- Основы технологии сварочного производства

Содержание
- 2. В качестве основной литературы: Материаловедение и технология конструкционных материалов: учебник для вузов / В.Б. Арзамасов [и
- 3. Сущность процесса сварки и область её применения 1. ОСНОВЫ ТЕХНОЛОГИИ СВАРОЧНОГО ПРОИЗВОДСТВА Сварка, пайка и резка
- 4. 1.1 ФИЗИЧЕСКИЕ ОСНОВЫ И КЛАССИФИКАЦИЯ СПОСОБОВ СВАРКИ 1.1.1 Сущность процесса сварки Сваркой называется процесс получения неразъемных
- 5. Атом К, выходящий на поверхность, отличается от уравновешенного атома М тем, что он имеет одну свободную
- 6. Соединение реальных твердых тел (сварка) затруднена рядом обстоятельств. Реальные тела — поликристаллические. Образование соединения затруднено наличием
- 7. 1.1.2 Классификация способов сварки По физической сущности образования сварного соединения все виды сварки в соответствии с
- 8. К термическому классу относятся виды сварки плавлением, т. е. с местным расплавлением соединяемых частей с использованием
- 9. К термомеханическому классу относятся виды сварки, при которых образование соединений осуществляется за счет тепловой энергии и
- 10. Термомеханические и механические виды сварки имеют определенные преимущества по сравнению с термическими: Для соединения деталей этими
- 11. По виду используемой энергии все способы сварки можно разделить на механическую, химическую, электрическую, лучевую, электромеханическую, химико-механическую,
- 12. Благодаря различным практическим приспособлениям можно выполнять сварку так, чтобы свести деформацию до минимума. Поэтому сварка должна
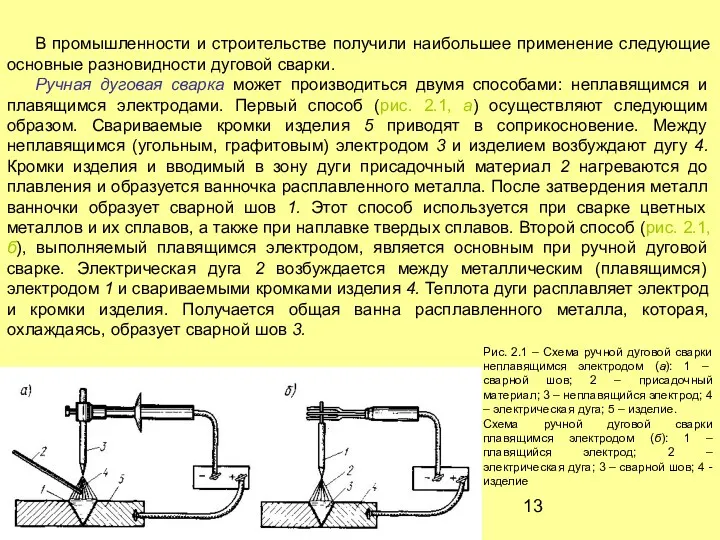
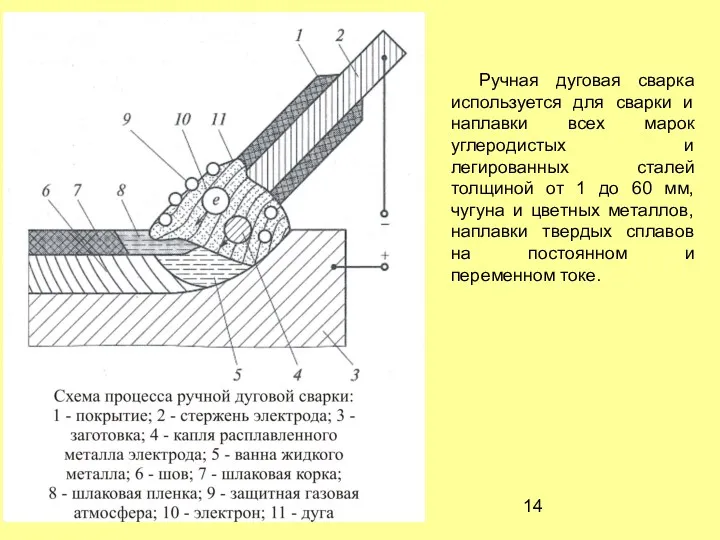
- 13. В промышленности и строительстве получили наибольшее применение следующие основные разновидности дуговой сварки. Ручная дуговая сварка может
- 14. Ручная дуговая сварка используется для сварки и наплавки всех марок углеродистых и легированных сталей толщиной от
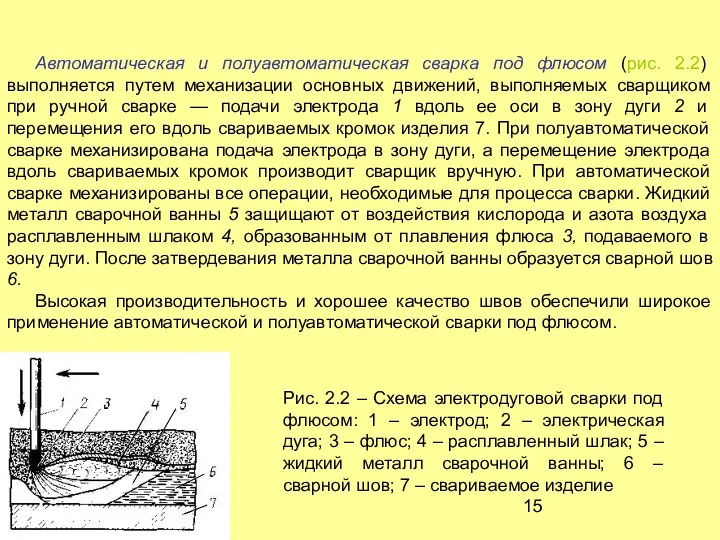
- 15. Автоматическая и полуавтоматическая сварка под флюсом (рис. 2.2) выполняется путем механизации основных движений, выполняемых сварщиком при
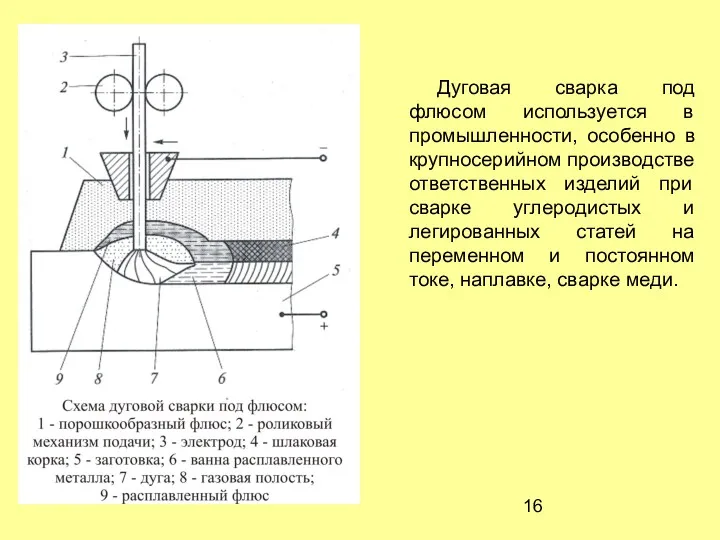
- 16. Дуговая сварка под флюсом используется в промышленности, особенно в крупносерийном производстве ответственных изделий при сварке углеродистых
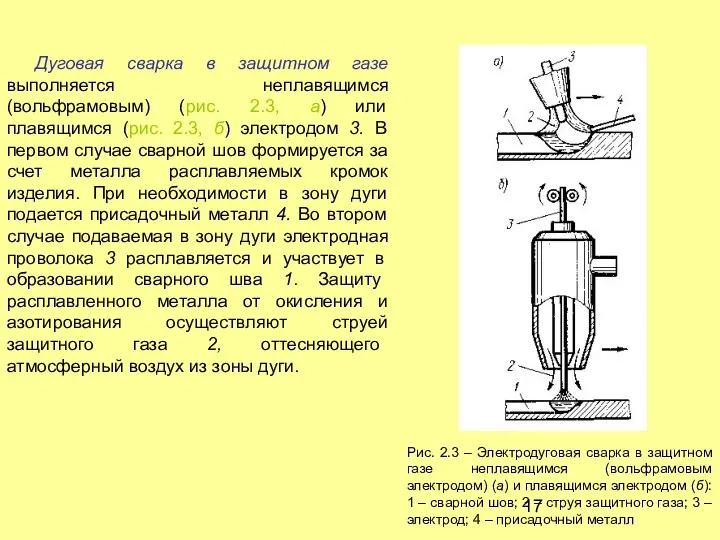
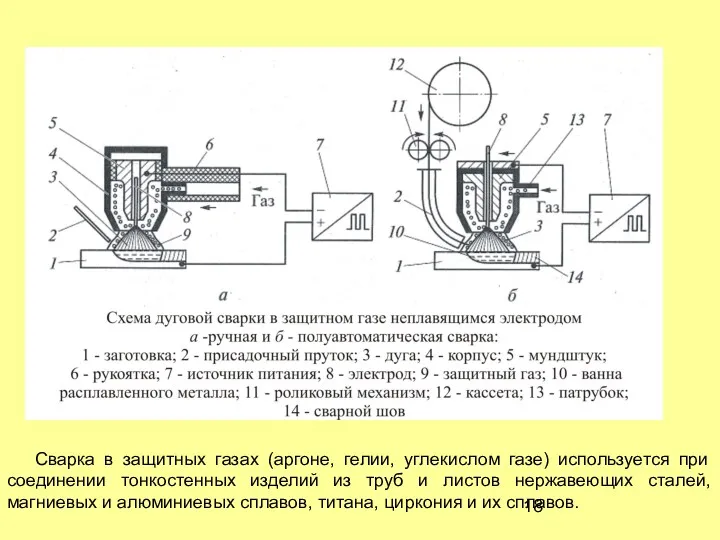
- 17. Дуговая сварка в защитном газе выполняется неплавящимся (вольфрамовым) (рис. 2.3, а) или плавящимся (рис. 2.3, б)
- 18. Сварка в защитных газах (аргоне, гелии, углекислом газе) используется при соединении тонкостенных изделий из труб и
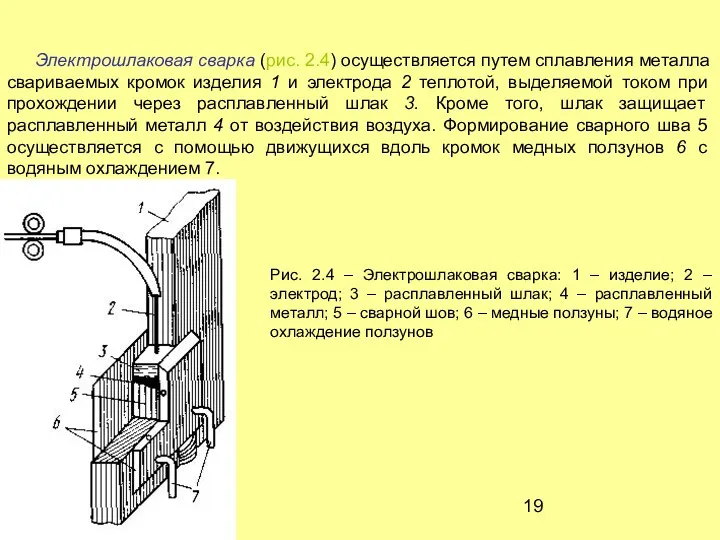
- 19. Электрошлаковая сварка (рис. 2.4) осуществляется путем сплавления металла свариваемых кромок изделия 1 и электрода 2 теплотой,
- 20. Электрошлаковая сварка используется при соединении толстостенных барабанов для котлов высокого давления, валов для гидравлических турбин, станин
- 21. 2.2 Особые виды сварки В промышленности и строительстве все более широкое применение получают тугоплавкие и химически
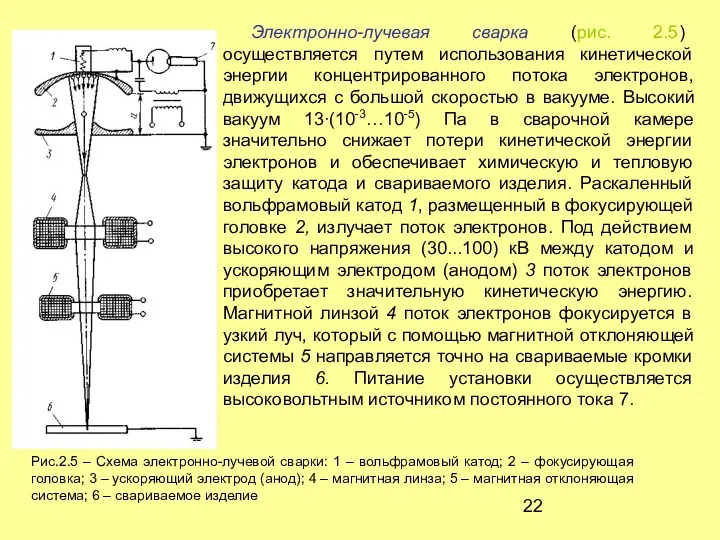
- 22. Электронно-лучевая сварка (рис. 2.5) осуществляется путем использования кинетической энергии концентрированного потока электронов, движущихся с большой скоростью
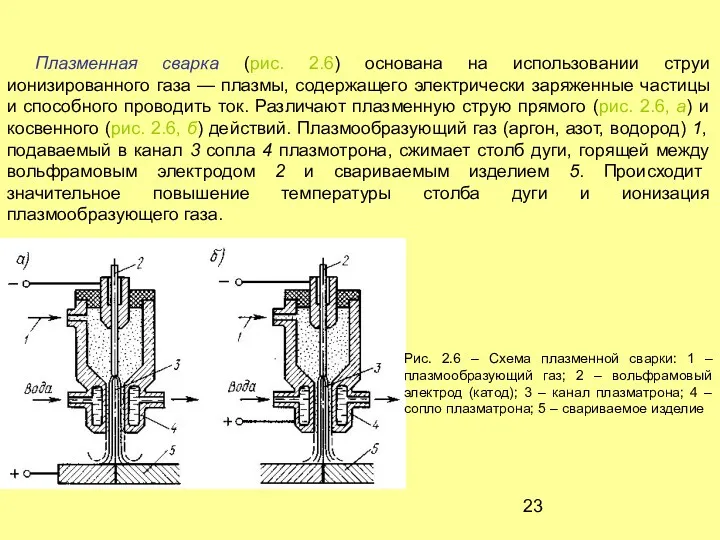
- 23. Плазменная сварка (рис. 2.6) основана на использовании струи ионизированного газа — плазмы, содержащего электрически заряженные частицы
- 24. Струей нагретого до (10...30)∙103 °С и ионизированного газа – плазмы - сваривают самые различные тугоплавкие сплавы,
- 25. Электрон —- это частица весьма малой массы, несущая элементарный (наименьший, неделимый) электрический заряд отрицательного знака. Масса
- 26. При термоэлектронной эмиссии происходит «испарение» свободных электронов с поверхности металла благодаря высокой температуре. Чем выше температура
- 27. Ионизация газовой среды характеризуется степенью ионизации, т. е. отношением числа заряженных частиц в данном объеме к
- 28. Сложные атомы, содержащие в своем составе много электронов, имеют несколько потенциалов ионизации. Первый потенциал ионизации соответствует
- 29. Электрическая дуга постоянного тока возбуждается при соприкосновении торца электрода и кромок свариваемой детали. Контакт в начальный
- 31. Катодная зона длиной около 10-5 см начинается с раскаленного торца катода, на котором расположено так называемое
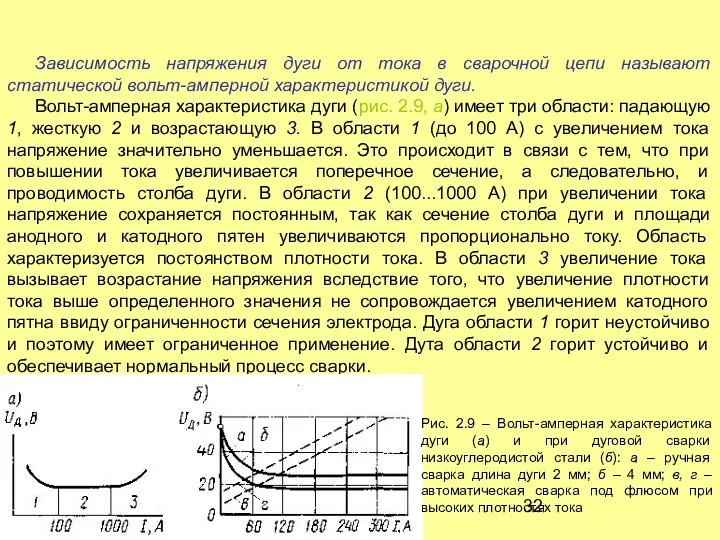
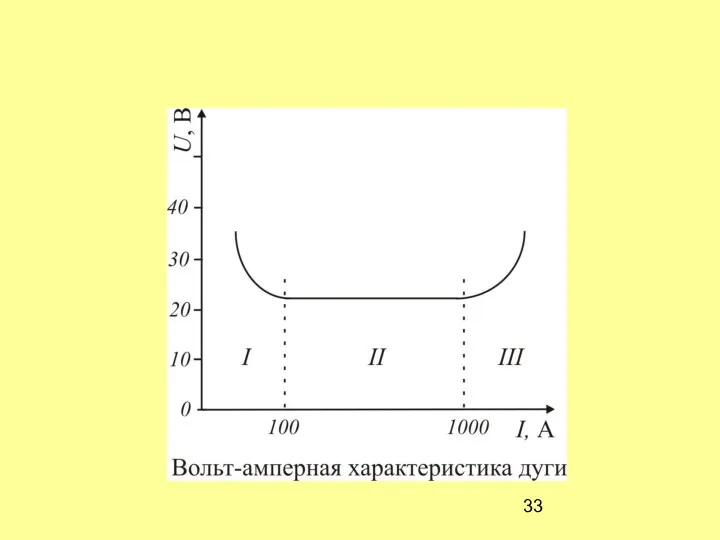
- 32. Зависимость напряжения дуги от тока в сварочной цепи называют статической вольт-амперной характеристикой дуги. Вольт-амперная характеристика дуги
- 34. Напряжение, необходимое для возбуждения дуги, зависит: от рода тока (постоянный или переменный); дугового промежутка; материала электрода
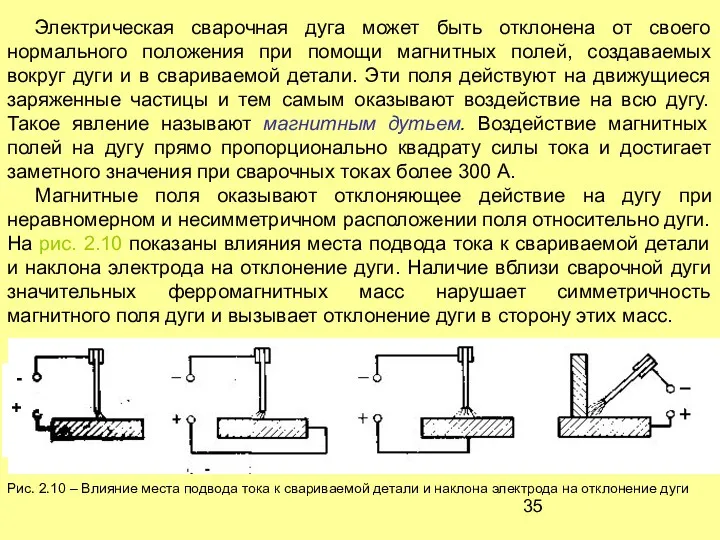
- 35. Электрическая сварочная дуга может быть отклонена от своего нормального положения при помощи магнитных полей, создаваемых вокруг
- 36. Магнитное дутье в некоторых случаях затрудняет процесс сварки, и поэтому принимаются меры по снижению его действия
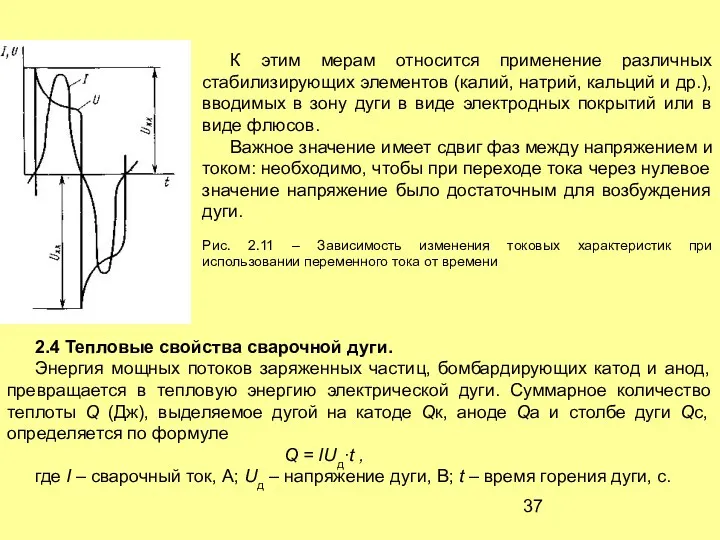
- 37. К этим мерам относится применение различных стабилизирующих элементов (калий, натрий, кальций и др.), вводимых в зону
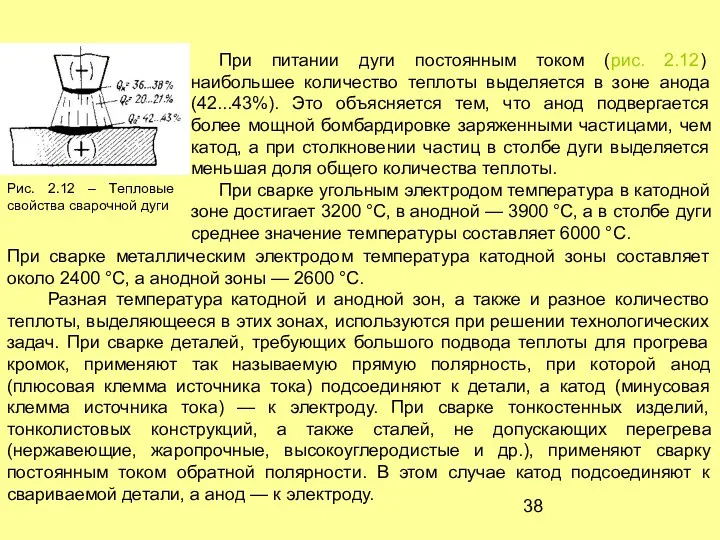
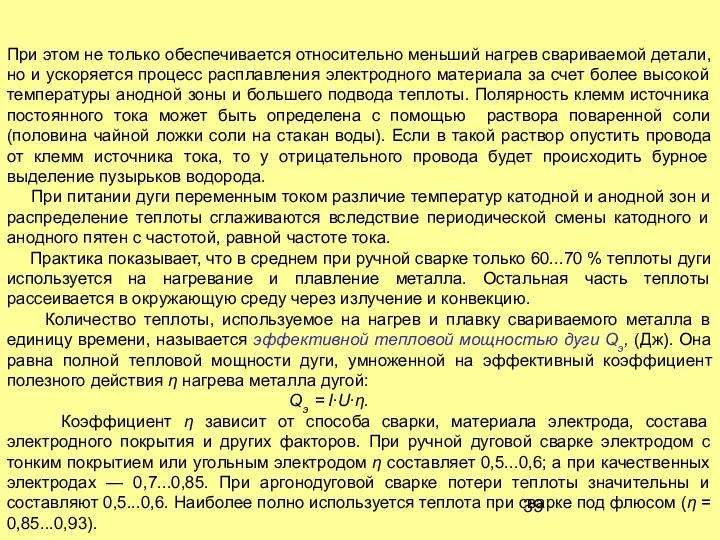
- 38. При питании дуги постоянным током (рис. 2.12) наибольшее количество теплоты выделяется в зоне анода (42...43%). Это
- 39. При этом не только обеспечивается относительно меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного
- 41. Скачать презентацию
В качестве основной литературы:
Материаловедение и технология конструкционных материалов: учебник для вузов
В качестве основной литературы:
Материаловедение и технология конструкционных материалов: учебник для вузов
Сущность процесса сварки и область её применения
1. ОСНОВЫ ТЕХНОЛОГИИ СВАРОЧНОГО ПРОИЗВОДСТВА
Сварка,
Сущность процесса сварки и область её применения
1. ОСНОВЫ ТЕХНОЛОГИИ СВАРОЧНОГО ПРОИЗВОДСТВА
Сварка,
1.1 ФИЗИЧЕСКИЕ ОСНОВЫ И КЛАССИФИКАЦИЯ СПОСОБОВ СВАРКИ
1.1.1 Сущность процесса сварки
Сваркой называется
1.1 ФИЗИЧЕСКИЕ ОСНОВЫ И КЛАССИФИКАЦИЯ СПОСОБОВ СВАРКИ
1.1.1 Сущность процесса сварки
Сваркой называется
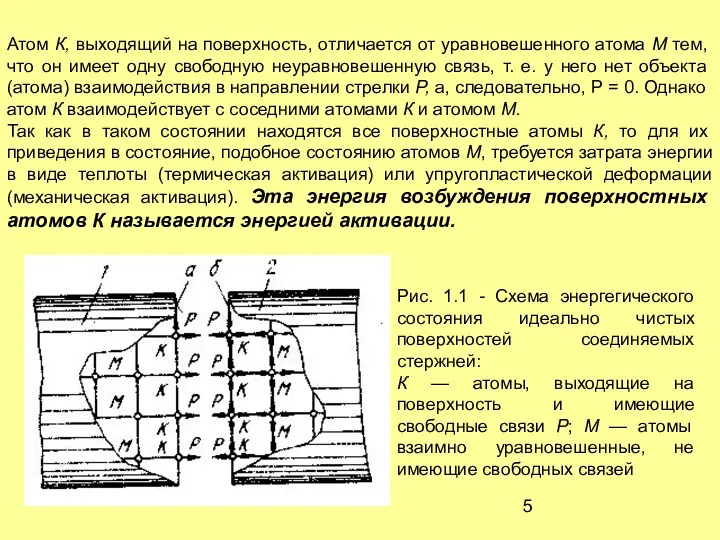
Атом К, выходящий на поверхность, отличается от уравновешенного атома М тем,
Атом К, выходящий на поверхность, отличается от уравновешенного атома М тем,
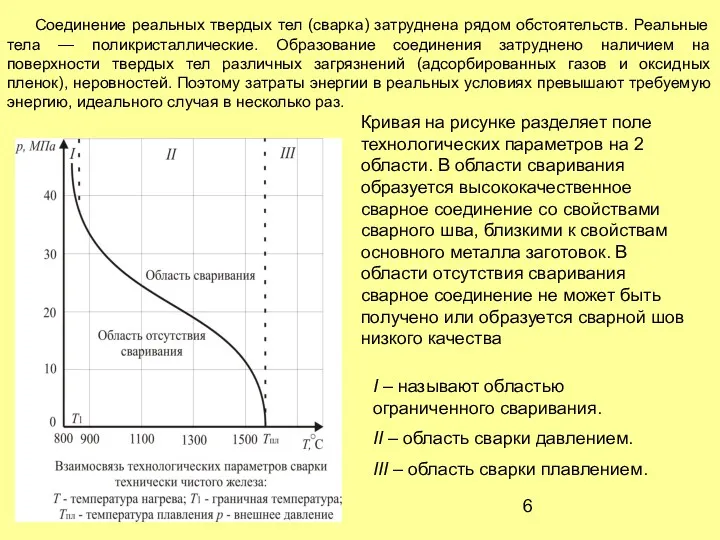
Соединение реальных твердых тел (сварка) затруднена рядом обстоятельств. Реальные тела —
Соединение реальных твердых тел (сварка) затруднена рядом обстоятельств. Реальные тела —
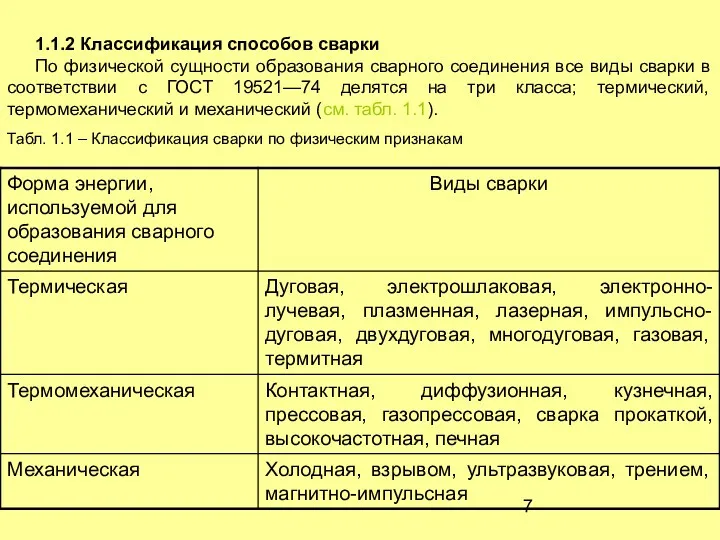
1.1.2 Классификация способов сварки
По физической сущности образования сварного соединения все виды
1.1.2 Классификация способов сварки
По физической сущности образования сварного соединения все виды
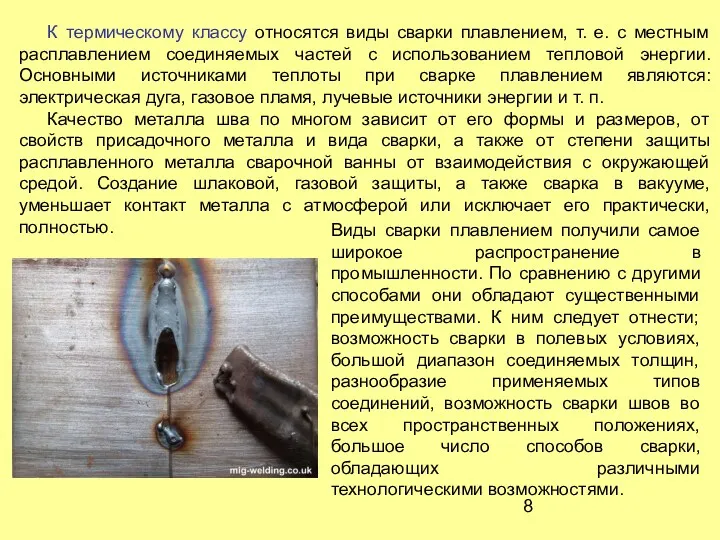
К термическому классу относятся виды сварки плавлением, т. е. с местным
К термическому классу относятся виды сварки плавлением, т. е. с местным
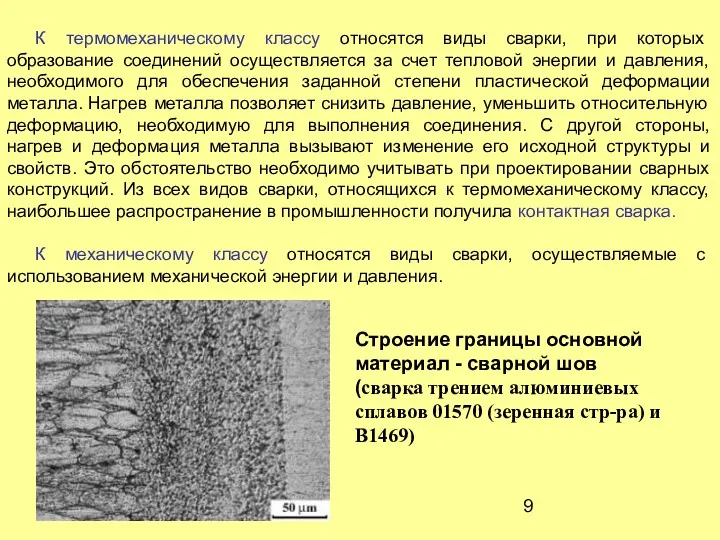
К термомеханическому классу относятся виды сварки, при которых образование соединений осуществляется
К термомеханическому классу относятся виды сварки, при которых образование соединений осуществляется
Термомеханические и механические виды сварки имеют определенные преимущества по сравнению с
Термомеханические и механические виды сварки имеют определенные преимущества по сравнению с
По виду используемой энергии все способы сварки можно разделить на механическую,
По виду используемой энергии все способы сварки можно разделить на механическую,
Благодаря различным практическим приспособлениям можно выполнять сварку так, чтобы свести деформацию
Благодаря различным практическим приспособлениям можно выполнять сварку так, чтобы свести деформацию
В промышленности и строительстве получили наибольшее применение следующие основные разновидности дуговой
В промышленности и строительстве получили наибольшее применение следующие основные разновидности дуговой
Ручная дуговая сварка используется для сварки и наплавки всех марок углеродистых
Ручная дуговая сварка используется для сварки и наплавки всех марок углеродистых
Автоматическая и полуавтоматическая сварка под флюсом (рис. 2.2) выполняется путем механизации
Автоматическая и полуавтоматическая сварка под флюсом (рис. 2.2) выполняется путем механизации
Дуговая сварка под флюсом используется в промышленности, особенно в крупносерийном производстве
Дуговая сварка под флюсом используется в промышленности, особенно в крупносерийном производстве
Дуговая сварка в защитном газе выполняется неплавящимся (вольфрамовым) (рис. 2.3, а)
Дуговая сварка в защитном газе выполняется неплавящимся (вольфрамовым) (рис. 2.3, а)
Сварка в защитных газах (аргоне, гелии, углекислом газе) используется при соединении
Сварка в защитных газах (аргоне, гелии, углекислом газе) используется при соединении
Электрошлаковая сварка (рис. 2.4) осуществляется путем сплавления металла свариваемых кромок изделия
Электрошлаковая сварка (рис. 2.4) осуществляется путем сплавления металла свариваемых кромок изделия

Электрошлаковая сварка используется при соединении толстостенных барабанов для котлов высокого давления,
Электрошлаковая сварка используется при соединении толстостенных барабанов для котлов высокого давления,
2.2 Особые виды сварки
В промышленности и строительстве все более широкое применение
2.2 Особые виды сварки
В промышленности и строительстве все более широкое применение
Электронно-лучевая сварка (рис. 2.5) осуществляется путем использования кинетической энергии концентрированного потока
Электронно-лучевая сварка (рис. 2.5) осуществляется путем использования кинетической энергии концентрированного потока
Плазменная сварка (рис. 2.6) основана на использовании струи ионизированного газа —
Плазменная сварка (рис. 2.6) основана на использовании струи ионизированного газа —
Струей нагретого до (10...30)∙103 °С и ионизированного газа – плазмы -
Струей нагретого до (10...30)∙103 °С и ионизированного газа – плазмы -
Электрон —- это частица весьма малой массы, несущая элементарный (наименьший, неделимый)
Электрон —- это частица весьма малой массы, несущая элементарный (наименьший, неделимый)
При термоэлектронной эмиссии происходит «испарение» свободных электронов с поверхности металла благодаря
При термоэлектронной эмиссии происходит «испарение» свободных электронов с поверхности металла благодаря
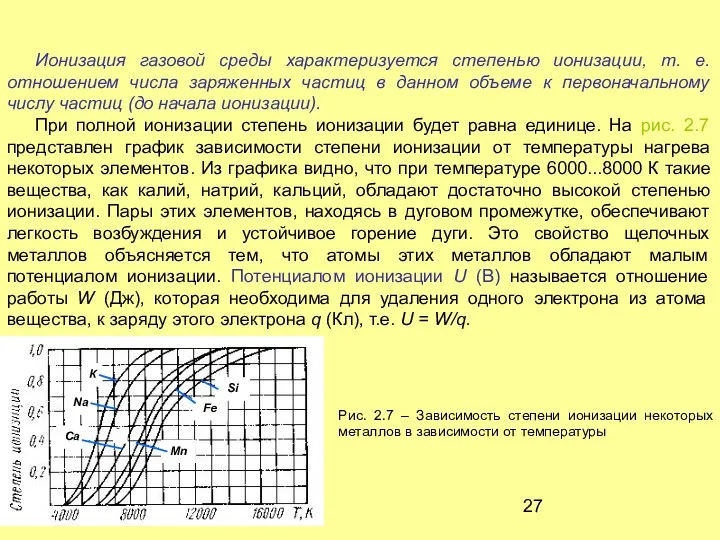
Ионизация газовой среды характеризуется степенью ионизации, т. е. отношением числа заряженных
Ионизация газовой среды характеризуется степенью ионизации, т. е. отношением числа заряженных
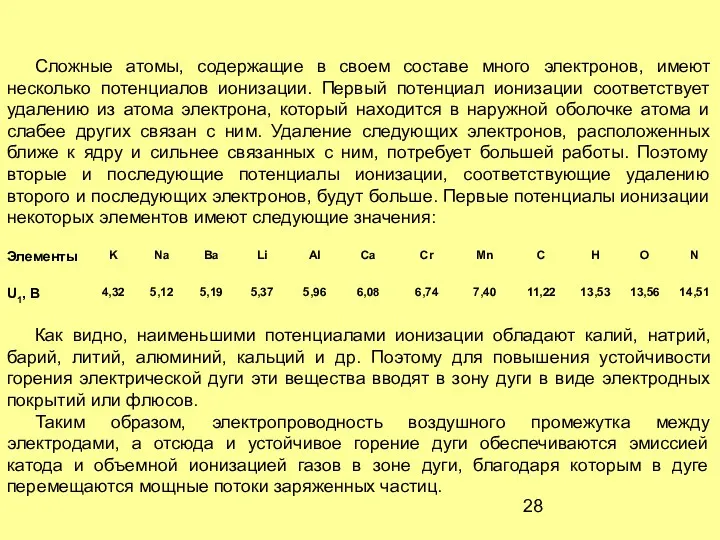
Сложные атомы, содержащие в своем составе много электронов, имеют несколько потенциалов
Сложные атомы, содержащие в своем составе много электронов, имеют несколько потенциалов
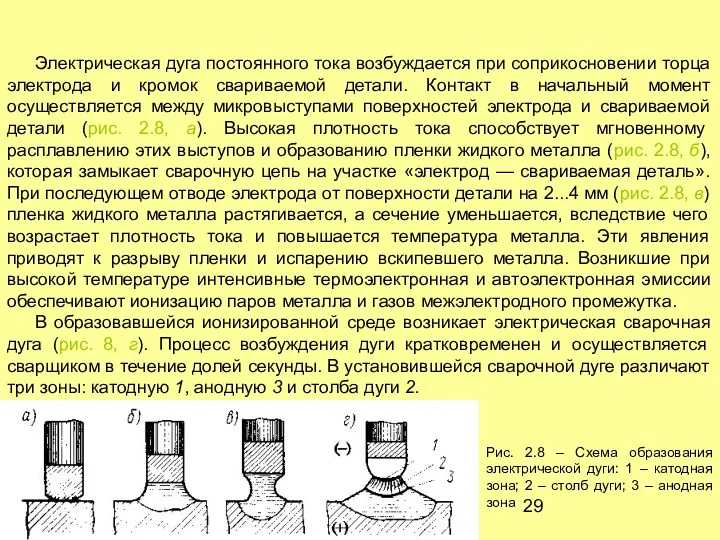
Электрическая дуга постоянного тока возбуждается при соприкосновении торца электрода и кромок
Электрическая дуга постоянного тока возбуждается при соприкосновении торца электрода и кромок
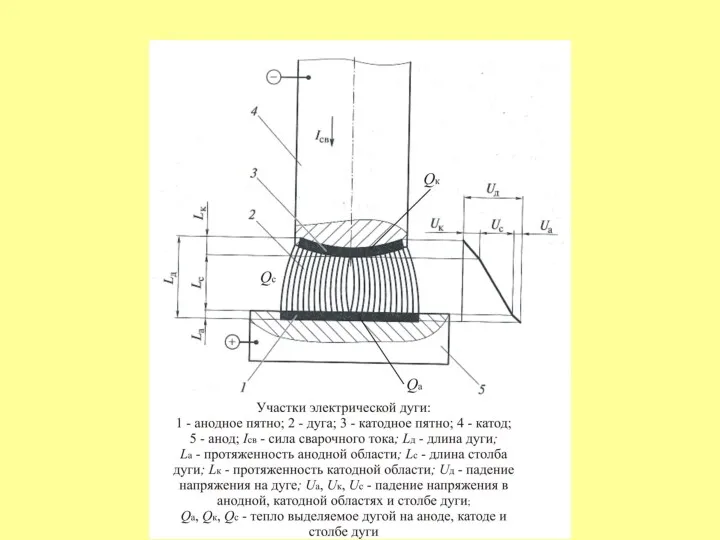
Катодная зона длиной около 10-5 см начинается с раскаленного торца катода,
Катодная зона длиной около 10-5 см начинается с раскаленного торца катода,
Зависимость напряжения дуги от тока в сварочной цепи называют статической вольт-амперной
Зависимость напряжения дуги от тока в сварочной цепи называют статической вольт-амперной
Напряжение, необходимое для возбуждения дуги, зависит: от рода тока (постоянный или
Напряжение, необходимое для возбуждения дуги, зависит: от рода тока (постоянный или
Электрическая сварочная дуга может быть отклонена от своего нормального положения при
Электрическая сварочная дуга может быть отклонена от своего нормального положения при
Магнитное дутье в некоторых случаях затрудняет процесс сварки, и поэтому принимаются
Магнитное дутье в некоторых случаях затрудняет процесс сварки, и поэтому принимаются
К этим мерам относится применение различных стабилизирующих элементов (калий, натрий, кальций
К этим мерам относится применение различных стабилизирующих элементов (калий, натрий, кальций
При питании дуги постоянным током (рис. 2.12) наибольшее количество теплоты выделяется
При питании дуги постоянным током (рис. 2.12) наибольшее количество теплоты выделяется
При этом не только обеспечивается относительно меньший нагрев свариваемой детали, но
При этом не только обеспечивается относительно меньший нагрев свариваемой детали, но
 Работа с программно-аппаратным комплексом УКЭБ производства компании Электронный вокзал
Работа с программно-аппаратным комплексом УКЭБ производства компании Электронный вокзал Питание и кормление пациентов
Питание и кормление пациентов Нелинейные электрические цепи
Нелинейные электрические цепи У Васюньки день народження
У Васюньки день народження Беспроводные локальные сети Wlan
Беспроводные локальные сети Wlan Нефть и её транспортировка
Нефть и её транспортировка Ettevõtete ühinemised ja ülevõtmised Tulemuslikkuse hindamise süsteemid
Ettevõtete ühinemised ja ülevõtmised Tulemuslikkuse hindamise süsteemid Проектная работа. Здоровье. Правильная осанка- залог здоровья
Проектная работа. Здоровье. Правильная осанка- залог здоровья Кроссворд по правилам дорожного движения
Кроссворд по правилам дорожного движения Исследовательская работа Участники ВОВ - наши земляки
Исследовательская работа Участники ВОВ - наши земляки звуковой анализ
звуковой анализ Объяснения сторон и третьих лиц
Объяснения сторон и третьих лиц Мастер - класс на тему:Развитие познавательных способностей у дошкольников через использование песочной терапии
Мастер - класс на тему:Развитие познавательных способностей у дошкольников через использование песочной терапии Лечебное питание при заболеваниях почек и мочевыводящих путей
Лечебное питание при заболеваниях почек и мочевыводящих путей Презентация к классному часу Всех на свете дороже доброта
Презентация к классному часу Всех на свете дороже доброта Достопримечательности города Дрезден
Достопримечательности города Дрезден Информационные технологии давно стали частью образовательного процесса, однако с появлением ЭОР открылась новая страница
Информационные технологии давно стали частью образовательного процесса, однако с появлением ЭОР открылась новая страница Общие сведения о металлах и сплавах
Общие сведения о металлах и сплавах История, которая вас удивит: что изучает историческая наука и как писать историю
История, которая вас удивит: что изучает историческая наука и как писать историю Презентация5
Презентация5 Воспалительные заболевания кишечника: неспецифический язвенный колит и болезнь Крона
Воспалительные заболевания кишечника: неспецифический язвенный колит и болезнь Крона Угрозы безопасности информации. Преднамеренные угрозы
Угрозы безопасности информации. Преднамеренные угрозы Дидактическая игра для детей 3-4 лет Найди две одинаковые машины
Дидактическая игра для детей 3-4 лет Найди две одинаковые машины Ликуй студент! Учись и здравствуй! Ко Дню Российского студенчества
Ликуй студент! Учись и здравствуй! Ко Дню Российского студенчества Конструирование одежды
Конструирование одежды Рынок банковских карт в России: проблемы и перспективы развития
Рынок банковских карт в России: проблемы и перспективы развития Архитектор Михаил Павлович Малахов (1781-1842)
Архитектор Михаил Павлович Малахов (1781-1842) Мероприятия по повышению эффективности деятельности компании и управлению затратами
Мероприятия по повышению эффективности деятельности компании и управлению затратами