- Основы технологии сварочного производства

Содержание
- 2. При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струей защитного газа. В
- 3. СВАРКА В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ В зависимости от степени механизации процессов подачи сварочной проволоки и перемещения
- 4. ОБЛАСТЬ ПРИМЕНЕНИЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ Аргонодуговая сварка применяют для цветных (алюминия, магния, меди) и
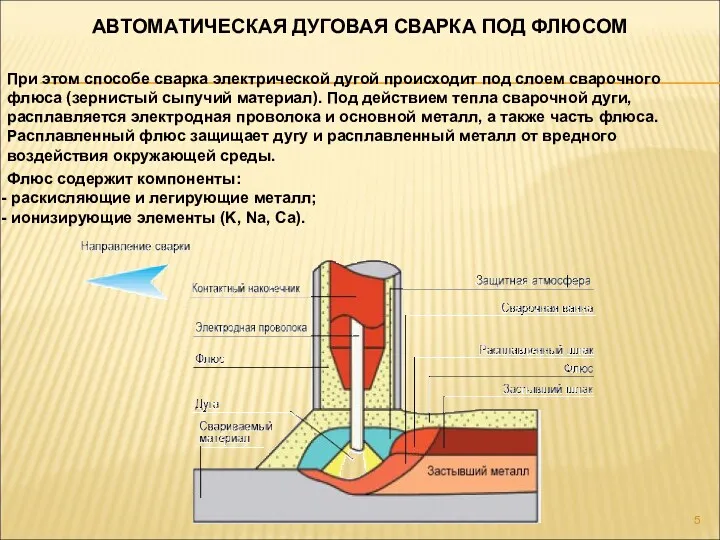
- 5. АВТОМАТИЧЕСКАЯ ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ При этом способе сварка электрической дугой происходит под слоем сварочного флюса
- 6. СВАРКА ПОД СЛОЕМ ФЛЮСА В зависимости от степени механизации процессов подачи сварочной проволоки и перемещения сварочной
- 7. ОБЛАСТЬ ПРИМЕНЕНИЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ Автоматическую дуговую сварку под слоем флюса применяют при изготовлении
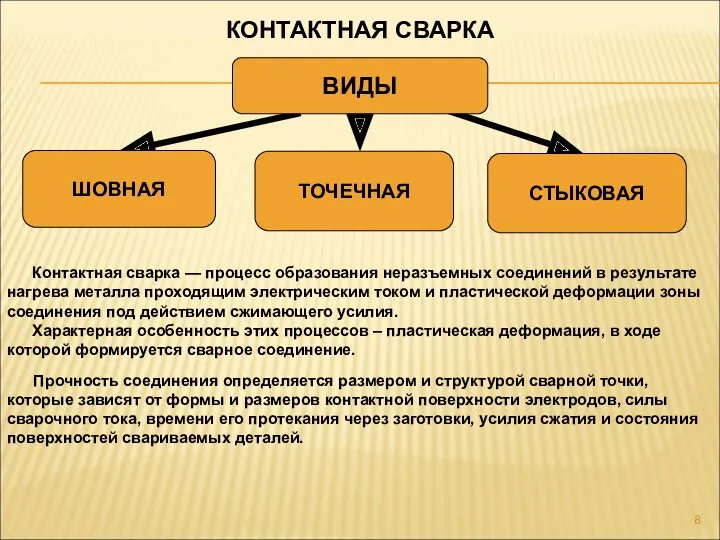
- 8. КОНТАКТНАЯ СВАРКА ВИДЫ ШОВНАЯ ТОЧЕЧНАЯ СТЫКОВАЯ Контактная сварка — процесс образования неразъемных соединений в результате нагрева
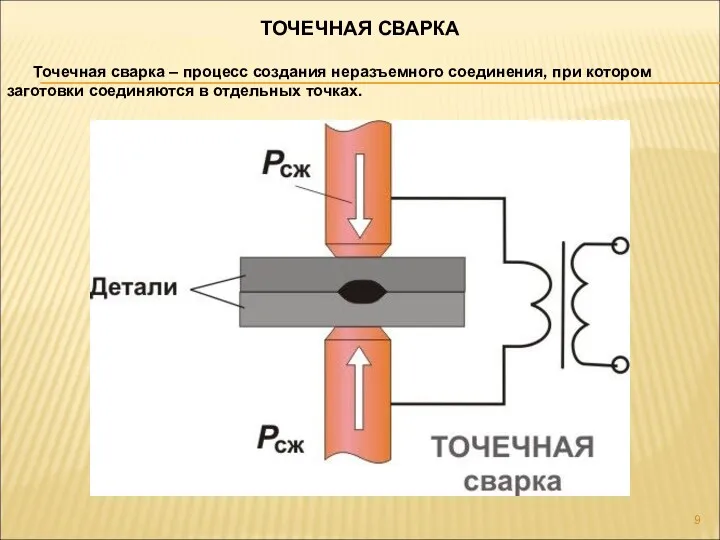
- 9. ТОЧЕЧНАЯ СВАРКА Точечная сварка – процесс создания неразъемного соединения, при котором заготовки соединяются в отдельных точках.
- 10. ТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА Преимущества (по сравнению с ручной сваркой покрытыми электродами): уменьшение времени сварки; химический состав
- 11. ТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА Применяется для соединения тончайших деталей (до 0,02 мкм) электронных приборов, для сварки стальных
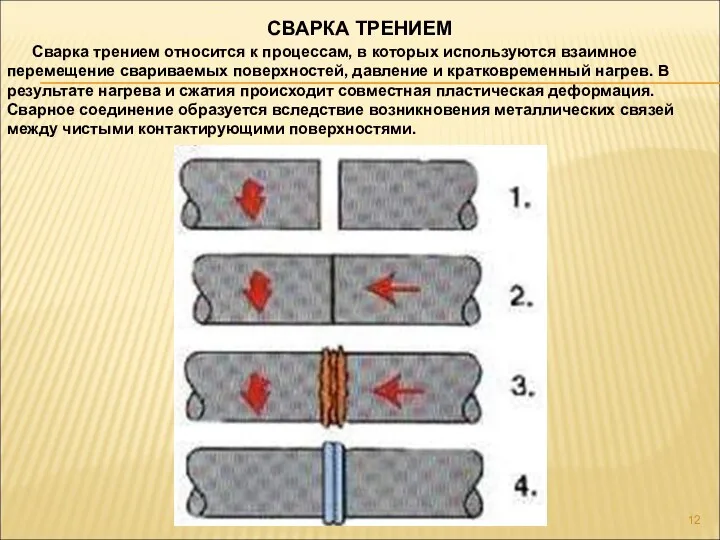
- 12. СВАРКА ТРЕНИЕМ Сварка трением относится к процессам, в которых используются взаимное перемещение свариваемых поверхностей, давление и
- 13. СВАРКА ТРЕНИЕМ Преимущества (по сравнению с ручной сваркой покрытыми электродами): небольшая энергоемкость процесса; высокая производительность; возможность
- 15. Скачать презентацию

При сварке в защитном газе электрод, зона дуги и сварочная ванна
При сварке в защитном газе электрод, зона дуги и сварочная ванна
СВАРКА В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
В зависимости от степени механизации процессов подачи
СВАРКА В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
В зависимости от степени механизации процессов подачи

ОБЛАСТЬ ПРИМЕНЕНИЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
Аргонодуговая сварка применяют для цветных
ОБЛАСТЬ ПРИМЕНЕНИЯ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
Аргонодуговая сварка применяют для цветных
АВТОМАТИЧЕСКАЯ ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
При этом способе сварка электрической дугой происходит
АВТОМАТИЧЕСКАЯ ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ
При этом способе сварка электрической дугой происходит
СВАРКА ПОД СЛОЕМ ФЛЮСА
В зависимости от степени механизации процессов подачи сварочной
СВАРКА ПОД СЛОЕМ ФЛЮСА
В зависимости от степени механизации процессов подачи сварочной

ОБЛАСТЬ ПРИМЕНЕНИЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ
СВАРКИ ПОД ФЛЮСОМ
Автоматическую дуговую сварку под слоем
ОБЛАСТЬ ПРИМЕНЕНИЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ
СВАРКИ ПОД ФЛЮСОМ
Автоматическую дуговую сварку под слоем
КОНТАКТНАЯ СВАРКА
ВИДЫ
ШОВНАЯ
ТОЧЕЧНАЯ
СТЫКОВАЯ
Контактная сварка — процесс образования неразъемных соединений в результате нагрева
КОНТАКТНАЯ СВАРКА
ВИДЫ
ШОВНАЯ
ТОЧЕЧНАЯ
СТЫКОВАЯ
Контактная сварка — процесс образования неразъемных соединений в результате нагрева
ТОЧЕЧНАЯ СВАРКА
Точечная сварка – процесс создания неразъемного соединения, при котором
ТОЧЕЧНАЯ СВАРКА
Точечная сварка – процесс создания неразъемного соединения, при котором
ТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА
Преимущества (по сравнению с ручной сваркой покрытыми электродами):
уменьшение времени
ТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА
Преимущества (по сравнению с ручной сваркой покрытыми электродами):
уменьшение времени

ТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА
Применяется для соединения тончайших деталей (до 0,02 мкм) электронных
ТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА
Применяется для соединения тончайших деталей (до 0,02 мкм) электронных
СВАРКА ТРЕНИЕМ
Сварка трением относится к процессам, в которых используются взаимное перемещение
СВАРКА ТРЕНИЕМ
Сварка трением относится к процессам, в которых используются взаимное перемещение
СВАРКА ТРЕНИЕМ
Преимущества (по сравнению с ручной сваркой покрытыми электродами):
небольшая энергоемкость процесса;
высокая
СВАРКА ТРЕНИЕМ
Преимущества (по сравнению с ручной сваркой покрытыми электродами):
небольшая энергоемкость процесса;
высокая
 Где логика. Что общего
Где логика. Что общего Поддержка малого и среднего предпринимательства в Ямало-Ненецком автономном округе
Поддержка малого и среднего предпринимательства в Ямало-Ненецком автономном округе Смешарики. Игра для формирования слоговой структуры
Смешарики. Игра для формирования слоговой структуры Тваринництво. Сільськогосподарські пояси світу
Тваринництво. Сільськогосподарські пояси світу f127af83d61cc6d7
f127af83d61cc6d7 Юбилей Анжелы
Юбилей Анжелы Чему учил Иисус Христос
Чему учил Иисус Христос В память о В. Волошиной
В память о В. Волошиной Презентация о героях ВОВ И. Д. Черняховском
Презентация о героях ВОВ И. Д. Черняховском Исторические личности IX-XVII веков
Исторические личности IX-XVII веков Свет фресок Дионисия-миру
Свет фресок Дионисия-миру Проект Цветущая клумба
Проект Цветущая клумба Горно-технологические понятия и терминология ОГР
Горно-технологические понятия и терминология ОГР Рак кожи и меланома
Рак кожи и меланома Общие сведения об ПРВ. Структурная схема изделия 1РЛ130 (ПРВ-13)
Общие сведения об ПРВ. Структурная схема изделия 1РЛ130 (ПРВ-13) Простой софт: учет компьютеров
Простой софт: учет компьютеров Диеты: польза или вред
Диеты: польза или вред Реновация инженерных сетей
Реновация инженерных сетей Технология. (1 класс) Весна идет
Технология. (1 класс) Весна идет Общение в различных жизненных ситуациях
Общение в различных жизненных ситуациях Організація та методика проведення державного аудита ефективності виконання бюджетних програм
Організація та методика проведення державного аудита ефективності виконання бюджетних програм Медицинская гельминтология. (Лекция 11)
Медицинская гельминтология. (Лекция 11) Технологічна схема очистки стічних вод у молокозаводах
Технологічна схема очистки стічних вод у молокозаводах матем 15.02
матем 15.02 Памятники города Сенгилея
Памятники города Сенгилея Улица Карбышева - улица имени Героя Советского Союза
Улица Карбышева - улица имени Героя Советского Союза Табиғи және мұнай газдарын күкіртсутектен тазалау. Элементарлы күкіртті алу
Табиғи және мұнай газдарын күкіртсутектен тазалау. Элементарлы күкіртті алу Мистика и тайны загадочного числа пи
Мистика и тайны загадочного числа пи