- Основы обеспечения динамической устойчивости роторов в ходе сборки

Содержание
- 2. ИСТИНА В НАУКЕ – ВЫСШАЯ ЦЕННОСТЬ, КАКОЙ БЫ ОНА НИ БЫЛА В современной литературе под МЕТОДОЛОГИЕЙ
- 3. ОСНОВНЫЕ СОВРЕМЕННЫЕ РОССИЙСКИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ ТАК ВСЕГДА ДЕЛАЛИ ОНО МНЕ НЕ НАДО ТЕБЕ НАДО – ТЫ
- 4. Основные посылы современного руководителя Дело (Россию, медицину и т.д….) надо спасать Я знаю, как это сделать
- 5. А на гнилом западе считают, что принципы ЭТО: какие операции будут выполняться; будут ли они выполняться
- 6. Мы должны это сделать Процесс следует делить на законченные операции с контролем параметров в конце каждой
- 7. Газопроводы – артерии теплоэнергетики России Актуальность выбранной темы исследования обусловлена массовым применением турбоагрегатов в газопроводах и
- 8. Газоперекачивающие агрегаты серии «Урал» – основа трубопроводов, соединяющих «Северный поток» и «Южный поток» с месторождениями газа
- 9. Большинство работ по сборке роторных машин выполняется вручную, технические решения принимаются исходя из накопленного опыта, качество
- 10. Производство роторных машин обеспечено современным оборудованием (напр.: «Шенк»), но не обеспечено современными технологиями сборки и контроля
- 11. Последствия сверхнормативной вибрации Газотурбинный двигатель – наиболее эффективный современный энергоисточник Ресурс работы отечественного авиационного двигателя типа
- 12. Валопровод высокоскоростного газотурбинного агрегата 1 – вал силовой турбины, 2 – трансмиссия, 3 – ротор компрессора,
- 13. Результаты испытаний уравновешенных роторов при случайном положении локальных дисбалансов Практически все диаграммы абсолютно индивидуальны. Наряду с
- 14. Фоновая составляющая вибрации Субгармоническая составляющая вибрации Частотная составляющая вибрации Результаты анализа спектра вибраций ротора
- 15. Структура образования дисбалансов валопровода Объективные причины снижения динамической устойчивости роторов и валопроводов высокоскоростных газотурбинных агрегатов: Неизбежность
- 16. Проблематика обеспечения динамической устойчивости валопроводов Научно-методическая проблематика недостаточно изучены закономерности процесса балансировки роторов с элементами, эксцентрично
- 17. Влияние локальных дисбалансов на динамическую устойчивость роторов при первой критической частоте Максимальные деформации Минимальные деформации
- 18. Влияние локальных дисбалансов на динамическую устойчивость роторов при второй критической частоте Максимальные деформации Минимальные деформации
- 19. Вал ротора Ротор центробежного компрессора Центробежный компрессор НЦ16ДКС-02 «Урал» с системой электромагнитного подвеса Рабочие колеса Подшипник
- 20. Подготовка элемента к сборке по типовому технологическому процессу In1 In2 InΣ InΣ In1 In2 Ir2 Ir1
- 21. Ротор, собранный по типовому технологическому процессу Io Is Ie Случайное направление действительного вектора остаточного дисбаланса элемента
- 22. Учитывая результаты проведенного анализа известных научно-методических разработок, применимых для исследования и обеспечения динамического состояния валопроводов, постановку
- 23. Блок-схема алгоритма декомпозиции научной проблемы и реализации гипотезы Допущения: валы вращаются относительно неподвижных осей, положение которых
- 24. Цель работы: создание научно-методического аппарата технологического обеспечения производства динамически устойчивых валопроводов, обеспечивающего заданный уровень ресурса работы
- 25. Расчетно-объемный метод подготовки вала к сборке Схема расположения дисбалансов, обусловленных погрешностью изготовления вала: 1 – вал,
- 26. Программное обеспечение «ВАЛ»
- 27. Схема определения исходных данных для расчетов Расчетно-имитационный метод подготовки к сборке валов и роторов Применение метода
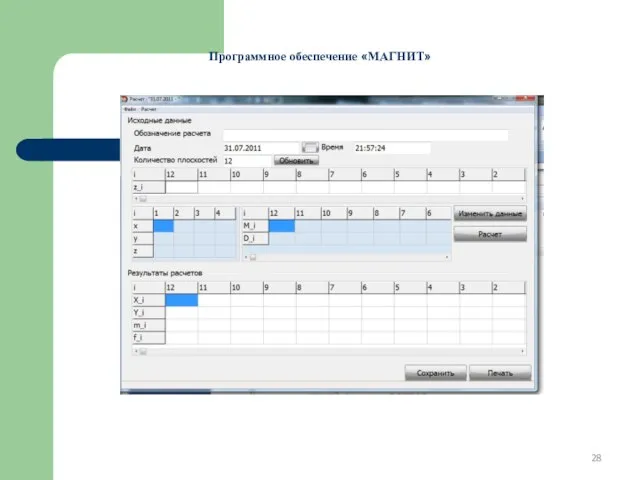
- 28. Программное обеспечение «МАГНИТ»
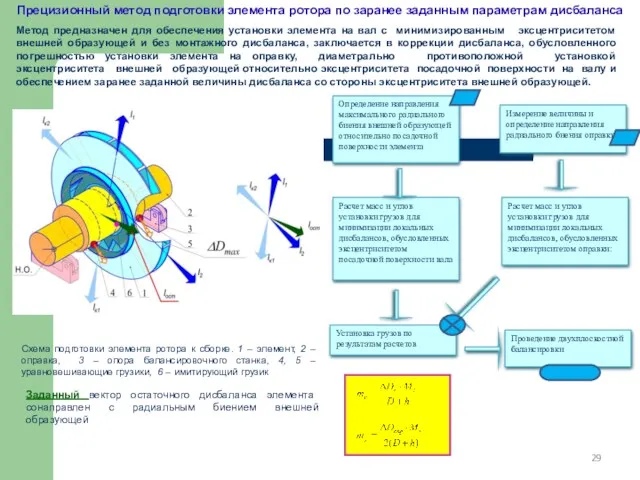
- 29. Прецизионный метод подготовки элемента ротора по заранее заданным параметрам дисбаланса Метод предназначен для обеспечения установки элемента
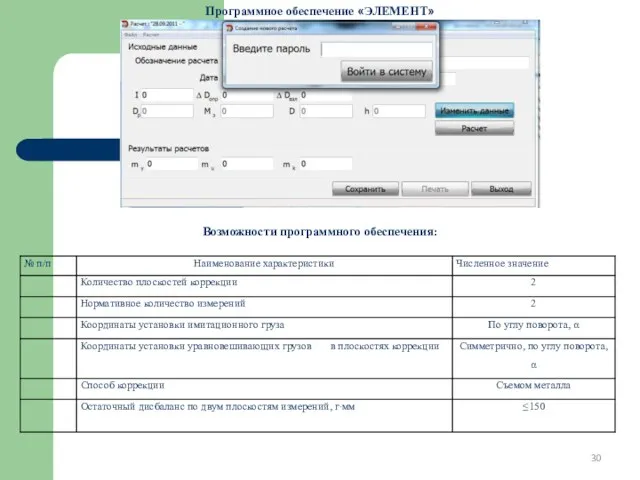
- 30. Программное обеспечение «ЭЛЕМЕНТ» Возможности программного обеспечения:
- 31. Метод эксцентриситетно-виртуальной сборки колес турбин Выбор n-лучевой схемы сборки Определение ИД для сборки: Iосд, Iр, еокр
- 32. Метод расчетно-эксцентриситетной сборки роторов Блок-схема типового технологического процесса сборки ротора Блок-схема адаптационного технологического процесса сборки ротора
- 33. Программное обеспечение «СБОРКА» Возможности программного обеспечения:
- 34. Схема предпочтительного распределения дисбалансов при сборке ротора Векторы локальных монтажных дисбалансов, обусловленных эксцентриситетами посадочных поверхностей условие
- 35. Изготовление и подготовка вала к сборке Измерение величин и маркировка направлений радиальных биений посадочных поверхностей вала
- 36. Метод расчетно-эксцентриситетной коррекции монтажных дисбалансов Схема измерения радиальных биений контрольных поверхностей Схема коррекции монтажных дисбалансов Схема
- 37. Программное обеспечение «ПЕРЕКОС» Возможности программного обеспечения:
- 38. Результаты применения метода коррекции монтажных дисбалансов Сравнение полей вибраций опор ротора при перекосе валов от 0
- 39. Сравнение полей вибраций опор ротора при n= 4550 – 6825 об/мин с перекосом валов от 0
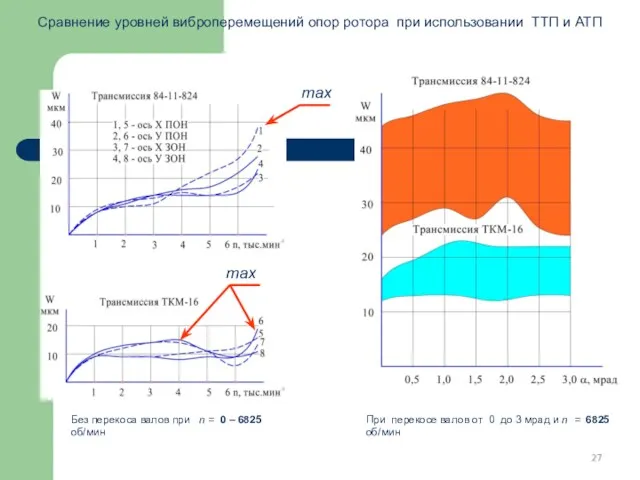
- 40. 27 Сравнение уровней виброперемещений опор ротора при использовании ТТП и АТП Без перекоса валов при n
- 41. Эффективность снижения уровней виброперемещений опор роторов при использовании АТП График зависимости виброперемещений от частоты вращения при
- 42. Сравнение уровней виброперемещений контрольных поверхностей трансмиссии ТКМ-16 Поле вибраций передней контрольной дорожки трансмиссии по оси X
- 43. Сравнение уровней осевых виброперемещений контрольного диска трансмиссии ТКМ-16 Уровни осевых вибраций контрольного диска задней опоры трансмиссии
- 44. РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТАЛЬНОГО СРАВНЕНИЯ АДАПТАЦИОННОЙ И РАНЕЕ РАЗРАБОТАННЫХ ТЕХНОЛОГИЙ Показатели оценки: количество плоскостей уравновешивания -- n заданное
- 45. Патентная защита решений и оценка разработок
- 46. Сектор ОДУ валопроводов Балансировка роторов Сборка роторов Точение валов ПСИ Сборка и сварка колес БД Схема
- 47. Схема нормализации технологических дисбалансов Сектор ОДУ валопроводов АРМ коррекции и моделирования монтажных дисбалансов АРМ сборки АРМ
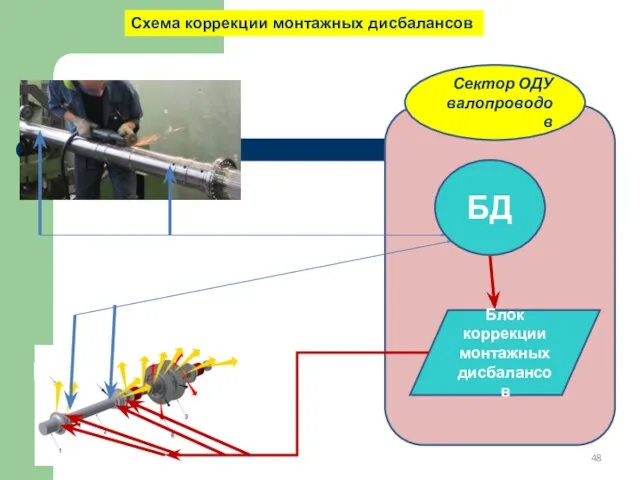
- 48. БД Блок коррекции монтажных дисбалансов Сектор ОДУ валопроводов Схема коррекции монтажных дисбалансов
- 49. Полученные научные результаты позволили сформулировать следующие выводы: Разработанная методология технологического обеспечения высокой динамической устойчивости роторов и
- 51. Скачать презентацию
ИСТИНА В НАУКЕ – ВЫСШАЯ ЦЕННОСТЬ, КАКОЙ БЫ ОНА НИ БЫЛА
В
ИСТИНА В НАУКЕ – ВЫСШАЯ ЦЕННОСТЬ, КАКОЙ БЫ ОНА НИ БЫЛА
В
ОСНОВНЫЕ СОВРЕМЕННЫЕ
РОССИЙСКИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ
ТАК ВСЕГДА ДЕЛАЛИ
ОНО МНЕ НЕ НАДО
ТЕБЕ НАДО
ОСНОВНЫЕ СОВРЕМЕННЫЕ
РОССИЙСКИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ
ТАК ВСЕГДА ДЕЛАЛИ
ОНО МНЕ НЕ НАДО
ТЕБЕ НАДО
Основные посылы современного руководителя
Дело (Россию, медицину и т.д….) надо спасать
Я знаю,
Основные посылы современного руководителя
Дело (Россию, медицину и т.д….) надо спасать
Я знаю,
А на гнилом западе считают, что принципы ЭТО:
какие операции будут выполняться;
будут
А на гнилом западе считают, что принципы ЭТО:
какие операции будут выполняться;
будут
Мы должны это сделать
Процесс следует делить на законченные операции с контролем
Мы должны это сделать
Процесс следует делить на законченные операции с контролем
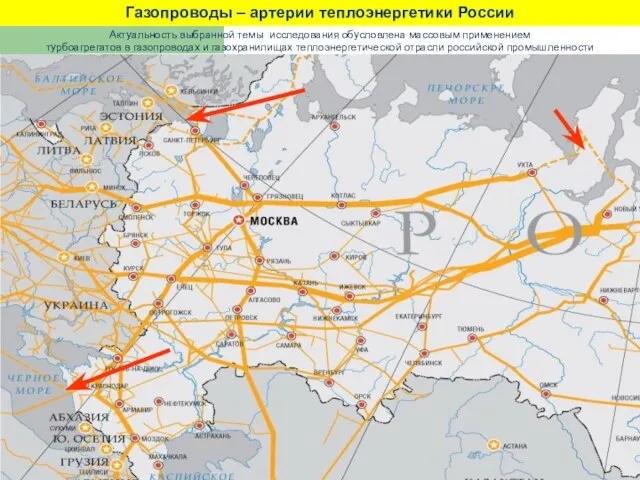
Газопроводы – артерии теплоэнергетики России
Актуальность выбранной темы исследования обусловлена массовым применением
Газопроводы – артерии теплоэнергетики России
Актуальность выбранной темы исследования обусловлена массовым применением

Газоперекачивающие агрегаты серии «Урал» – основа трубопроводов, соединяющих
«Северный поток» и
Газоперекачивающие агрегаты серии «Урал» – основа трубопроводов, соединяющих
«Северный поток» и

Большинство работ по сборке роторных машин выполняется вручную, технические решения принимаются
Большинство работ по сборке роторных машин выполняется вручную, технические решения принимаются

Производство роторных машин обеспечено современным оборудованием (напр.: «Шенк»), но не обеспечено
Производство роторных машин обеспечено современным оборудованием (напр.: «Шенк»), но не обеспечено

Последствия сверхнормативной вибрации
Газотурбинный двигатель – наиболее эффективный современный энергоисточник
Ресурс работы отечественного
Последствия сверхнормативной вибрации
Газотурбинный двигатель – наиболее эффективный современный энергоисточник
Ресурс работы отечественного

Валопровод высокоскоростного газотурбинного агрегата
1 – вал силовой турбины, 2 – трансмиссия,
Валопровод высокоскоростного газотурбинного агрегата
1 – вал силовой турбины, 2 – трансмиссия,
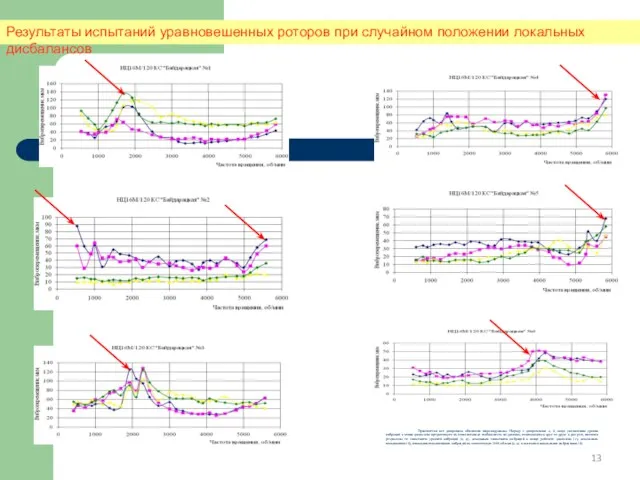
Результаты испытаний уравновешенных роторов при случайном положении локальных дисбалансов
Практически все
Результаты испытаний уравновешенных роторов при случайном положении локальных дисбалансов
Практически все
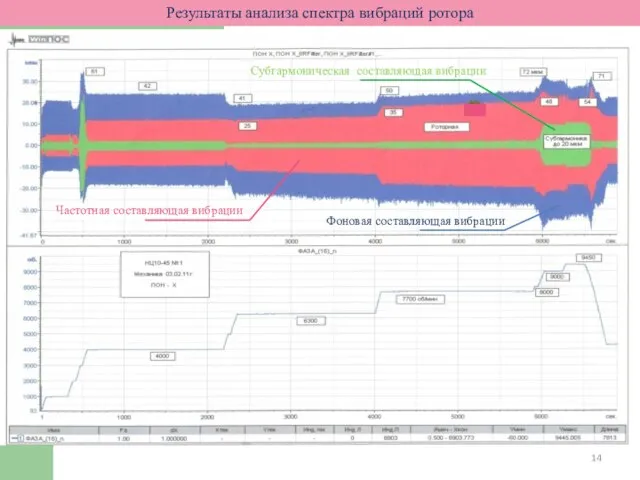
Фоновая составляющая вибрации
Субгармоническая составляющая вибрации
Частотная составляющая вибрации
Результаты анализа спектра вибраций ротора
Фоновая составляющая вибрации
Субгармоническая составляющая вибрации
Частотная составляющая вибрации
Результаты анализа спектра вибраций ротора
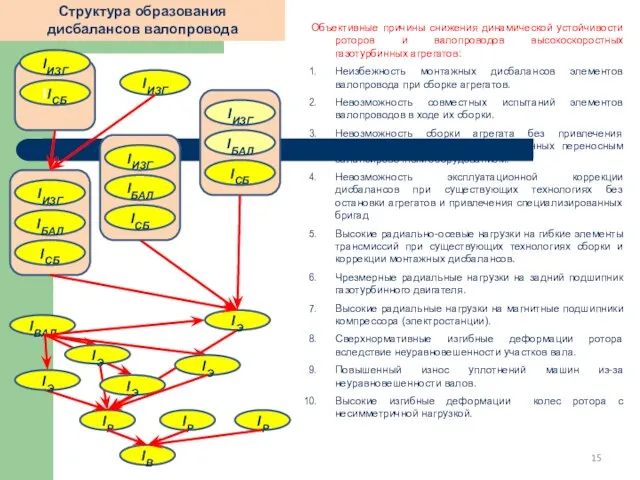
Структура образования
дисбалансов валопровода
Объективные причины снижения динамической устойчивости роторов и валопроводов
Структура образования
дисбалансов валопровода
Объективные причины снижения динамической устойчивости роторов и валопроводов
Проблематика обеспечения динамической устойчивости валопроводов
Научно-методическая проблематика
недостаточно изучены закономерности процесса балансировки роторов
Проблематика обеспечения динамической устойчивости валопроводов
Научно-методическая проблематика
недостаточно изучены закономерности процесса балансировки роторов
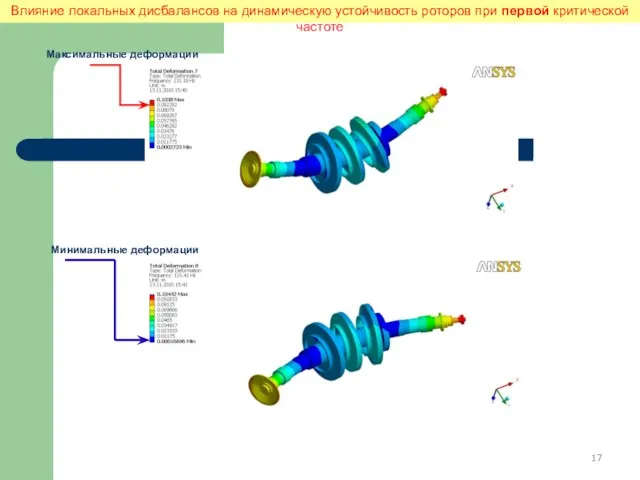
Влияние локальных дисбалансов на динамическую устойчивость роторов при первой критической частоте
Максимальные
Влияние локальных дисбалансов на динамическую устойчивость роторов при первой критической частоте
Максимальные
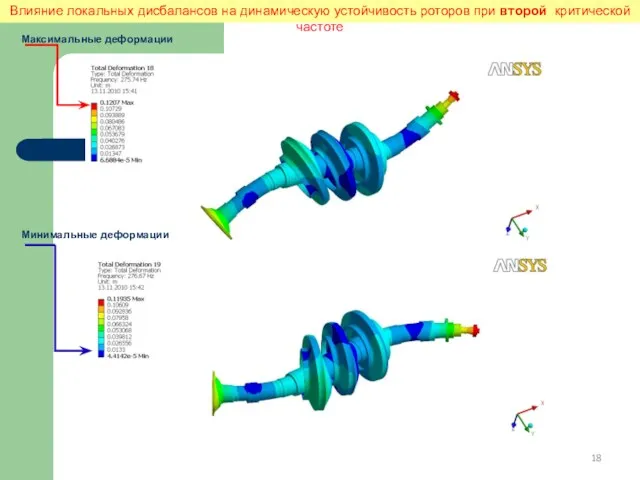
Влияние локальных дисбалансов на динамическую устойчивость роторов при второй критической частоте
Максимальные
Влияние локальных дисбалансов на динамическую устойчивость роторов при второй критической частоте
Максимальные
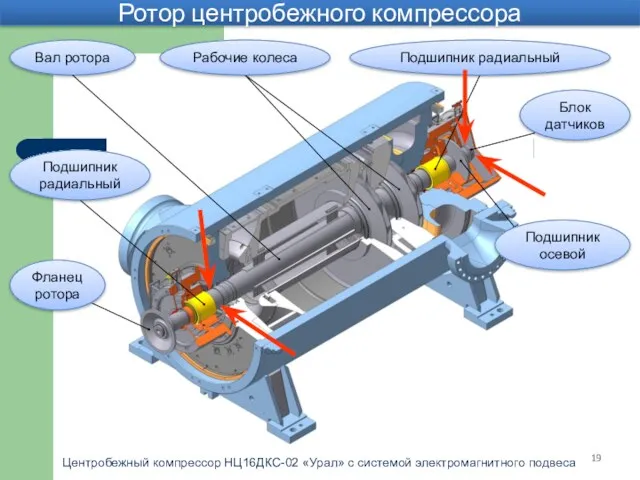
Вал ротора
Ротор центробежного компрессора
Центробежный компрессор НЦ16ДКС-02 «Урал» с системой электромагнитного подвеса
Рабочие
Вал ротора
Ротор центробежного компрессора
Центробежный компрессор НЦ16ДКС-02 «Урал» с системой электромагнитного подвеса
Рабочие
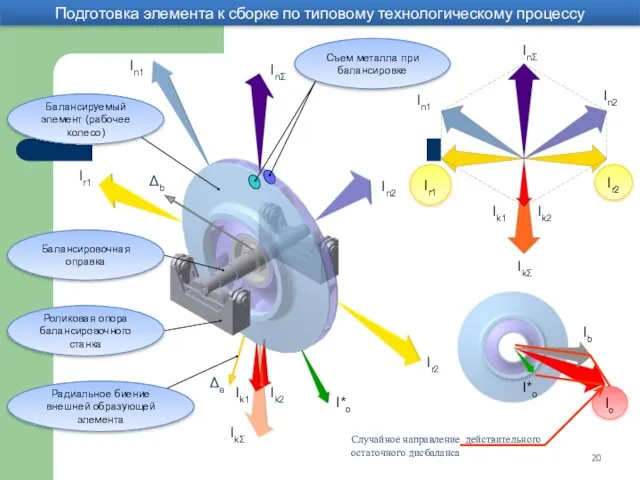
Подготовка элемента к сборке по типовому технологическому процессу
In1
In2
InΣ
InΣ
In1
In2
Ir2
Ir1
IkΣ
Ik1
Ik2
IkΣ
Ik1
Ik2
Роликовая опора балансировочного станка
Балансировочная
Подготовка элемента к сборке по типовому технологическому процессу
In1
In2
InΣ
InΣ
In1
In2
Ir2
Ir1
IkΣ
Ik1
Ik2
IkΣ
Ik1
Ik2
Роликовая опора балансировочного станка
Балансировочная
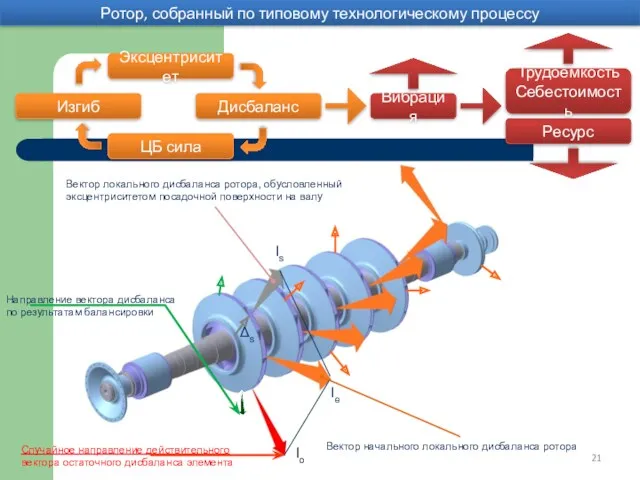
Ротор, собранный по типовому технологическому процессу
Io
Is
Ie
Случайное направление действительного
вектора остаточного дисбаланса элемента
Вектор
Ротор, собранный по типовому технологическому процессу
Io
Is
Ie
Случайное направление действительного
вектора остаточного дисбаланса элемента
Вектор
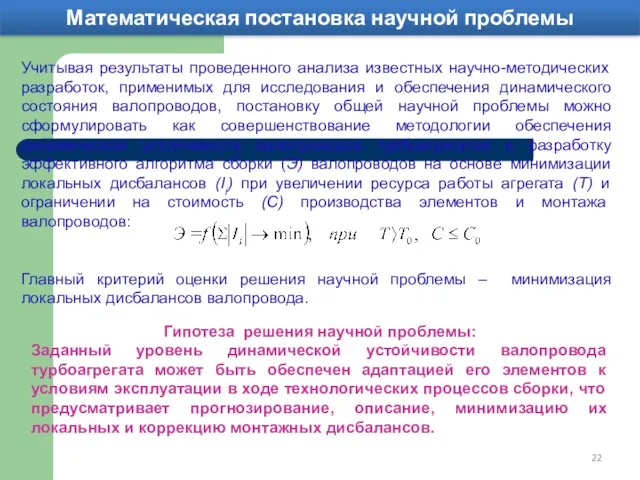
Учитывая результаты проведенного анализа известных научно-методических разработок, применимых для исследования и
Учитывая результаты проведенного анализа известных научно-методических разработок, применимых для исследования и

Блок-схема
алгоритма декомпозиции научной проблемы и реализации гипотезы
Допущения:
валы вращаются относительно
Блок-схема
алгоритма декомпозиции научной проблемы и реализации гипотезы
Допущения:
валы вращаются относительно
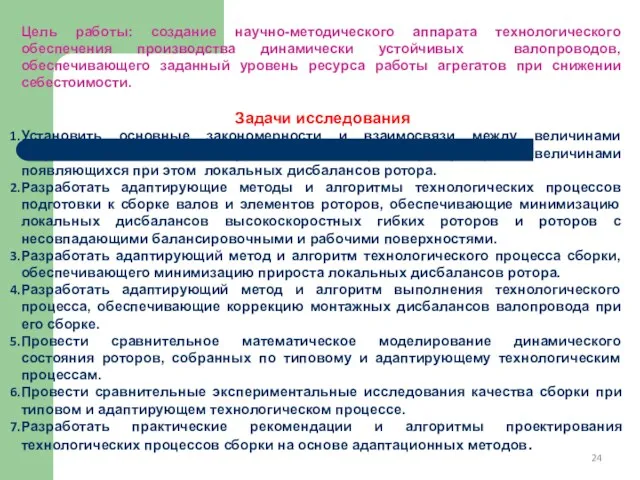
Цель работы: создание научно-методического аппарата технологического обеспечения производства динамически устойчивых валопроводов,
Цель работы: создание научно-методического аппарата технологического обеспечения производства динамически устойчивых валопроводов,
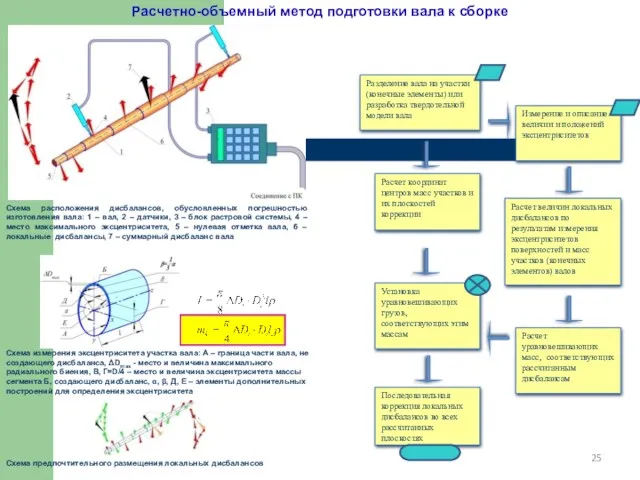
Расчетно-объемный метод подготовки вала к сборке
Схема расположения дисбалансов, обусловленных погрешностью
Расчетно-объемный метод подготовки вала к сборке
Схема расположения дисбалансов, обусловленных погрешностью
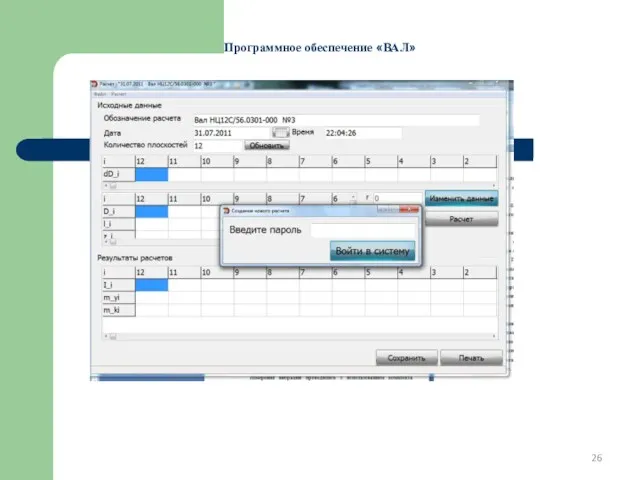
Программное обеспечение «ВАЛ»
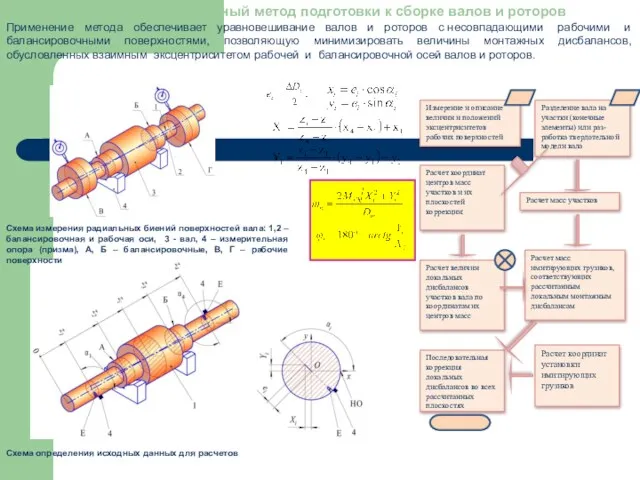
Схема определения исходных данных для расчетов
Расчетно-имитационный метод подготовки к сборке валов
Схема определения исходных данных для расчетов
Расчетно-имитационный метод подготовки к сборке валов
Программное обеспечение «МАГНИТ»
Программное обеспечение «МАГНИТ»
Прецизионный метод подготовки элемента ротора по заранее заданным параметрам дисбаланса
Метод предназначен
Прецизионный метод подготовки элемента ротора по заранее заданным параметрам дисбаланса
Метод предназначен
Программное обеспечение «ЭЛЕМЕНТ»
Возможности программного обеспечения:
Программное обеспечение «ЭЛЕМЕНТ»
Возможности программного обеспечения:
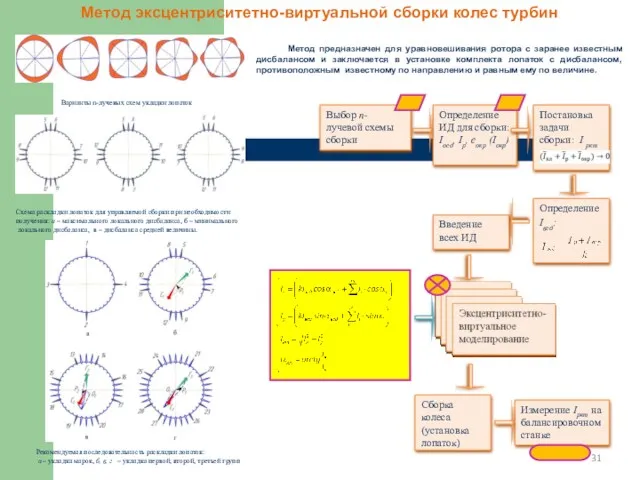
Метод эксцентриситетно-виртуальной сборки колес турбин
Выбор n-лучевой схемы сборки
Определение ИД для
Метод эксцентриситетно-виртуальной сборки колес турбин
Выбор n-лучевой схемы сборки
Определение ИД для

Метод расчетно-эксцентриситетной сборки роторов
Блок-схема типового технологического процесса сборки ротора
Блок-схема адаптационного технологического
Метод расчетно-эксцентриситетной сборки роторов
Блок-схема типового технологического процесса сборки ротора
Блок-схема адаптационного технологического
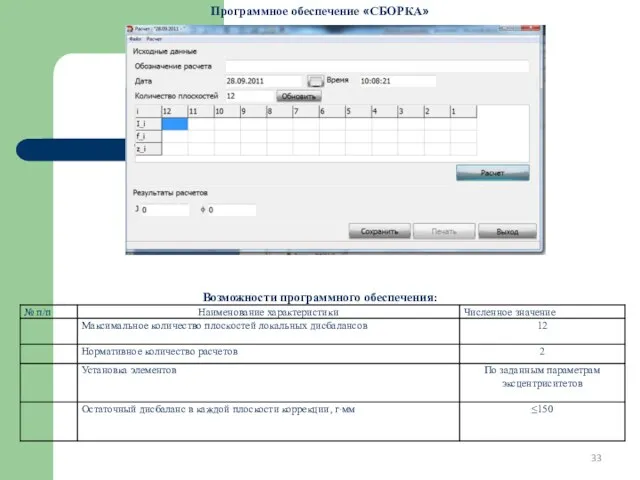
Программное обеспечение «СБОРКА»
Возможности программного обеспечения:
Программное обеспечение «СБОРКА»
Возможности программного обеспечения:
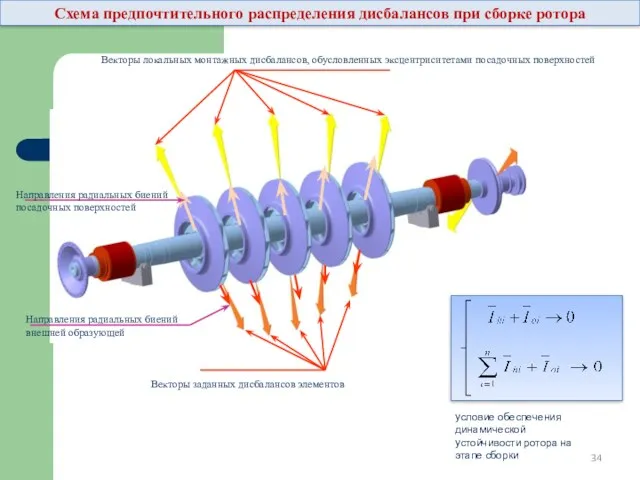
Схема предпочтительного распределения дисбалансов при сборке ротора
Векторы локальных монтажных дисбалансов, обусловленных
Схема предпочтительного распределения дисбалансов при сборке ротора
Векторы локальных монтажных дисбалансов, обусловленных

Изготовление и подготовка вала к сборке
Измерение величин и маркировка направлений радиальных
Изготовление и подготовка вала к сборке
Измерение величин и маркировка направлений радиальных

Метод расчетно-эксцентриситетной коррекции монтажных дисбалансов
Схема измерения радиальных биений
контрольных поверхностей
Схема коррекции
Метод расчетно-эксцентриситетной коррекции монтажных дисбалансов
Схема измерения радиальных биений
контрольных поверхностей
Схема коррекции
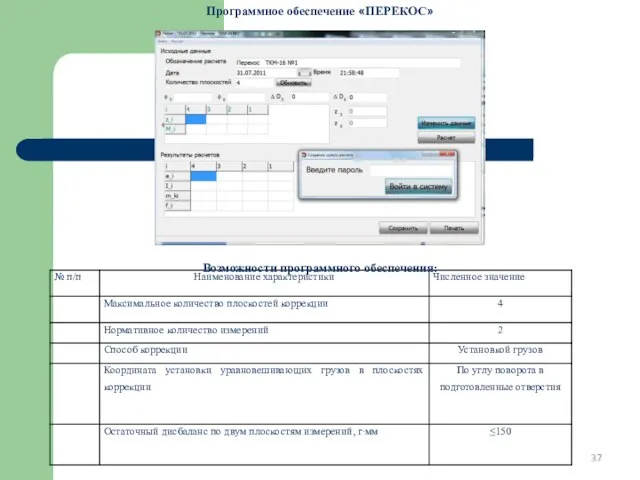
Программное обеспечение «ПЕРЕКОС»
Возможности программного обеспечения:
Программное обеспечение «ПЕРЕКОС»
Возможности программного обеспечения:
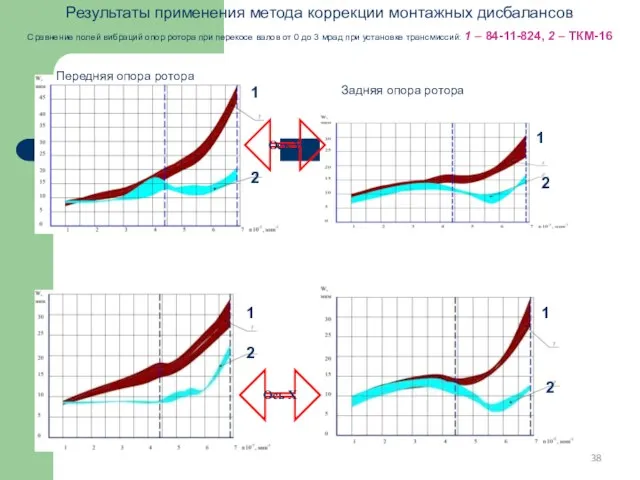
Результаты применения метода коррекции монтажных дисбалансов
Сравнение полей вибраций опор ротора при
Результаты применения метода коррекции монтажных дисбалансов
Сравнение полей вибраций опор ротора при
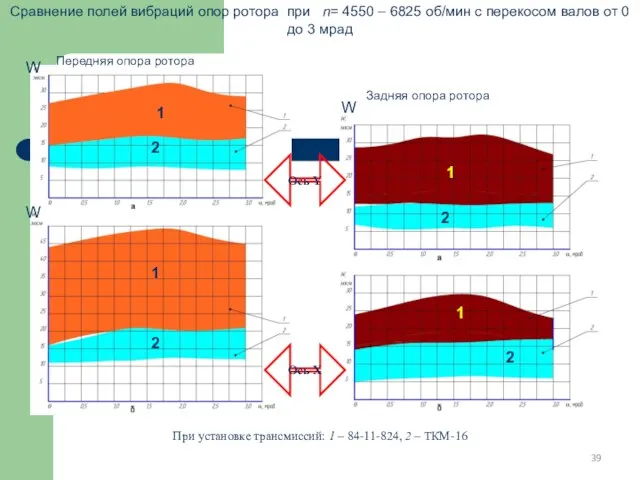
Сравнение полей вибраций опор ротора при n= 4550 – 6825 об/мин
Сравнение полей вибраций опор ротора при n= 4550 – 6825 об/мин
27
Сравнение уровней виброперемещений опор ротора при использовании ТТП и АТП
Без перекоса
27
Сравнение уровней виброперемещений опор ротора при использовании ТТП и АТП
Без перекоса
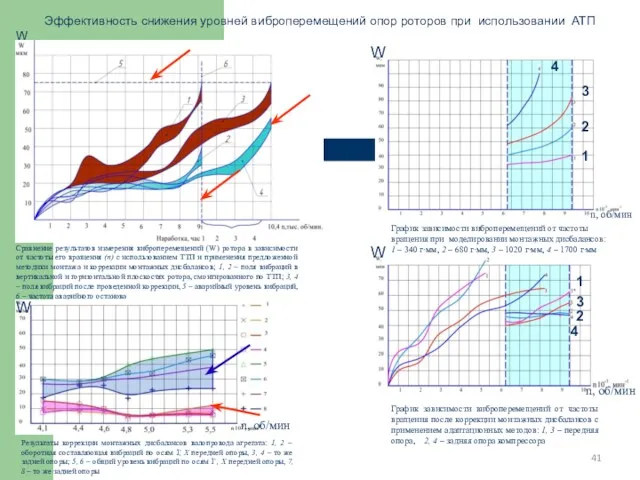
Эффективность снижения уровней виброперемещений опор роторов при использовании АТП
График зависимости виброперемещений
Эффективность снижения уровней виброперемещений опор роторов при использовании АТП
График зависимости виброперемещений
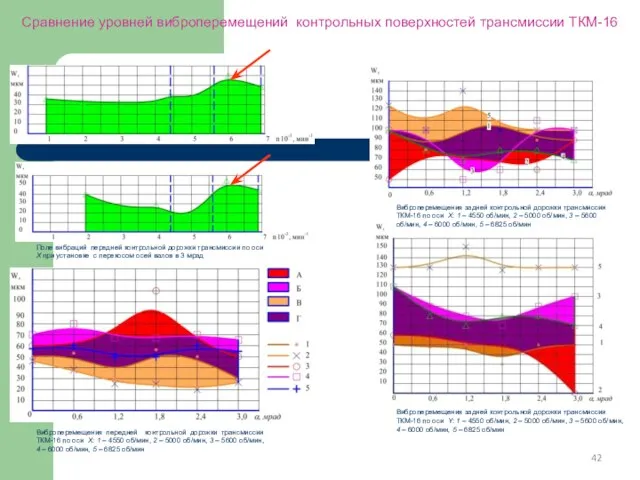
Сравнение уровней виброперемещений контрольных поверхностей трансмиссии ТКМ-16
Поле вибраций передней контрольной дорожки
Сравнение уровней виброперемещений контрольных поверхностей трансмиссии ТКМ-16
Поле вибраций передней контрольной дорожки
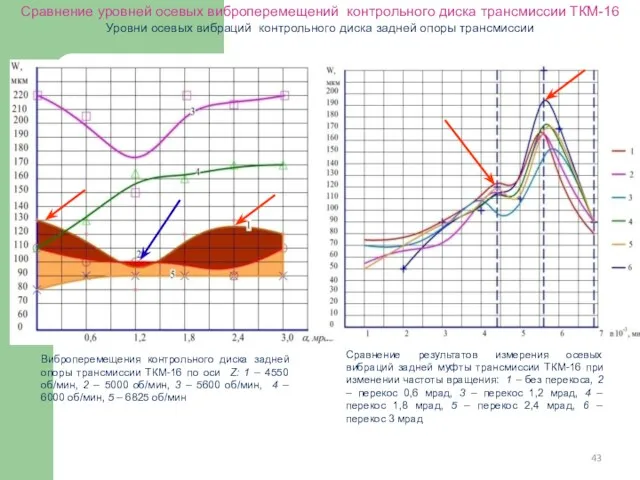
Сравнение уровней осевых виброперемещений контрольного диска трансмиссии ТКМ-16
Уровни осевых вибраций контрольного
Сравнение уровней осевых виброперемещений контрольного диска трансмиссии ТКМ-16
Уровни осевых вибраций контрольного
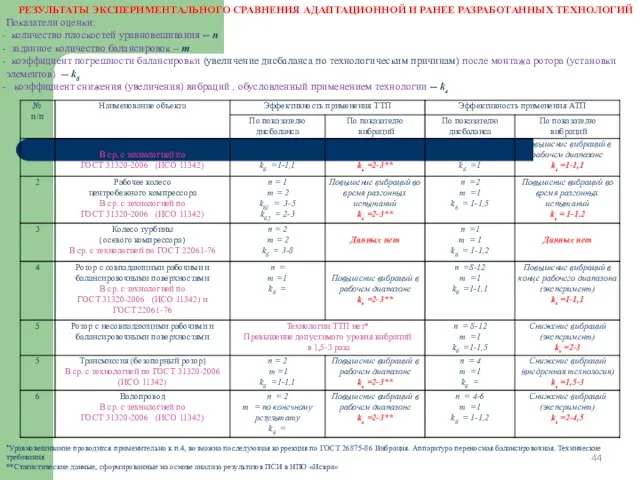
РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТАЛЬНОГО СРАВНЕНИЯ АДАПТАЦИОННОЙ И РАНЕЕ РАЗРАБОТАННЫХ ТЕХНОЛОГИЙ
Показатели оценки:
количество
РЕЗУЛЬТАТЫ ЭКСПЕРИМЕНТАЛЬНОГО СРАВНЕНИЯ АДАПТАЦИОННОЙ И РАНЕЕ РАЗРАБОТАННЫХ ТЕХНОЛОГИЙ
Показатели оценки:
количество
Патентная защита решений и оценка разработок
Патентная защита решений и оценка разработок
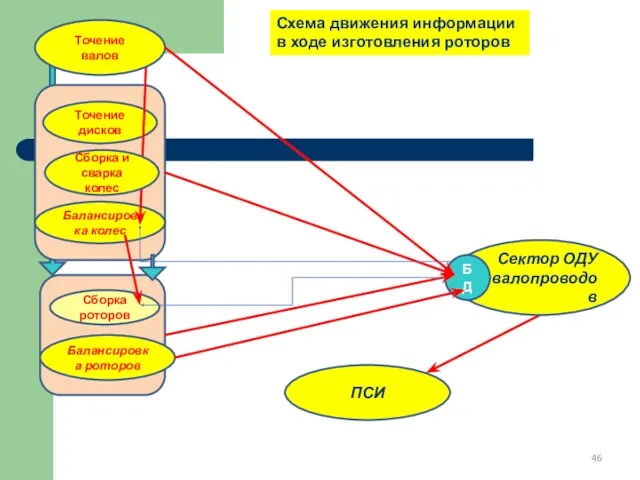
Сектор ОДУ валопроводов
Балансировка роторов
Сборка роторов
Точение валов
ПСИ
Сборка и сварка колес
БД
Схема движения информации
Сектор ОДУ валопроводов
Балансировка роторов
Сборка роторов
Точение валов
ПСИ
Сборка и сварка колес
БД
Схема движения информации
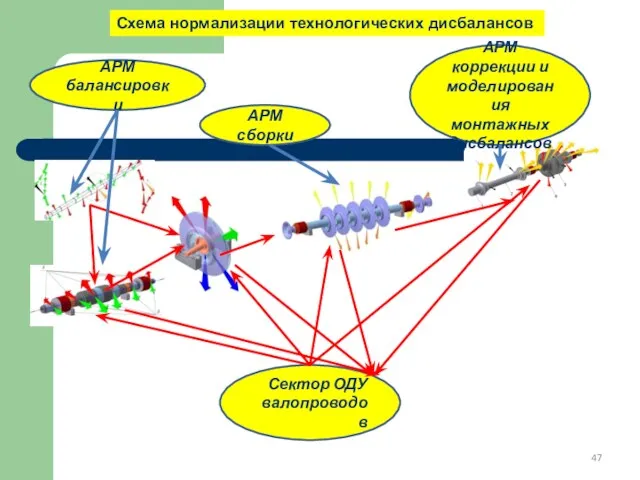
Схема нормализации технологических дисбалансов
Сектор ОДУ валопроводов
АРМ
коррекции и моделирования монтажных дисбалансов
АРМ
Схема нормализации технологических дисбалансов
Сектор ОДУ валопроводов
АРМ
коррекции и моделирования монтажных дисбалансов
АРМ
БД
Блок коррекции монтажных дисбалансов
Сектор ОДУ валопроводов
Схема коррекции монтажных дисбалансов
БД
Блок коррекции монтажных дисбалансов
Сектор ОДУ валопроводов
Схема коррекции монтажных дисбалансов
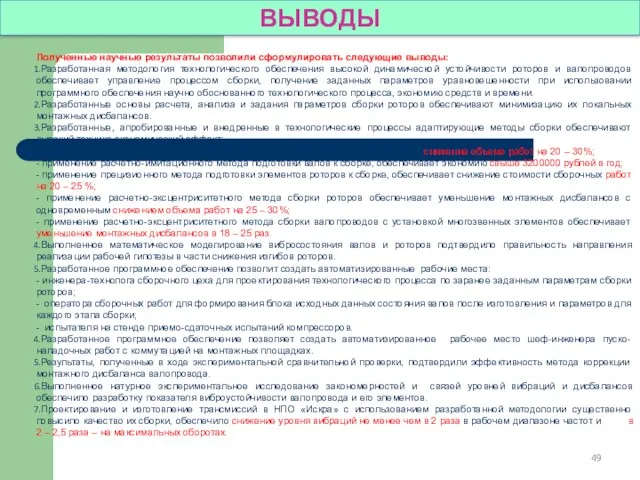
Полученные научные результаты позволили сформулировать следующие выводы:
Разработанная методология технологического обеспечения высокой
Полученные научные результаты позволили сформулировать следующие выводы:
Разработанная методология технологического обеспечения высокой
 Правила личной безопасности
Правила личной безопасности Типы, назначение, конструкция оборудования для намазки и упаковки в коробки
Типы, назначение, конструкция оборудования для намазки и упаковки в коробки Предмет и метод бухгалтерского учета
Предмет и метод бухгалтерского учета Проект Детская площадка
Проект Детская площадка Стандартизация и метрология в моей будущей профессии
Стандартизация и метрология в моей будущей профессии Презентация Суворов А.В., Ушаков Ф.Ф.ppt.
Презентация Суворов А.В., Ушаков Ф.Ф.ppt. Лекция 2. Педагогика как наука
Лекция 2. Педагогика как наука Деревянное золото
Деревянное золото Смежные и вертикальные углы. Перпендикулярные прямые
Смежные и вертикальные углы. Перпендикулярные прямые Численность и воспроизводство населения мира
Численность и воспроизводство населения мира Патофизиология углеводного обмена
Патофизиология углеводного обмена Акция Истории спасенных животных
Акция Истории спасенных животных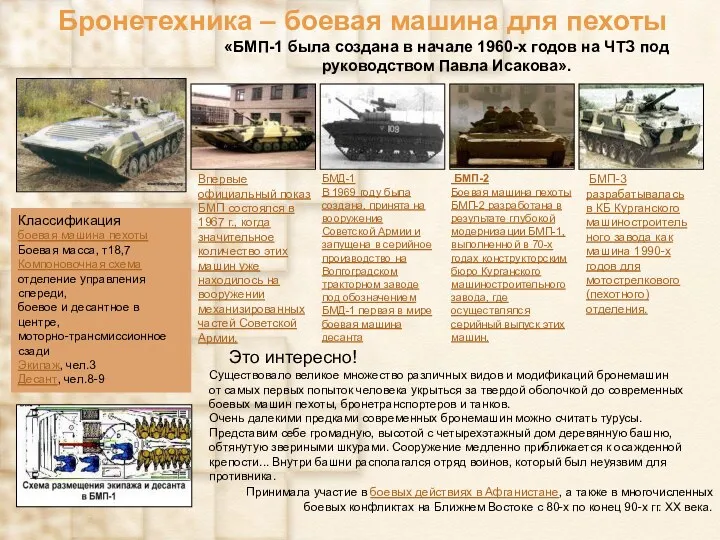 Боевой листок Бронетехника- боевая машина для пехоты
Боевой листок Бронетехника- боевая машина для пехоты Техника классических лыжных ходов
Техника классических лыжных ходов Гражданское общество и правовое государство
Гражданское общество и правовое государство Концепция развития и реализации
Концепция развития и реализации UART. Метод передачи данных
UART. Метод передачи данных Избирательная система в РФ
Избирательная система в РФ Информационная безопасность
Информационная безопасность Закон Архімеда
Закон Архімеда Шахматная ладья
Шахматная ладья Основні принципи функціонування телевізійних систем
Основні принципи функціонування телевізійних систем Деление десятичных дробей на натуральные числа
Деление десятичных дробей на натуральные числа Стандарты высшего профессионального образования
Стандарты высшего профессионального образования Равновесие в природе. Химическое равновесие
Равновесие в природе. Химическое равновесие Написание ВКР на кафедре акушерства, гинекологии и репродуктологии
Написание ВКР на кафедре акушерства, гинекологии и репродуктологии Жизнелюбие и отношения полов
Жизнелюбие и отношения полов Рельеф и полезные ископаемые Африки
Рельеф и полезные ископаемые Африки