- Основы теории организации производства. Организация поточного и гибкого производств

Содержание
- 2. Организация поточного и гибкого производств Понятие и виды поточных производств Порядок проектирования поточных производств
- 3. Понятие и виды поточных производств Поточной называется такая форма организации производственных процессов, при которой преимущественно прямоточное
- 4. ПРЕДПОСЫЛКИ ПОТОЧНОГО ПРОИЗВОДСТВА Для организации поточного производства необходимы: достаточно высокий объем производства, устойчивость номенклатуры изделий (стабильность
- 5. Понятие и виды поточных производств Первичным звеном поточного производства является поточная линия – группа специализированных рабочих
- 6. Понятие и виды поточных производств Организация работы поточных линий предъявляет строгие требования к: планировке оборудования; транспортным
- 7. Планировка ПЛ должна обеспечивать: Наибольшую прямоточность и кратчайший маршрут движения деталей Экономное использование площадей Удобство обслуживания
- 8. Планировка ПЛ должна обеспечивать: В качестве транспортных средств используются транспортеры различной конструкции: пластинчатые, ленточные, горизонтально и
- 9. Виды поточных линий По уровню специализации: А) однопредметные (массовое пр) Б) многопредметные (серийное) По способу поддержания
- 10. Виды поточных линий По степени непрерывности производственного процесса А) непрерывно-поточные Б) прерывно-поточные (прямоточные)
- 11. Виды поточных линий По способу транспортировки А) автоматические Б) конвейеры В) без применения транспорта
- 12. Виды поточных линий По типу конвейера А) рабочие конвейеры Б) распределительные конвейеры
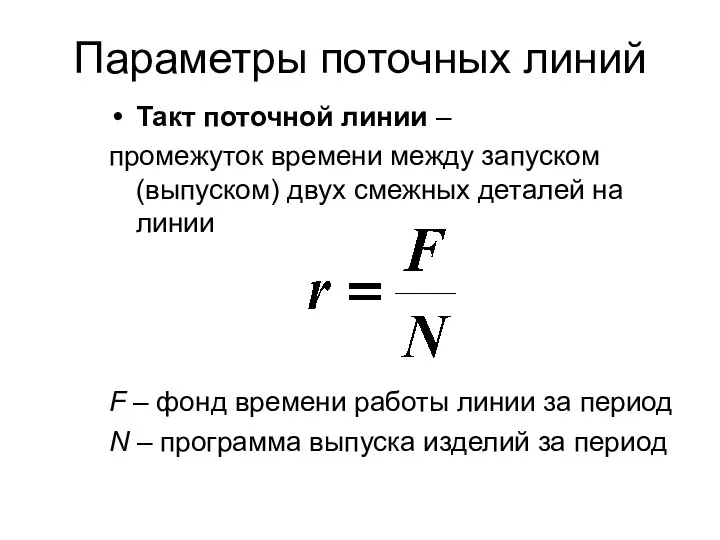
- 13. Параметры поточных линий Такт поточной линии – промежуток времени между запуском (выпуском) двух смежных деталей на
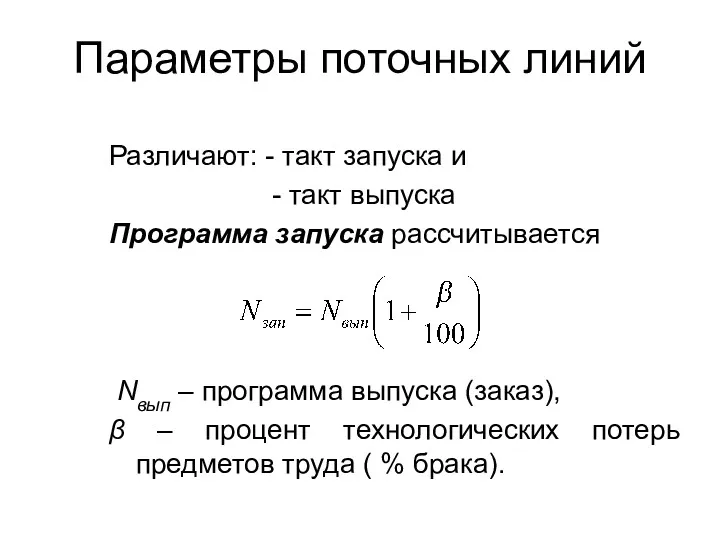
- 14. Параметры поточных линий Различают: - такт запуска и - такт выпуска Программа запуска рассчитывается Nвып –
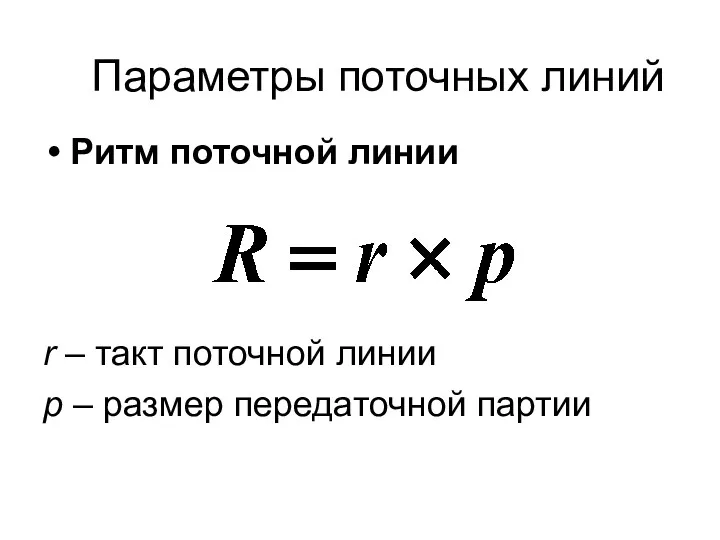
- 15. Параметры поточных линий Ритм поточной линии r – такт поточной линии p – размер передаточной партии
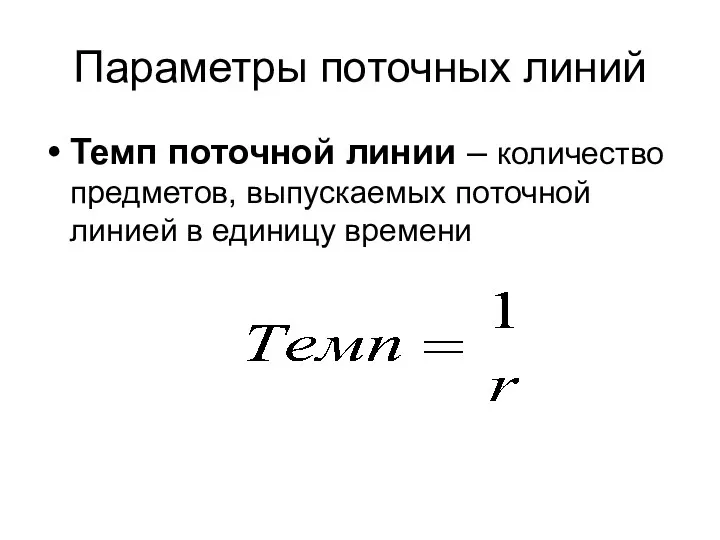
- 16. Параметры поточных линий Темп поточной линии – количество предметов, выпускаемых поточной линией в единицу времени
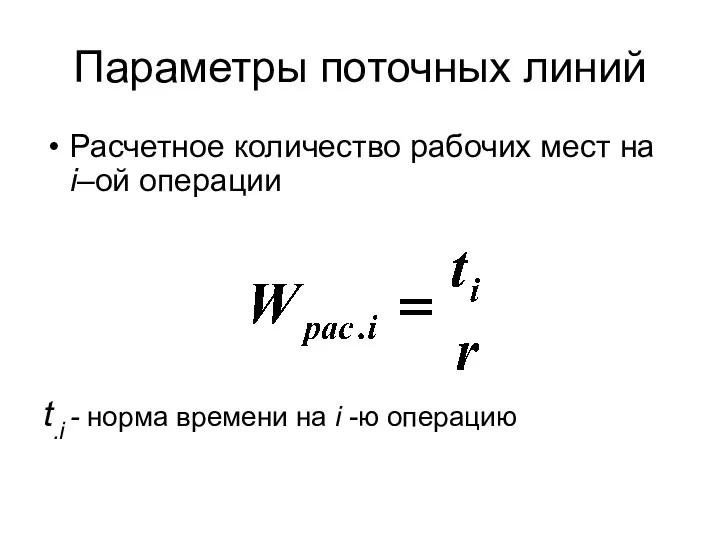
- 17. Параметры поточных линий Расчетное количество рабочих мест на i–ой операции t.i - норма времени на i
- 18. Параметры поточных линий Коэффициент загрузки i –го рабочего места
- 19. Параметры поточных линий Коэффициент средней загрузки рабочего места
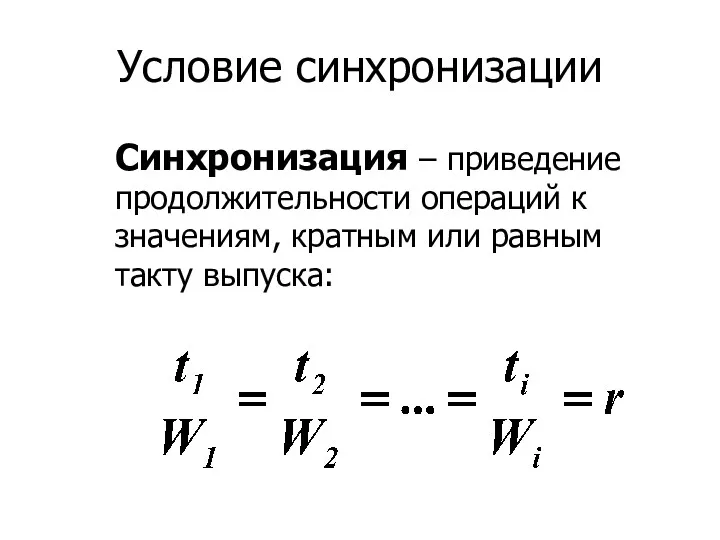
- 20. Условие синхронизации Синхронизация – приведение продолжительности операций к значениям, кратным или равным такту выпуска:
- 21. Параметры конвейера Общая длина конвейера L – Шаг конвейера
- 22. Параметры конвейера Скорость движения конвейера А) при непрерывном движении L – шаг конвейера Б)при пульсирующем конвейере
- 23. Заделы на поточных линиях Задел – все незаконченные обработкой предметы труда в натуральном выражении Различают: 1)
- 24. Заделы на поточных линиях Технологический задел – все детали, находящиеся в обработке на всех операциях линии
- 26. Скачать презентацию
Организация поточного и гибкого производств
Понятие и виды поточных производств
Порядок проектирования
Организация поточного и гибкого производств
Понятие и виды поточных производств
Порядок проектирования
Понятие и виды поточных производств
Поточной называется такая форма организации производственных
Понятие и виды поточных производств
Поточной называется такая форма организации производственных
ПРЕДПОСЫЛКИ ПОТОЧНОГО ПРОИЗВОДСТВА
Для организации поточного производства необходимы:
достаточно высокий объем производства,
устойчивость
ПРЕДПОСЫЛКИ ПОТОЧНОГО ПРОИЗВОДСТВА
Для организации поточного производства необходимы:
достаточно высокий объем производства,
устойчивость
Понятие и виды поточных производств
Первичным звеном поточного производства является поточная линия
Понятие и виды поточных производств
Первичным звеном поточного производства является поточная линия
Понятие и виды поточных производств
Организация работы поточных линий предъявляет строгие требования
Понятие и виды поточных производств
Организация работы поточных линий предъявляет строгие требования
Планировка ПЛ должна обеспечивать:
Наибольшую прямоточность и кратчайший маршрут движения деталей
Экономное использование
Планировка ПЛ должна обеспечивать:
Наибольшую прямоточность и кратчайший маршрут движения деталей
Экономное использование
Планировка ПЛ должна обеспечивать:
В качестве транспортных средств используются
транспортеры различной конструкции:
Планировка ПЛ должна обеспечивать:
В качестве транспортных средств используются
транспортеры различной конструкции:
Виды поточных линий
По уровню специализации:
А) однопредметные (массовое пр)
Б) многопредметные (серийное)
По способу
Виды поточных линий
По уровню специализации:
А) однопредметные (массовое пр)
Б) многопредметные (серийное)
По способу
Виды поточных линий
По степени непрерывности производственного процесса
А) непрерывно-поточные
Б) прерывно-поточные (прямоточные)
Виды поточных линий
По степени непрерывности производственного процесса
А) непрерывно-поточные
Б) прерывно-поточные (прямоточные)
Виды поточных линий
По способу транспортировки
А) автоматические
Б) конвейеры
В) без применения транспорта
Виды поточных линий
По способу транспортировки
А) автоматические
Б) конвейеры
В) без применения транспорта
Виды поточных линий
По типу конвейера
А) рабочие конвейеры
Б) распределительные конвейеры
Виды поточных линий
По типу конвейера
А) рабочие конвейеры
Б) распределительные конвейеры
Параметры поточных линий
Такт поточной линии –
промежуток времени между запуском (выпуском)
Параметры поточных линий
Такт поточной линии –
промежуток времени между запуском (выпуском)
Параметры поточных линий
Различают: - такт запуска и
- такт выпуска
Программа
Параметры поточных линий
Различают: - такт запуска и
- такт выпуска
Программа
Параметры поточных линий
Ритм поточной линии
r – такт поточной линии
p – размер
Параметры поточных линий
Ритм поточной линии
r – такт поточной линии
p – размер
Параметры поточных линий
Темп поточной линии – количество предметов, выпускаемых поточной линией
Параметры поточных линий
Темп поточной линии – количество предметов, выпускаемых поточной линией
Параметры поточных линий
Расчетное количество рабочих мест на i–ой операции
t.i -
Параметры поточных линий
Расчетное количество рабочих мест на i–ой операции
t.i -
Параметры поточных линий
Коэффициент загрузки i –го рабочего места
Параметры поточных линий
Коэффициент загрузки i –го рабочего места
Параметры поточных линий
Коэффициент средней загрузки рабочего места
Параметры поточных линий
Коэффициент средней загрузки рабочего места
Условие синхронизации
Синхронизация – приведение продолжительности операций к значениям, кратным или равным
Условие синхронизации
Синхронизация – приведение продолжительности операций к значениям, кратным или равным
Параметры конвейера
Общая длина конвейера
L – Шаг конвейера
Параметры конвейера
Общая длина конвейера
L – Шаг конвейера
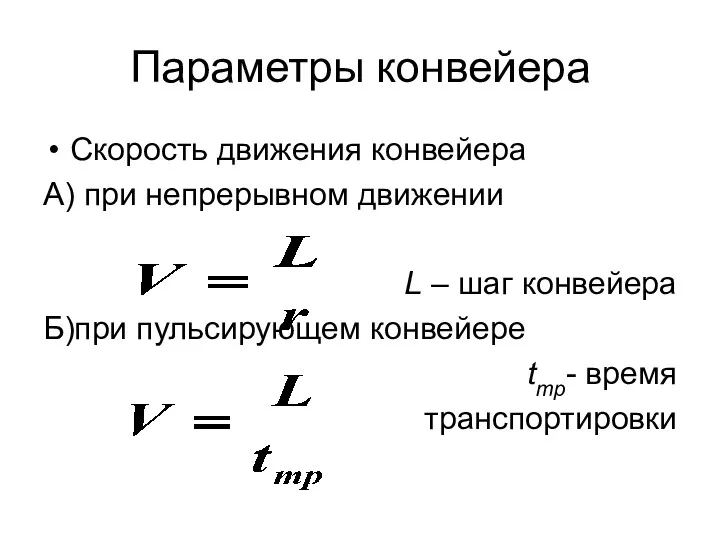
Параметры конвейера
Скорость движения конвейера
А) при непрерывном движении
L – шаг конвейера
Б)при пульсирующем
Параметры конвейера
Скорость движения конвейера
А) при непрерывном движении
L – шаг конвейера
Б)при пульсирующем
Заделы на поточных линиях
Задел –
все незаконченные обработкой предметы труда в
Заделы на поточных линиях
Задел –
все незаконченные обработкой предметы труда в
Заделы на поточных линиях
Технологический задел –
все детали, находящиеся в обработке
Заделы на поточных линиях
Технологический задел –
все детали, находящиеся в обработке
 Итог тематической прогулки к мемориалу воинской славы.
Итог тематической прогулки к мемориалу воинской славы. Психология в системе наук. Человек, как личность
Психология в системе наук. Человек, как личность Почему в лесу нужно соблюдать тишину. К уроку окружающего мира, 1 класс
Почему в лесу нужно соблюдать тишину. К уроку окружающего мира, 1 класс Системы счисления
Системы счисления Виготовлення корпусной мебелі
Виготовлення корпусной мебелі Нормы времени на погрузку и разгрузку транспортных средств
Нормы времени на погрузку и разгрузку транспортных средств 20231018_otkrytyy_urok
20231018_otkrytyy_urok материал к занятию по автоматизации Р Диск
материал к занятию по автоматизации Р Диск День рождения. История происхождения
День рождения. История происхождения Земля просит о помощи
Земля просит о помощи Принцип роботи ядерних електростанцій
Принцип роботи ядерних електростанцій презентация на тему Вода вокруг нас.Круговорот воды в природе
презентация на тему Вода вокруг нас.Круговорот воды в природе Разработка беспилотников для условий Севера
Разработка беспилотников для условий Севера Надежда и отчаяние
Надежда и отчаяние Ультразвуковые уровнемеры
Ультразвуковые уровнемеры Геометрия для малышей Знакомство с объемной геометрической фигурой - шар
Геометрия для малышей Знакомство с объемной геометрической фигурой - шар Наполеон и Кутузов в романе Война и мир Л.Н. Толстого
Наполеон и Кутузов в романе Война и мир Л.Н. Толстого Фольклор народов зарубежных стран
Фольклор народов зарубежных стран Цифровые технологии печати
Цифровые технологии печати Профессия Gameplay программиста. Особенности работы на ААА проекте
Профессия Gameplay программиста. Особенности работы на ААА проекте Работа с бумагой в нетрадиционной технике - квиллинг Букет нарциссов к 8 марта
Работа с бумагой в нетрадиционной технике - квиллинг Букет нарциссов к 8 марта Формирование и обработка дискретных радиосигналов слуховых видов работ в аппаратуре радиосвязи. Лекция 7
Формирование и обработка дискретных радиосигналов слуховых видов работ в аппаратуре радиосвязи. Лекция 7 Зачем нужны выборы
Зачем нужны выборы Презентация к уроку математики в 6 классе
Презентация к уроку математики в 6 классе Дополнительный_материал_07.47_01.02.2024_ffa734f4
Дополнительный_материал_07.47_01.02.2024_ffa734f4 Христианство IV-XI века
Христианство IV-XI века Экстерьер, интерьер и типы конституции с/х животных
Экстерьер, интерьер и типы конституции с/х животных ООО Союз-Витал
ООО Союз-Витал