- Основы обработки металлов давлением

Содержание
- 2. Обработка металлов давлением Обработка металлов давлением заключается в пластическом изменении формы и размеров деталей посредством их
- 3. Область применения ОМД В автомобиле- и тракторостроении широко используется продукция прокатного производства: лист, трубы, сортовой прокат.
- 5. Величина деформации при обработке давлением Абсолютные деформации: - обжатие - удлинение - уширение Относительные деформации: -
- 6. Схемы деформации
- 7. Закон постоянства объема Используется: при определении объема исходного металла; определения числа переходов. Закон наименьшего сопротивления Используется:
- 8. Закон постоянства объема При первичной обработке давлением плотность металла изменяется 0,1...0,2%, за счет упругого уменьшения межатомных
- 9. Закон наименьшего сопротивления Каждая элементарная частица деформируемого тела перемещается в направлении наименьшего сопротивления перпендикулярно действию нагрузки
- 10. Закон подобия Соотношение соответствующих сторон: где М – масштаб моделирования. Отношения полных усилий деформации пропорциональны отношению
- 11. Пластичность
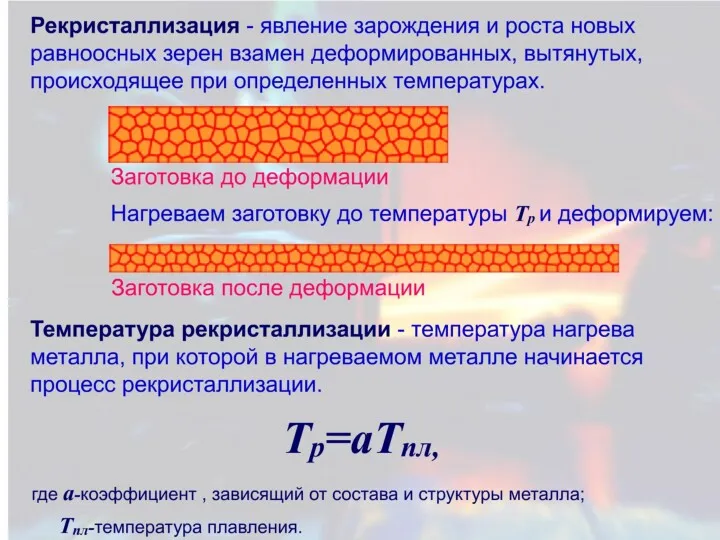
- 14. Трекр Трекр
- 15. Трекр > 0,6 Тпл Трекр > 0,6 Тпл
- 16. Нагревательные устройства по источнику энергии (пламенные и электрические); по назначению (прокатные, термические, кузнечные); по принципу действия
- 17. График нагрева заготовки 1 – температура поверхности; 2 – температура сердцевины; 3 – разность температур между
- 18. Основные способы обработки давлением а – прокатка; б – волочение; в – прессование; г – свободная
- 19. Основные способы обработки давлением Прокатка заключается в обжатии заготовки между двумя вращающимися валками прокатного стана, в
- 21. Скачать презентацию
Обработка металлов давлением
Обработка металлов давлением заключается в пластическом изменении формы и
Обработка металлов давлением
Обработка металлов давлением заключается в пластическом изменении формы и

Область применения ОМД
В автомобиле- и тракторостроении широко используется продукция прокатного
Область применения ОМД
В автомобиле- и тракторостроении широко используется продукция прокатного
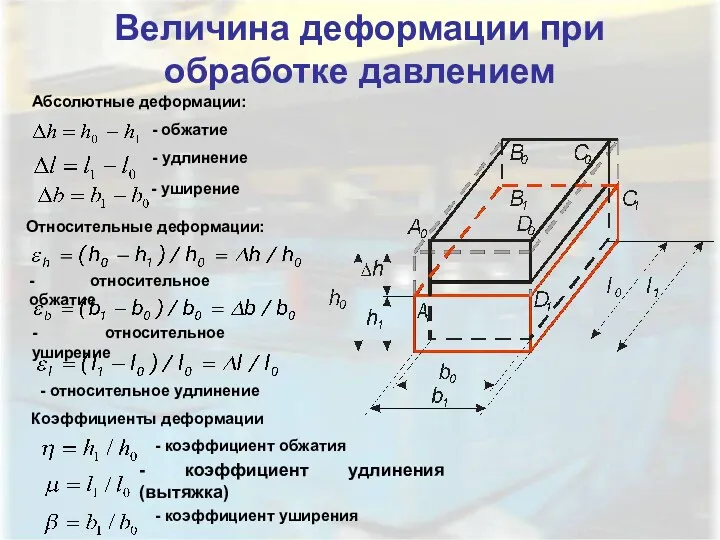
Величина деформации при обработке давлением
Абсолютные деформации:
- обжатие
- удлинение
- уширение
Относительные деформации:
-
Величина деформации при обработке давлением
Абсолютные деформации:
- обжатие
- удлинение
- уширение
Относительные деформации:
-
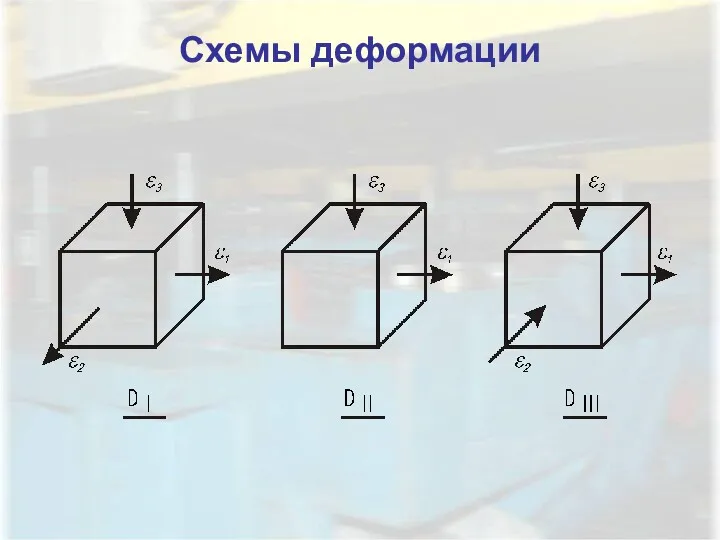
Схемы деформации
Схемы деформации
Закон постоянства объема
Используется: при определении объема исходного металла; определения числа переходов.
Закон
Закон постоянства объема
Используется: при определении объема исходного металла; определения числа переходов.
Закон
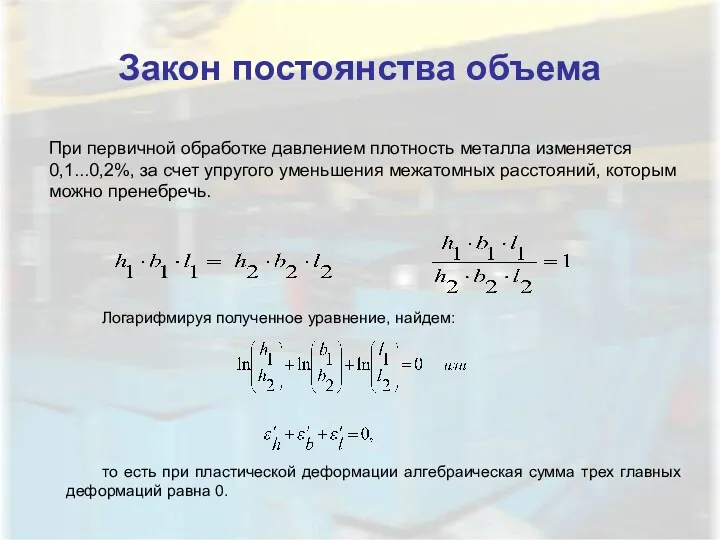
Закон постоянства объема
При первичной обработке давлением плотность металла изменяется 0,1...0,2%, за
Закон постоянства объема
При первичной обработке давлением плотность металла изменяется 0,1...0,2%, за
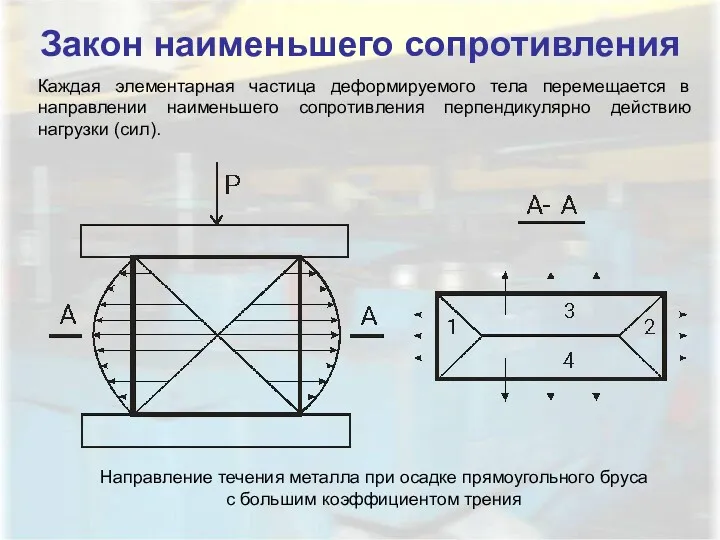
Закон наименьшего сопротивления
Каждая элементарная частица деформируемого тела перемещается в направлении наименьшего
Закон наименьшего сопротивления
Каждая элементарная частица деформируемого тела перемещается в направлении наименьшего
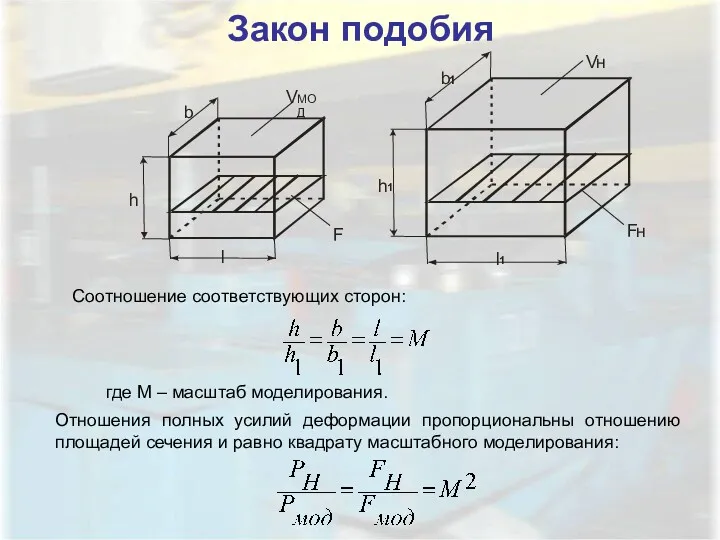
Закон подобия
Соотношение соответствующих сторон:
где М – масштаб моделирования.
Отношения полных усилий деформации
Закон подобия
Соотношение соответствующих сторон:
где М – масштаб моделирования.
Отношения полных усилий деформации
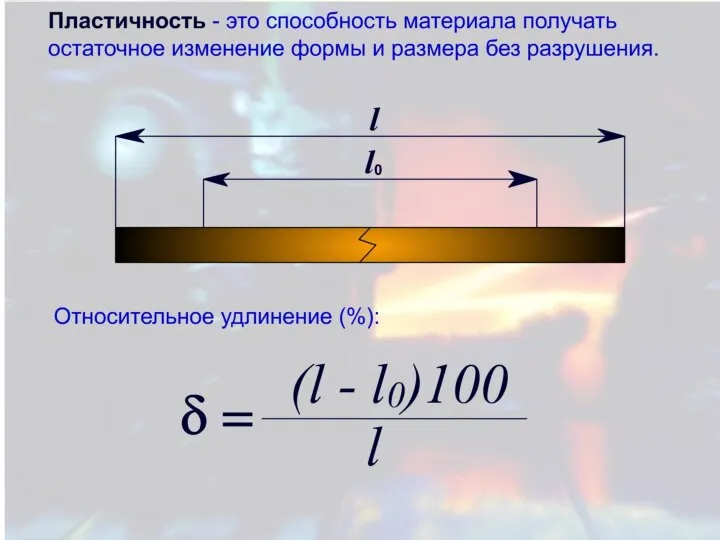
Пластичность
Пластичность
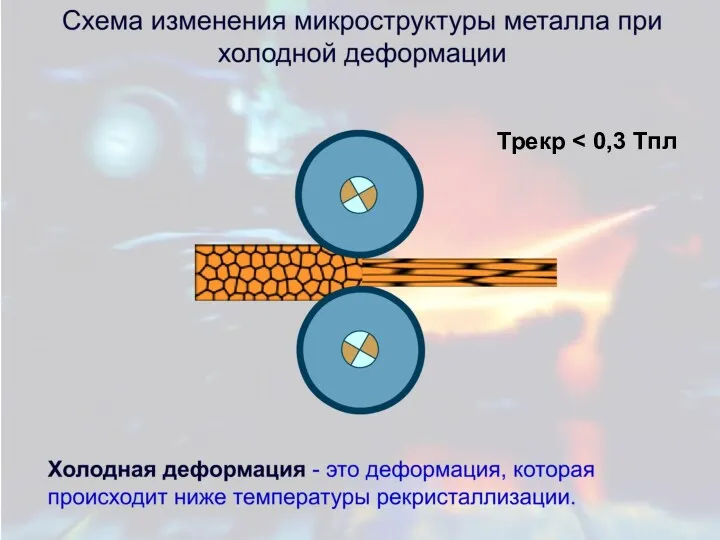
Трекр < 0,3 Тпл
Трекр < 0,3 Тпл
Трекр < 0,3 Тпл
Трекр < 0,3 Тпл
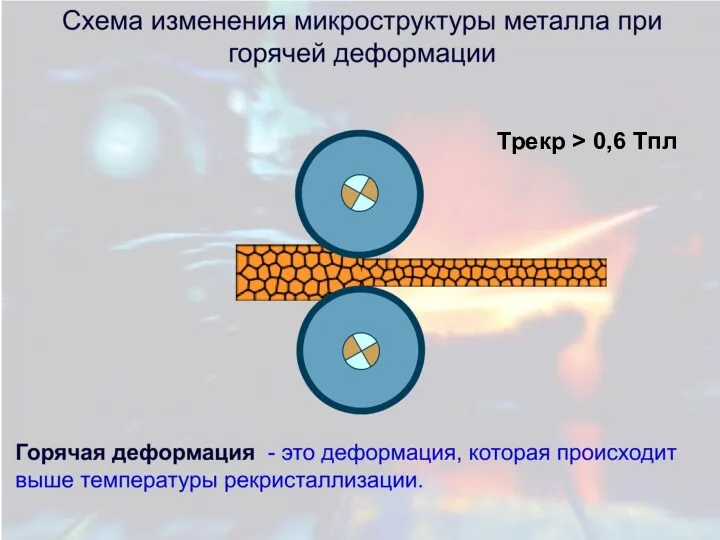
Трекр > 0,6 Тпл
Трекр > 0,6 Тпл
Трекр > 0,6 Тпл
Трекр > 0,6 Тпл
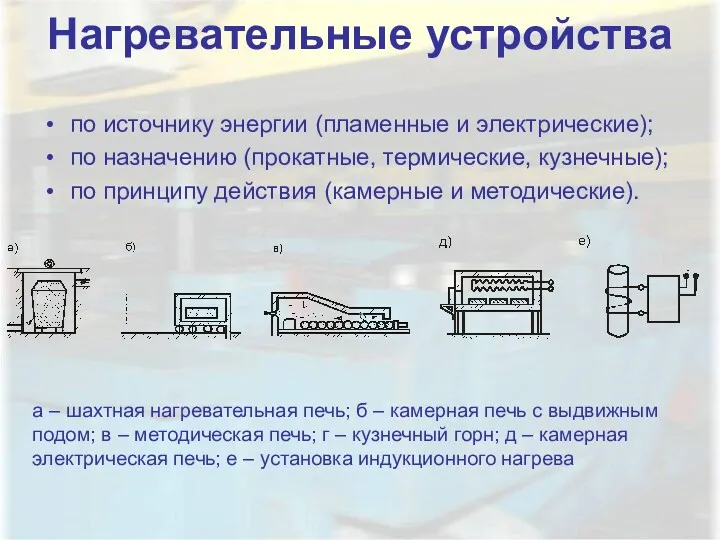
Нагревательные устройства
по источнику энергии (пламенные и электрические);
по назначению (прокатные, термические, кузнечные);
по
Нагревательные устройства
по источнику энергии (пламенные и электрические);
по назначению (прокатные, термические, кузнечные);
по

График нагрева заготовки
1 – температура поверхности;
2 – температура сердцевины;
3 –
График нагрева заготовки
1 – температура поверхности;
2 – температура сердцевины;
3 –

Основные способы обработки давлением
а – прокатка; б – волочение; в –
Основные способы обработки давлением
а – прокатка; б – волочение; в –
Основные способы обработки давлением
Прокатка заключается в обжатии заготовки между двумя вращающимися
Основные способы обработки давлением
Прокатка заключается в обжатии заготовки между двумя вращающимися
 Холинергические синапсы
Холинергические синапсы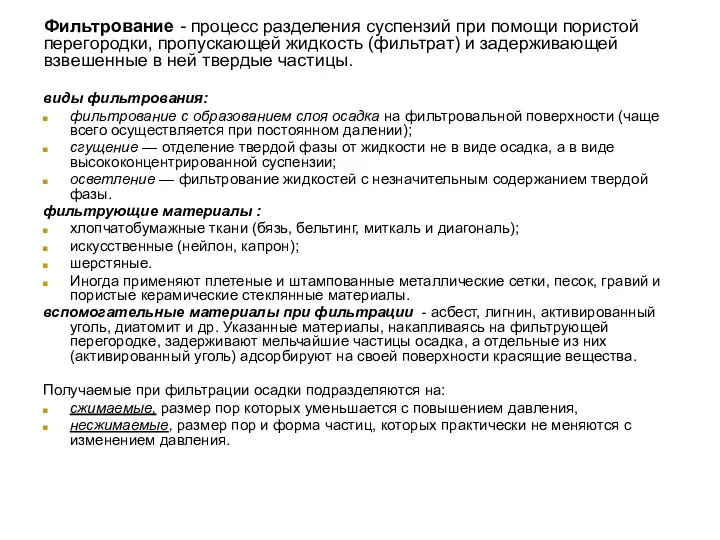 Фильтрование. Фильтрующие материалы
Фильтрование. Фильтрующие материалы Разведение КРС мясного направления
Разведение КРС мясного направления Культура России первой половины XIX века
Культура России первой половины XIX века Электронные усилители
Электронные усилители Полезные советы. Воспитай отличника!
Полезные советы. Воспитай отличника! Мандала и мандалотерапия. Создание мандалы по дате рождения.
Мандала и мандалотерапия. Создание мандалы по дате рождения. Булану мен конденсация
Булану мен конденсация Отношения И.С. Тургенева и Полины Виардо
Отношения И.С. Тургенева и Полины Виардо Палау Республикасы
Палау Республикасы Педагогический совет:Презентация деятельности методической работы.
Педагогический совет:Презентация деятельности методической работы. ГКМП кошек и ДКМП собак – что должен знать некардиолог
ГКМП кошек и ДКМП собак – что должен знать некардиолог С Новым годом!
С Новым годом! В.А. Сухомлинский Почему плачет синичка
В.А. Сухомлинский Почему плачет синичка Профессия программист
Профессия программист Современные педагогические технологии на уроках истории и химии как средство развития мотивации учения
Современные педагогические технологии на уроках истории и химии как средство развития мотивации учения С днём рождения
С днём рождения Операції над об’єктами файлової системи
Операції над об’єктами файлової системи публичная лекция
публичная лекция Человек и среда обитания. Природные опасности
Человек и среда обитания. Природные опасности Физиология сердечно-сосудистой системы
Физиология сердечно-сосудистой системы Разноликая Япония
Разноликая Япония Таможенные ограничения при пересечении границы РФ в ходе туристических поездок
Таможенные ограничения при пересечении границы РФ в ходе туристических поездок Ecological problems Climate change
Ecological problems Climate change Классный час Пушистое счастье
Классный час Пушистое счастье 1 сентября во 2 классе
1 сентября во 2 классе Окислительно-восстановительные реакции
Окислительно-восстановительные реакции Методики воспитания двигательно-координационных способностей
Методики воспитания двигательно-координационных способностей