- Основные производственные процессы дивизиона Северсталь Российская Сталь

Содержание
- 2. Оглавление
- 3. Ознакомиться с основными производственными процессами подразделений в Северсталь Российская Сталь Представить критерии оценки производственных процессов Представить
- 4. Первый передел Коксохимическое производство Агломерационное производство Доменный цех
- 5. Технологическая цепочка производства чугуна КХП Кокс Продажа Угольные концентраты ЖР концентраты Производство агломерата ЖР окатыши Агломерат
- 6. Технологическая схема коксохимического производства Дробление, дозировка Процесс коксования Коксовое крыло Химическое крыло Процесс коксования угольной шихты
- 7. Технологическая схема производства агломерата Концентраты Руда Известняк Коксовая мелочь Прочие добавки Бункера Сырьевые материалы Система очистки
- 8. Описание доменного процесса ВХОД ПРОЦЕССА Шихта Железо Флюсы Утилизатор отходов Кокс Топливо Восстановитель Разрыхлитель Горячее дутье
- 9. Критерии оценки производственного процесса производительность агломашин по годному агломерату, т/м2/час содержание железа в агломерате, % себестоимость
- 10. Вызовы для производства Увеличение производства кокса - небаланс кокса Продление срока службы коксовых батарей – небаланс
- 11. Альтернативные технологии производства железа Процесс Ромелт (продукт – чугун) Процесс ХИЛ 3 (ENERGIRON) (продукт – восстановленные
- 12. Сталеплавильное производство Конвертерная сталь Электросталь
- 13. ВХОД Металлозавалка Чугун Лом Добавочные Известь ФОМ Доломит и др. Энергоресурсы Кислород Природный газ Электроэнергия Огнеупоры
- 14. Сырье и материалы, используемые при производстве стали, готовая продукция металлолом жидкий чугун шлако- образующие материалы ферросплавы
- 15. Технологическая схема производства конвертерной стали в СП (КЦ) / производительность – 9,5 млн. т. стали/год Добавочные
- 16. Технологическая схема производства электростали в СП (ЭСПЦ) / производительность – 2,1 млн. т. стали/год Добавочные Металлолом
- 17. Выплавка стали в кислородном конвертере Цель процесса – получение жидкого металла с удаленными примесями и заданной
- 18. Выплавка стали в электропечах Печь состоит из железного кожуха цилиндрической формы со сферическим днищем. Внутри кожух
- 19. Внепечная обработка стали. Цели и задачи внепечной обработки: раскисление металла доводка металла по химическому составу доводка
- 20. Разливка стали Типы МНЛЗ (машины непрерывного литья заготовок) на ЧерМК: Вертикальная Радиально-криволинейные Радиально-криволинейная с вертикальным участком
- 21. Основные тенденции развития процессов выплавки стали Применение комбинированной продувки (продувка инертным газом снизу) на конвертерах Позволяет:
- 22. Основные тенденции развития процессов разливки стали Установка ESP (Endless Strip Production) Установка СSP (Compact Strip Production
- 23. Критерии оценки производственного процесса выполнение производственного задание (суточное/месячное производство), т/сутки, мес. уровень брака и несоответствующей продукции,
- 24. Вызовы для производства Увеличение объемов производства Снижение себестоимости производства стали Повышение доли металла, передаваемого в прокат
- 25. Горячекатаный прокат и трубы Листопрокатный цех №1 Листопрокатный цех №2 Листопрокатный цех №3 Ижорский трубный завод
- 26. Технологическая схема производства ЛПЦ-1 Потребитель Электросталеплавильное производство Стан 2800 г/к рулоны подкат для стана 1700 Слябы
- 27. Процесс производства проката в ЛПЦ-1 Нагрев слябов производится для того чтобы придать металлу пластичность, растворить легирующие
- 28. Технологическая схема производства ЛПЦ-2 Производство холодного проката Мостостроение Трубы Металлоконструкции Сосуды под давлением Детали машин Судостроение
- 29. Процесс производства проката в ЛПЦ-2 Нагрев слябов производится для того чтобы придать металлу пластичность, растворить легирующие
- 30. Участок стана «5000» Канто-ватель Север-10 Плита осмотр Е Д Г Б 6 7 8 9 10
- 31. ЛПЦ- 3 (стан 5000) Ижорский трубный завод (ЗАО «ИТЗ») 710 тыс.тонн/год (780 тыс.т. после реконструкции гл.приводов)
- 32. Критерии оценки производственного процесса расходный коэффициент, кг/т уровень несоответствующей продукции, % выполнение заказов клиентов, % текущие
- 33. Перспективные требования клиентов Улучшение чистоты стали (НМВ, газы и т.п.) Коррозионная стойкость металлопроката для производства труб.
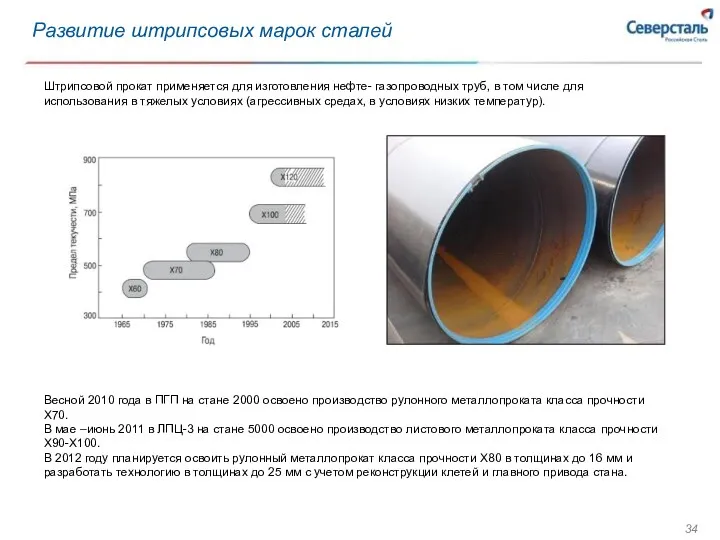
- 34. Развитие штрипсовых марок сталей Штрипсовой прокат применяется для изготовления нефте- газопроводных труб, в том числе для
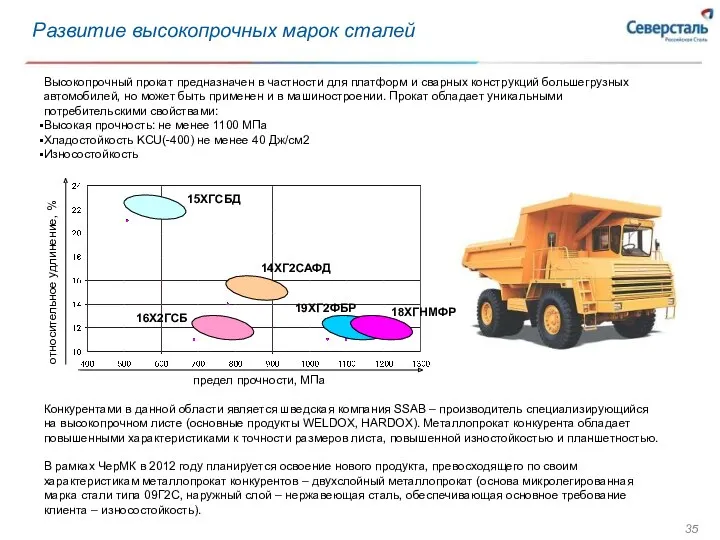
- 35. Развитие высокопрочных марок сталей Высокопрочный прокат предназначен в частности для платформ и сварных конструкций большегрузных автомобилей,
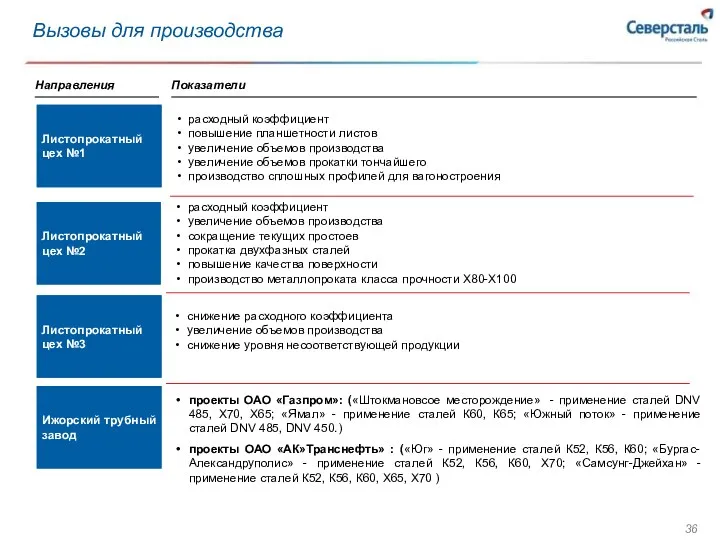
- 36. Вызовы для производства снижение расходного коэффициента увеличение объемов производства снижение уровня несоответствующей продукции проекты ОАО «Газпром»:
- 37. Установки ESP и CSP Установка ESP (Endless Strip Production) Установка СSP (Compact Strip Production ) Установка
- 38. Развитие горячего проката (3/3). Комплекс по производству сортового проката Mi.Da Комплекс по производству сортового проката фирмы
- 39. Холоднокатаный прокат
- 40. Технологический процесс производства холодного проката Горячекатаный подкат из ЛПЦ-1 и ЛПЦ-2 Непрерывный травильный агрегат №1 Непрерывный
- 41. Травление металла в непрерывном травильном агрегате Склад горячекатаных рулонов Разматыватели №1,2 Правильно- тянущая машина Листовые ножницы
- 42. Прокатка металла на 4-х и 5-ти клетьевом стане 1700 Склад горячекатаных травленых рулонов Разматыватели №1,2 Правильно-тянущая
- 43. Отжиг металла в колпаковых печах с водородной защитной атмосферой Стенд Муфель Нагревательный колпак Функции узлов агрегата:
- 44. Дрессировка металла на дрессировочном стане 1700. Разматыватель Рабочая клеть Моталка Функции узлов агрегата и основные характеристики
- 45. Порезка, промасливание и упаковка проката в цехе отделки металла Назначение агрегатов продольной и поперечной резки: продольный
- 46. Обработка металла в агрегате динамной стали Разматыватели №1,2 Узел химической очистки Стыко-сварочная машина Печь обезуглероживания Клеть
- 47. Нанесения покрытия в агрегате непрерывного горячего оцинкования Разматыватели Узел химической очистки Стыко-сварочная машина Печь термохимического отжига
- 48. Нанесение покрытия в агрегате полимерных покрытий Разматыватели Узел химической очистки Стыко-сварочная машина Химкоутер Коутер для нанесения
- 49. Критерии оценки производственного процесса безопасность выполнение заказов клиентов, % уровень отсортировки у ключевых/перспективных клиентов, % расход
- 50. повышение общей эффективности оборудования сокращение времени перевалки роликов коутера стандартизация скоростей работы линии сокращение расхода ЛКМ
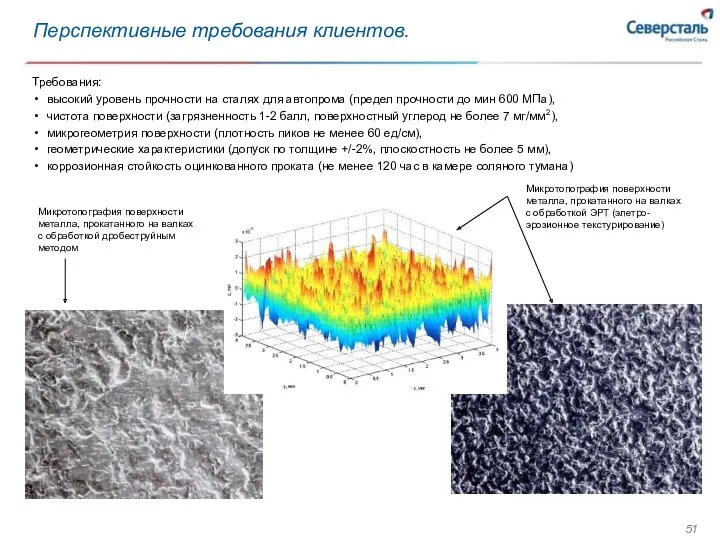
- 51. Перспективные требования клиентов. Требования: высокий уровень прочности на сталях для автопрома (предел прочности до мин 600
- 52. горячекатаный травленый прокат из высокопрочных микролегированных марок стали (предел прочности не менее 600 МПа) оцинкованный прокат
- 53. Развитие холодного проката (1/4). Схема комбинированной линии травления и оцинкования (Нидерланды). Совмещенная линия травления и оцинкования
- 54. Совмещенная линия травления и оцинкования (Тайвань) Год пуска в эксплуатацию – 2008 г; Фирма-поставщик – Andritz;
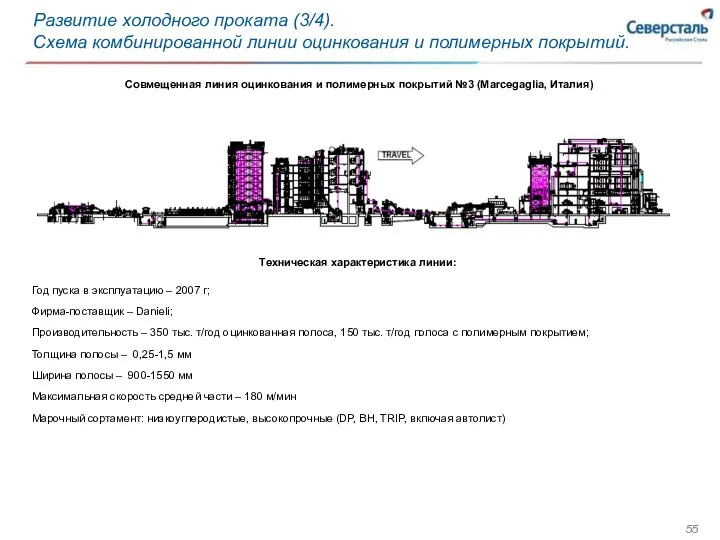
- 55. Развитие холодного проката (3/4). Схема комбинированной линии оцинкования и полимерных покрытий. Совмещенная линия оцинкования и полимерных
- 56. Линия перемотки и инспекции: Мощность 300.000 т/год Скорость - на участке инспектирования макс. 100 м/мин -
- 57. Северсталь ТПЗ- Шексна Агрегат продольной резки (АПР 2000) Трубоэлектросварочный стан (ТЭСА 127-426)
- 58. Схема технологического процесса Агрегат продольной резки (АПР-2000) Рулонная заготовка Продольная резка Резаная заготовка Трубоэлектросварочный агрегат (ТЭСА
- 59. Критерии оценки производственного процесса производительность оборудования, т/час расходный коэффициент на металл, кг/т время перенастройки на новый
- 60. Качество и привлекательность продукта ЗАО «Северсталь ТПЗ-Шексна» Критерии оценки потребителей к качеству продукта ТПЗ-Шексна относительно основного
- 61. Вызовы для производства Повышение стойкости режущей оснастки Увеличение производительности оборудования Снижение времени перенастройки на новый сортамент
- 62. Метизный сегмент
- 63. Краткое описание технологии производства метизов Сырье (катанка, прокат) закупается на стороне Производство проволоки, калиброванного проката, фасонных
- 64. Технологическая схема производства – основные производственные цеха – сырье – полуфабрикат – готовая продукция
- 65. Продуктовый портфель Метизного сегмента Высокоуглеродистое Направление Доля в выручке, % Проволока обыкновенного качества (ОК) Гвозди Фибра
- 66. Показатели эффективности метизной группы LTIFR (коэффициент частоты травматизма) кол-во случаев объем продаж по Группе ,тыс. тн
- 67. Сравнение Метизного сегмента с конкурентами EBITDA, млн $ EBITDA margin, % Capex, млн $ EBITDA/Capex, $/$
- 68. Вызовы для процесса производства Дефицит сырья, соответствующего современным требованиям (в Группе) Развитие программ с поставщиками сырья
- 69. Основная задача перед комплексом производства чугуна на ближайший период - это сокращение дефицита кокса за счет
- 70. Достичь большего вместе Северсталь 2011. Любое несанкционированное использование, копирование, раскрытие или распространение материалов, содержащихся в данном
- 71. ПРИЛОЖЕНИЯ
- 72. Схема производства Северсталь Российская Сталь
- 73. Схема производства SNA
- 74. Первый передел
- 75. Железорудная база России
- 76. Сырье и энергоресурсы: основные составляющие затрат в себестоимости * * Основные драйверы себестоимости (cost drivers) Cash
- 77. Снижение себестоимости Подразделение Реализуемые направления Перспективные направления Увеличение в шихте марки ГЖО на 2% Увеличение зольности
- 78. Первый передел Кокс Агломерат Чугун
- 79. Сталеплавильное производство
- 80. * * * Основные драйверы себестоимости (cost drivers) Cash cost в руб. на тонну за январь
- 81. Снижение себестоимости Уменьшение количества технологической обрези Снижение расхода извести Увеличение стойкости футеровки промковшей Оптимизация режимов работы
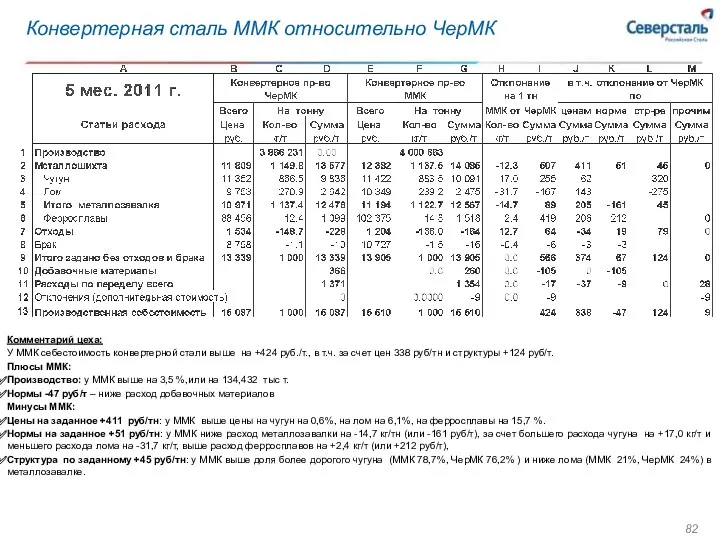
- 82. Конвертерная сталь ММК относительно ЧерМК Комментарий цеха: У ММК себестоимость конвертерной стали выше на +424 руб./т.,
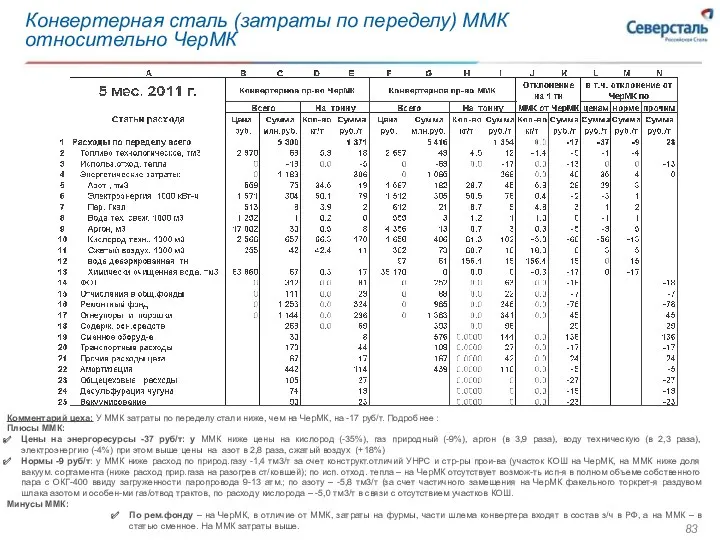
- 83. Конвертерная сталь (затраты по переделу) ММК относительно ЧерМК Комментарий цеха: У ММК затраты по переделу стали
- 84. Описание основных операций КЦ Подготовленный к плавке металлолом в совке емкостью 100 м3 загружается в конвертер
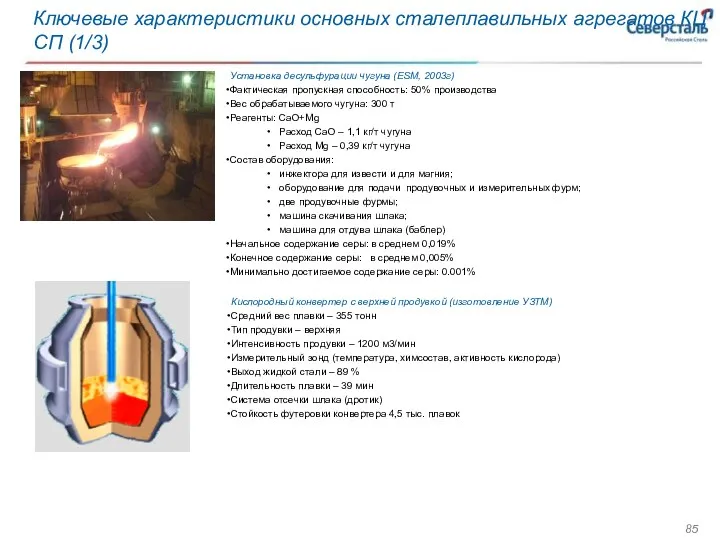
- 85. Ключевые характеристики основных сталеплавильных агрегатов КЦ СП (1/3) Кислородный конвертер с верхней продувкой (изготовление УЗТМ) Средний
- 86. Ключевые характеристики основных сталеплавильных агрегатов КЦ СП (2/3) Установка вакуумирования стали ковшевого типаVD-OB фирмы SMS-Demag (2002
- 87. Ключевые характеристики основных сталеплавильных агрегатов КЦ СП (3/3)
- 88. Ключевые характеристики основных сталеплавильных агрегатов ЭСПЦ СП (1/3) Шахтная печь с удерживающими пальцами фирмы «Fuchs» ШП№1
- 89. Ключевые характеристики основных сталеплавильных агрегатов ЭСПЦ СП (2/3) Установка вакуумирования стали ковшевого типаVD-OB, НПО «Вакуумаш» (1970
- 90. Ключевые характеристики основных сталеплавильных агрегатов ЭСПЦ СП (3/3) Машина непрерывного литья заготовок вертикального типа, совместно «УРАЛМАШ»
- 91. Металлолом Формирование совка с металлоломом производится таким образом, чтобы наиболее габаритные и тяжелые куски располагались в
- 92. Чугун Заливка чугуна производится в 2-4 приема. Длительность паузы после завалки лома перед заливкой чугуна в
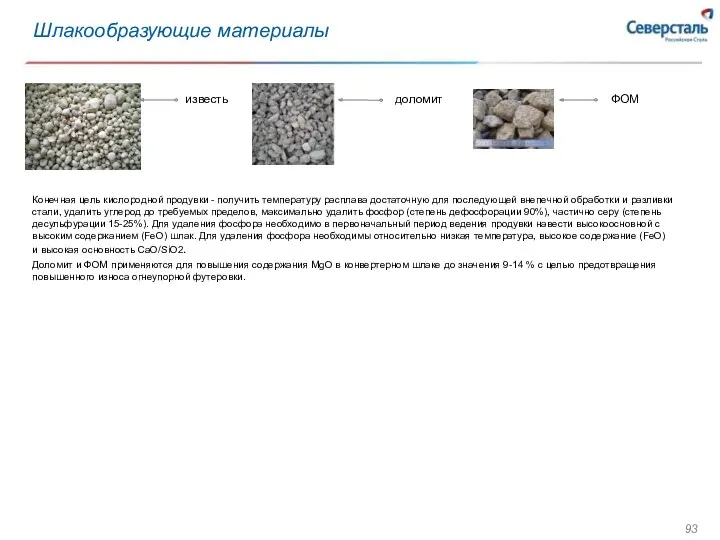
- 93. Шлакообразующие материалы известь доломит ФОМ Конечная цель кислородной продувки - получить температуру расплава достаточную для последующей
- 94. Основные разновидности кислородно-конвертерного процесса О2 О2 Ar, N, O2 топливо
- 95. Основные разновидности электросталеплавильного процесса
- 96. Новейшие разработки в области процессов производства стали:
- 97. Способы интенсификации сталеплавильных процессов для условий ЧерМК
- 98. Процессы производства железа (чугуна) прямого восстановления и выпускаемые продукты Восстановление и плавление в жидкой ванне; Газофазное
- 99. Горячекатаный прокат и трубы
- 100. Показатели эффективности НШПС по конкурентам 2010 год * - 1 квартал 2011 года Отличия в расходном
- 101. Основные составляющие затрат в ЛПЦ-1 и ЛПЦ-2 Основные драйверы себестоимости (cost drivers) Cash cost в руб.
- 102. Снижение себестоимости (технологические мероприятия) Эффект от реализации технологических мероприятий с учетом эффективности НВП составил: 2009 год
- 103. Снижение себестоимости (технические мероприятия)
- 104. Печь №4 Печь №3 Печь №2 Печь №1 Печь №5 ПУ №2 ПУ №2а ПУ №2б
- 105. ПУ-3 ПУ-4 ПУ-5 Листоправильная машина №3– предназначена для исправления дефектов плоскостности материалов листов методом горячей и
- 106. Летучие ножницы установлены перед чистовой группой клетей стана 1700 и предназначены для обрезки на ходу переднего
- 107. ПУ-6 ПУ гильотинных ножниц №1 ПУ дисковых ножниц ПУ ножниц поперечной резки Клеймовочно – маркировочный Комплекс
- 108. ПГП, ЛПЦ – 1. Отделение отделки и отгрузки. Участок роликовых печей ПУ-22а ПУ -27 Газорезательный комплекс
- 109. Печь №1 Печь №2 Печь №3 Печь №4 ПУ №4 Тепловой щит ПУ №5 Вертикальный окалиноломатель
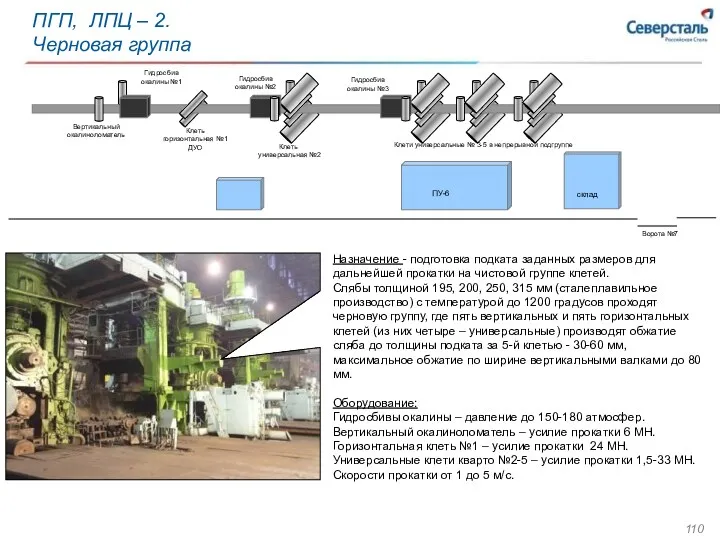
- 110. Назначение - подготовка подката заданных размеров для дальнейшей прокатки на чистовой группе клетей. Слябы толщиной 195,
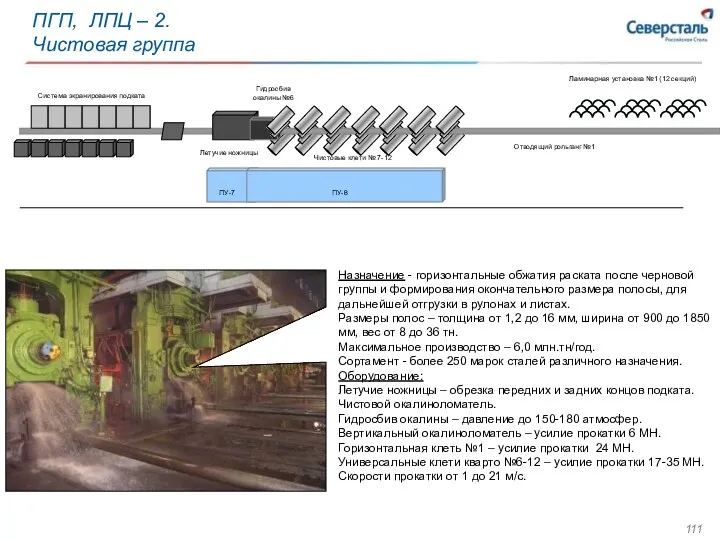
- 111. Назначение - горизонтальные обжатия раската после черновой группы и формирования окончательного размера полосы, для дальнейшей отгрузки
- 112. Назначение - смотка горячей полосы в рулон. Оборудование: Моталки горячей полосы №1-3 предназначены для смотки горячекатаных
- 113. Основные характеристики АПР-1,2
- 114. Основные характеристики АПР-3,4
- 115. Показатели эффективности НШПС по конкурентам 2010 год * - 1 квартал 2011 года Отличия в расходном
- 116. Качество и привлекательность штрипса ЛПЦ-2 ЧТПЗ
- 117. Качество и привлекательность штрипса ЛПЦ-2 ВМЗ ВТЗ
- 118. Инвестиции конкурентов в холодный прокат ММК Новый комплекс (SMS Demag) холодной прокатки в ЛПЦ-11. Комплекс включает
- 119. Инвестиции в ПХП ЧерМК ЦТМ Реконструкция конвейера горячекатаных рулонов №2. 2012 г. Реконструкция склада травленых рулонов
- 120. Основные составляющие затрат в ЛПЦ-3 Основные драйверы себестоимости (cost drivers) - Объем производства; - Сортамент продукции;
- 121. Основные составляющие затрат в ИТЗ Основные драйверы себестоимости (cost drivers) Cash cost в руб. на тонну
- 122. Снижение себестоимости (технические мероприятия) Подразделение Реализуемые направления Перспективные направления Реконструкция УКО Установка правильного пресса Установка агрегата
- 123. КОНКУРЕНТЫ: Новые мощности по производству труб большого диаметра (ТБД) в одношовном исполнении со стана 5000 Магнитогорского
- 124. БЕНЧМАРКИНГ СТАНОВ 5000
- 125. КОНКУРЕНТЫ: Металлургический комплекс по производству ТБД в одношовном исполнении на Выксунском металлургическом заводе Ориентировочные затраты на
- 126. Производственный потенциал российских производителей сварных ТБД
- 127. В ходе испытания на трубу - инициатор наносится искусственный дефект. При достижении заданного избыточного давления в
- 128. Толщина от 0,8 до 16 мм Производимые марки сталей: LC (low carbon – низкоуглеродистые), Medium С
- 129. Холоднокатаный прокат
- 130. Основные составляющие затрат в ПХП * * Основные драйверы себестоимости (cost drivers) Cash cost Объем выпускаемой
- 131. Снижение себестоимости - снижение несоответствующей продукции - сокращения текущих простоев станов холодной прокатки - снижение р.к.
- 132. Сравнение качества проката ЧерМК с конкурентами при переработке на ОАО «АВТОВАЗ» ОАО «АВТОВАЗ»
- 133. Технические характеристики ММК ЛПЦ-11
- 134. Метизный сегмент
- 135. Метизный сегмент Основные показатели* Количество наименований выпускаемой продукции >55 000 694 тыс. тн 786 млн. долл.
- 136. Показатели эффективности производства метизов - LTIFR (коэффициент частоты травматизма) - кол-во случаев Объем продаж по Группе
- 137. Маржа по продуктовым направлениям: продажи на рынок РФ+РБ, долл./тн Маржа по продуктовым направлениям: сводные продажи Метизного
- 138. Сырье и ФОТ: основные составляющие затрат в производстве метизов * * * * Основные драйверы себестоимости
- 139. Сырье Снижение себестоимости Развитие программ с поставщиками сырья Развес бунта (использование 2 тонного бунта) Использование сорбитизированной
- 140. Северсталь ТПЗ- Шексна
- 141. Северсталь ТПЗ - Шексна Агрегат продольной резки (АПР 2000) Трубоэлектросварочный стан (ТЭСА 127-426) Агрегат продольной резки
- 142. Фактические показатели эффективности производства за период январь – июнь 2011 г.
- 143. Основные составляющие затрат в производстве стальных профилей * Основные драйверы себестоимости (cost drivers) Цена и Cash
- 144. Пути снижения себестоимости передела
- 145. ЗАО «Северсталь СМЦ-Колпино» Основные показатели
- 146. ЗАО «Северсталь СМЦ-Колпино» Новое современное предприятие находящееся на территории Ижоских Заводов, г.Колпино, Санкт-Петербург. Начало производства –
- 147. Схема производства Входящий металлопрокат Толщина металла h ≤ 60 мм h > 60 мм Линия консервации
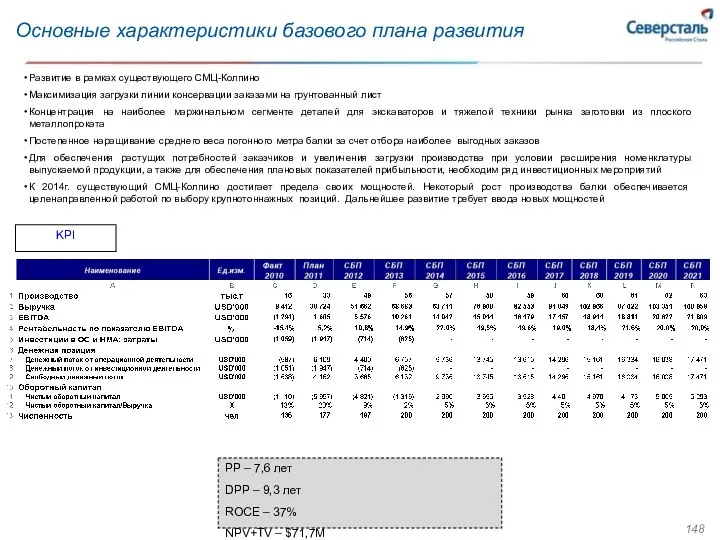
- 148. Основные характеристики базового плана развития Развитие в рамках существующего СМЦ-Колпино Максимизация загрузки линии консервации заказами на
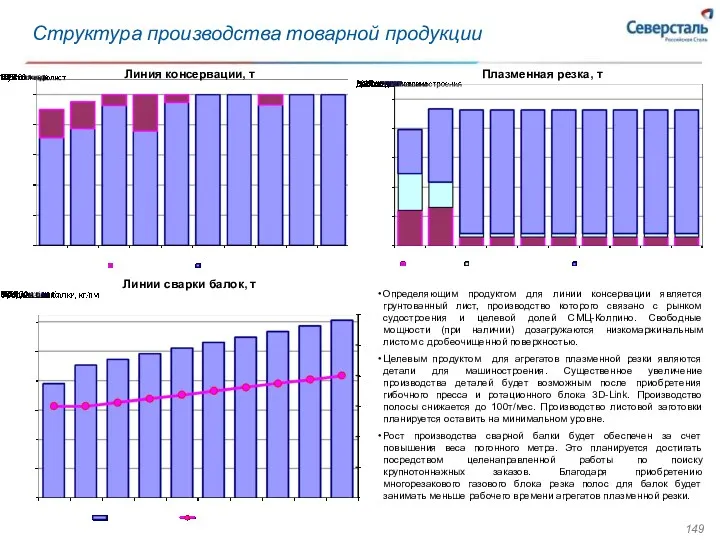
- 149. Структура производства товарной продукции Линия консервации, т Плазменная резка, т Линии сварки балок, т Определяющим продуктом
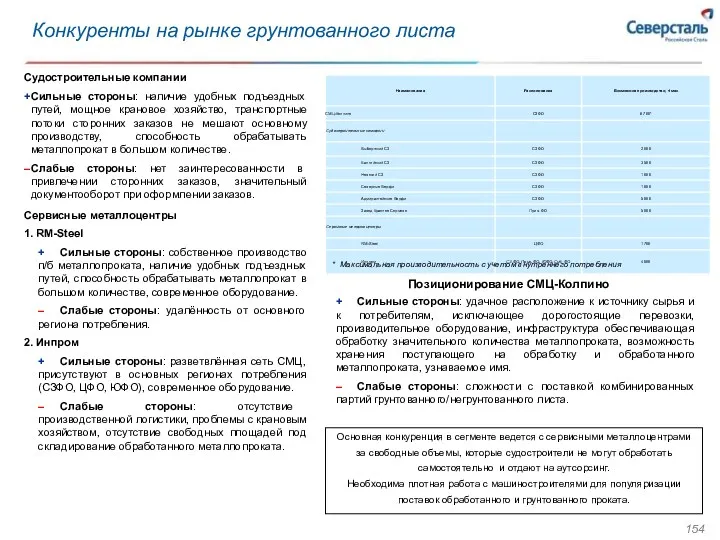
- 150. План маркетинговых действий Конъюнктура на приоритетных рынках СМЦ-Колпино позволит существенно повысить продажи и получить значительную долю
- 151. Структура себестоимости Металлопрокат. Большую часть себестоимости составляют затраты на металл. Основным вызовом будет являться сохранение маржинальности
- 152. Вызовы внешней среды Максимальная загрузка производства. В настоящее время это задача №1 для СМЦ. Достижению данной
- 153. Вызовы внешней среды Качество производимой продукции находится на самом высоком уровне, что обеспечивается высококачественным оборудованием и
- 154. Конкуренты на рынке грунтованного листа Судостроительные компании + Сильные стороны: наличие удобных подъездных путей, мощное крановое
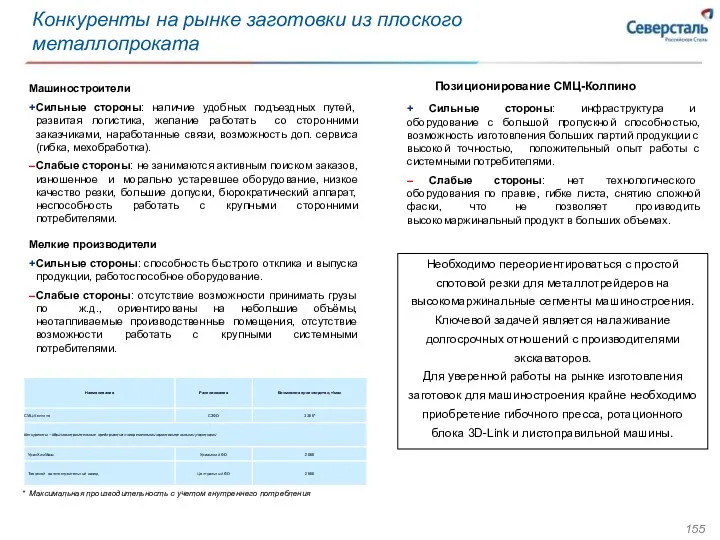
- 155. Машиностроители + Сильные стороны: наличие удобных подъездных путей, развитая логистика, желание работать со сторонними заказчиками, наработанные
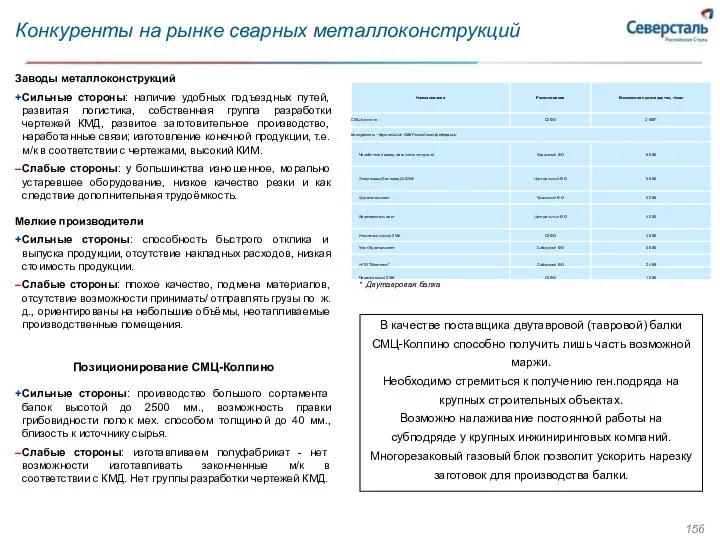
- 156. Заводы металлоконструкций + Сильные стороны: наличие удобных подъездных путей, развитая логистика, собственная группа разработки чертежей КМД,
- 157. Северсталь-Гонварри-Калуга
- 158. Производственный процесс (технологическая схема производственных потоков по агрегатам) (1/2) В 2012 году предприятие планирует выйти на
- 159. Производственный процесс (технологическая схема производственных потоков по агрегатам) (2/2) Поперечная резка производится на линии поперечной резки
- 160. Показатели эффективности производства (1/3) - LTIFR 0,977 - кол-во случаев 0 - выполнение заказов - уровень
- 161. В таблице приведено сравнение удельных показателей, достигнутых ведущими сервисными металлоцентрами, входящими в группу компаний Гонварии С
- 162. Показатели эффективности производства (анализ ситуации и цели) (3/3) HR На предприятиях с небольшой (50 чел) численностью
- 163. Вызовы для производства Основными вызовами внешней среды являются: - Быстрый рост заработной платы по предприятиям региона
- 165. Скачать презентацию
Оглавление
Оглавление
Ознакомиться с основными производственными процессами подразделений в Северсталь Российская Сталь
Представить критерии
Ознакомиться с основными производственными процессами подразделений в Северсталь Российская Сталь
Представить критерии

Первый передел
Коксохимическое производство
Агломерационное производство
Доменный цех
Первый передел
Коксохимическое производство
Агломерационное производство
Доменный цех

Технологическая цепочка производства чугуна
КХП
Кокс
Продажа
Угольные
концентраты
ЖР концентраты
Производство агломерата
ЖР окатыши
Агломерат
Флюсы
Разливка
Технологическая цепочка производства чугуна
КХП
Кокс
Продажа
Угольные
концентраты
ЖР концентраты
Производство агломерата
ЖР окатыши
Агломерат
Флюсы
Разливка
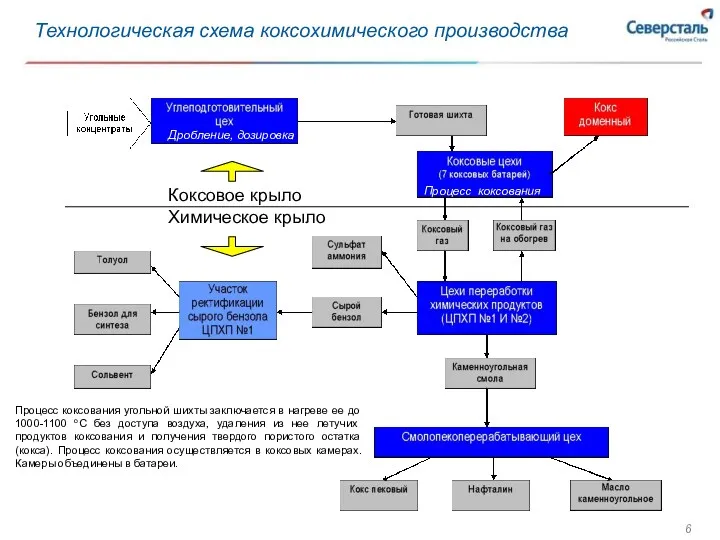
Технологическая схема коксохимического производства
Дробление, дозировка
Процесс коксования
Коксовое крыло
Химическое крыло
Процесс коксования угольной шихты
Технологическая схема коксохимического производства
Дробление, дозировка
Процесс коксования
Коксовое крыло
Химическое крыло
Процесс коксования угольной шихты
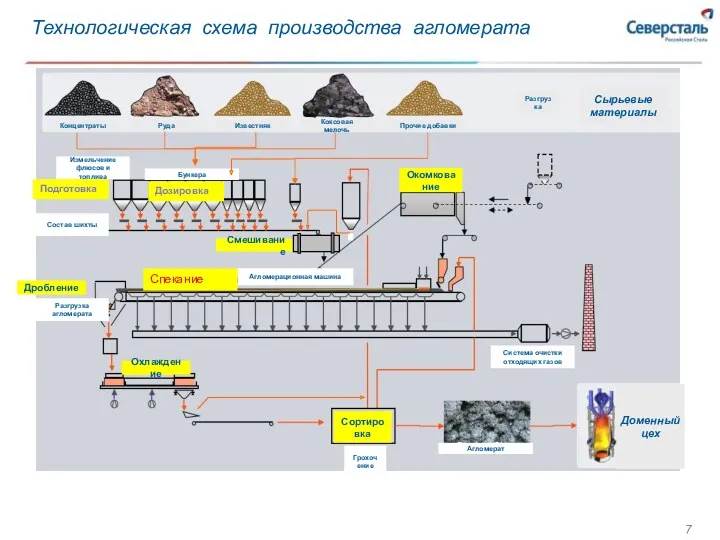
Технологическая схема производства агломерата
Концентраты
Руда
Известняк
Коксовая мелочь
Прочие добавки
Бункера
Сырьевые материалы
Система очистки отходящих газов
Агломерационная машина
Охлаждение
Сортировка
Агломерат
Доменный
Технологическая схема производства агломерата
Концентраты
Руда
Известняк
Коксовая мелочь
Прочие добавки
Бункера
Сырьевые материалы
Система очистки отходящих газов
Агломерационная машина
Охлаждение
Сортировка
Агломерат
Доменный

Описание доменного процесса
ВХОД ПРОЦЕССА
Шихта
Железо
Флюсы
Утилизатор отходов
Кокс
Топливо
Описание доменного процесса
ВХОД ПРОЦЕССА
Шихта
Железо
Флюсы
Утилизатор отходов
Кокс
Топливо
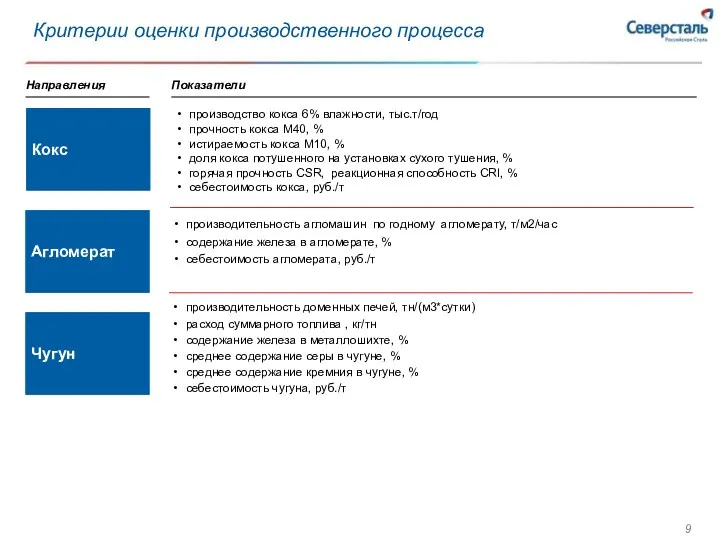
Критерии оценки производственного процесса
производительность агломашин по годному агломерату, т/м2/час
содержание железа
Критерии оценки производственного процесса
производительность агломашин по годному агломерату, т/м2/час
содержание железа
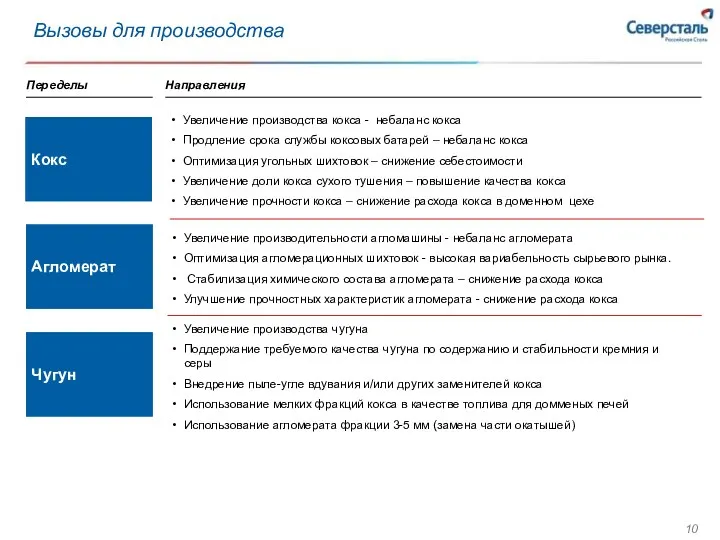
Вызовы для производства
Увеличение производства кокса - небаланс кокса
Продление срока службы коксовых
Вызовы для производства
Увеличение производства кокса - небаланс кокса
Продление срока службы коксовых
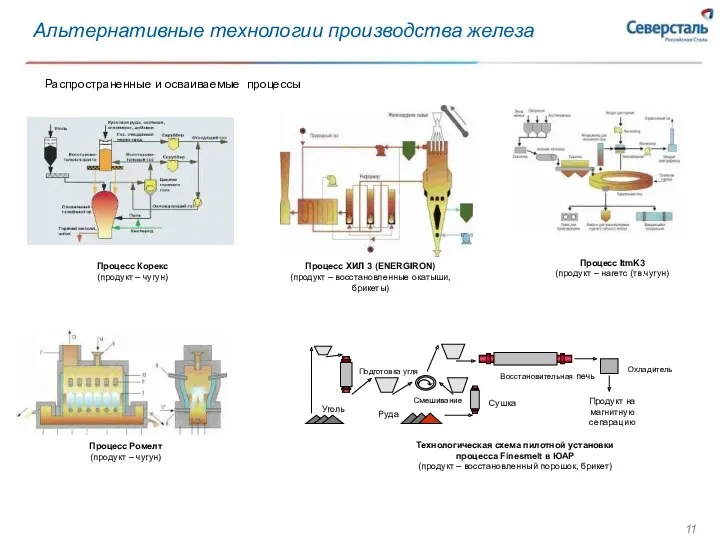
Альтернативные технологии производства железа
Процесс Ромелт
(продукт – чугун)
Процесс ХИЛ 3 (ENERGIRON)
(продукт –
Альтернативные технологии производства железа
Процесс Ромелт
(продукт – чугун)
Процесс ХИЛ 3 (ENERGIRON)
(продукт –

Сталеплавильное производство
Конвертерная сталь
Электросталь
Сталеплавильное производство
Конвертерная сталь
Электросталь
ВХОД
Металлозавалка Чугун Лом
Добавочные Известь ФОМ Доломит и др.
Энергоресурсы
Кислород
ВХОД
Металлозавалка Чугун Лом
Добавочные Известь ФОМ Доломит и др.
Энергоресурсы
Кислород

Сырье и материалы, используемые при производстве стали, готовая продукция
металлолом
жидкий чугун
шлако-
образующие
материалы
ферросплавы
Сляб
Сортовая заготовка
Производимый
Сырье и материалы, используемые при производстве стали, готовая продукция
металлолом
жидкий чугун
шлако-
образующие
материалы
ферросплавы
Сляб
Сортовая заготовка
Производимый
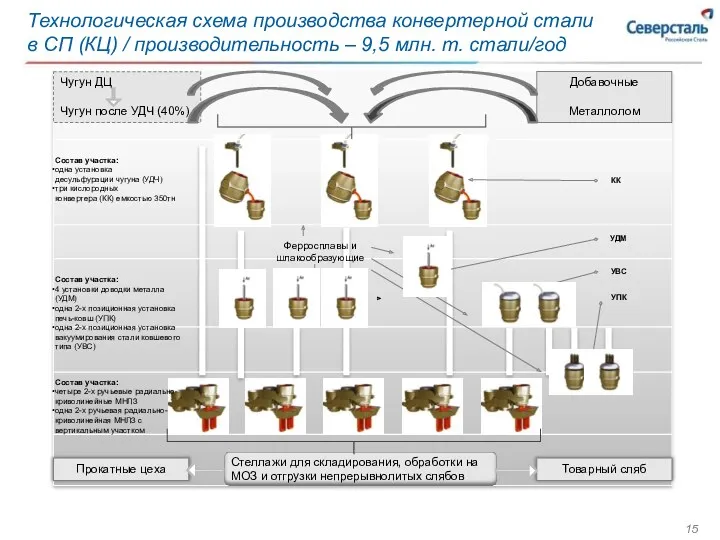
Технологическая схема производства конвертерной стали в СП (КЦ) / производительность –
Технологическая схема производства конвертерной стали в СП (КЦ) / производительность –

Технологическая схема производства электростали
в СП (ЭСПЦ) / производительность – 2,1
Технологическая схема производства электростали
в СП (ЭСПЦ) / производительность – 2,1
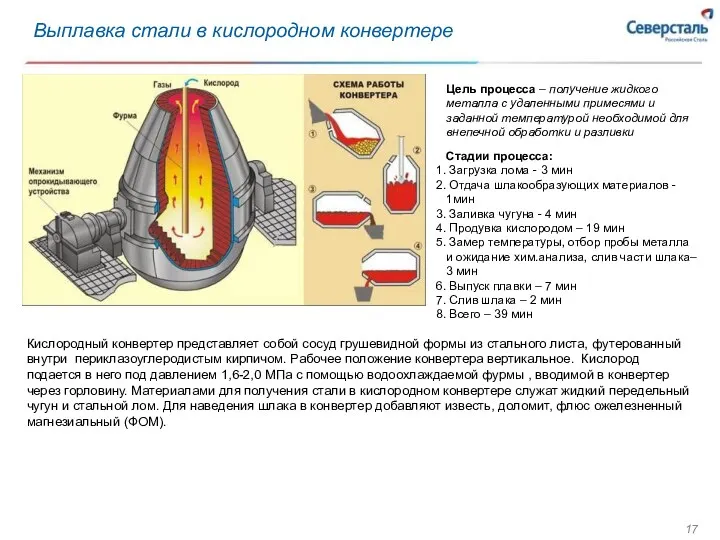
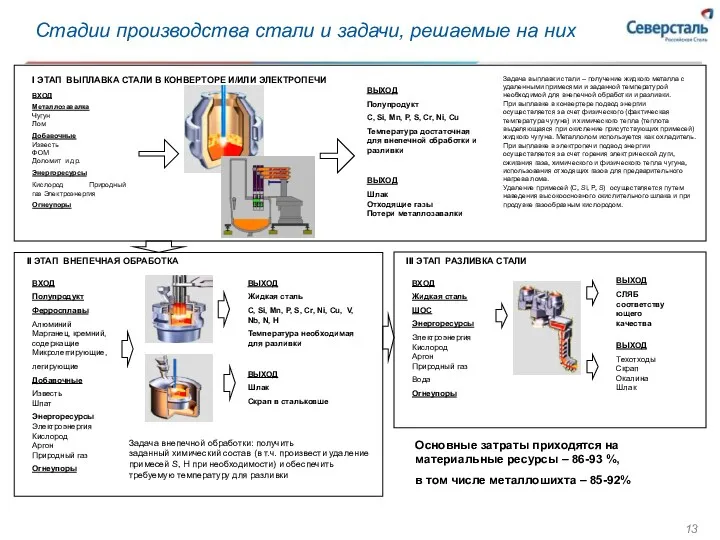
Выплавка стали в кислородном конвертере
Цель процесса – получение жидкого металла с
Выплавка стали в кислородном конвертере
Цель процесса – получение жидкого металла с

Выплавка стали в электропечах
Печь состоит из железного кожуха цилиндрической формы со
Выплавка стали в электропечах
Печь состоит из железного кожуха цилиндрической формы со
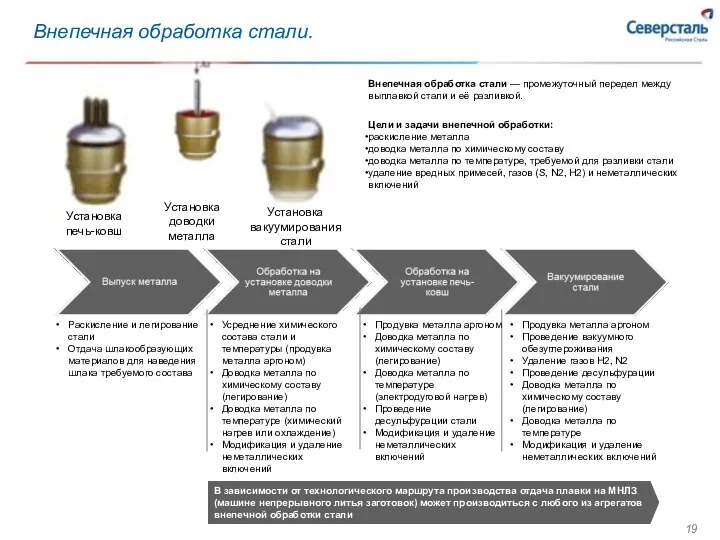
Внепечная обработка стали.
Цели и задачи внепечной обработки:
раскисление металла
доводка металла по химическому
Внепечная обработка стали.
Цели и задачи внепечной обработки:
раскисление металла
доводка металла по химическому

Разливка стали
Типы МНЛЗ (машины непрерывного литья заготовок) на ЧерМК:
Вертикальная
Радиально-криволинейные
Радиально-криволинейная с вертикальным
Разливка стали
Типы МНЛЗ (машины непрерывного литья заготовок) на ЧерМК:
Вертикальная
Радиально-криволинейные
Радиально-криволинейная с вертикальным
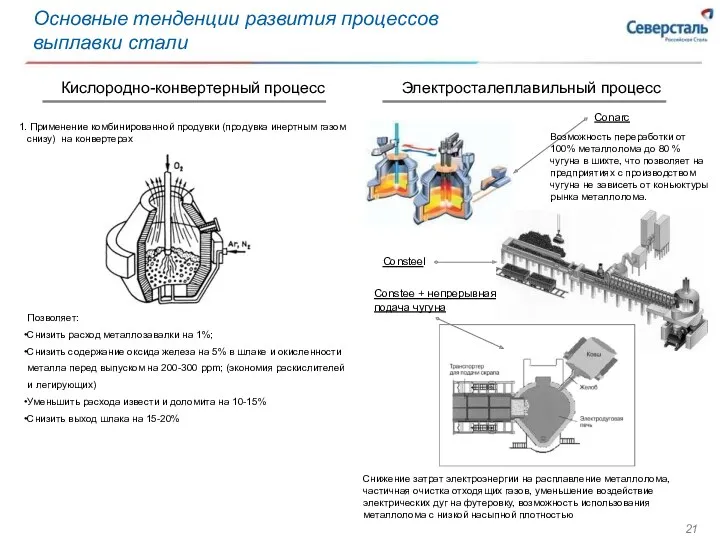
Основные тенденции развития процессов выплавки стали
Применение комбинированной продувки (продувка инертным
Основные тенденции развития процессов выплавки стали
Применение комбинированной продувки (продувка инертным
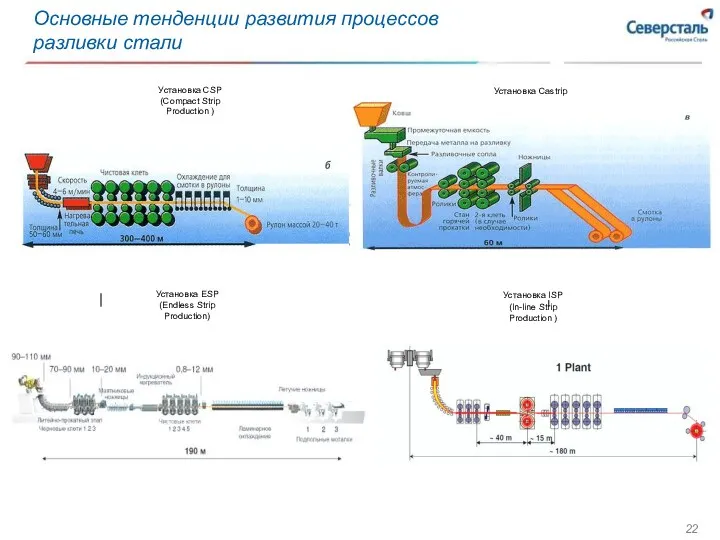
Основные тенденции развития процессов разливки стали
Установка ESP (Endless Strip Production)
Установка
Основные тенденции развития процессов разливки стали
Установка ESP (Endless Strip Production)
Установка
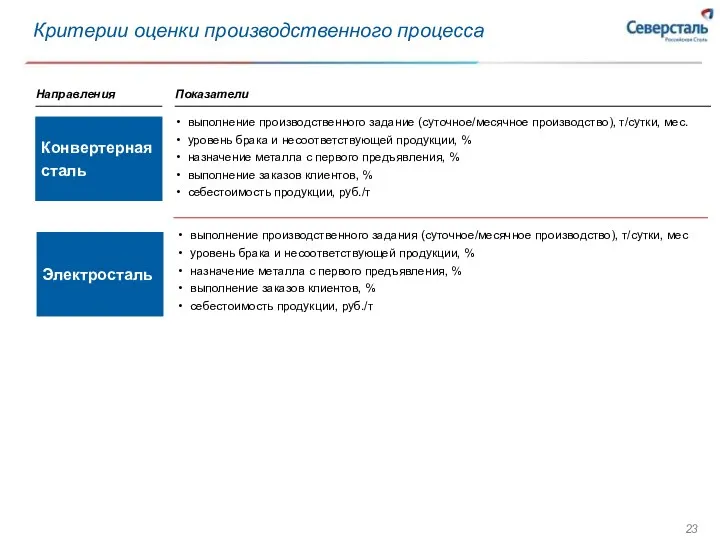
Критерии оценки производственного процесса
выполнение производственного задание (суточное/месячное производство), т/сутки, мес.
уровень брака
Критерии оценки производственного процесса
выполнение производственного задание (суточное/месячное производство), т/сутки, мес.
уровень брака
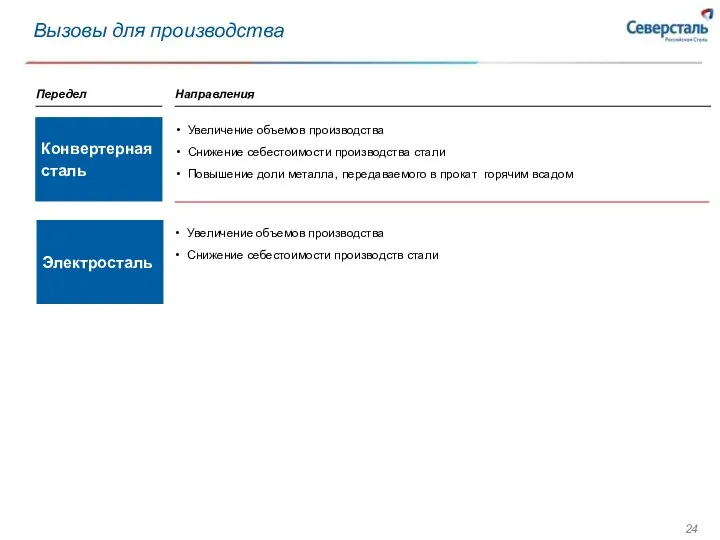
Вызовы для производства
Увеличение объемов производства
Снижение себестоимости производства стали
Повышение доли металла, передаваемого
Вызовы для производства
Увеличение объемов производства
Снижение себестоимости производства стали
Повышение доли металла, передаваемого

Горячекатаный прокат и трубы
Листопрокатный цех №1
Листопрокатный цех №2
Листопрокатный цех №3
Ижорский
Горячекатаный прокат и трубы
Листопрокатный цех №1
Листопрокатный цех №2
Листопрокатный цех №3
Ижорский
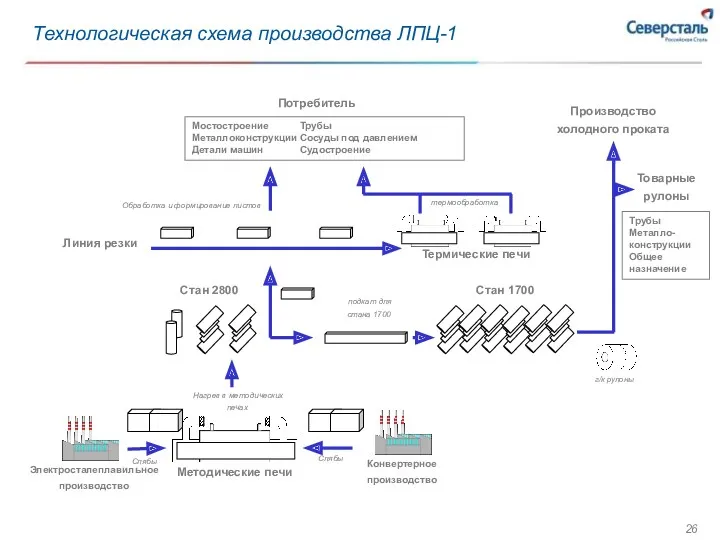
Технологическая схема производства ЛПЦ-1
Потребитель
Электросталеплавильное производство
Стан 2800
г/к рулоны
подкат для
стана 1700
Слябы
Технологическая схема производства ЛПЦ-1
Потребитель
Электросталеплавильное производство
Стан 2800
г/к рулоны
подкат для
стана 1700
Слябы

Процесс производства проката в ЛПЦ-1
Нагрев слябов производится для того чтобы придать
Процесс производства проката в ЛПЦ-1
Нагрев слябов производится для того чтобы придать
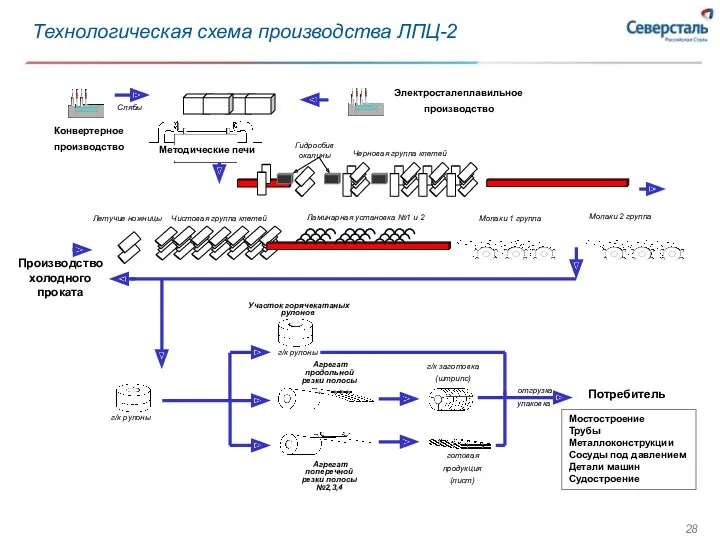
Технологическая схема производства ЛПЦ-2
Производство холодного
проката
Мостостроение
Трубы
Металлоконструкции
Сосуды под давлением
Детали машин
Судостроение
Электросталеплавильное производство
Технологическая схема производства ЛПЦ-2
Производство холодного
проката
Мостостроение
Трубы
Металлоконструкции
Сосуды под давлением
Детали машин
Судостроение
Электросталеплавильное производство

Процесс производства проката в ЛПЦ-2
Нагрев слябов производится для того чтобы придать
Процесс производства проката в ЛПЦ-2
Нагрев слябов производится для того чтобы придать
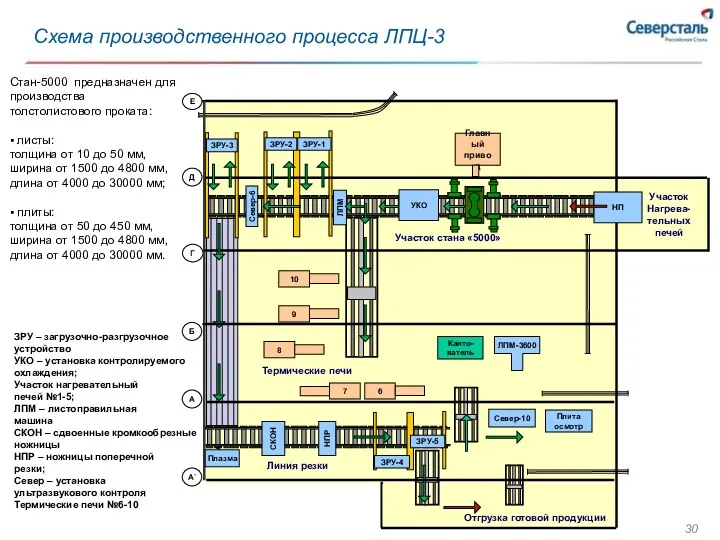
Участок стана «5000»
Канто-ватель
Север-10
Плита осмотр
Е
Д
Г
Б
6
7
8
9
10
ЗРУ-1
ЗРУ-2
ЗРУ-3
СКОН
НПР
ЗРУ-5
ЗРУ-4
Плазма
Термические печи
НП
Главный
привод
ЛПМ
Участок Нагрева-
тельных
печей
УКО
Линия резки
А`
А
Отгрузка готовой продукции
Стан-5000 предназначен для
Участок стана «5000»
Канто-ватель
Север-10
Плита осмотр
Е
Д
Г
Б
6
7
8
9
10
ЗРУ-1
ЗРУ-2
ЗРУ-3
СКОН
НПР
ЗРУ-5
ЗРУ-4
Плазма
Термические печи
НП
Главный
привод
ЛПМ
Участок Нагрева-
тельных
печей
УКО
Линия резки
А`
А
Отгрузка готовой продукции
Стан-5000 предназначен для
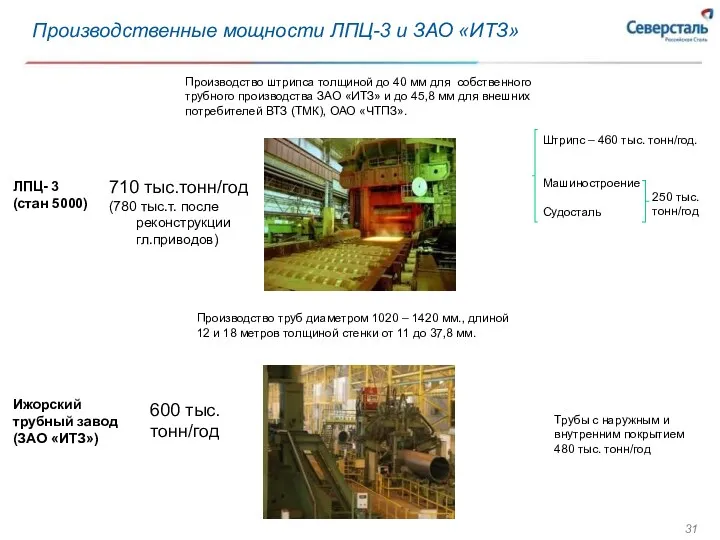
ЛПЦ- 3
(стан 5000)
Ижорский
трубный завод
(ЗАО «ИТЗ»)
710 тыс.тонн/год
(780 тыс.т. после реконструкции гл.приводов)
Производство
ЛПЦ- 3
(стан 5000)
Ижорский
трубный завод
(ЗАО «ИТЗ»)
710 тыс.тонн/год
(780 тыс.т. после реконструкции гл.приводов)
Производство
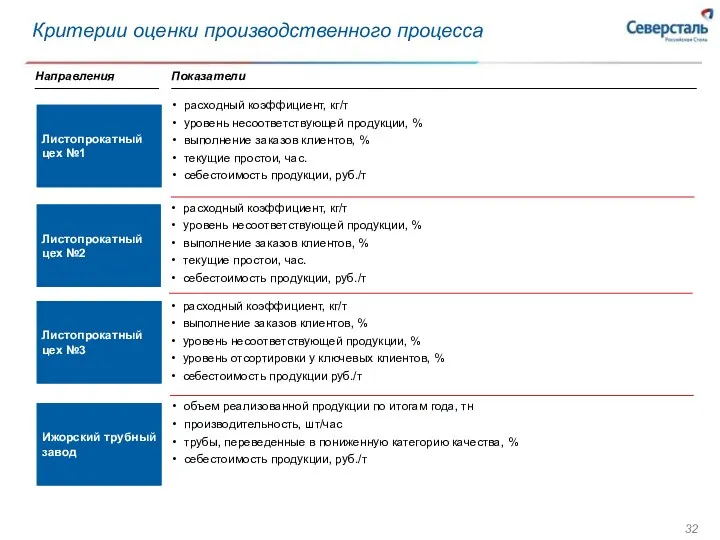
Критерии оценки производственного процесса
расходный коэффициент, кг/т
уровень несоответствующей продукции, %
выполнение заказов клиентов,
Критерии оценки производственного процесса
расходный коэффициент, кг/т
уровень несоответствующей продукции, %
выполнение заказов клиентов,
Перспективные требования клиентов
Улучшение чистоты стали (НМВ, газы и т.п.)
Коррозионная стойкость металлопроката
Перспективные требования клиентов
Улучшение чистоты стали (НМВ, газы и т.п.)
Коррозионная стойкость металлопроката
Развитие штрипсовых марок сталей
Штрипсовой прокат применяется для изготовления нефте- газопроводных труб,
Развитие штрипсовых марок сталей
Штрипсовой прокат применяется для изготовления нефте- газопроводных труб,
Развитие высокопрочных марок сталей
Высокопрочный прокат предназначен в частности для платформ и
Развитие высокопрочных марок сталей
Высокопрочный прокат предназначен в частности для платформ и
Вызовы для производства
снижение расходного коэффициента
увеличение объемов производства
снижение уровня несоответствующей продукции
проекты
Вызовы для производства
снижение расходного коэффициента
увеличение объемов производства
снижение уровня несоответствующей продукции
проекты
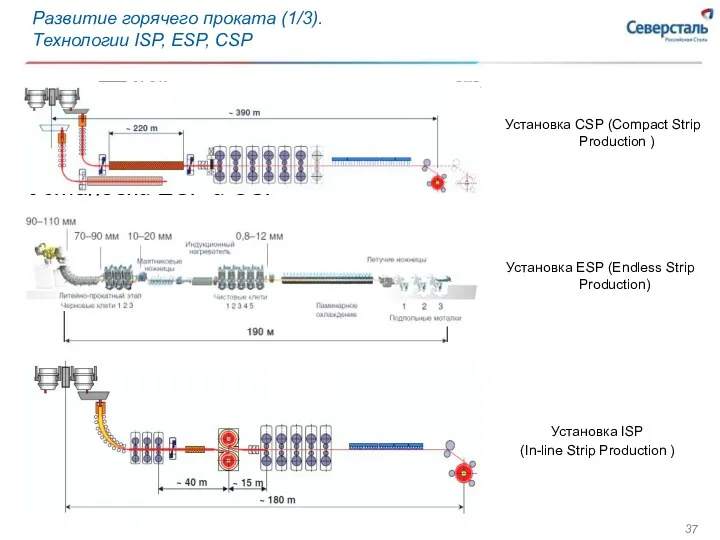
Установки ESP и CSP
Установка ESP (Endless Strip Production)
Установка СSP (Compact Strip
Установки ESP и CSP
Установка ESP (Endless Strip Production)
Установка СSP (Compact Strip
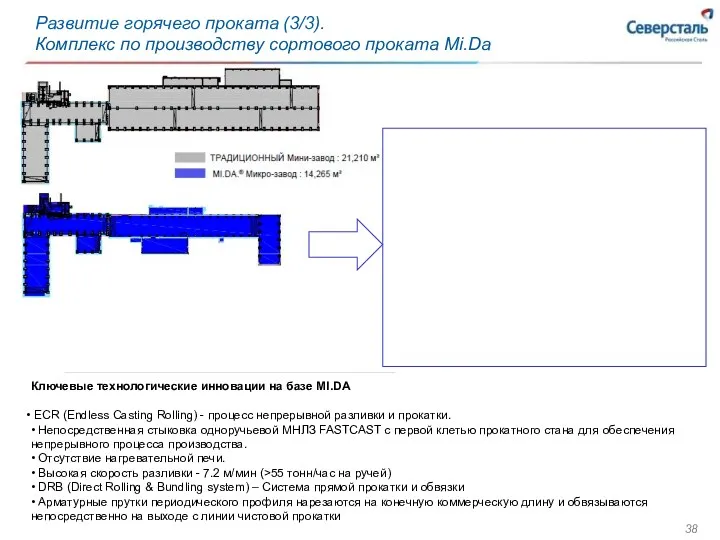
Развитие горячего проката (3/3).
Комплекс по производству сортового проката Mi.Da
Комплекс по
Развитие горячего проката (3/3).
Комплекс по производству сортового проката Mi.Da
Комплекс по

Холоднокатаный прокат
Холоднокатаный прокат
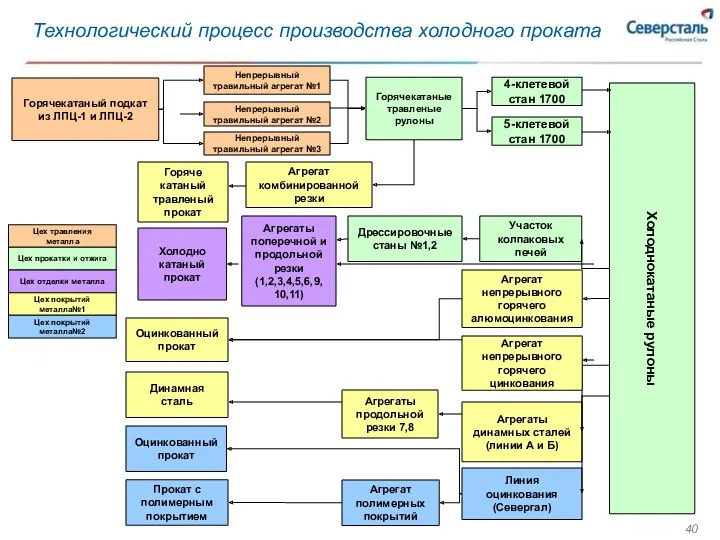
Технологический процесс производства холодного проката
Горячекатаный подкат из ЛПЦ-1 и ЛПЦ-2
Непрерывный травильный
Технологический процесс производства холодного проката
Горячекатаный подкат из ЛПЦ-1 и ЛПЦ-2
Непрерывный травильный

Травление металла в непрерывном травильном агрегате
Склад горячекатаных рулонов
Разматыватели №1,2
Правильно- тянущая машина
Листовые
Травление металла в непрерывном травильном агрегате
Склад горячекатаных рулонов
Разматыватели №1,2
Правильно- тянущая машина
Листовые
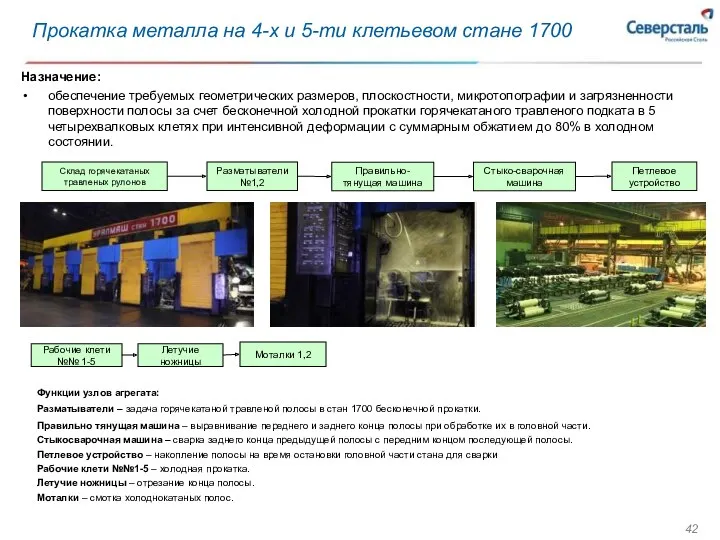
Прокатка металла на 4-х и 5-ти клетьевом стане 1700
Склад горячекатаных травленых
Прокатка металла на 4-х и 5-ти клетьевом стане 1700
Склад горячекатаных травленых

Отжиг металла в колпаковых печах с водородной защитной атмосферой
Стенд
Муфель
Нагревательный колпак
Функции узлов
Отжиг металла в колпаковых печах с водородной защитной атмосферой
Стенд
Муфель
Нагревательный колпак
Функции узлов

Дрессировка металла на дрессировочном стане 1700.
Разматыватель
Рабочая клеть
Моталка
Функции узлов агрегата и основные
Дрессировка металла на дрессировочном стане 1700.
Разматыватель
Рабочая клеть
Моталка
Функции узлов агрегата и основные

Порезка, промасливание и упаковка проката в цехе отделки металла
Назначение агрегатов продольной
Порезка, промасливание и упаковка проката в цехе отделки металла
Назначение агрегатов продольной
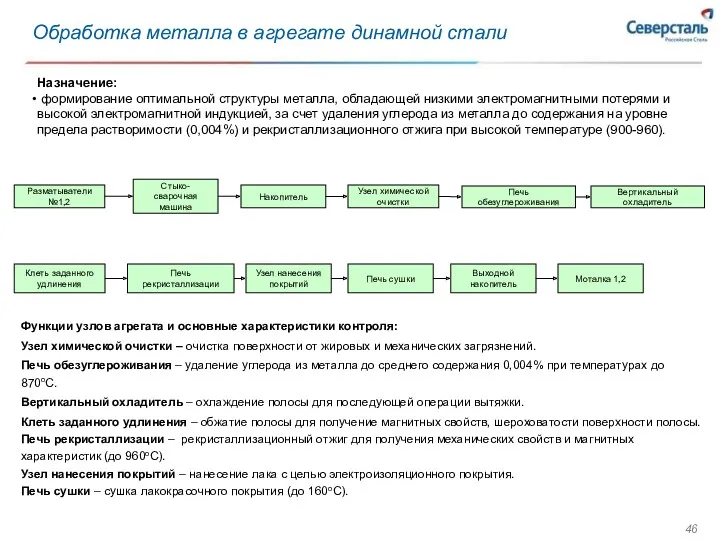
Обработка металла в агрегате динамной стали
Разматыватели №1,2
Узел химической очистки
Стыко-сварочная машина
Печь обезуглероживания
Клеть
Обработка металла в агрегате динамной стали
Разматыватели №1,2
Узел химической очистки
Стыко-сварочная машина
Печь обезуглероживания
Клеть

Нанесения покрытия в агрегате непрерывного горячего оцинкования
Разматыватели
Узел химической очистки
Стыко-сварочная машина
Печь
Нанесения покрытия в агрегате непрерывного горячего оцинкования
Разматыватели
Узел химической очистки
Стыко-сварочная машина
Печь

Нанесение покрытия в агрегате полимерных покрытий
Разматыватели
Узел химической очистки
Стыко-сварочная машина
Химкоутер
Коутер для
Нанесение покрытия в агрегате полимерных покрытий
Разматыватели
Узел химической очистки
Стыко-сварочная машина
Химкоутер
Коутер для
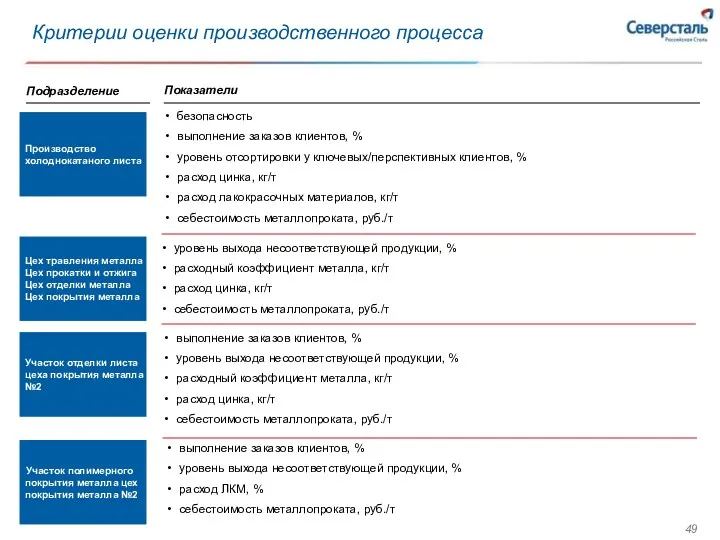
Критерии оценки производственного процесса
безопасность
выполнение заказов клиентов, %
уровень отсортировки у
Критерии оценки производственного процесса
безопасность
выполнение заказов клиентов, %
уровень отсортировки у
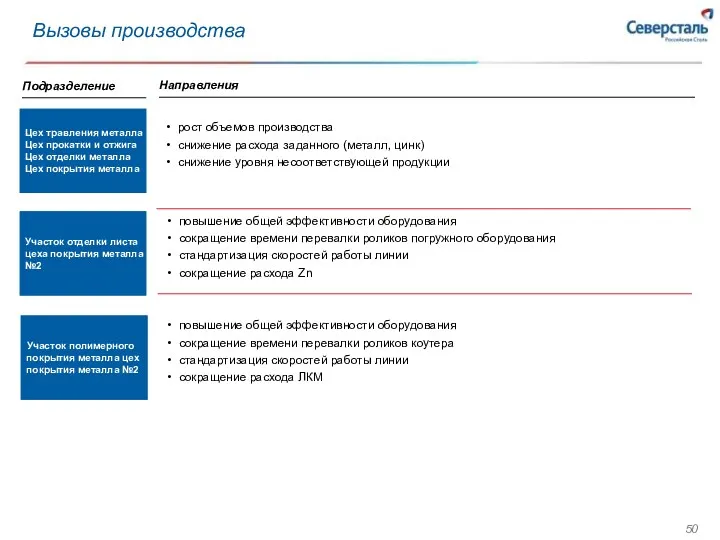
повышение общей эффективности оборудования
сокращение времени перевалки роликов коутера
стандартизация скоростей работы линии
сокращение
повышение общей эффективности оборудования
сокращение времени перевалки роликов коутера
стандартизация скоростей работы линии
сокращение
Перспективные требования клиентов.
Требования:
высокий уровень прочности на сталях для автопрома (предел прочности
Перспективные требования клиентов.
Требования:
высокий уровень прочности на сталях для автопрома (предел прочности

горячекатаный травленый прокат из высокопрочных микролегированных марок стали (предел прочности не
горячекатаный травленый прокат из высокопрочных микролегированных марок стали (предел прочности не

Развитие холодного проката (1/4).
Схема комбинированной линии травления и оцинкования (Нидерланды).
Совмещенная линия
Развитие холодного проката (1/4).
Схема комбинированной линии травления и оцинкования (Нидерланды).
Совмещенная линия

Совмещенная линия травления и оцинкования (Тайвань)
Год пуска в эксплуатацию – 2008
Совмещенная линия травления и оцинкования (Тайвань)
Год пуска в эксплуатацию – 2008
Развитие холодного проката (3/4).
Схема комбинированной линии оцинкования и полимерных покрытий.
Развитие холодного проката (3/4). Схема комбинированной линии оцинкования и полимерных покрытий.

Линия перемотки и инспекции:
Мощность 300.000 т/год
Скорость
- на участке инспектирования макс. 100
Линия перемотки и инспекции:
Мощность 300.000 т/год
Скорость
- на участке инспектирования макс. 100
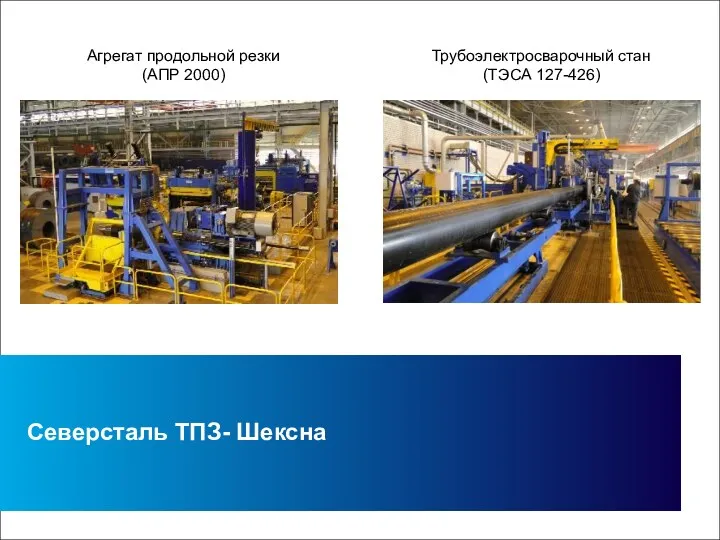
Северсталь ТПЗ- Шексна
Агрегат продольной резки (АПР 2000)
Трубоэлектросварочный стан (ТЭСА 127-426)
Северсталь ТПЗ- Шексна
Агрегат продольной резки (АПР 2000)
Трубоэлектросварочный стан (ТЭСА 127-426)

Схема технологического процесса
Агрегат продольной резки (АПР-2000)
Рулонная заготовка Продольная резка Резаная
Схема технологического процесса
Агрегат продольной резки (АПР-2000)
Рулонная заготовка Продольная резка Резаная
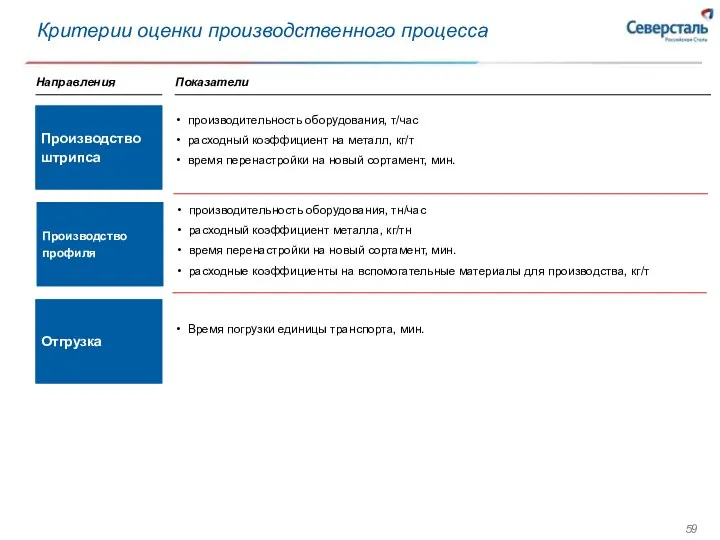
Критерии оценки производственного процесса
производительность оборудования, т/час
расходный коэффициент на металл, кг/т
время перенастройки
Критерии оценки производственного процесса
производительность оборудования, т/час
расходный коэффициент на металл, кг/т
время перенастройки
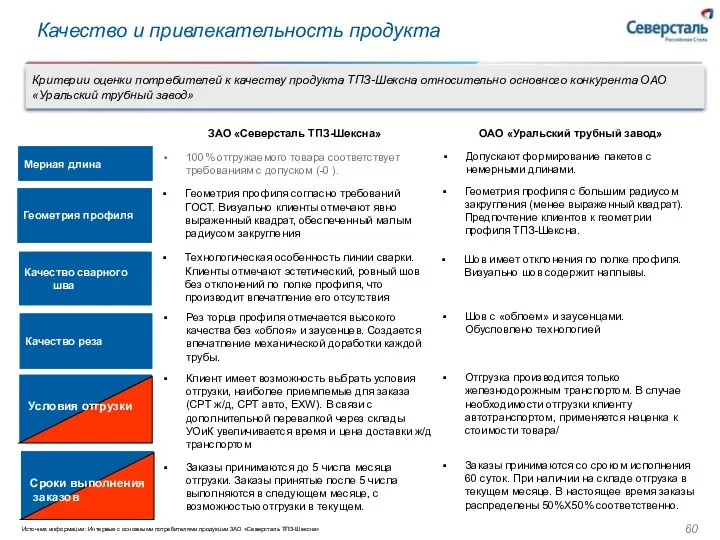
Качество и привлекательность продукта
ЗАО «Северсталь ТПЗ-Шексна»
Критерии оценки потребителей к качеству продукта
Качество и привлекательность продукта
ЗАО «Северсталь ТПЗ-Шексна»
Критерии оценки потребителей к качеству продукта
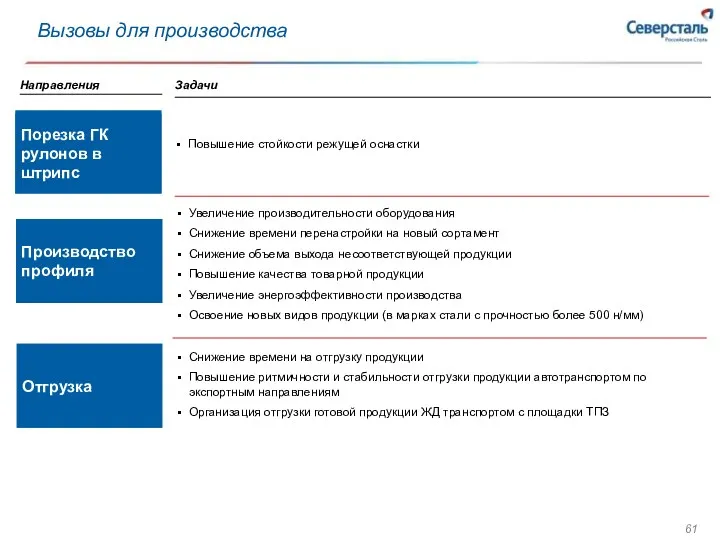
Вызовы для производства
Повышение стойкости режущей оснастки
Увеличение производительности оборудования
Снижение времени перенастройки на
Вызовы для производства
Повышение стойкости режущей оснастки
Увеличение производительности оборудования
Снижение времени перенастройки на

Метизный сегмент
Метизный сегмент
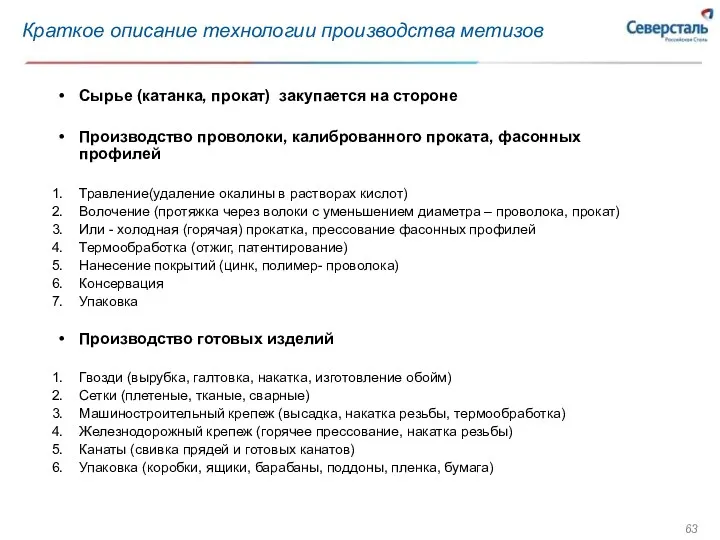
Краткое описание технологии производства метизов
Сырье (катанка, прокат) закупается на стороне
Производство
Краткое описание технологии производства метизов
Сырье (катанка, прокат) закупается на стороне
Производство
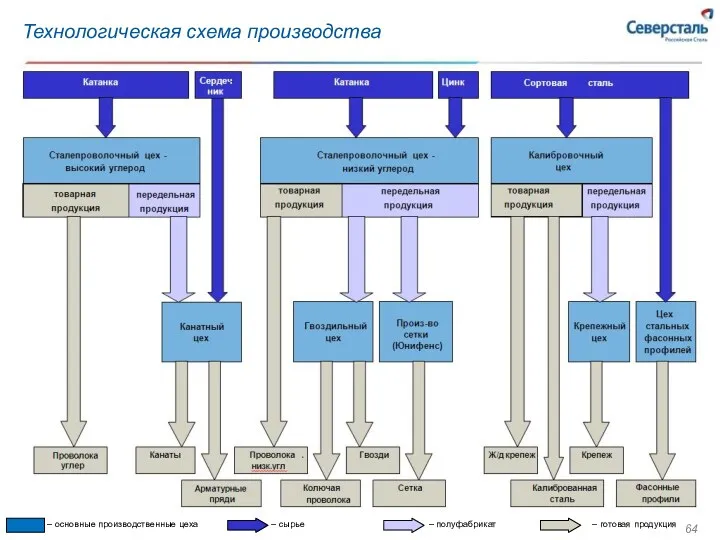
Технологическая схема производства
– основные производственные цеха
– сырье
– полуфабрикат
– готовая продукция
Технологическая схема производства
– основные производственные цеха
– сырье
– полуфабрикат
– готовая продукция
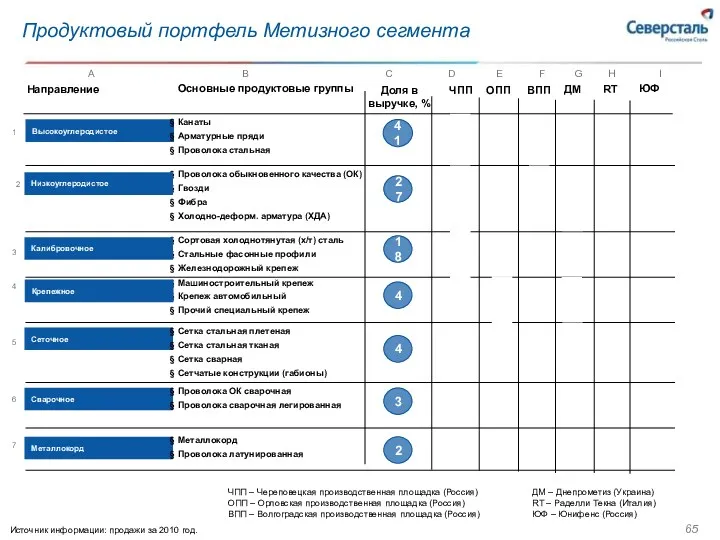
Продуктовый портфель Метизного сегмента
Высокоуглеродистое
Направление
Доля в выручке, %
Проволока обыкновенного качества (ОК)
Продуктовый портфель Метизного сегмента
Высокоуглеродистое
Направление
Доля в выручке, %
Проволока обыкновенного качества (ОК)
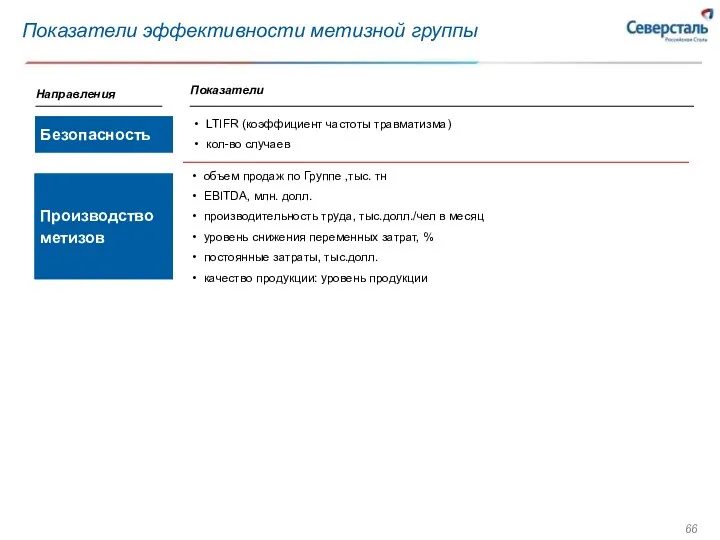
Показатели эффективности метизной группы
LTIFR (коэффициент частоты травматизма)
кол-во случаев
объем продаж по
Показатели эффективности метизной группы
LTIFR (коэффициент частоты травматизма)
кол-во случаев
объем продаж по
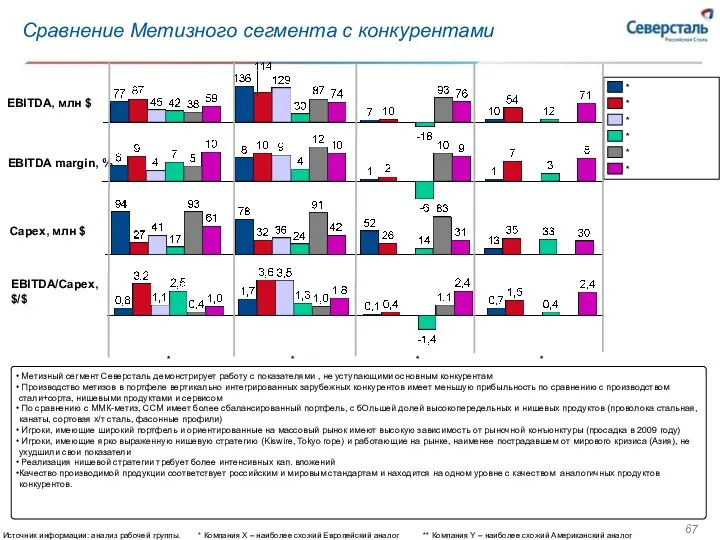
Сравнение Метизного сегмента с конкурентами
EBITDA, млн $
EBITDA margin, %
Capex, млн
Сравнение Метизного сегмента с конкурентами
EBITDA, млн $
EBITDA margin, %
Capex, млн
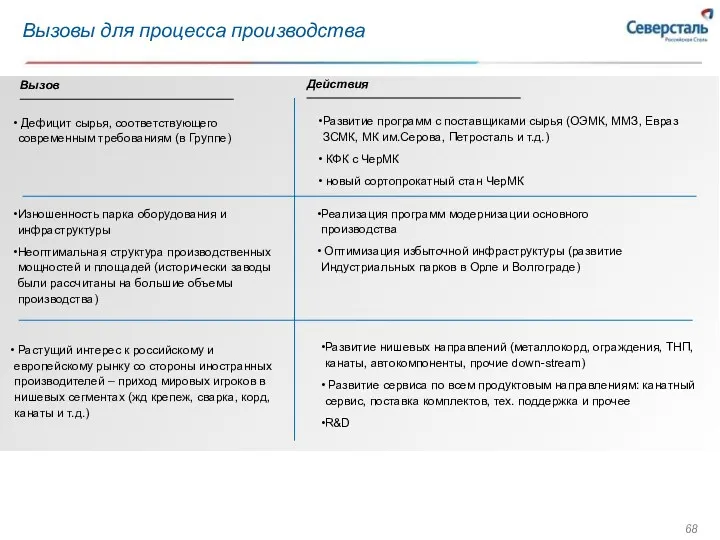
Вызовы для процесса производства
Дефицит сырья, соответствующего современным требованиям (в Группе)
Развитие
Вызовы для процесса производства
Дефицит сырья, соответствующего современным требованиям (в Группе)
Развитие
Основная задача перед комплексом производства чугуна на ближайший период - это
Основная задача перед комплексом производства чугуна на ближайший период - это
Достичь большего вместе
Северсталь 2011. Любое несанкционированное использование, копирование, раскрытие или распространение
Достичь большего вместе
Северсталь 2011. Любое несанкционированное использование, копирование, раскрытие или распространение
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЯ
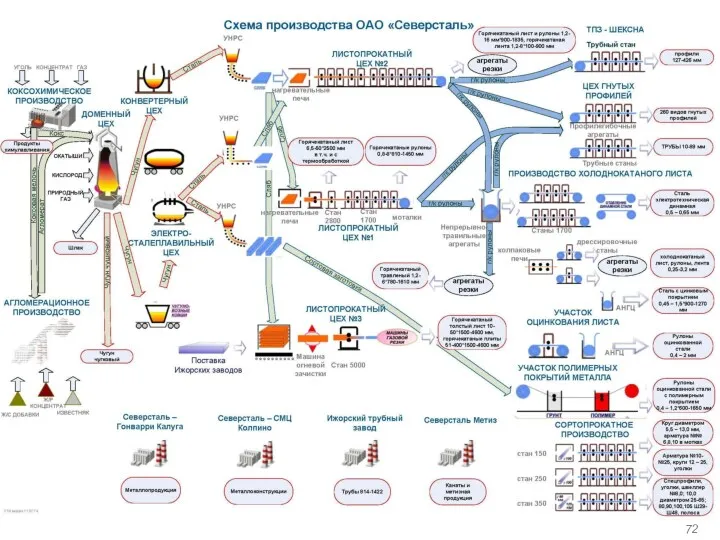
Схема производства Северсталь Российская Сталь
Схема производства Северсталь Российская Сталь
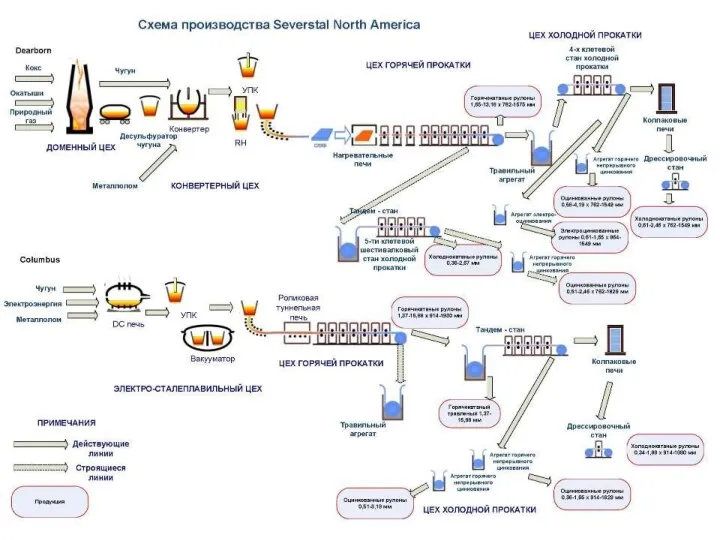
Схема производства SNA
Схема производства SNA
Первый передел
Первый передел
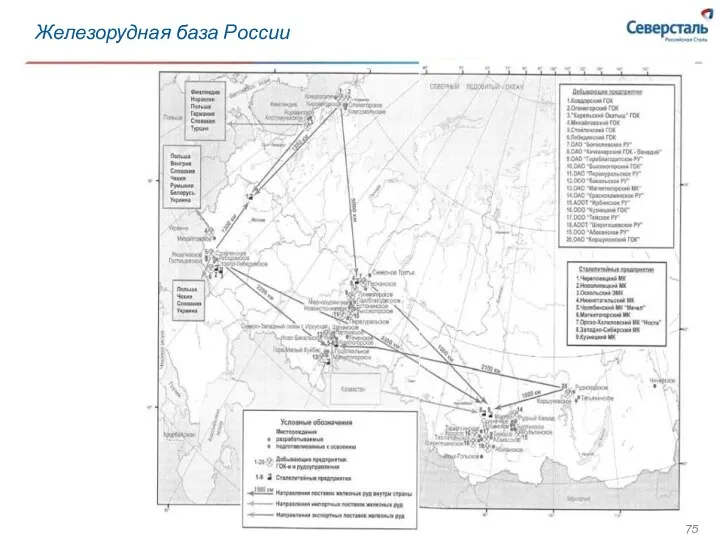
Железорудная база России
Железорудная база России
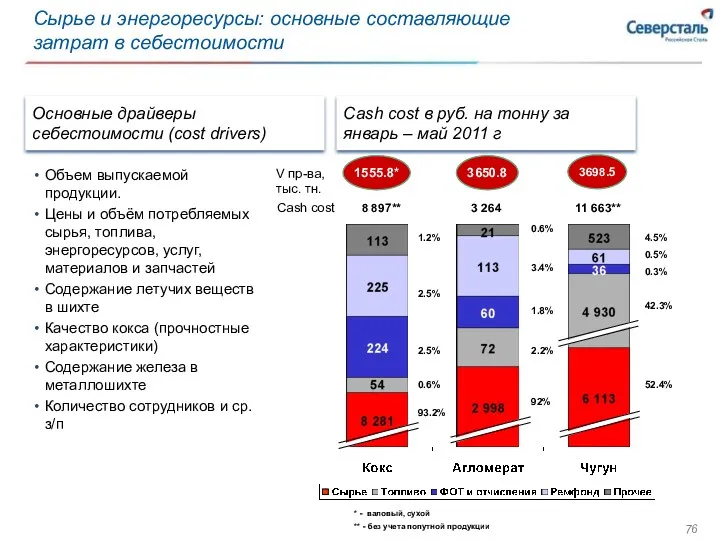
Сырье и энергоресурсы: основные составляющие затрат в себестоимости
*
*
Основные драйверы себестоимости (cost
Сырье и энергоресурсы: основные составляющие затрат в себестоимости
*
*
Основные драйверы себестоимости (cost
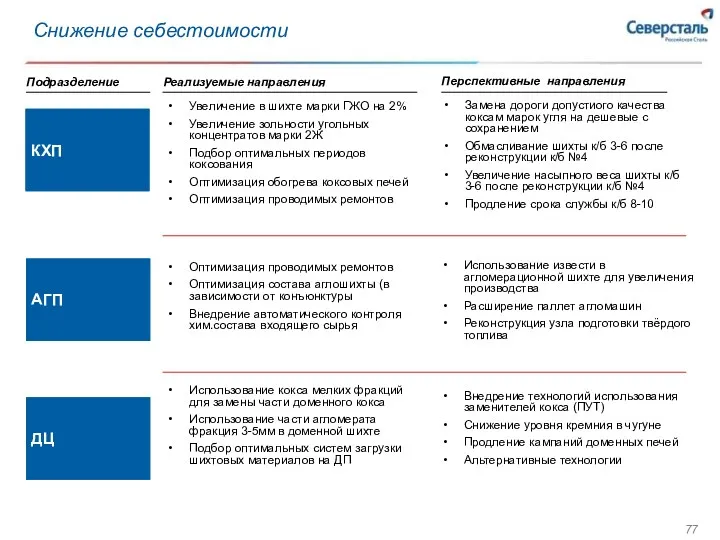
Снижение себестоимости
Подразделение
Реализуемые направления
Перспективные направления
Увеличение в шихте марки ГЖО на 2%
Увеличение зольности
Снижение себестоимости
Подразделение
Реализуемые направления
Перспективные направления
Увеличение в шихте марки ГЖО на 2%
Увеличение зольности
Первый передел
Кокс
Агломерат
Чугун
Первый передел
Кокс
Агломерат
Чугун
Сталеплавильное производство
Сталеплавильное производство
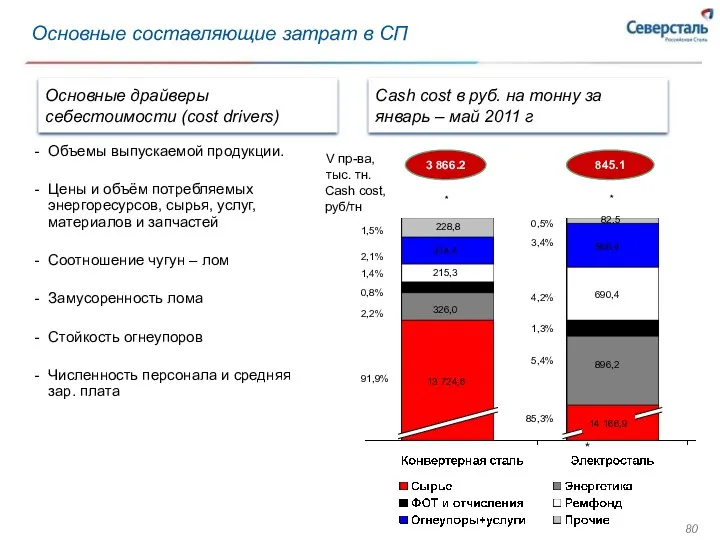
*
*
*
Основные драйверы себестоимости (cost drivers)
Cash cost в руб. на тонну за
*
*
*
Основные драйверы себестоимости (cost drivers)
Cash cost в руб. на тонну за
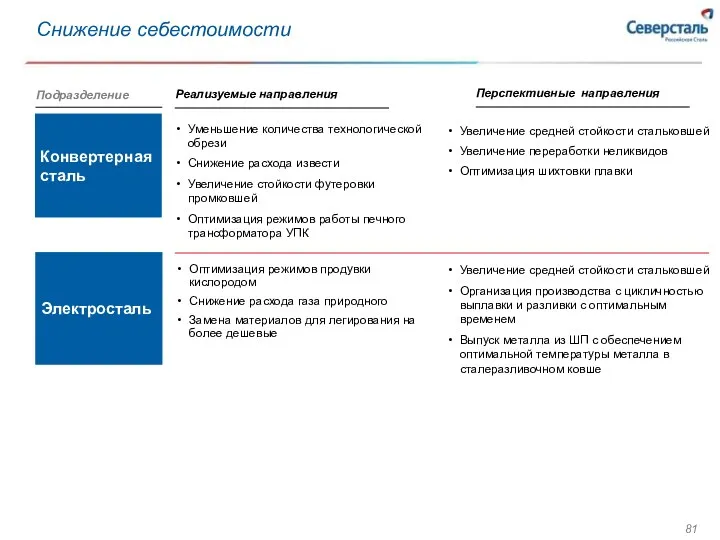
Снижение себестоимости
Уменьшение количества технологической обрези
Снижение расхода извести
Увеличение стойкости футеровки промковшей
Оптимизация режимов
Снижение себестоимости
Уменьшение количества технологической обрези
Снижение расхода извести
Увеличение стойкости футеровки промковшей
Оптимизация режимов
Конвертерная сталь ММК относительно ЧерМК
Комментарий цеха:
У ММК себестоимость конвертерной стали выше
Конвертерная сталь ММК относительно ЧерМК
Комментарий цеха:
У ММК себестоимость конвертерной стали выше
Конвертерная сталь (затраты по переделу) ММК относительно ЧерМК
Комментарий цеха: У ММК
Конвертерная сталь (затраты по переделу) ММК относительно ЧерМК
Комментарий цеха: У ММК
Описание основных операций КЦ
Подготовленный к плавке металлолом в совке емкостью 100
Описание основных операций КЦ
Подготовленный к плавке металлолом в совке емкостью 100
Ключевые характеристики основных сталеплавильных агрегатов КЦ СП (1/3)
Кислородный конвертер с верхней
Ключевые характеристики основных сталеплавильных агрегатов КЦ СП (1/3)
Кислородный конвертер с верхней
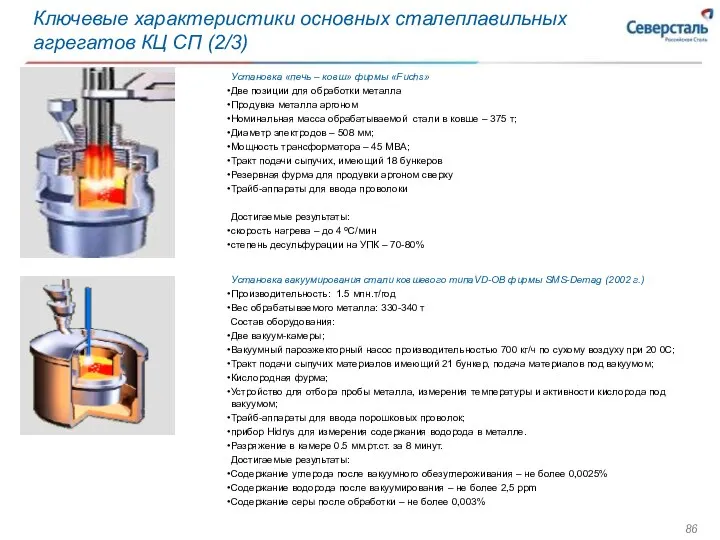
Ключевые характеристики основных сталеплавильных агрегатов КЦ СП (2/3)
Установка вакуумирования стали ковшевого
Ключевые характеристики основных сталеплавильных агрегатов КЦ СП (2/3)
Установка вакуумирования стали ковшевого

Ключевые характеристики основных сталеплавильных агрегатов КЦ СП (3/3)
Ключевые характеристики основных сталеплавильных агрегатов КЦ СП (3/3)
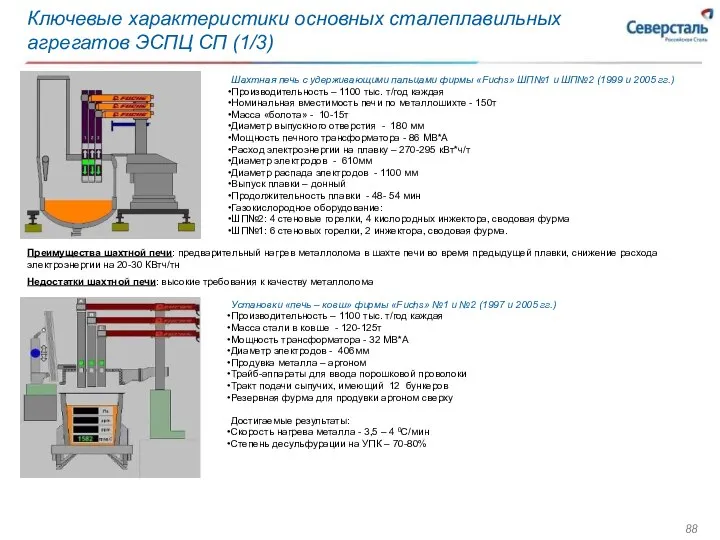
Ключевые характеристики основных сталеплавильных агрегатов ЭСПЦ СП (1/3)
Шахтная печь с удерживающими
Ключевые характеристики основных сталеплавильных агрегатов ЭСПЦ СП (1/3)
Шахтная печь с удерживающими

Ключевые характеристики основных сталеплавильных агрегатов ЭСПЦ СП (2/3)
Установка вакуумирования стали ковшевого
Ключевые характеристики основных сталеплавильных агрегатов ЭСПЦ СП (2/3)
Установка вакуумирования стали ковшевого
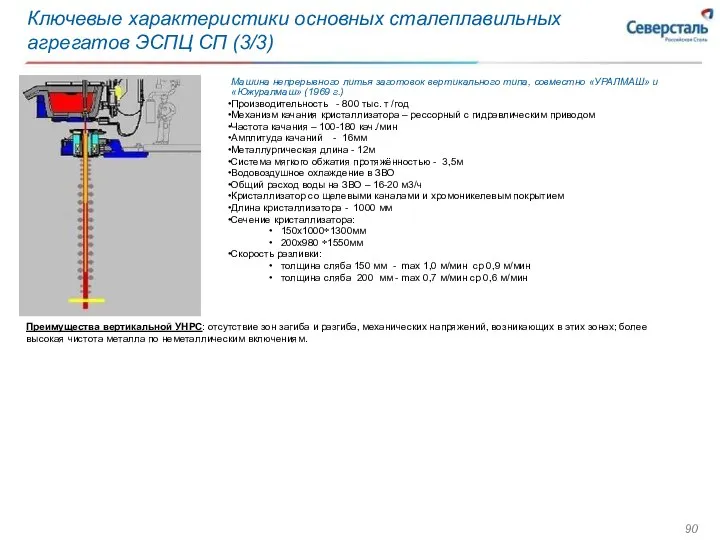
Ключевые характеристики основных сталеплавильных агрегатов ЭСПЦ СП (3/3)
Машина непрерывного литья заготовок
Ключевые характеристики основных сталеплавильных агрегатов ЭСПЦ СП (3/3)
Машина непрерывного литья заготовок
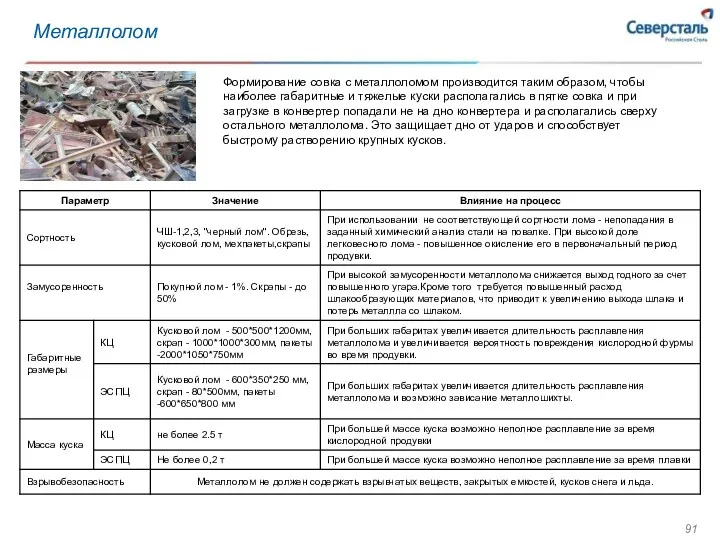
Металлолом
Формирование совка с металлоломом производится таким образом, чтобы наиболее габаритные и
Металлолом
Формирование совка с металлоломом производится таким образом, чтобы наиболее габаритные и
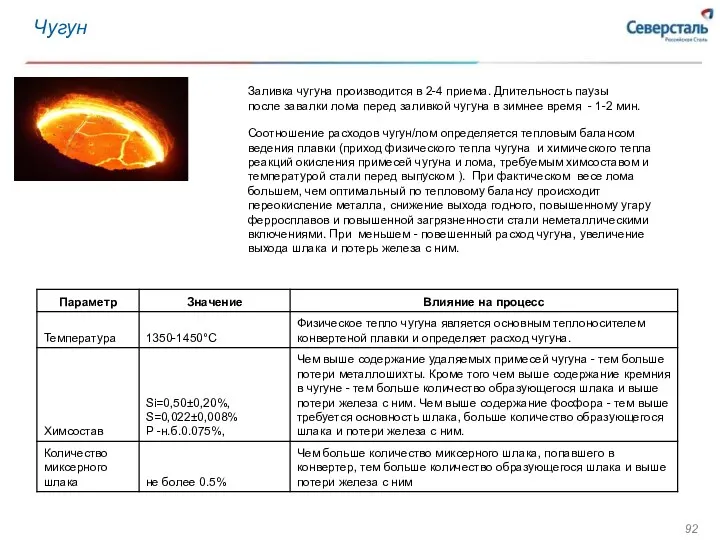
Чугун
Заливка чугуна производится в 2-4 приема. Длительность паузы после завалки лома
Чугун
Заливка чугуна производится в 2-4 приема. Длительность паузы после завалки лома
Шлакообразующие материалы
известь
доломит
ФОМ
Конечная цель кислородной продувки - получить температуру расплава достаточную для
Шлакообразующие материалы
известь
доломит
ФОМ
Конечная цель кислородной продувки - получить температуру расплава достаточную для
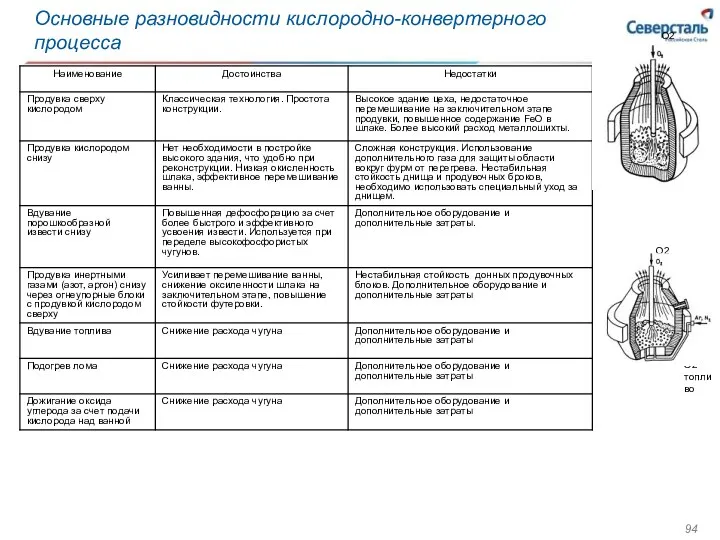
Основные разновидности кислородно-конвертерного процесса
О2
О2
Ar, N, O2 топливо
Основные разновидности кислородно-конвертерного процесса
О2
О2
Ar, N, O2 топливо
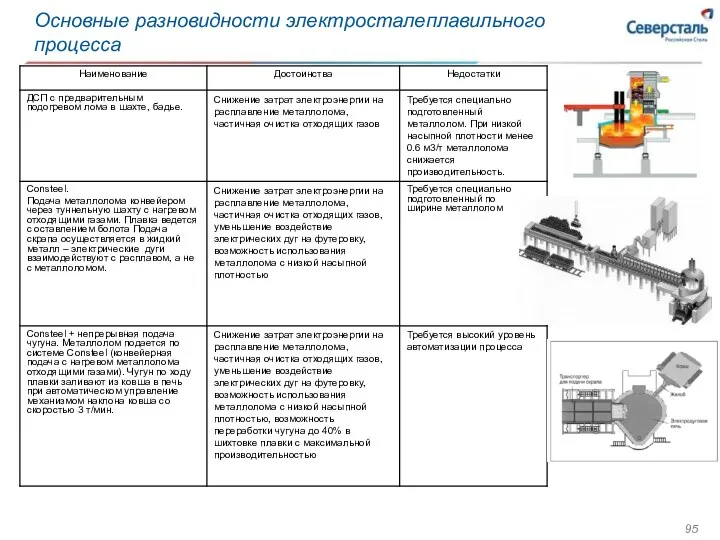
Основные разновидности электросталеплавильного процесса
Основные разновидности электросталеплавильного процесса
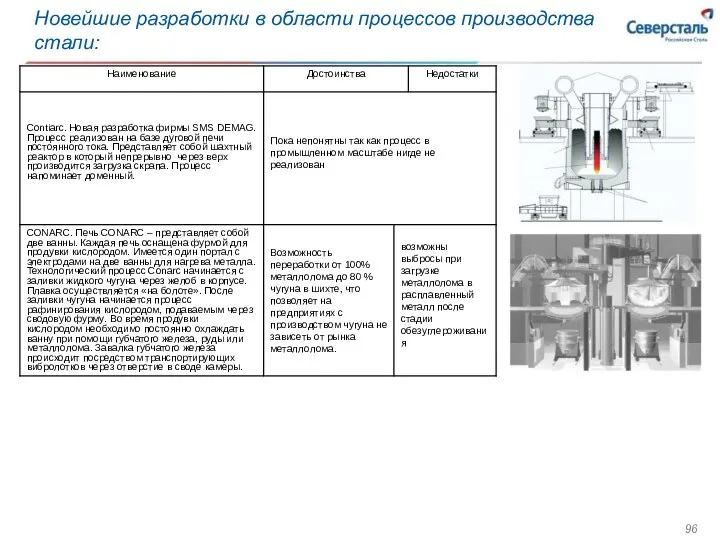
Новейшие разработки в области процессов производства стали:
Новейшие разработки в области процессов производства стали:
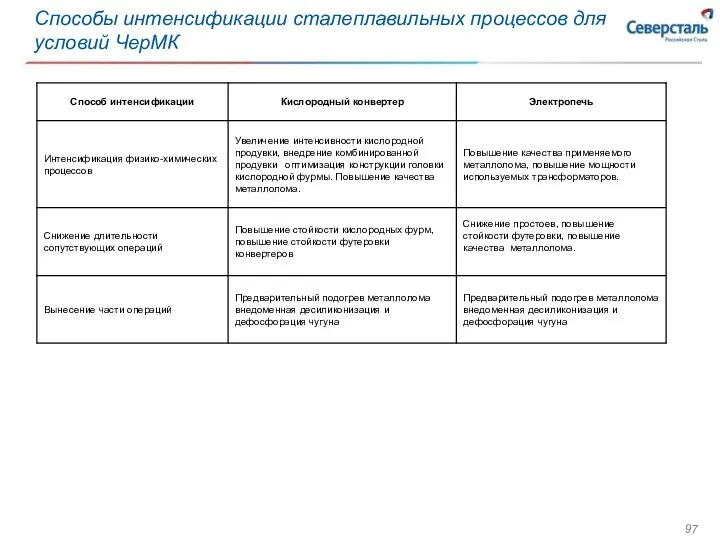
Способы интенсификации сталеплавильных процессов для условий ЧерМК
Способы интенсификации сталеплавильных процессов для условий ЧерМК
Процессы производства железа (чугуна) прямого восстановления и выпускаемые продукты
Восстановление и плавление
Процессы производства железа (чугуна) прямого восстановления и выпускаемые продукты
Восстановление и плавление
Горячекатаный прокат и трубы
Горячекатаный прокат и трубы
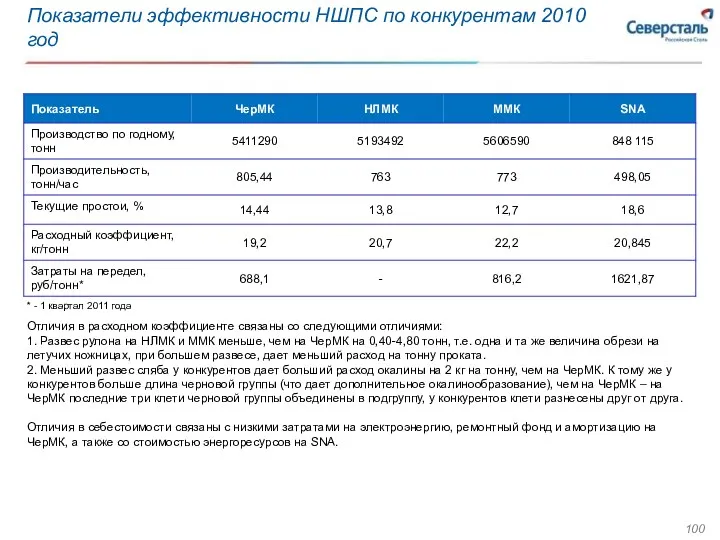
Показатели эффективности НШПС по конкурентам 2010 год
* - 1 квартал 2011
Показатели эффективности НШПС по конкурентам 2010 год
* - 1 квартал 2011
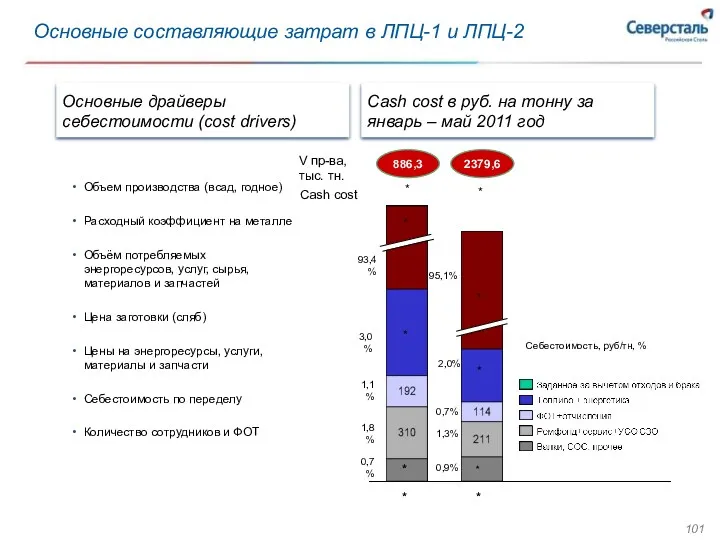
Основные составляющие затрат в ЛПЦ-1 и ЛПЦ-2
Основные драйверы себестоимости (cost
Основные составляющие затрат в ЛПЦ-1 и ЛПЦ-2
Основные драйверы себестоимости (cost
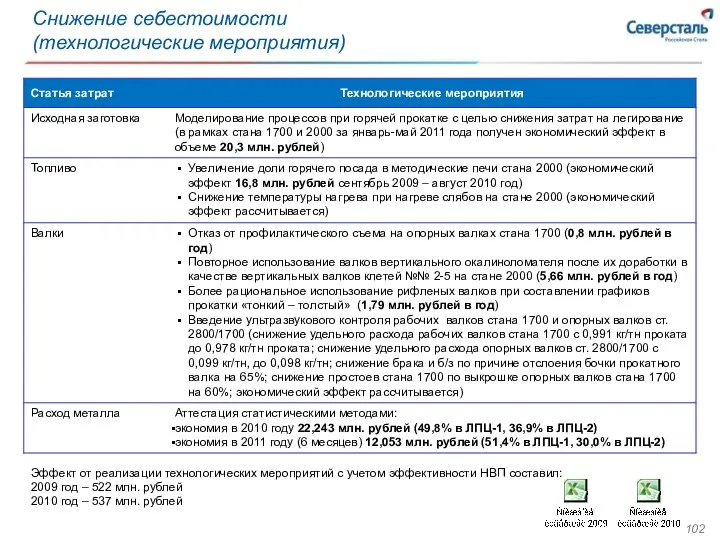
Снижение себестоимости
(технологические мероприятия)
Эффект от реализации технологических мероприятий с учетом эффективности НВП
Снижение себестоимости
(технологические мероприятия)
Эффект от реализации технологических мероприятий с учетом эффективности НВП
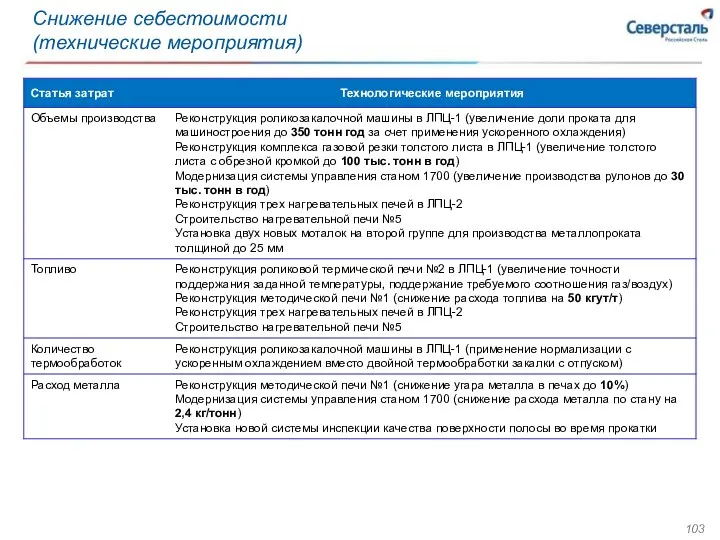
Снижение себестоимости
(технические мероприятия)
Снижение себестоимости
(технические мероприятия)
Печь №4
Печь №3
Печь №2
Печь №1
Печь №5
ПУ №2
ПУ №2а
ПУ №2б
Газораспределительный щит
ПУ-3
ПУ-4
ПУ-5
ПУ-1а
Вертикальная клеть
Черновая
Печь №4
Печь №3
Печь №2
Печь №1
Печь №5
ПУ №2
ПУ №2а
ПУ №2б
Газораспределительный щит
ПУ-3
ПУ-4
ПУ-5
ПУ-1а
Вертикальная клеть
Черновая
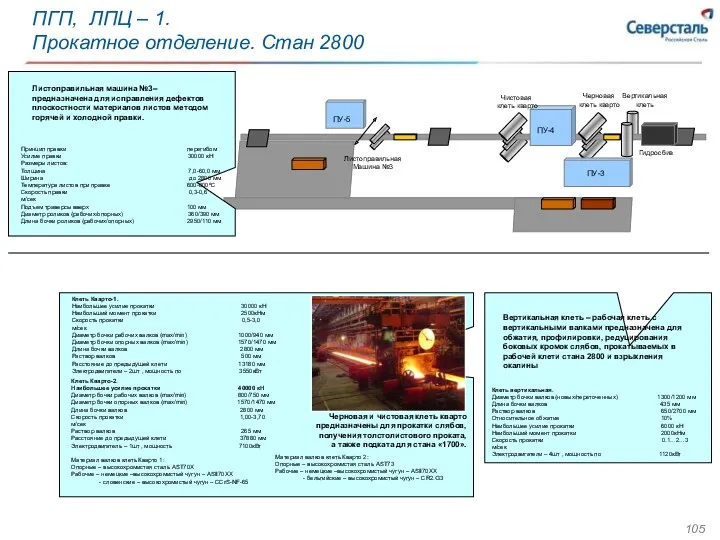
ПУ-3
ПУ-4
ПУ-5
Листоправильная машина №3– предназначена для исправления дефектов плоскостности материалов листов методом
ПУ-3
ПУ-4
ПУ-5
Листоправильная машина №3– предназначена для исправления дефектов плоскостности материалов листов методом
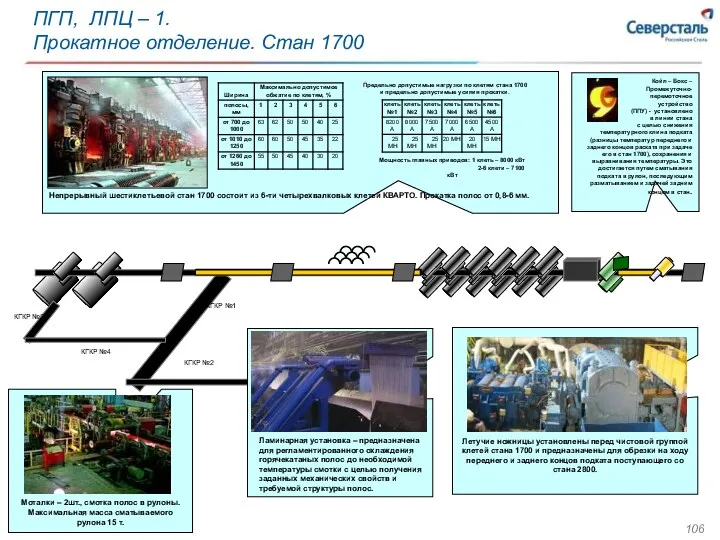
Летучие ножницы установлены перед чистовой группой клетей стана 1700 и предназначены
Летучие ножницы установлены перед чистовой группой клетей стана 1700 и предназначены
ПУ-6
ПУ
гильотинных
ножниц №1
ПУ
дисковых
ножниц
ПУ
ножниц
поперечной
резки
Клеймовочно – маркировочный
Комплекс
ПУ
ПУ – 14
ПУ
ПУ-6
ПУ
гильотинных
ножниц №1
ПУ
дисковых
ножниц
ПУ
ножниц
поперечной
резки
Клеймовочно – маркировочный
Комплекс
ПУ
ПУ – 14
ПУ
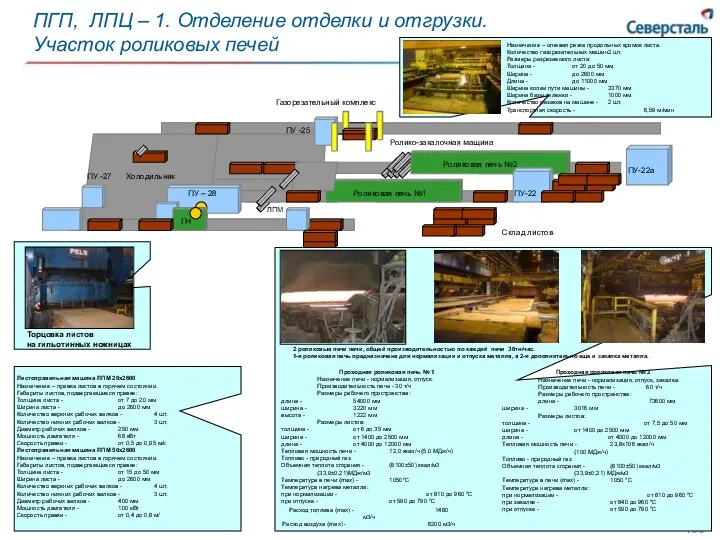
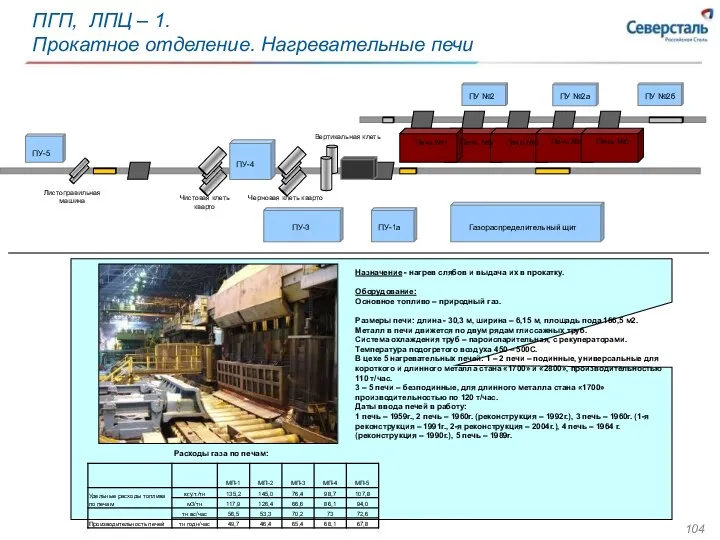
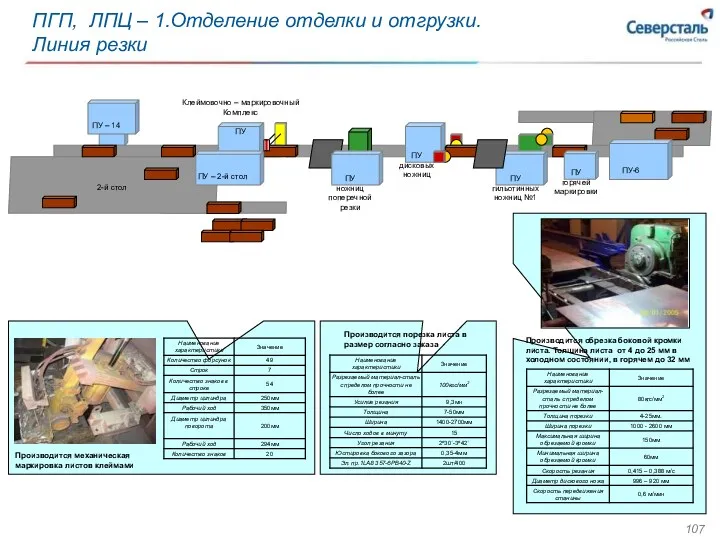
ПГП, ЛПЦ – 1. Отделение отделки и отгрузки.
Участок роликовых печей
ПГП, ЛПЦ – 1. Отделение отделки и отгрузки.
Участок роликовых печей
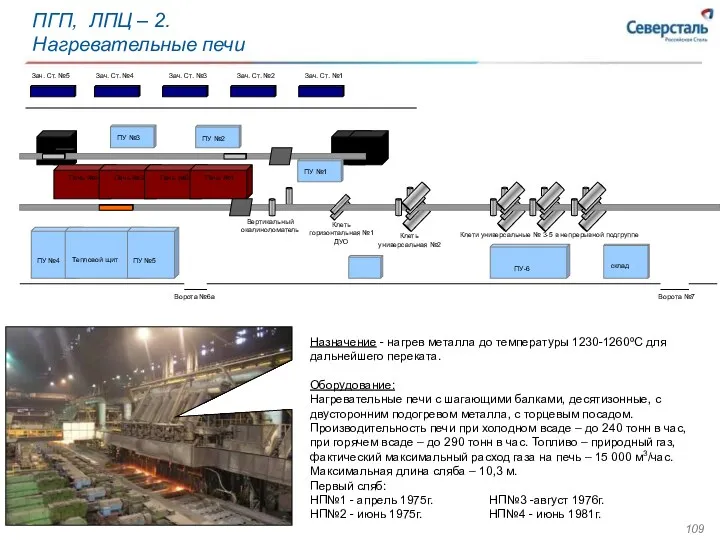
Печь №1
Печь №2
Печь №3
Печь №4
ПУ №4
Тепловой щит
ПУ №5
Вертикальный
окалиноломатель
Клеть
горизонтальная №1
ДУО
Ворота №6а
Клеть
Печь №1
Печь №2
Печь №3
Печь №4
ПУ №4
Тепловой щит
ПУ №5
Вертикальный
окалиноломатель
Клеть
горизонтальная №1
ДУО
Ворота №6а
Клеть
Назначение - подготовка подката заданных размеров для дальнейшей прокатки на
Назначение - подготовка подката заданных размеров для дальнейшей прокатки на
Назначение - горизонтальные обжатия раската после черновой группы и формирования окончательного
Назначение - горизонтальные обжатия раската после черновой группы и формирования окончательного
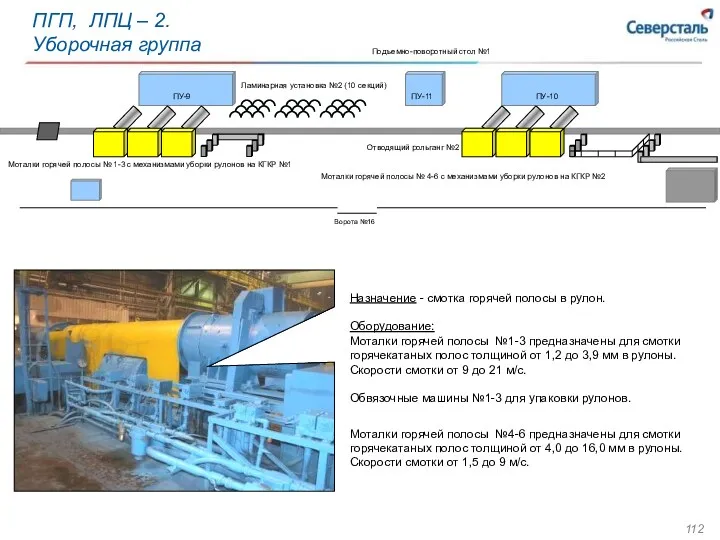
Назначение - смотка горячей полосы в рулон.
Оборудование:
Моталки горячей полосы №1-3 предназначены
Назначение - смотка горячей полосы в рулон.
Оборудование:
Моталки горячей полосы №1-3 предназначены
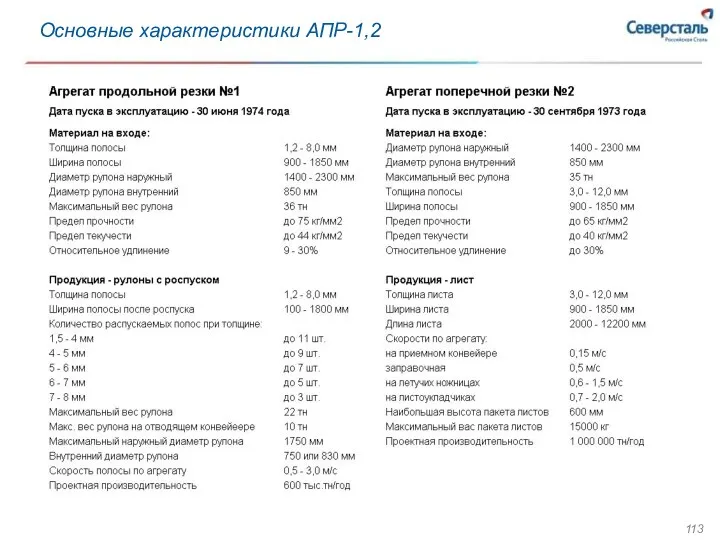
Основные характеристики АПР-1,2
Основные характеристики АПР-1,2
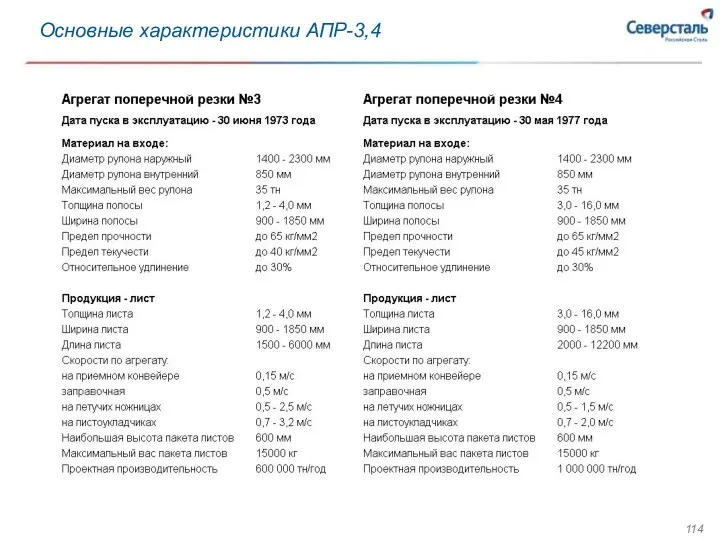
Основные характеристики АПР-3,4
Основные характеристики АПР-3,4

Показатели эффективности НШПС
по конкурентам 2010 год
* - 1 квартал 2011
Показатели эффективности НШПС
по конкурентам 2010 год
* - 1 квартал 2011
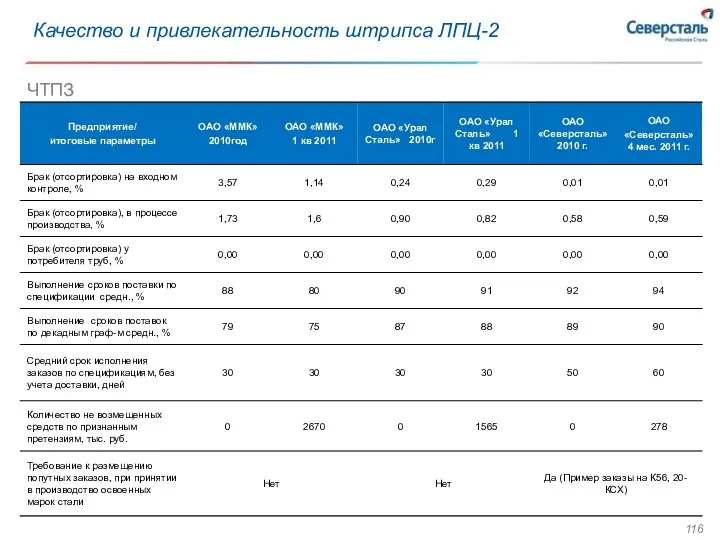
Качество и привлекательность штрипса ЛПЦ-2
ЧТПЗ
Качество и привлекательность штрипса ЛПЦ-2
ЧТПЗ
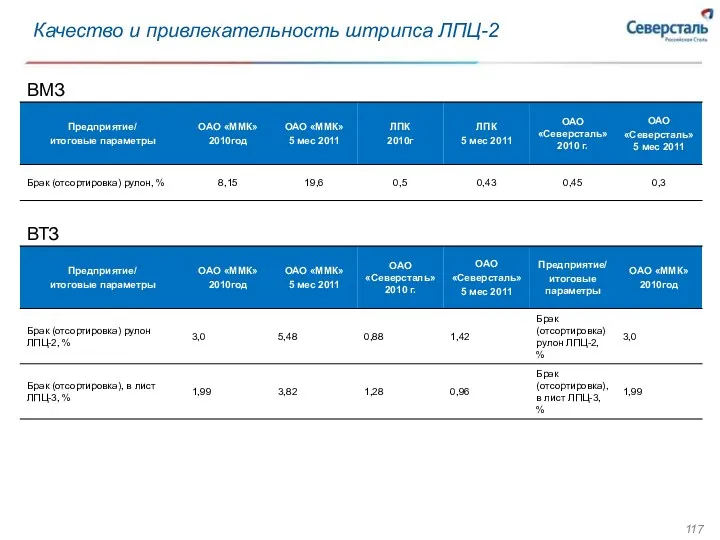
Качество и привлекательность штрипса ЛПЦ-2
ВМЗ
ВТЗ
Качество и привлекательность штрипса ЛПЦ-2
ВМЗ
ВТЗ
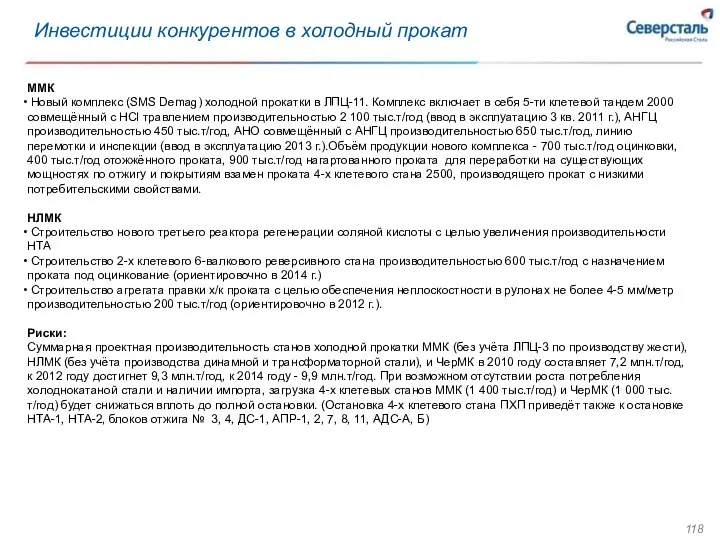
Инвестиции конкурентов в холодный прокат
ММК
Новый комплекс (SMS Demag) холодной прокатки
Инвестиции конкурентов в холодный прокат
ММК
Новый комплекс (SMS Demag) холодной прокатки
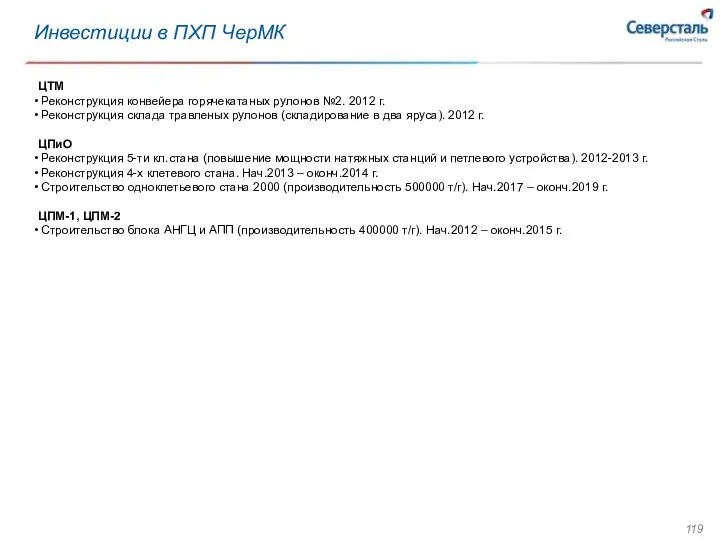
Инвестиции в ПХП ЧерМК
ЦТМ
Реконструкция конвейера горячекатаных рулонов №2. 2012 г.
Инвестиции в ПХП ЧерМК
ЦТМ
Реконструкция конвейера горячекатаных рулонов №2. 2012 г.
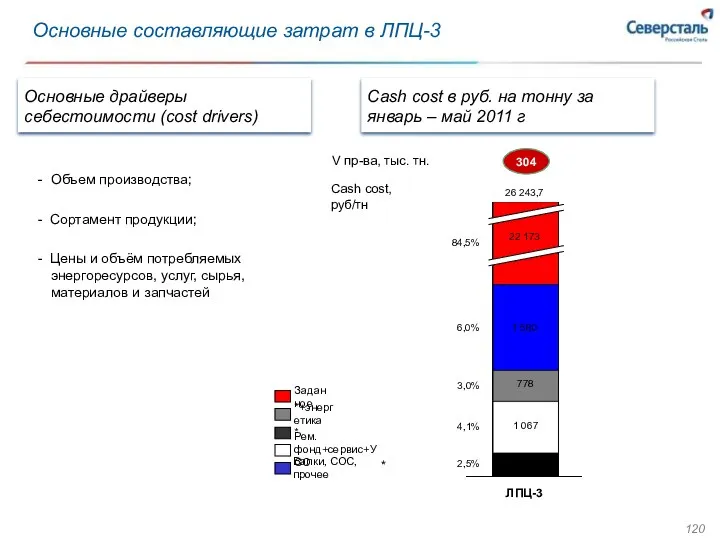
Основные составляющие затрат в ЛПЦ-3
Основные драйверы себестоимости (cost drivers)
- Объем производства;
-
Основные составляющие затрат в ЛПЦ-3
Основные драйверы себестоимости (cost drivers)
- Объем производства;
-
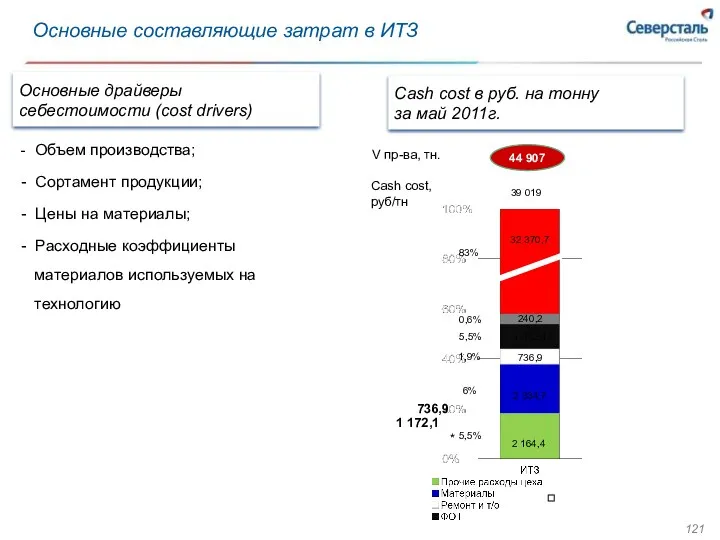
Основные составляющие затрат в ИТЗ
Основные драйверы себестоимости (cost drivers)
Cash cost в
Основные составляющие затрат в ИТЗ
Основные драйверы себестоимости (cost drivers)
Cash cost в
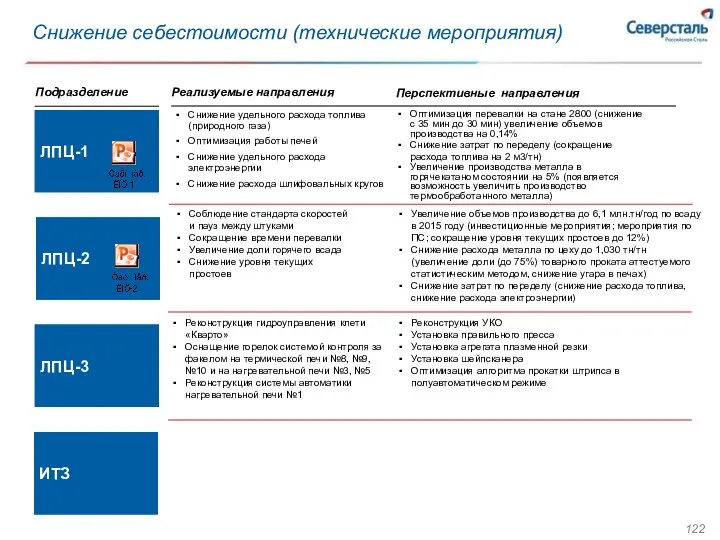
Снижение себестоимости (технические мероприятия)
Подразделение
Реализуемые направления
Перспективные направления
Реконструкция УКО
Установка правильного пресса
Установка агрегата плазменной
Снижение себестоимости (технические мероприятия)
Подразделение
Реализуемые направления
Перспективные направления
Реконструкция УКО
Установка правильного пресса
Установка агрегата плазменной
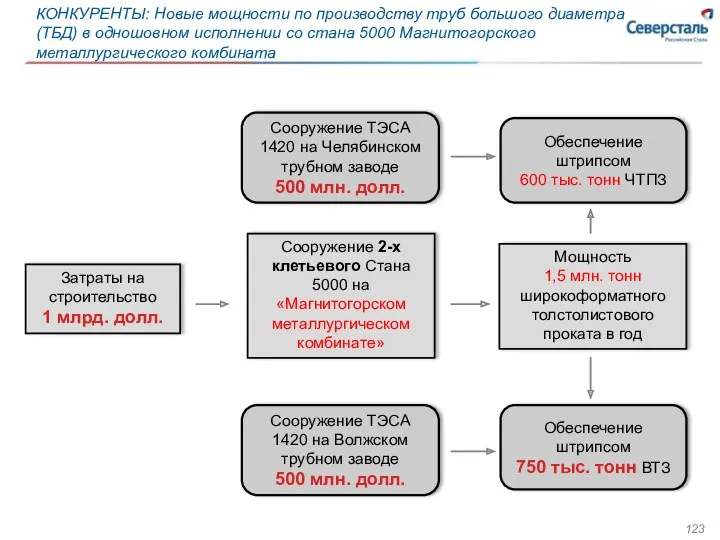
КОНКУРЕНТЫ: Новые мощности по производству труб большого диаметра (ТБД) в одношовном
КОНКУРЕНТЫ: Новые мощности по производству труб большого диаметра (ТБД) в одношовном
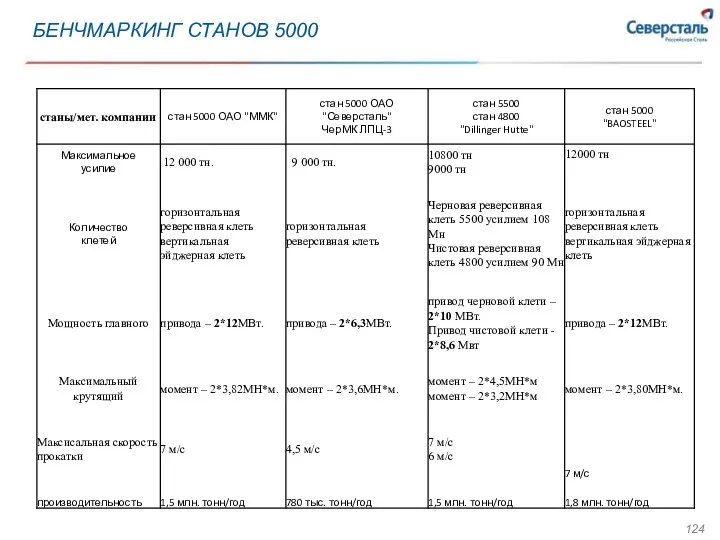
БЕНЧМАРКИНГ СТАНОВ 5000
БЕНЧМАРКИНГ СТАНОВ 5000
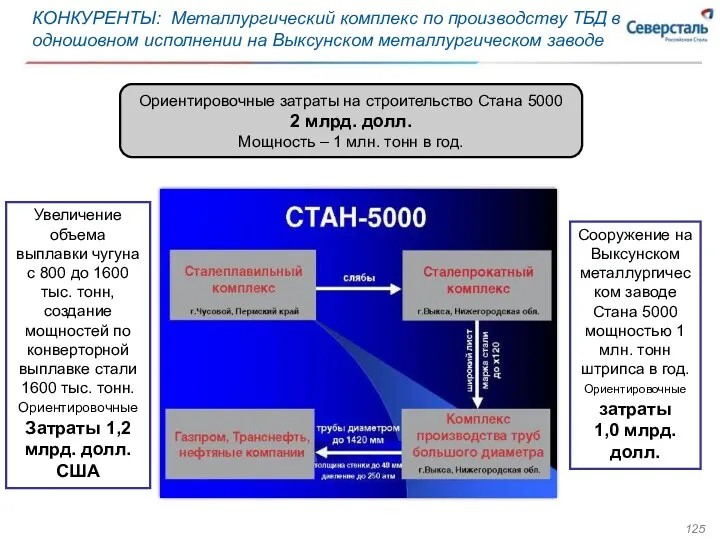
КОНКУРЕНТЫ: Металлургический комплекс по производству ТБД в одношовном исполнении на Выксунском
КОНКУРЕНТЫ: Металлургический комплекс по производству ТБД в одношовном исполнении на Выксунском
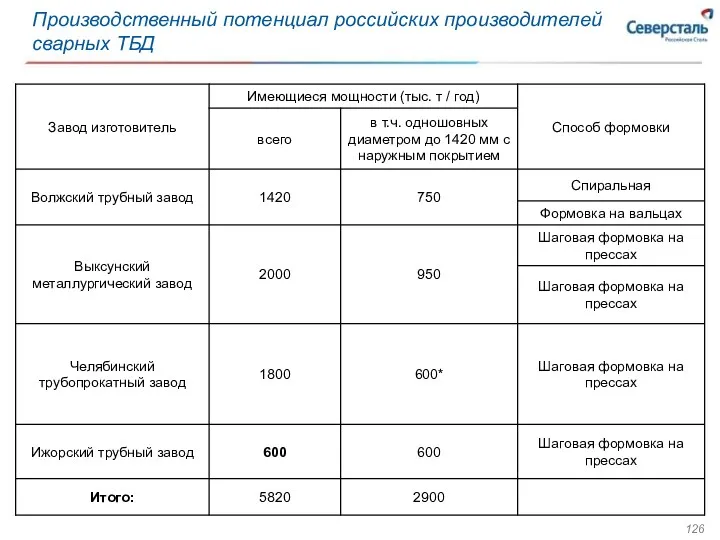
Производственный потенциал российских производителей сварных ТБД
Производственный потенциал российских производителей сварных ТБД
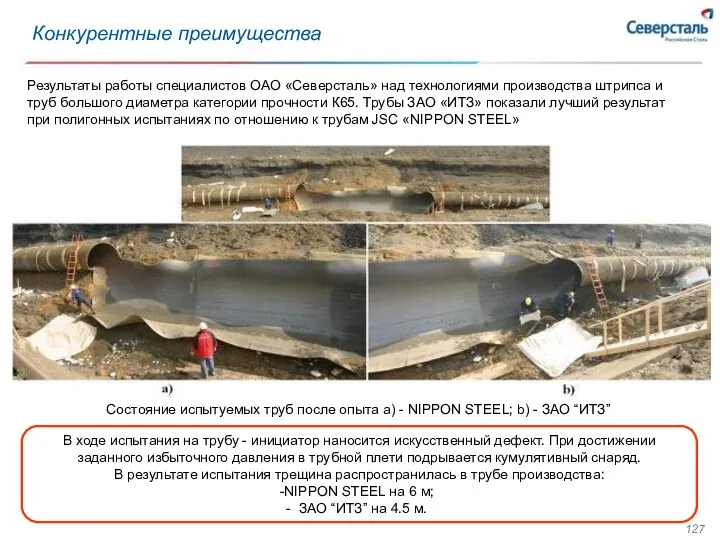
В ходе испытания на трубу - инициатор наносится искусственный дефект. При
В ходе испытания на трубу - инициатор наносится искусственный дефект. При
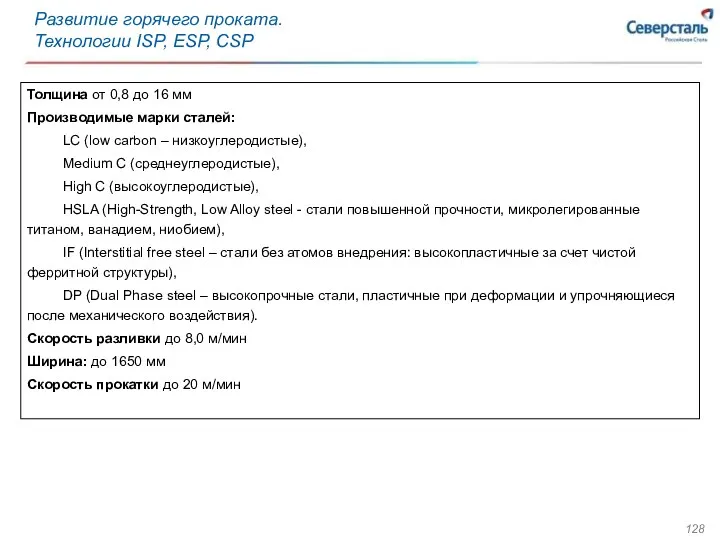
Толщина от 0,8 до 16 мм
Производимые марки сталей:
LC (low carbon
Толщина от 0,8 до 16 мм
Производимые марки сталей:
LC (low carbon
Холоднокатаный прокат
Холоднокатаный прокат
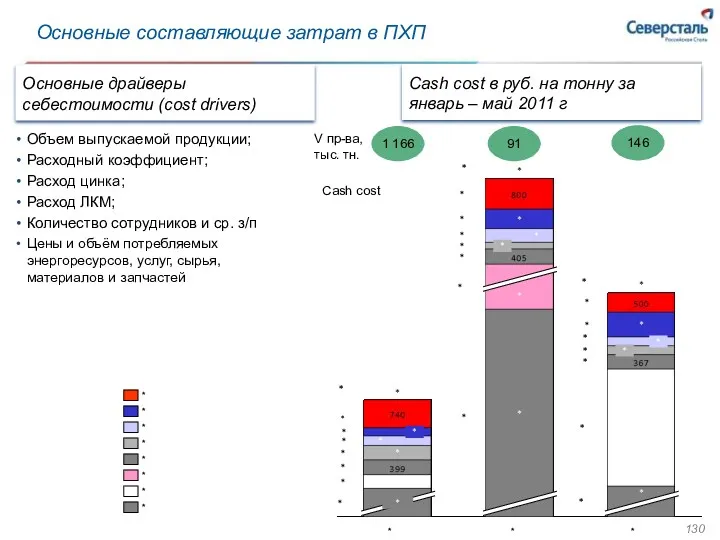
Основные составляющие затрат в ПХП
*
*
Основные драйверы себестоимости (cost drivers)
Cash cost
Объем
Основные составляющие затрат в ПХП
*
*
Основные драйверы себестоимости (cost drivers)
Cash cost
Объем
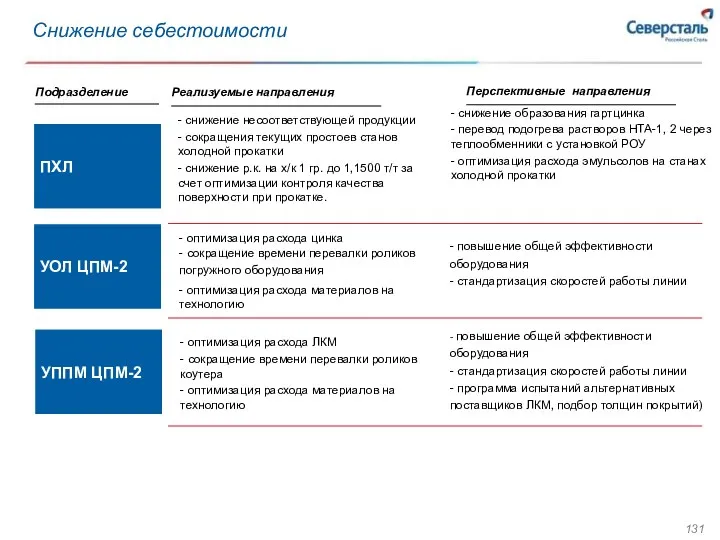
Снижение себестоимости
- снижение несоответствующей продукции
- сокращения текущих простоев станов холодной
Снижение себестоимости
- снижение несоответствующей продукции
- сокращения текущих простоев станов холодной
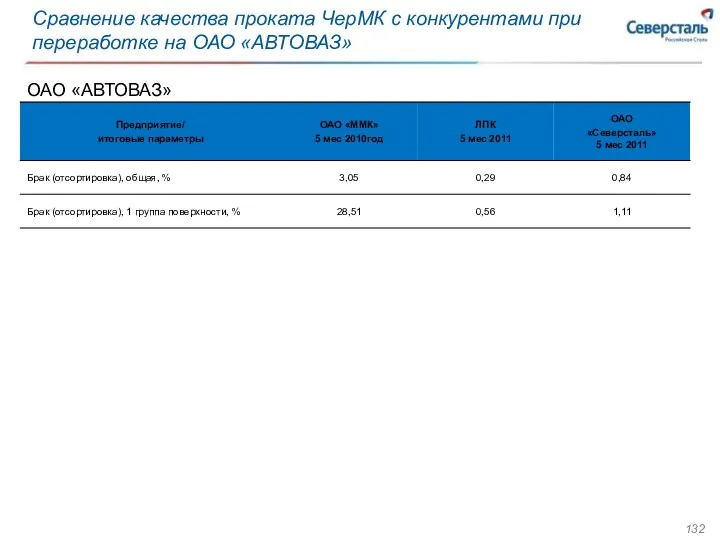
Сравнение качества проката ЧерМК с конкурентами при переработке на ОАО «АВТОВАЗ»
ОАО
Сравнение качества проката ЧерМК с конкурентами при переработке на ОАО «АВТОВАЗ»
ОАО

Технические характеристики ММК ЛПЦ-11
Технические характеристики ММК ЛПЦ-11

Метизный сегмент
Метизный сегмент
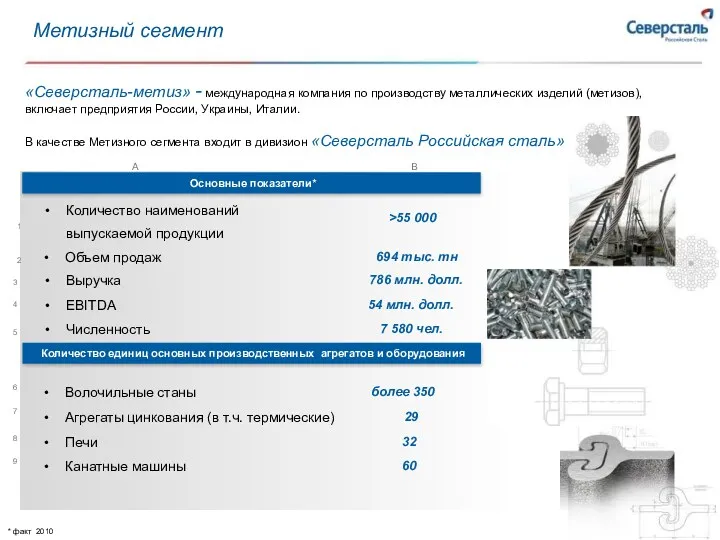
Метизный сегмент
Основные показатели*
Количество наименований
выпускаемой продукции
>55 000
694 тыс. тн
786
Метизный сегмент
Основные показатели*
Количество наименований
выпускаемой продукции
>55 000
694 тыс. тн
786
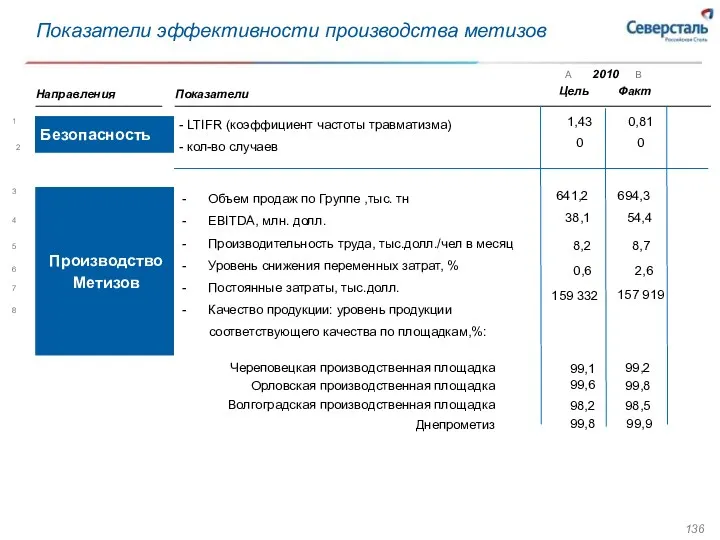
Показатели эффективности производства метизов
- LTIFR (коэффициент частоты травматизма)
- кол-во случаев
Объем продаж
Показатели эффективности производства метизов
- LTIFR (коэффициент частоты травматизма)
- кол-во случаев
Объем продаж
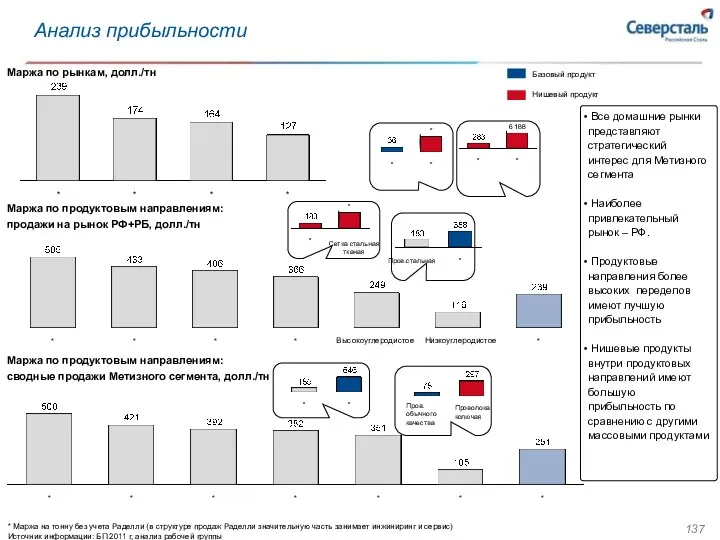
Маржа по продуктовым направлениям:
продажи на рынок РФ+РБ, долл./тн
Маржа по
Маржа по продуктовым направлениям:
продажи на рынок РФ+РБ, долл./тн
Маржа по
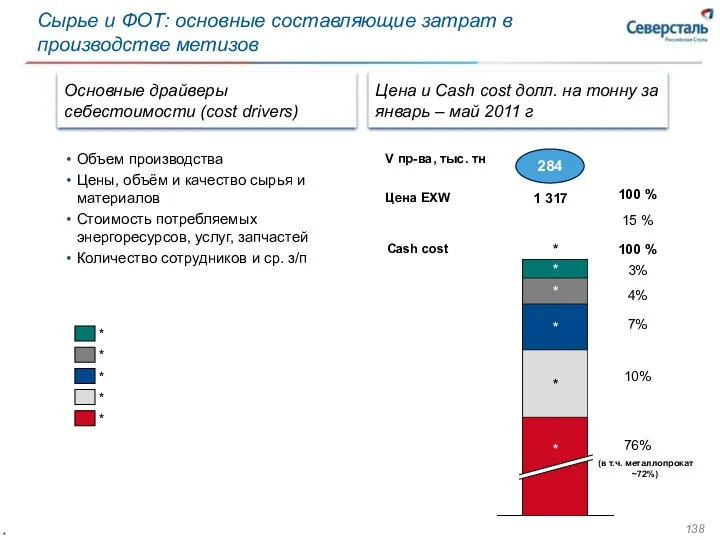
Сырье и ФОТ: основные составляющие затрат в производстве метизов
*
*
*
*
Основные драйверы
Сырье и ФОТ: основные составляющие затрат в производстве метизов
*
*
*
*
Основные драйверы
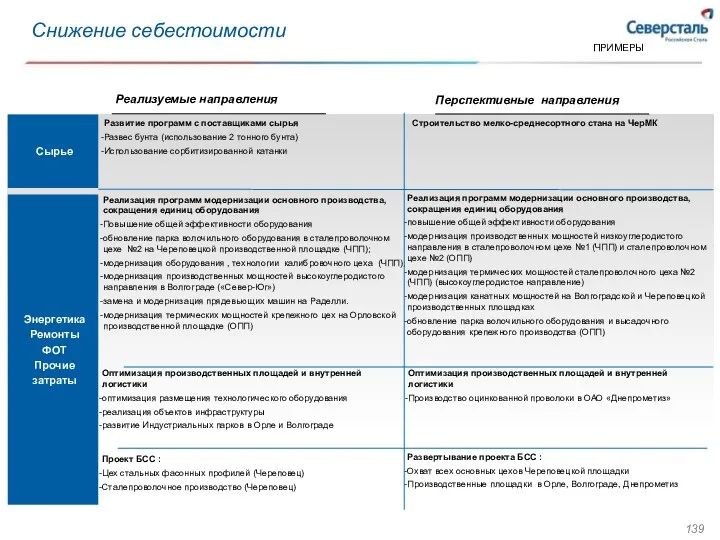
Сырье
Снижение себестоимости
Развитие программ с поставщиками сырья
Развес бунта (использование 2 тонного бунта)
Использование
Сырье
Снижение себестоимости
Развитие программ с поставщиками сырья
Развес бунта (использование 2 тонного бунта)
Использование
Северсталь ТПЗ- Шексна
Северсталь ТПЗ- Шексна

Северсталь ТПЗ - Шексна
Агрегат продольной резки (АПР 2000)
Трубоэлектросварочный стан (ТЭСА 127-426)
Агрегат
Северсталь ТПЗ - Шексна
Агрегат продольной резки (АПР 2000)
Трубоэлектросварочный стан (ТЭСА 127-426)
Агрегат
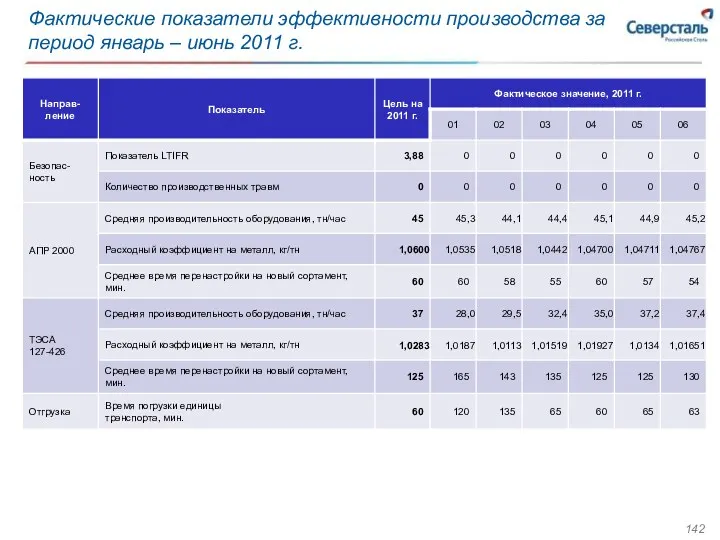
Фактические показатели эффективности производства за период январь – июнь 2011 г.
Фактические показатели эффективности производства за период январь – июнь 2011 г.

Основные составляющие затрат
в производстве стальных профилей
*
Основные драйверы себестоимости (cost
Основные составляющие затрат
в производстве стальных профилей
*
Основные драйверы себестоимости (cost
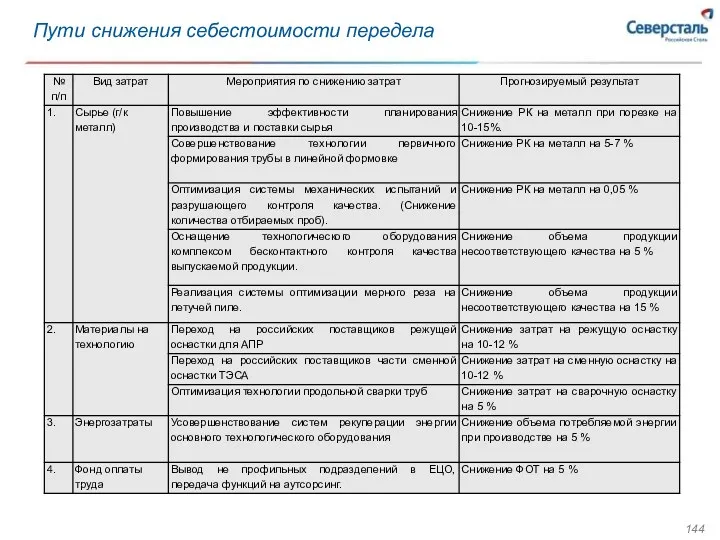
Пути снижения себестоимости передела
Пути снижения себестоимости передела
ЗАО «Северсталь СМЦ-Колпино»
Основные показатели
ЗАО «Северсталь СМЦ-Колпино»
Основные показатели

ЗАО «Северсталь СМЦ-Колпино»
Новое современное предприятие находящееся на территории Ижоских Заводов, г.Колпино,
ЗАО «Северсталь СМЦ-Колпино»
Новое современное предприятие находящееся на территории Ижоских Заводов, г.Колпино,
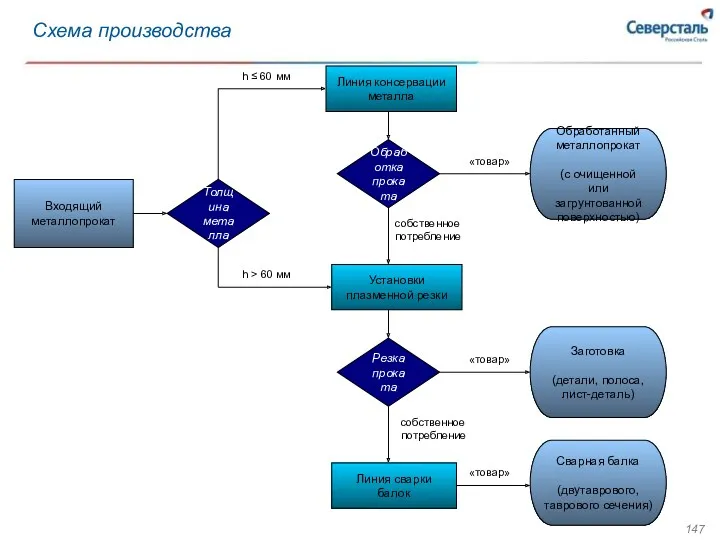
Схема производства
Входящий
металлопрокат
Толщина
металла
h ≤ 60 мм
h > 60 мм
Линия консервации
Схема производства
Входящий
металлопрокат
Толщина
металла
h ≤ 60 мм
h > 60 мм
Линия консервации
Основные характеристики базового плана развития
Развитие в рамках существующего СМЦ-Колпино
Максимизация загрузки линии
Основные характеристики базового плана развития
Развитие в рамках существующего СМЦ-Колпино
Максимизация загрузки линии
Структура производства товарной продукции
Линия консервации, т
Плазменная резка, т
Линии сварки балок, т
Определяющим
Структура производства товарной продукции
Линия консервации, т
Плазменная резка, т
Линии сварки балок, т
Определяющим
План маркетинговых действий
Конъюнктура на приоритетных рынках СМЦ-Колпино позволит существенно повысить продажи
План маркетинговых действий
Конъюнктура на приоритетных рынках СМЦ-Колпино позволит существенно повысить продажи
Структура себестоимости
Металлопрокат. Большую часть себестоимости составляют затраты на металл. Основным вызовом
Структура себестоимости
Металлопрокат. Большую часть себестоимости составляют затраты на металл. Основным вызовом
Вызовы внешней среды
Максимальная загрузка производства. В настоящее время это задача №1
Вызовы внешней среды
Максимальная загрузка производства. В настоящее время это задача №1
Вызовы внешней среды
Качество производимой продукции находится на самом высоком уровне, что
Вызовы внешней среды
Качество производимой продукции находится на самом высоком уровне, что
Конкуренты на рынке грунтованного листа
Судостроительные компании
+ Сильные стороны: наличие удобных подъездных путей,
Конкуренты на рынке грунтованного листа
Судостроительные компании
+ Сильные стороны: наличие удобных подъездных путей,
Машиностроители
+ Сильные стороны: наличие удобных подъездных путей, развитая логистика, желание работать
Машиностроители
+ Сильные стороны: наличие удобных подъездных путей, развитая логистика, желание работать
Заводы металлоконструкций
+ Сильные стороны: наличие удобных подъездных путей, развитая логистика, собственная
Заводы металлоконструкций
+ Сильные стороны: наличие удобных подъездных путей, развитая логистика, собственная
Северсталь-Гонварри-Калуга
Северсталь-Гонварри-Калуга

Производственный процесс (технологическая схема производственных потоков по агрегатам) (1/2)
В 2012 году
Производственный процесс (технологическая схема производственных потоков по агрегатам) (1/2)
В 2012 году

Производственный процесс (технологическая схема производственных потоков по агрегатам) (2/2)
Поперечная резка производится
Производственный процесс (технологическая схема производственных потоков по агрегатам) (2/2)
Поперечная резка производится
Показатели эффективности производства (1/3)
- LTIFR 0,977
- кол-во случаев 0
- выполнение заказов
-
Показатели эффективности производства (1/3)
- LTIFR 0,977
- кол-во случаев 0
- выполнение заказов
-
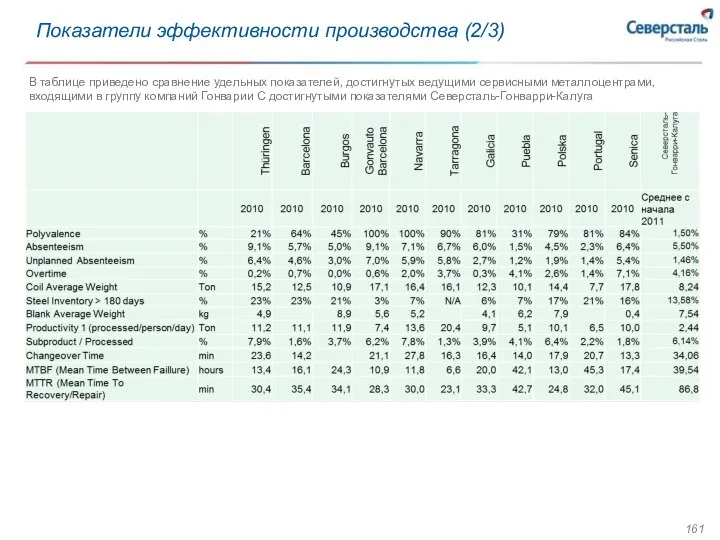
В таблице приведено сравнение удельных показателей, достигнутых ведущими сервисными металлоцентрами, входящими
В таблице приведено сравнение удельных показателей, достигнутых ведущими сервисными металлоцентрами, входящими
Показатели эффективности производства
(анализ ситуации и цели) (3/3)
HR
На предприятиях с
Показатели эффективности производства
(анализ ситуации и цели) (3/3)
HR
На предприятиях с
Вызовы для производства
Основными вызовами внешней среды являются:
- Быстрый рост заработной платы
Вызовы для производства
Основными вызовами внешней среды являются:
- Быстрый рост заработной платы
 Основы радиоэлектроники
Основы радиоэлектроники ПСИХОЛОГИЧЕСКАЯ ГОТОВНОСТЬ ПЕДАГОГОВ И РОДИТЕЛЕЙ К РЕАЛИЗАЦИИ ФГОС В ДОШКОЛЬНЫХ ОБРАЗОВАТЕЛЬНЫХ ОРГАНИЗАЦИЯХ
ПСИХОЛОГИЧЕСКАЯ ГОТОВНОСТЬ ПЕДАГОГОВ И РОДИТЕЛЕЙ К РЕАЛИЗАЦИИ ФГОС В ДОШКОЛЬНЫХ ОБРАЗОВАТЕЛЬНЫХ ОРГАНИЗАЦИЯХ Классный час по теме: Государственные символы России
Классный час по теме: Государственные символы России Психологическая мысль в России в XVII веке
Психологическая мысль в России в XVII веке 9 класс Трудовые ресурсы России
9 класс Трудовые ресурсы России Педагогика высшей школы. Образовательный процесс. Андрагогика. (Лекция 2)
Педагогика высшей школы. Образовательный процесс. Андрагогика. (Лекция 2) 1С:ERP Управление предприятием
1С:ERP Управление предприятием РАЗВИТИЕ СОЦИАЛЬНОЙ УВЕРЕННОСТИ аМЛАДШИХ ДОШКОЛЬНИКОВ В ПРОЦЕССЕ ВЗАИМОДЕЙСТВИЯ С СЕМЬЁЙ
РАЗВИТИЕ СОЦИАЛЬНОЙ УВЕРЕННОСТИ аМЛАДШИХ ДОШКОЛЬНИКОВ В ПРОЦЕССЕ ВЗАИМОДЕЙСТВИЯ С СЕМЬЁЙ Курс Порядок в голове. Порядок в доме и гаджетах
Курс Порядок в голове. Порядок в доме и гаджетах Железо – элемент побочной подгруппы YIII группы ПСХЭ Д.И.Менделеева.(по материалам ЕГЭ)
Железо – элемент побочной подгруппы YIII группы ПСХЭ Д.И.Менделеева.(по материалам ЕГЭ) Использование ферментных препаратов в технологии мясных продуктов
Использование ферментных препаратов в технологии мясных продуктов Особенности обмена веществ у детей. Гипотрофия
Особенности обмена веществ у детей. Гипотрофия 20231206_griby_wecompress.com_
20231206_griby_wecompress.com_ Проект Построение индивидуального маршрута ребенка-дошкольника
Проект Построение индивидуального маршрута ребенка-дошкольника По лесным тропинкам. Часть 1
По лесным тропинкам. Часть 1 Трансформаторы. Производство, передача и использование электрической энергии
Трансформаторы. Производство, передача и использование электрической энергии Методы познания, принципы познания. Портфолио как способ самопознания личности
Методы познания, принципы познания. Портфолио как способ самопознания личности Обучение лексике и грамматике при подготовке к ОГЭ
Обучение лексике и грамматике при подготовке к ОГЭ Типы арифметических задач
Типы арифметических задач Франклин Делано Рузвельт и его Новый курс
Франклин Делано Рузвельт и его Новый курс Язык SQL. Основная команда SELECT
Язык SQL. Основная команда SELECT Российское движение школьников: опыт и перспективы
Российское движение школьников: опыт и перспективы Металургія. Різновиди металургії
Металургія. Різновиди металургії Коронавирусная инфекция COVID-19, принципы диагностики
Коронавирусная инфекция COVID-19, принципы диагностики презентация Наркотики-дорога в никуда
презентация Наркотики-дорога в никуда Обследование зданий и сооружений (продолжение). Магнитные, электрические и электромагнитные методы
Обследование зданий и сооружений (продолжение). Магнитные, электрические и электромагнитные методы Кроссворд ,,Метро” Николай Носов
Кроссворд ,,Метро” Николай Носов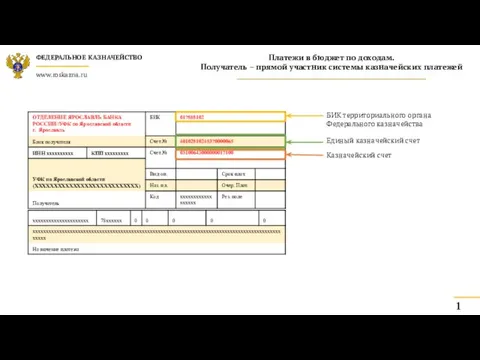 Платежи в бюджет по доходам
Платежи в бюджет по доходам