- Основные технологические особенности ПГП

Содержание
- 2. ПРОИЗВОДСТВО ГОРЯЧЕГО ПРОКАТА
- 3. ОГЛАВЛЕНИЕ Структура управления производства горячего проката Сортамент Объемы производства Усложнение прокатываемого сортамента на стане 2000 Марочный
- 4. Производство горячего проката В сентябре 1966 года Министерством черной металлургии было принято решение построить на Новолипецком
- 5. Структура управления производства горячего проката
- 6. Структура управления производства горячего проката
- 7. Сортамент Сортамент Годовой объем производства 2010 г 5.100.000 т/год Максимальный 6.500.000 т/год Марки стали низкоуглеродистая сталь,
- 8. Производство горячекатаного проката на стане 2000 Максимальный объем производства достигнут в 2003 -2007 г и составил
- 9. Усложнение сортамента проката в сторону уменьшения толщины и ширины прокатываемых полос Усложнение прокатываемого сортамента на стане
- 10. Типичные стали Перспективные стали Освоение новых видов продукции Горячекатаный прокат - опробованы высокопрочный прокат марки S600MC
- 11. Выполнение программы отработки технологии производства новых видов продукции в 2010 г. (горячекатаный прокат)
- 12. Потребности автостроителей (горячекатаный прокат)
- 13. 1÷2 – нагревательные методические печи толкательного типа 3÷5 – нагревательные методические печи с шагающими балками 6
- 14. Участок нагревательных печей
- 15. Черновая группа
- 16. Чистовая группа
- 17. Группа моталок
- 18. Состав ВШМ ПГП
- 19. Текущее состояние вальцешлифовальных станков ПГП ОАО «НЛМК»
- 20. Информация о ходе выполнения программы технического перевооружения и развития на стане 2000 ПГП
- 21. Реконструируемые участки стана 2000
- 22. Составляющие стабильного качества продукции Организация производства Качество закупаемого сырья и материалов Исполнение технологии и контроль качества
- 23. Мониторинг тенденций («дрейфов») Периодический контроль 1. Проведение аудитов технологических процессов в соответствии с утвержденным графиком 2.
- 24. ПРИЛОЖЕНИЯ
- 25. Влияние вида нагревательных печей на стабильность температуры за клетью №5 Старые печи Новые печи Нагрев металла
- 26. Влияние условий горячей прокатки на качество продукции Использование печей только с шагающими балками Снижение разнотолщинности горячекатаного
- 27. Изменения марочного состава сортамента стана 2000 Усложнение сортамента высокопрочных марок сталей при сопоставимом объеме производства высокопрочного
- 28. Изменение механических характеристик сортамента высокопрочных сталей Изменение марочного состава среди высокопрочных марок стали
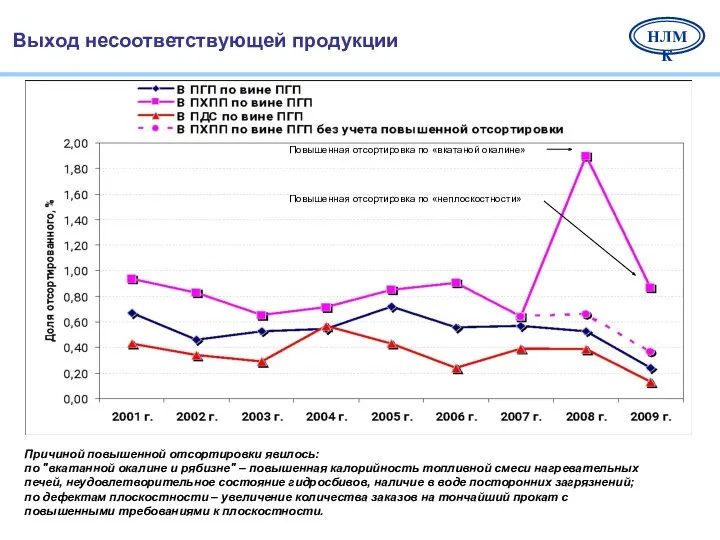
- 29. Выход несоответствующей продукции Причиной повышенной отсортировки явилось: по "вкатанной окалине и рябизне" – повышенная калорийность топливной
- 30. С 2001 г. по 2009 г. наблюдается устойчивая тенденция снижения дефектов, связанных с работой моталок стана
- 31. Увеличением количества заказов на прокат толщиной ≤ 0,45 мм. По сравнению с 2005 г в 2009
- 32. Улучшение состояния продольной разнотолщинности горячекатаного проката. Выход несоответствующей продукции по вине ПГП (разнотолщинность)
- 33. Реконструкция стана 2000 с 2003 г. по 2010 г.
- 35. Скачать презентацию

ПРОИЗВОДСТВО ГОРЯЧЕГО ПРОКАТА
ПРОИЗВОДСТВО ГОРЯЧЕГО ПРОКАТА
ОГЛАВЛЕНИЕ
Структура управления производства горячего проката
Сортамент
Объемы производства
Усложнение прокатываемого сортамента на стане 2000
Марочный
ОГЛАВЛЕНИЕ
Структура управления производства горячего проката
Сортамент
Объемы производства
Усложнение прокатываемого сортамента на стане 2000
Марочный
Производство горячего проката
В сентябре 1966 года Министерством черной металлургии было
Производство горячего проката
В сентябре 1966 года Министерством черной металлургии было

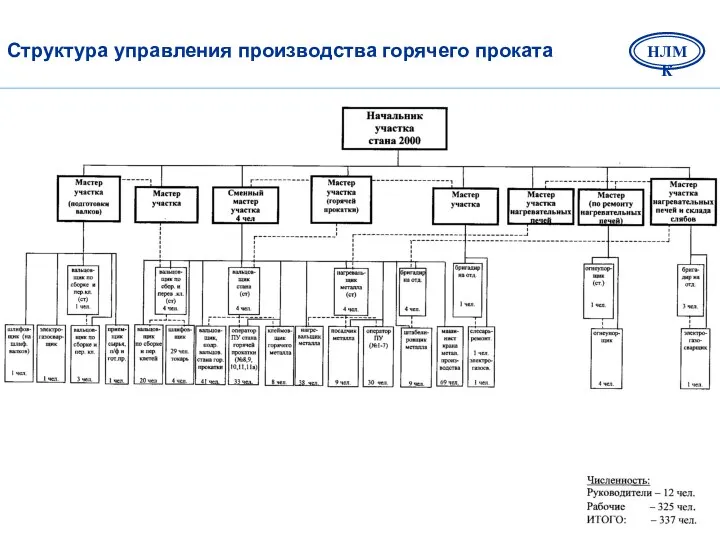
Структура управления производства горячего проката
Структура управления производства горячего проката
Структура управления производства горячего проката
Структура управления производства горячего проката
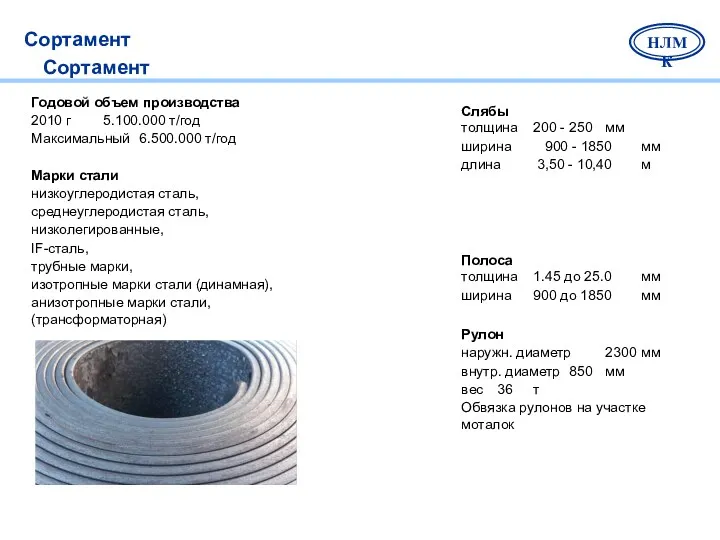
Сортамент
Сортамент
Годовой объем производства
2010 г 5.100.000 т/год
Максимальный 6.500.000 т/год
Марки стали
низкоуглеродистая сталь,
среднеуглеродистая сталь,
низколегированные,
IF-сталь,
трубные марки,
изотропные марки
Сортамент
Сортамент
Годовой объем производства
2010 г 5.100.000 т/год
Максимальный 6.500.000 т/год
Марки стали
низкоуглеродистая сталь,
среднеуглеродистая сталь,
низколегированные,
IF-сталь,
трубные марки,
изотропные марки

Производство горячекатаного проката на стане 2000
Максимальный объем производства достигнут в 2003
Производство горячекатаного проката на стане 2000
Максимальный объем производства достигнут в 2003

Усложнение сортамента проката в сторону уменьшения толщины и ширины прокатываемых полос
Усложнение сортамента проката в сторону уменьшения толщины и ширины прокатываемых полос
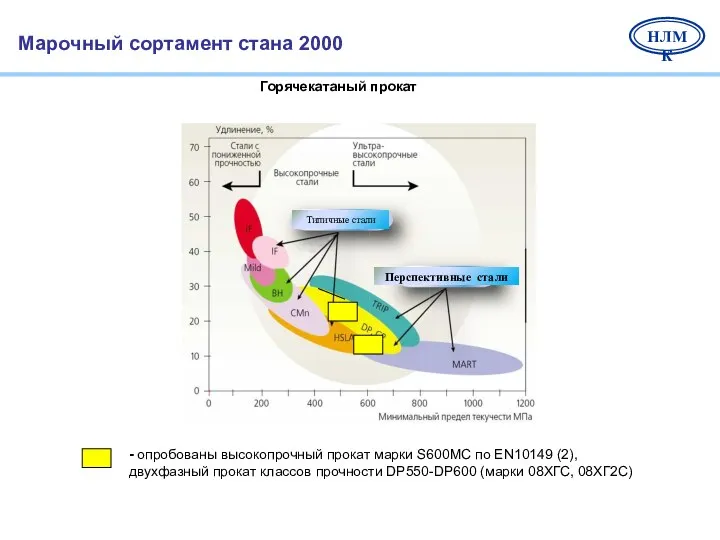
Типичные стали
Перспективные стали
Освоение новых видов продукции
Горячекатаный прокат
- опробованы высокопрочный прокат марки
Типичные стали
Перспективные стали
Освоение новых видов продукции
Горячекатаный прокат
- опробованы высокопрочный прокат марки
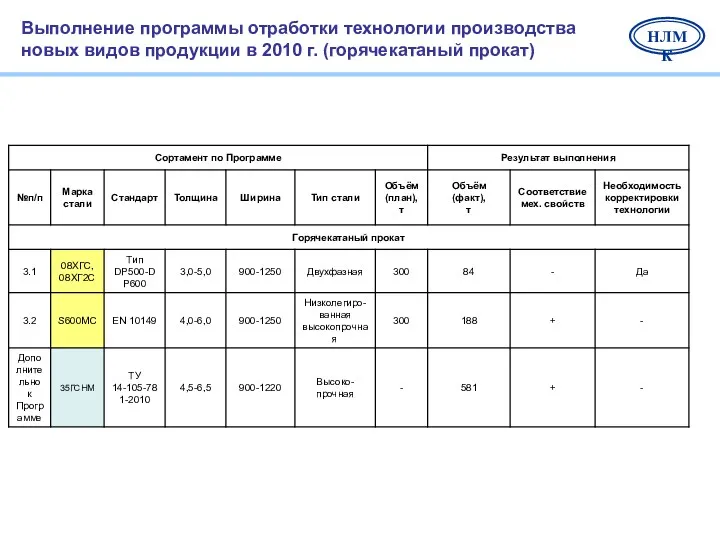
Выполнение программы отработки технологии производства
новых видов продукции в 2010 г. (горячекатаный
Выполнение программы отработки технологии производства
новых видов продукции в 2010 г. (горячекатаный

Потребности автостроителей (горячекатаный прокат)
Потребности автостроителей (горячекатаный прокат)

1÷2 – нагревательные методические печи толкательного типа
3÷5 – нагревательные методические печи
1÷2 – нагревательные методические печи толкательного типа
3÷5 – нагревательные методические печи
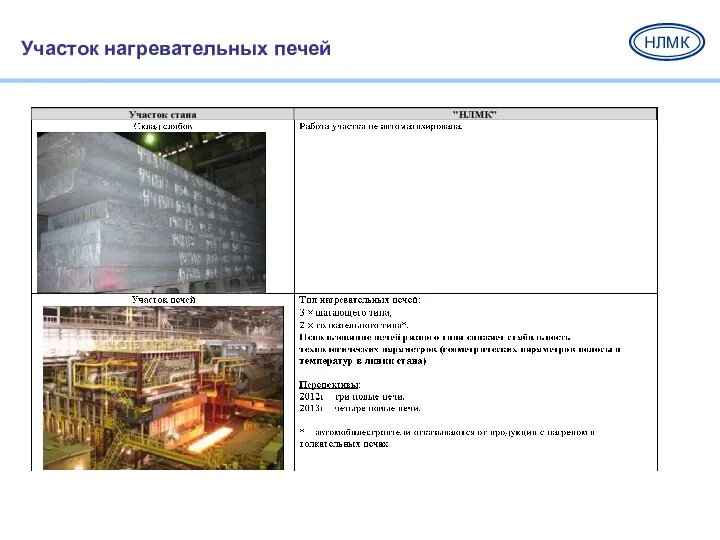
Участок нагревательных печей
Участок нагревательных печей
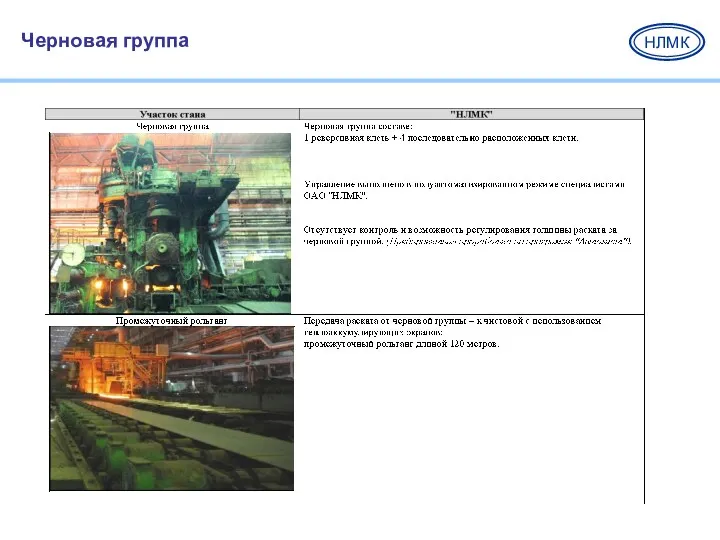
Черновая группа
Черновая группа
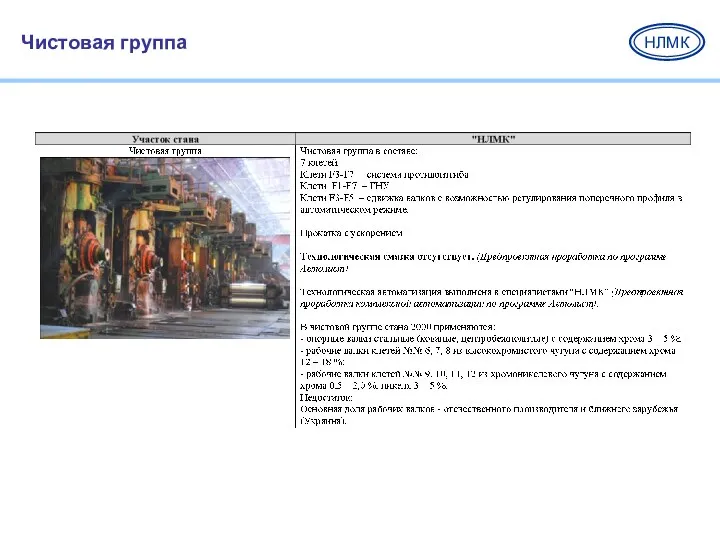
Чистовая группа
Чистовая группа
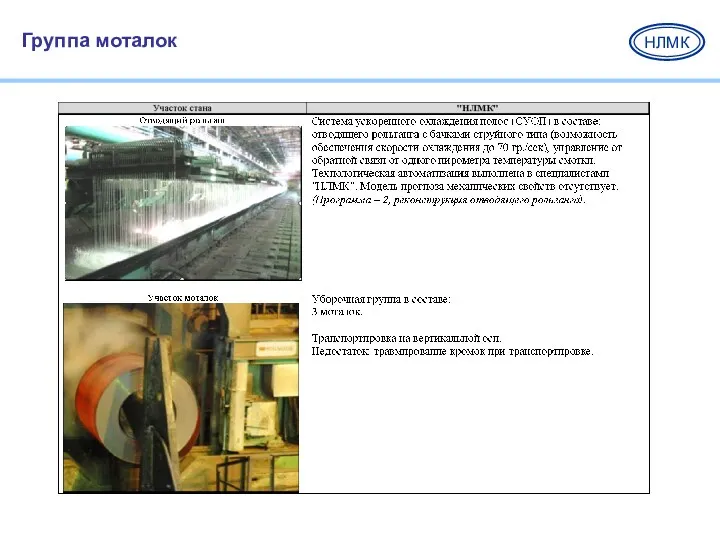
Группа моталок
Группа моталок
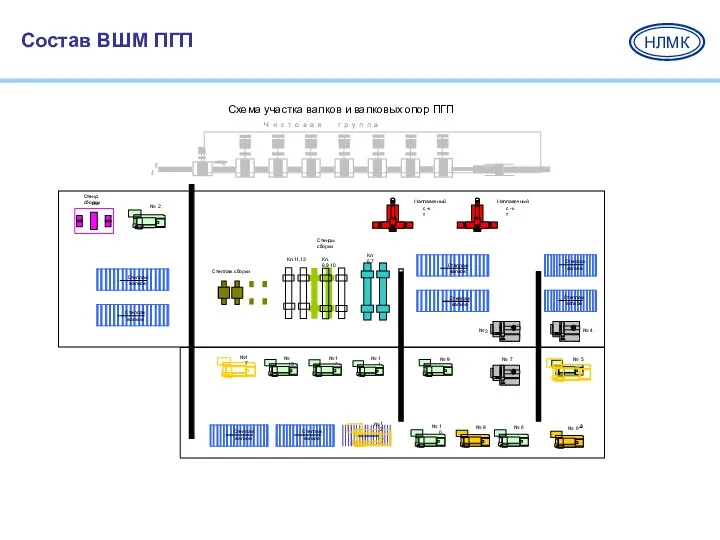
Состав ВШМ ПГП
Состав ВШМ ПГП

Текущее состояние вальцешлифовальных станков ПГП ОАО «НЛМК»
Текущее состояние вальцешлифовальных станков ПГП ОАО «НЛМК»
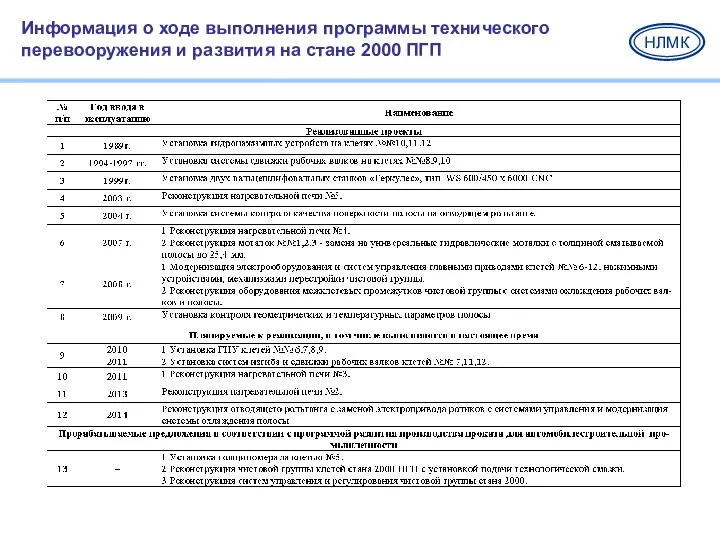
Информация о ходе выполнения программы технического перевооружения и развития на стане
Информация о ходе выполнения программы технического перевооружения и развития на стане

Реконструируемые участки стана 2000
Реконструируемые участки стана 2000

Составляющие стабильного качества продукции
Организация производства
Качество закупаемого сырья и материалов
Исполнение технологии
Составляющие стабильного качества продукции
Организация производства
Качество закупаемого сырья и материалов
Исполнение технологии
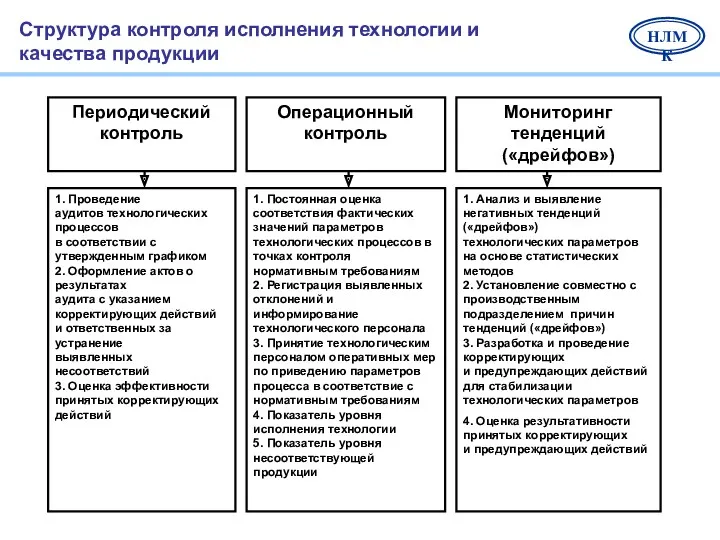
Мониторинг
тенденций («дрейфов»)
Периодический
контроль
1. Проведение
аудитов технологических процессов
в соответствии с утвержденным графиком
2. Оформление
Мониторинг
тенденций («дрейфов»)
Периодический
контроль
1. Проведение
аудитов технологических процессов
в соответствии с утвержденным графиком
2. Оформление
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЯ
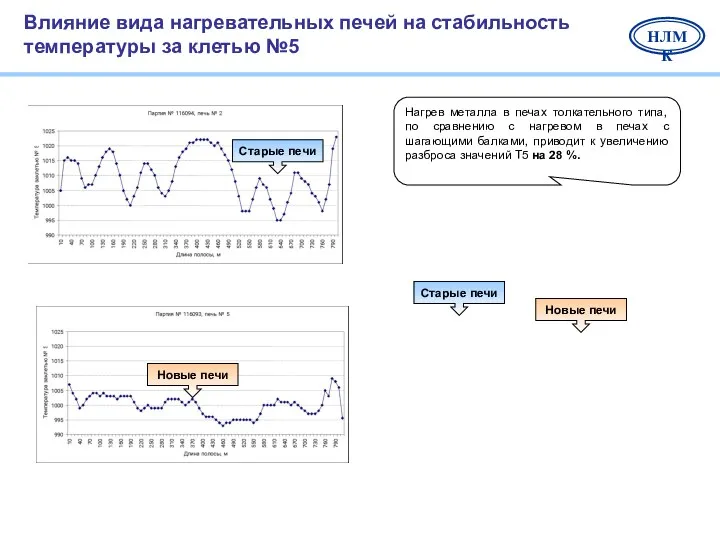
Влияние вида нагревательных печей на стабильность
температуры за клетью №5
Старые печи
Новые
Влияние вида нагревательных печей на стабильность
температуры за клетью №5
Старые печи
Новые

Влияние условий горячей прокатки на качество продукции
Использование
печей только с
шагающими
Влияние условий горячей прокатки на качество продукции
Использование
печей только с
шагающими

Изменения марочного состава сортамента стана 2000
Усложнение сортамента высокопрочных марок сталей при
Изменения марочного состава сортамента стана 2000
Усложнение сортамента высокопрочных марок сталей при
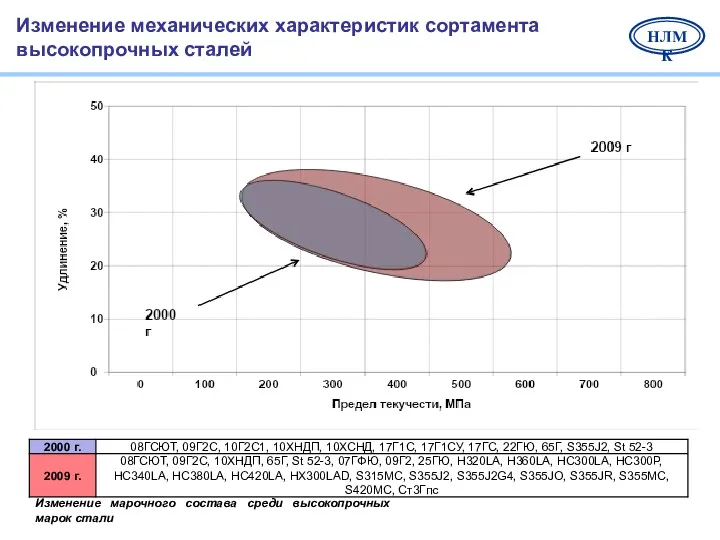
Изменение механических характеристик сортамента
высокопрочных сталей
Изменение марочного состава среди высокопрочных марок
Изменение механических характеристик сортамента
высокопрочных сталей
Изменение марочного состава среди высокопрочных марок
Выход несоответствующей продукции
Причиной повышенной отсортировки явилось:
по "вкатанной окалине и рябизне" –
Выход несоответствующей продукции
Причиной повышенной отсортировки явилось:
по "вкатанной окалине и рябизне" –

С 2001 г. по 2009 г. наблюдается устойчивая тенденция снижения дефектов,
С 2001 г. по 2009 г. наблюдается устойчивая тенденция снижения дефектов,

Увеличением количества заказов на прокат толщиной ≤ 0,45 мм.
По сравнению
Увеличением количества заказов на прокат толщиной ≤ 0,45 мм.
По сравнению
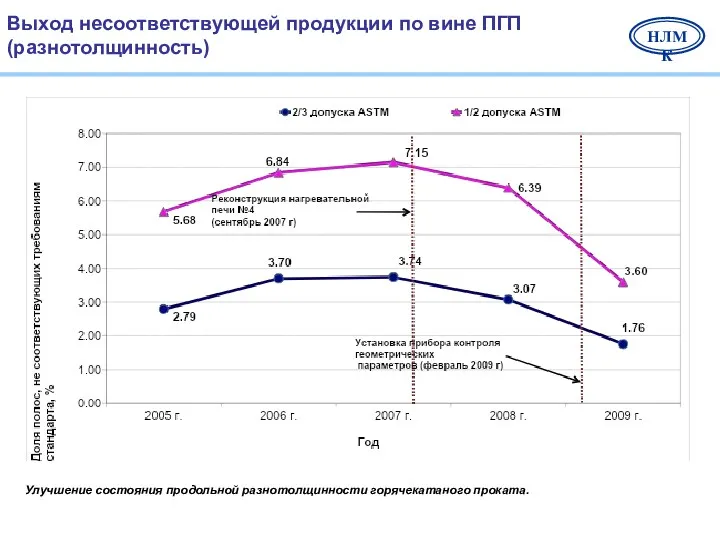
Улучшение состояния продольной разнотолщинности горячекатаного проката.
Выход несоответствующей продукции по вине ПГП
Улучшение состояния продольной разнотолщинности горячекатаного проката.
Выход несоответствующей продукции по вине ПГП
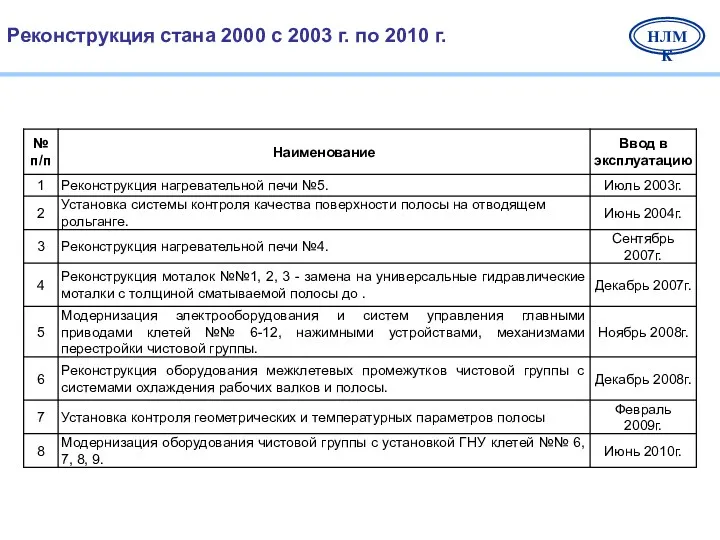
Реконструкция стана 2000 с 2003 г. по 2010 г.
Реконструкция стана 2000 с 2003 г. по 2010 г.
 Город Калинов и его обитатели
Город Калинов и его обитатели Новые технологии лечения кариеса и твердых тканей зубов
Новые технологии лечения кариеса и твердых тканей зубов Квест- игра В поисках Антарктиды для старшей группы (формирование элементарных математических представлений)
Квест- игра В поисках Антарктиды для старшей группы (формирование элементарных математических представлений) Механизм запросов
Механизм запросов Общешкольное родительское собрание Права детей - ответственность родителей
Общешкольное родительское собрание Права детей - ответственность родителей Мировая экономика
Мировая экономика Анатомо-физиологические особенности строения полости рта в возрастном аспекте
Анатомо-физиологические особенности строения полости рта в возрастном аспекте Нетрадиционное оборудование для здоровьесберегающих технологий
Нетрадиционное оборудование для здоровьесберегающих технологий Конкурсная работа: Роль книги в моей жизни
Конкурсная работа: Роль книги в моей жизни презентация к уроку по теме Основания
презентация к уроку по теме Основания О работе Молодежного парламента при Совете депутатов муниципального образования Киясовский район
О работе Молодежного парламента при Совете депутатов муниципального образования Киясовский район История русского театра
История русского театра Поделка Козочки
Поделка Козочки Имена прилагательные в загадках
Имена прилагательные в загадках Василий Иванович Трофимов
Василий Иванович Трофимов Презентация к урокам русского языка и окружающего мира Загадки про овощи
Презентация к урокам русского языка и окружающего мира Загадки про овощи Презентация Длинные волосы - в этом что-то есть (часть 1)
Презентация Длинные волосы - в этом что-то есть (часть 1) Конспект непосредственно образовательной деятельности с использованием ЦОР Большое космическое путешествие (Презентация)
Конспект непосредственно образовательной деятельности с использованием ЦОР Большое космическое путешествие (Презентация) Анатомия Интернета вещей
Анатомия Интернета вещей Род и семья, презентация к уроку
Род и семья, презентация к уроку Почитай отца твоего.
Почитай отца твоего. Группа компаний Мелком
Группа компаний Мелком Режим работы водителя. Соглашение AETR
Режим работы водителя. Соглашение AETR презентация Использование рукавиц в разных профессиях к проекту Кому нужны рукавицы?
презентация Использование рукавиц в разных профессиях к проекту Кому нужны рукавицы? Тест-презентация по теме Электролитическая диссоциация веществ. Реакции ионного обмена. 9 кл
Тест-презентация по теме Электролитическая диссоциация веществ. Реакции ионного обмена. 9 кл Угарный газ
Угарный газ Народы и религии мира. Хозяйственная деятельность населения
Народы и религии мира. Хозяйственная деятельность населения Материки
Материки