- Электрическая дуга и ее применение при сварке

Содержание
- 2. ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных
- 3. Цель: В результате обучения по данной теме обучающиеся получат знания о строении сварочной дуги и ее
- 4. Электрическая дуга представляет собой один из видов электрических разрядов в газах, при котором наблюдается прохождение электрического
- 5. Сварочная дуга представляет собой электрический дуговой разряд в ионизированной смеси не только газов, но и паров
- 6. Дуга является частью электрической сварочной цепи. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу
- 7. При коротком замыкании электрода и детали в местах касания их поверхности разогреваются. При размыкании электродов с
- 8. Зажигание дуги при сварке плавящимся электродом также начинается с короткого замыкания. Из-за шероховатости поверхностей касание электрода
- 9. По длине дугового промежутка можно выделить три области : катодную, анодную и находящийся между ними столб
- 10. по применяемым электродам — с плавящимся и неплавящимся; по степени сжатия дуги —свободная и сжатая; по
- 11. Сварочные дуги прямого (а) и косвенного (б) действия
- 12. При применении постоянного тока различают сварку на прямой и обратной полярности. При сварке на прямой полярности
- 13. Дугу можно зажечь путем касания электродом свариваемого изделия и отводом его перпендикулярно вверх. Дугу можно зажечь
- 14. два основных способа возбуждения дуги: способ короткого замыкания и способ высоковольтного высокочастотного разряда. Способ короткого замыкания
- 15. При втором способе возбуждения дуговой разряд развивается из искрового. Для создания искрового разряда используют специальное устройство
- 16. Условия зажигания и устойчивого горения дуги зависят от таких факторов, как род тока (постоянный или переменный),
- 17. Для зажигания дуги требуется большее напряжение, чем напряжение для горения дуги. Напряжение, подводимое от источника питания
- 18. Первое условие зажигания и горения дуги — наличие электрического источника питания дуги достаточной мощности, позволяющего быстро
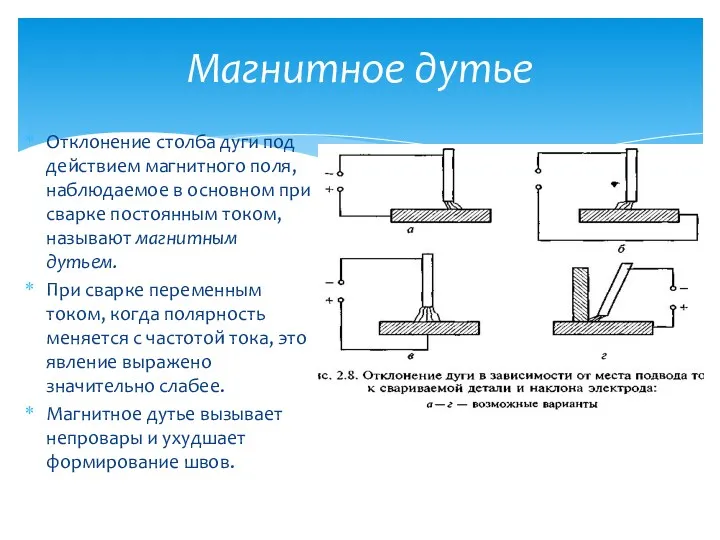
- 19. Магнитное дутье Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при сварке постоянным током,
- 20. Перенос металла может быть различным: крупнокапельный (характерен сварочная ванна для ручной дуговой сварки покрытым электродом) мелкокапельный
- 21. Основная характеристика плавления электрода — линейная скорость его расплавления в единицу времени, которая зависит от состава
- 22. При плавлении на торце электрода образуется капля жидкого металла. Характер переноса электродного металла зависит от соотношения
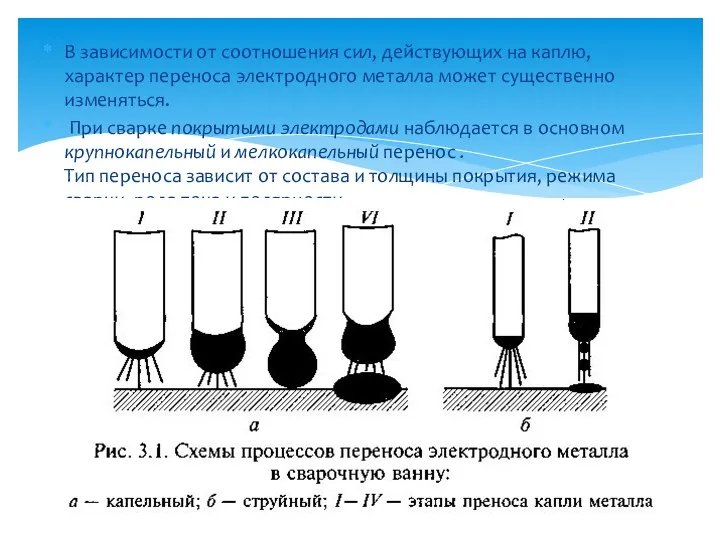
- 23. В зависимости от соотношения сил, действующих на каплю, характер переноса электродного металла может существенно изменяться. При
- 24. Для электродов с основным покрытием характерен крупнокапельный перенос металла в широком диапазоне режимов сварки, что обусловлено
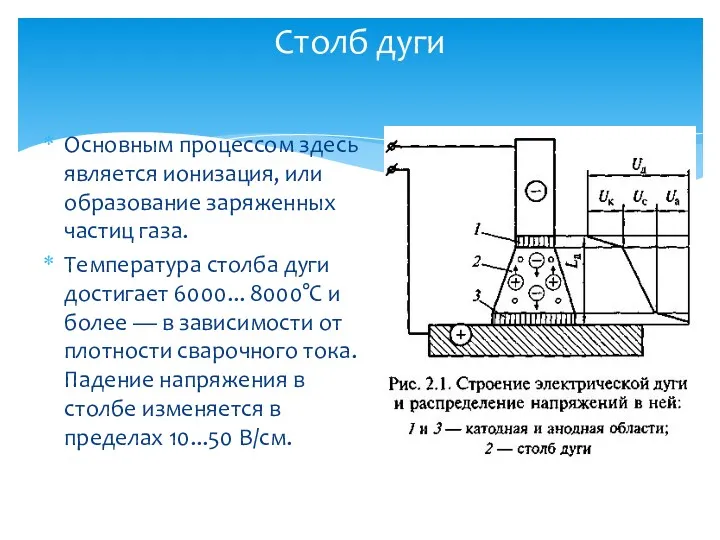
- 25. Столб дуги Основным процессом здесь является ионизация, или образование заряженных частиц газа. Температура столба дуги достигает
- 26. Образование сварочной ванны — важнейший этап получения соединения при сварке плавлением. От формы и размеров сварочной
- 27. Объем сварочной ванны в зависимости от способа и режима сварки изменяется от 0,1 до 10 см3.
- 28. Средняя температура сварочной ванны при сварке под флюсом конструкционных низкоуглеродистых сталей составляет около 1800°С. Максимальная температура
- 29. Давление дуги Столб дуги, находящийся в головной части сварочной ванны, оказывает механическое воздействие — давление на
- 31. Скачать презентацию
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и
Цель: В результате обучения по данной теме обучающиеся получат знания о
Цель: В результате обучения по данной теме обучающиеся получат знания о
Электрическая дуга представляет собой один из видов электрических разрядов в газах,
Электрическая дуга представляет собой один из видов электрических разрядов в газах,
Сварочная дуга представляет собой электрический дуговой разряд в ионизированной смеси не
Сварочная дуга представляет собой электрический дуговой разряд в ионизированной смеси не
Дуга является частью электрической сварочной цепи. При сварке на постоянном токе
Дуга является частью электрической сварочной цепи. При сварке на постоянном токе
При коротком замыкании электрода и детали в местах касания их
При коротком замыкании электрода и детали в местах касания их
Зажигание дуги при сварке плавящимся электродом также начинается с короткого замыкания.
Зажигание дуги при сварке плавящимся электродом также начинается с короткого замыкания.
По длине дугового промежутка можно выделить три области : катодную, анодную
По длине дугового промежутка можно выделить три области : катодную, анодную
по применяемым электродам — с плавящимся и неплавящимся;
по степени сжатия дуги
по применяемым электродам — с плавящимся и неплавящимся;
по степени сжатия дуги
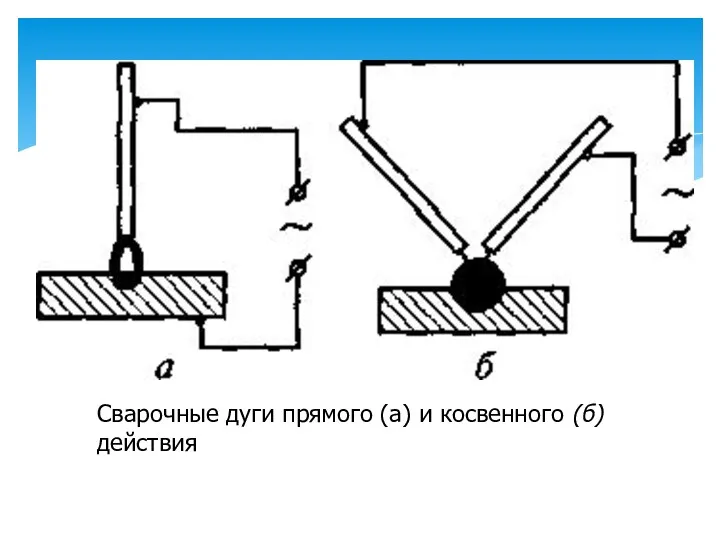
Сварочные дуги прямого (а) и косвенного (б) действия
Сварочные дуги прямого (а) и косвенного (б) действия
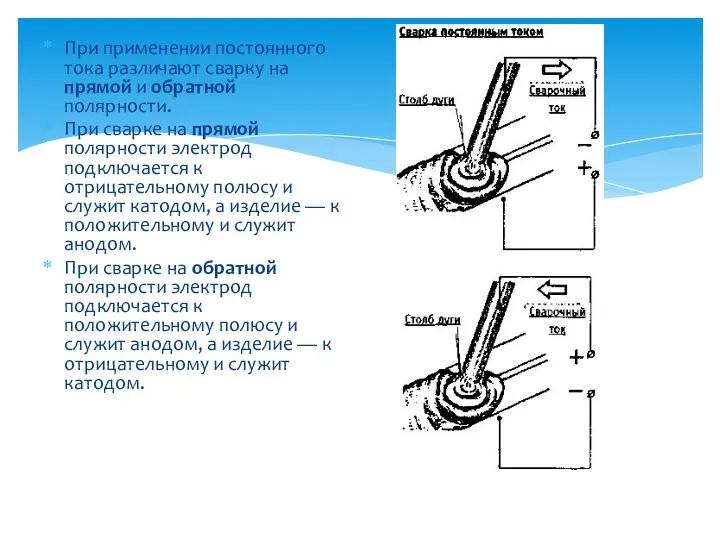
При применении постоянного
тока различают сварку на прямой и обратной полярности.
При сварке
При применении постоянного
тока различают сварку на прямой и обратной полярности.
При сварке
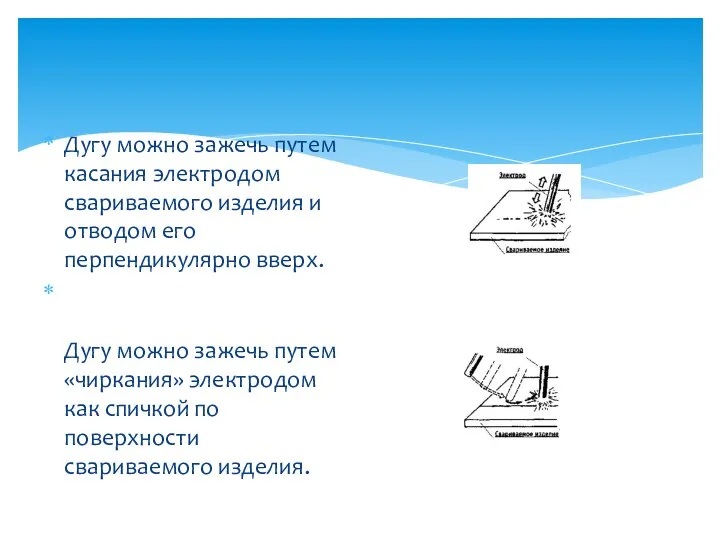
Дугу можно зажечь путем касания электродом свариваемого изделия и отводом его
Дугу можно зажечь путем касания электродом свариваемого изделия и отводом его
два основных способа возбуждения дуги: способ короткого замыкания и способ высоковольтного
два основных способа возбуждения дуги: способ короткого замыкания и способ высоковольтного
При втором способе возбуждения дуговой разряд развивается из искрового.
Для создания
При втором способе возбуждения дуговой разряд развивается из искрового.
Для создания
Условия зажигания и устойчивого горения дуги зависят от таких факторов, как
Условия зажигания и устойчивого горения дуги зависят от таких факторов, как
Для зажигания дуги требуется большее напряжение, чем напряжение для горения дуги.
Для зажигания дуги требуется большее напряжение, чем напряжение для горения дуги.
Первое условие зажигания и горения дуги — наличие электрического источника питания
Первое условие зажигания и горения дуги — наличие электрического источника питания
Магнитное дутье
Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном
Магнитное дутье
Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном
Перенос металла может быть различным:
крупнокапельный (характерен сварочная ванна для ручной дуговой
Перенос металла может быть различным:
крупнокапельный (характерен сварочная ванна для ручной дуговой
Основная характеристика плавления электрода — линейная скорость его расплавления в единицу
Основная характеристика плавления электрода — линейная скорость его расплавления в единицу
При плавлении на торце электрода образуется капля жидкого металла.
Характер переноса электродного
При плавлении на торце электрода образуется капля жидкого металла.
Характер переноса электродного
В зависимости от соотношения сил, действующих на каплю,
характер переноса электродного металла
В зависимости от соотношения сил, действующих на каплю, характер переноса электродного металла
Для электродов с основным покрытием характерен крупнокапельный перенос металла в широком
Для электродов с основным покрытием характерен крупнокапельный перенос металла в широком
Столб дуги
Основным процессом здесь является ионизация, или образование заряженных частиц газа.
Температура
Столб дуги
Основным процессом здесь является ионизация, или образование заряженных частиц газа.
Температура
Образование сварочной ванны — важнейший этап получения соединения при сварке плавлением.
Образование сварочной ванны — важнейший этап получения соединения при сварке плавлением.

Объем сварочной ванны в зависимости от способа и режима сварки изменяется
Объем сварочной ванны в зависимости от способа и режима сварки изменяется
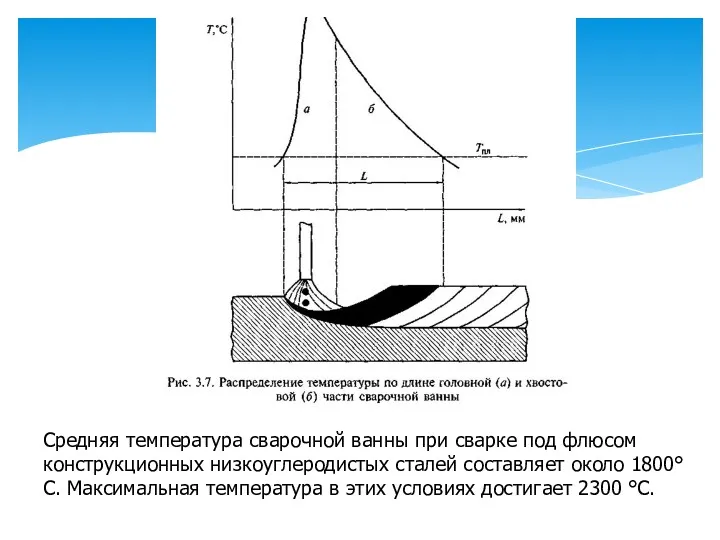
Средняя температура сварочной ванны при сварке под флюсом конструкционных низкоуглеродистых сталей
Средняя температура сварочной ванны при сварке под флюсом конструкционных низкоуглеродистых сталей
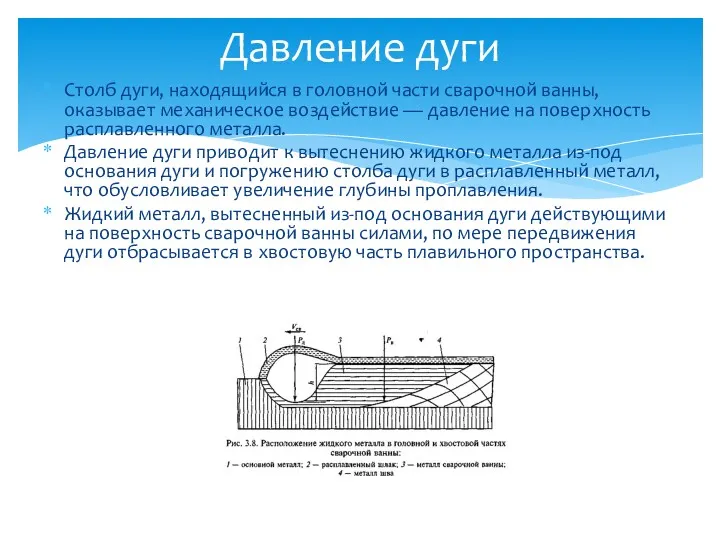
Давление дуги
Столб дуги, находящийся в головной части сварочной ванны,
оказывает механическое воздействие
Давление дуги
Столб дуги, находящийся в головной части сварочной ванны, оказывает механическое воздействие
 Мир растений. Лекарственные растения
Мир растений. Лекарственные растения Пости централізації, кросовий монтаж і технічне обслуговування станційних пристроїв
Пости централізації, кросовий монтаж і технічне обслуговування станційних пристроїв Салық – мемлекеттік бюджетке заңды және жеке тұлғалардан белгілі бір мөлшерде түсетін міндетті
Салық – мемлекеттік бюджетке заңды және жеке тұлғалардан белгілі бір мөлшерде түсетін міндетті Технология ручной дуговой сварки неплавящимся электродом в защитном газе углеродистых сталей, цветных металлов и их сплавов
Технология ручной дуговой сварки неплавящимся электродом в защитном газе углеродистых сталей, цветных металлов и их сплавов Презентация:Использования ИКТ для формирования открытого информационного пространства ДОУ
Презентация:Использования ИКТ для формирования открытого информационного пространства ДОУ Залог успешной работы– это благоприятный психологический климат в классе
Залог успешной работы– это благоприятный психологический климат в классе ФГОС как система обязательных требований.
ФГОС как система обязательных требований. Внутрипартийная борьба в 20-е годы ХХ века в России
Внутрипартийная борьба в 20-е годы ХХ века в России Использование проектной технологии в обучении географии
Использование проектной технологии в обучении географии Праздник праздников, торжество из торжеств
Праздник праздников, торжество из торжеств Автоматизация звука [Р] в середине слова (стечение согласных)
Автоматизация звука [Р] в середине слова (стечение согласных) Бесполое размножение организмов
Бесполое размножение организмов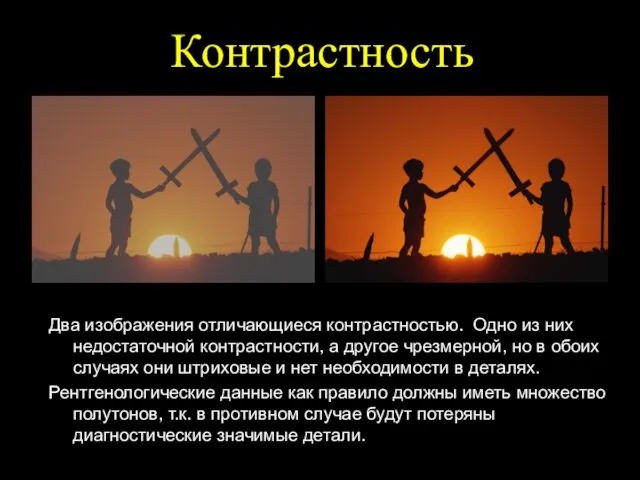 Контрастность изображения
Контрастность изображения Анализ деятельности МОУДОД ЦДТ Созвездие (презентация)
Анализ деятельности МОУДОД ЦДТ Созвездие (презентация) Признаки делимости на 2, 5, 10
Признаки делимости на 2, 5, 10 Город сквозь времена и страны
Город сквозь времена и страны Эхокардиография
Эхокардиография презентация
презентация Запись на программу персонифицированного дополнительного образования
Запись на программу персонифицированного дополнительного образования Проведение дезинфекции в образовательной организации
Проведение дезинфекции в образовательной организации ОБЖ в условиях лета
ОБЖ в условиях лета Презентация Развитие речи Вашего малыша
Презентация Развитие речи Вашего малыша Электронное портфолио педагога-организатора
Электронное портфолио педагога-организатора Использование деятельностного подхода в ОД при формировании ОБЖ
Использование деятельностного подхода в ОД при формировании ОБЖ Тұздау, ашыту және маринадтау әдістері
Тұздау, ашыту және маринадтау әдістері Графика системы matlab. (Лекция 2)
Графика системы matlab. (Лекция 2) diplom (3)
diplom (3) ООПТ Ульяновской области
ООПТ Ульяновской области