пятен на
Фотопроекционная аппаратура???есть новее?
Чертежи размеченных листов выполняют в масштабе 1к10 или 1к5
Фотопроекционная аппаратура???есть новее?
Чертежи размеченных листов выполняют в масштабе 1к10 или 1к5
Переносной пневматический кернер
Для нанесения разметки используют переносные пневматические кернеры.
Пневматический кернер
FRAPOTO'R 10
Переносной пневматический кернер
Для нанесения разметки используют переносные пневматические кернеры.
Пневматический кернер
FRAPOTO'R 10
Резка металла
После разметки листы переносятся на промежуточное складское место. Затем подаются
Резка металла
После разметки листы переносятся на промежуточное складское место. Затем подаются
Машины термической резки металла
Тепловую резку выполняют специальными резаками ручным или механизированным
Машины термической резки металла
Тепловую резку выполняют специальными резаками ручным или механизированным
Машины термической резки металла
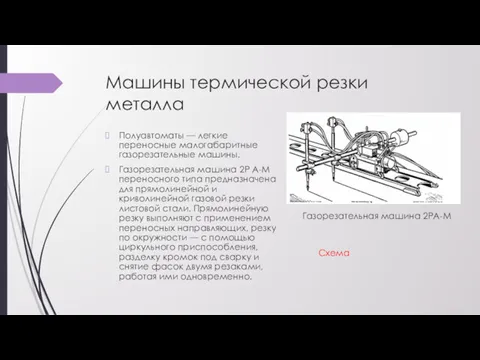
Полуавтоматы — легкие переносные малогабаритные газорезательные машины.
Газорезательная машина
Машины термической резки металла
Полуавтоматы — легкие переносные малогабаритные газорезательные машины.
Газорезательная машина
Машины термической резки металла
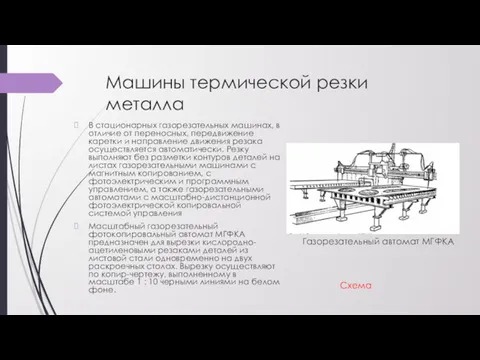
В стационарных газорезательных машинах, в отличие от переносных,
Машины термической резки металла
В стационарных газорезательных машинах, в отличие от переносных,

Машины термической резки металла
Автоматическая резка листовой стали по копир-щитам производится газорезательной
Машины термической резки металла
Автоматическая резка листовой стали по копир-щитам производится газорезательной

Машины термической резки металла
Портальная машина для газоплазменной и газопламенной резки металла
Схема
Машины термической резки металла
Портальная машина для газоплазменной и газопламенной резки металла
Схема
Машины термической резки металла
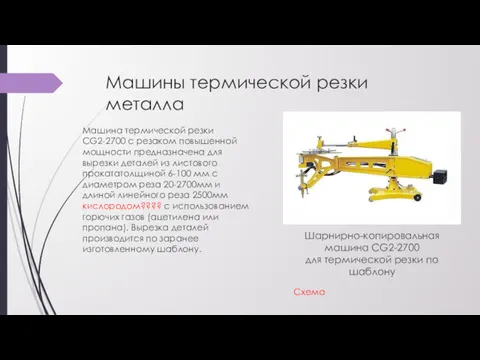
Машина термической резки CG2-2700 с резаком повышенной мощности
Машины термической резки металла
Машина термической резки CG2-2700 с резаком повышенной мощности
Машины термической резки металла
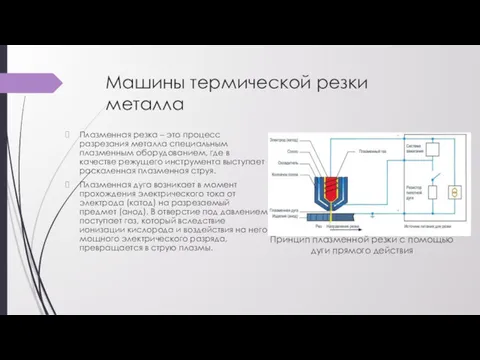
Плазменная резка – это процесс разрезания металла специальным
Машины термической резки металла
Плазменная резка – это процесс разрезания металла специальным
Машины термической резки металла
Устройства для плазменной резки труб выпускают в нескольких
Машины термической резки металла
Устройства для плазменной резки труб выпускают в нескольких
Машины термической резки металла
Робот. Роботизированный инструмент используют для нарезки труб большого диаметра
Машины термической резки металла
Робот. Роботизированный инструмент используют для нарезки труб большого диаметра
Машины термической резки металла
Лазерная резка - точный и современный метод раскройки
Машины термической резки металла
Лазерная резка - точный и современный метод раскройки

Гильотинные ножницы
Резку листов также производят с помощью гильотинных ножниц, предварительно проведя
Гильотинные ножницы
Резку листов также производят с помощью гильотинных ножниц, предварительно проведя
Трубоотрезные станки
Трубы разрезают на трубоотрезных станках. На трубоотрезных станках достигается большая
Трубоотрезные станки
Трубы разрезают на трубоотрезных станках. На трубоотрезных станках достигается большая
Приварка планок
К листам привариваются технологические планки, они нужны для обеспечения качества
Приварка планок
К листам привариваются технологические планки, они нужны для обеспечения качества
Подгибка кромок
Сначала лист попадает на пресс для подгибки кромок. После подгибки
Подгибка кромок
Сначала лист попадает на пресс для подгибки кромок. После подгибки
Формовка труб
На прессе шаговой формовки лист гнется несколько раз. Гибка осуществляется
Формовка труб
На прессе шаговой формовки лист гнется несколько раз. Гибка осуществляется
Формовка труб
С пресса шаговой формовки заготовка трубы выходит в виде незамкнутого
Формовка труб
С пресса шаговой формовки заготовка трубы выходит в виде незамкнутого
Вальцовка и калибровка
Вальцо́вка (вальцева́ние) — технологическая операция деформирования листового материала, предназначенная для получения из
Вальцовка и калибровка
Вальцо́вка (вальцева́ние) — технологическая операция деформирования листового материала, предназначенная для получения из
Вальцовка
Гибка листа на вальцах с симметричным расположением валков
Гибка конической обечайки на
Вальцовка
Гибка листа на вальцах с симметричным расположением валков
Гибка конической обечайки на

Вальцовка
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические
Вальцовка
Станок с 4-х валками способен изготавливать, помимо цилиндрических, овальные и полицентрические
Вальцовка
Схема 4-х валковой машины на чертеже
4-х валковая машина ЛГМ4х2,5
Вальцовка
Схема 4-х валковой машины на чертеже
4-х валковая машина ЛГМ4х2,5
Вальцовка
Вальцовка обечаек в производственных условиях
Вальцовка
Вальцовка обечаек в производственных условиях
Сборочно-сварочное оборудование
Решетчатые конструкции собирают на стеллажах. Стеллажи изготовляют сборно-разборные или заделывают
Сборочно-сварочное оборудование
Решетчатые конструкции собирают на стеллажах. Стеллажи изготовляют сборно-разборные или заделывают
Сборочно-сварочное оборудование
Оборудование для сборочно-сварочных работ можно разделить на две группы:
оборудование
Сборочно-сварочное оборудование
Оборудование для сборочно-сварочных работ можно разделить на две группы:
оборудование

Оборудование для закрепления и перемещения свариваемых изделий
Манипуляторы предназначены для установки изделия в
Оборудование для закрепления и перемещения свариваемых изделий
Манипуляторы предназначены для установки изделия в

Оборудование для закрепления и перемещения свариваемых изделий
Позиционеры используют для поворота изделий с
Оборудование для закрепления и перемещения свариваемых изделий
Позиционеры используют для поворота изделий с
Оборудование для закрепления и перемещения свариваемых изделий
Кантователи предназначены для установки изделий в
Оборудование для закрепления и перемещения свариваемых изделий
Кантователи предназначены для установки изделий в
Оборудование для закрепления и перемещения свариваемых изделий
Вращатели предназначены для закрепления изделия в
Оборудование для закрепления и перемещения свариваемых изделий
Вращатели предназначены для закрепления изделия в

Оборудование для закрепления и перемещения свариваемых изделий
Двухстоечный вращатель типа TWB-80
Оборудование для закрепления и перемещения свариваемых изделий
Двухстоечный вращатель типа TWB-80
Оборудование для закрепления и перемещения свариваемых изделий
Роликовые стенды предназначены для вращения изделий
Оборудование для закрепления и перемещения свариваемых изделий
Роликовые стенды предназначены для вращения изделий

Оборудование для закрепления и перемещения свариваемых изделий
Сварочный вращатель для сборки установок
Оборудование для закрепления и перемещения свариваемых изделий
Сварочный вращатель для сборки установок
Оборудование для установки и перемещения сварочных аппаратов
Колонны различают двух типов: для установки
Оборудование для установки и перемещения сварочных аппаратов
Колонны различают двух типов: для установки

Оборудование для установки и перемещения сварочных аппаратов
Консольные колонны для сварочных автоматов:
Оборудование для установки и перемещения сварочных аппаратов
Консольные колонны для сварочных автоматов:
Оборудование для установки и перемещения сварочных аппаратов
Типы опор для сварочных автоматов:
Оборудование для установки и перемещения сварочных аппаратов
Типы опор для сварочных автоматов:
Оборудование для установки и перемещения сварочных аппаратов
К оборудованию для перемещения сварщика
Оборудование для установки и перемещения сварочных аппаратов
К оборудованию для перемещения сварщика
Поточные механизированные и автоматические линии
Поточной линией называют комплекс оборудования, взаимно связанного
Поточные механизированные и автоматические линии
Поточной линией называют комплекс оборудования, взаимно связанного

Промышленные роботы для сварки
Промышленный робот - это автоматическая машина, представляющая собой
Промышленные роботы для сварки
Промышленный робот - это автоматическая машина, представляющая собой
Машина для сборки и сварки технологического шва «Крокодил»
Крокодил или машины Зажимного
Машина для сборки и сварки технологического шва «Крокодил»
Крокодил или машины Зажимного

Машина для сборки и сварки технологического шва «Крокодил»
Машина для сборки и сварки технологического шва «Крокодил»
Сборочно-стыковочные кольца AB и ABU
Для сборки и центровки обечаек используются фиксированные
Сборочно-стыковочные кольца AB и ABU
Для сборки и центровки обечаек используются фиксированные
Сборочно-стыковочные кольца AB и ABU
Сборочно-стыковочные кольца AB и ABU
Машина для продольной сварки технологического шва CRWM
Машина непрерывной корневой сварки модель
Машина для продольной сварки технологического шва CRWM
Машина непрерывной корневой сварки модель

Машина для продольной сварки технологического шва CRWM
Машина для продольной сварки технологического шва CRWM
Сварка
Основные виды сварки, используемы при производстве трубопроводов большого диаметра:
Ручная дуговая сварка;
Автоматическая
Сварка
Основные виды сварки, используемы при производстве трубопроводов большого диаметра:
Ручная дуговая сварка;
Автоматическая
Ручная дуговая сварка
Тепло, необходимое, чтобы расплавить основной металл (а также электродный
Ручная дуговая сварка
Тепло, необходимое, чтобы расплавить основной металл (а также электродный
Ручная дуговая сварка
Ручная дуговая сварка применяется для приварки технологических планок
Ручная дуговая сварка
Ручная дуговая сварка применяется для приварки технологических планок
Автоматическая сварка под флюсом
При этом способе сварки электрическая дуга горит под
Автоматическая сварка под флюсом
При этом способе сварки электрическая дуга горит под
Автоматическая сварка под флюсом
Для сварки продольных швов обечаек можно применить автоматическую
Автоматическая сварка под флюсом
Для сварки продольных швов обечаек можно применить автоматическую
Автоматическая сварка в среде защитных газов плавящимся электродом
При сварке в защитных
Автоматическая сварка в среде защитных газов плавящимся электродом
При сварке в защитных
Автоматическая сварка в среде защитных газов неплавящимся электродом
При сварке неплавящимся электродом
Автоматическая сварка в среде защитных газов неплавящимся электродом
При сварке неплавящимся электродом
Автоматическая сварка в среде защитных газов по технологии CWS 0.2
Односторонняя автоматическая
Автоматическая сварка в среде защитных газов по технологии CWS 0.2
Односторонняя автоматическая
Электрошлаковая сварка
При электрошлаковой сварке тепло, необходимое для плавления свариваемого металла, образуется
Электрошлаковая сварка
При электрошлаковой сварке тепло, необходимое для плавления свариваемого металла, образуется
Электрошлаковая сварка
Когда стоит задача получить вертикальный сварной шов толстостенных деталей, целесообразно
Электрошлаковая сварка
Когда стоит задача получить вертикальный сварной шов толстостенных деталей, целесообразно
Виды контроля сварного соединения
Виды контроля сварного соединения, применяемые на производстве:
Визуально-измерительный контроль;
Ручной
Виды контроля сварного соединения
Виды контроля сварного соединения, применяемые на производстве:
Визуально-измерительный контроль;
Ручной
Визуально-измерительный контроль (ВИК)
ВИК проводится обязательно после каждой операции.
Непосредственно после сварки
Визуально-измерительный контроль (ВИК)
ВИК проводится обязательно после каждой операции.
Непосредственно после сварки
Ручной ультразвуковой контроль
Ультразвуковая дефектоскопия сварных соединений является обязательным методом испытаний при
Ручной ультразвуковой контроль
Ультразвуковая дефектоскопия сварных соединений является обязательным методом испытаний при
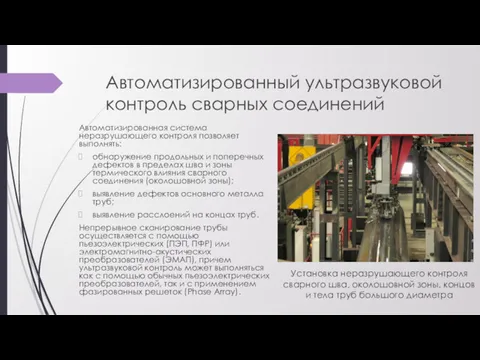
Автоматизированный ультразвуковой контроль сварных соединений
Автоматизированная система неразрушающего контроля позволяет выполнять:
обнаружение продольных
Автоматизированный ультразвуковой контроль сварных соединений
Автоматизированная система неразрушающего контроля позволяет выполнять:
обнаружение продольных
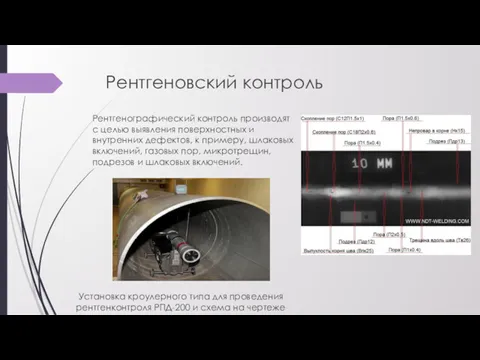
Рентгеновский контроль
Рентгенографический контроль производят с целью выявления поверхностных и внутренних дефектов,
Рентгеновский контроль
Рентгенографический контроль производят с целью выявления поверхностных и внутренних дефектов,
Транспортировка изделий по производству
К основным видам средств транспортировки относятся:
рольганг;
мостовой кран;
консольный кран;
электротележки;
тягачи.
Транспортировка изделий по производству
К основным видам средств транспортировки относятся:
рольганг;
мостовой кран;
консольный кран;
электротележки;
тягачи.

Рольганги
Рольганг - устройство в виде ряда роликов, размещенных на станине для транспортировки
Рольганги
Рольганг - устройство в виде ряда роликов, размещенных на станине для транспортировки
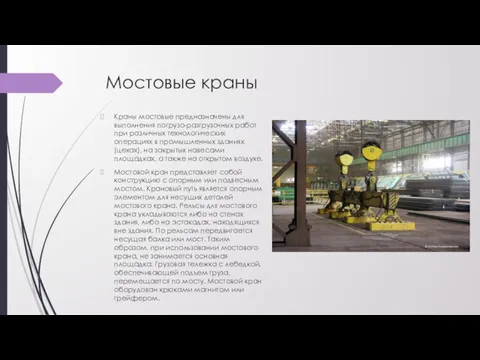
Мостовые краны
Краны мостовые предназначены для выполнения погрузо-разгрузочных работ при различных технологических
Мостовые краны
Краны мостовые предназначены для выполнения погрузо-разгрузочных работ при различных технологических
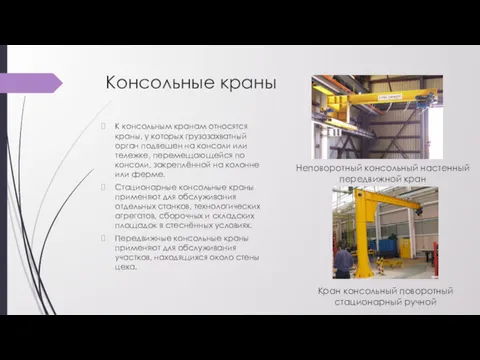
Консольные краны
К консольным кранам относятся краны, у которых грузозахватный орган подвешен на
Консольные краны
К консольным кранам относятся краны, у которых грузозахватный орган подвешен на

Грузовые захваты
Крюковой – универсальное грузозахватное приспособление, которое необходимо в процессе подъема различных
Грузовые захваты
Крюковой – универсальное грузозахватное приспособление, которое необходимо в процессе подъема различных

Грузовые захваты
Магнитный захват – оснащен крюком с электромагнитом на управляемом устройстве, который
Грузовые захваты
Магнитный захват – оснащен крюком с электромагнитом на управляемом устройстве, который

Грузовые захваты
Траверсные захваты – это специальное грузозахватное приспособление, используемое на подъемных кранах
Грузовые захваты
Траверсные захваты – это специальное грузозахватное приспособление, используемое на подъемных кранах
Грузовые захваты
Стропы – отрезки канатов или цепей, соединенные в кольца или снабженные
Грузовые захваты
Стропы – отрезки канатов или цепей, соединенные в кольца или снабженные

Электротележки
Транспортировка грузов внутри производственных и складских помещений осуществляется при помощи электрических
Электротележки
Транспортировка грузов внутри производственных и складских помещений осуществляется при помощи электрических

Тягачи
Для перемещения труб и стальных листов по территории завода используется специальная
Тягачи
Для перемещения труб и стальных листов по территории завода используется специальная
 Графічний дизайн
Графічний дизайн Лексика к контрольной и жанры
Лексика к контрольной и жанры Йогурт технологиясы
Йогурт технологиясы Опыт работы по теме: Совместное творчество детей и родителей в ДОУ
Опыт работы по теме: Совместное творчество детей и родителей в ДОУ Гигиена детей и подростков
Гигиена детей и подростков Методы и технологии управления КА многоспутниковых космических систем
Методы и технологии управления КА многоспутниковых космических систем Хирургиядағы ақпаратты - компьютерлік технологиялар телемедицинасы
Хирургиядағы ақпаратты - компьютерлік технологиялар телемедицинасы BMW 7 серия. Автомобили Баварии г. Пермь
BMW 7 серия. Автомобили Баварии г. Пермь Логопедия и логопсихология
Логопедия и логопсихология Сборы за пользование объектами животного мира и водных биологических ресурсов
Сборы за пользование объектами животного мира и водных биологических ресурсов Селекция микроорганизмов. Биотехнология
Селекция микроорганизмов. Биотехнология Правила поведения в обществе
Правила поведения в обществе Обыкновенные дроби. 5 класс
Обыкновенные дроби. 5 класс Синергетика и ее основные положения
Синергетика и ее основные положения Современные представления о происхождении и эволюции солнца и звезд
Современные представления о происхождении и эволюции солнца и звезд Строение атома
Строение атома Конструкция хвостового оперения самолета
Конструкция хвостового оперения самолета Холодильное оборудование
Холодильное оборудование Презентация к внеклассному занятию по правилам дорожного движения Азбука дорожного движения. Инсценировка стихотворенияИ.ГуринойНепослушный пешеход
Презентация к внеклассному занятию по правилам дорожного движения Азбука дорожного движения. Инсценировка стихотворенияИ.ГуринойНепослушный пешеход Хорошие поступки
Хорошие поступки Художники о Великой Отечественной войне
Художники о Великой Отечественной войне Способы цементирования скважин
Способы цементирования скважин Химический диктант Галогены Диск
Химический диктант Галогены Диск Теорема о произведении отрезков пересекающихся хорд
Теорема о произведении отрезков пересекающихся хорд Свойства атома
Свойства атома Обществознание и общественные науки
Обществознание и общественные науки Деревенский домик
Деревенский домик Новостные конфликты одного из СМИ. (на примере РБК)
Новостные конфликты одного из СМИ. (на примере РБК)