- Основы управления процессами

Содержание
- 2. Задание 1. Обоснуйте выбор: выполните расчеты по трем вариантам и выберите решение Фирма должна закупать современное
- 3. Задание 1. Самостоятельно Выполните расчеты по трем вариантам развития предприятия. Заполните таблицу.
- 4. Задание 2. Оцените конкурентоспособность холодильника Стинол при помощи взвешенного рейтинга (Q = Р * g) и
- 5. Задание 2. Самостоятельно Проведите оценку конкурентоспособности мягкой игрушки.
- 6. Задание 2. Пояснение Мягкая игрушка «Кот Батон» Мягкая игрушка «Кот Басик»
- 7. Задание 3. Проанализируйте, насколько рационально организован производственный процесс, если: план производства выполнен полностью; общая длительность процесса
- 8. Проанализируйте, насколько рационально организован производственный процесс, если: план производства выполнен полностью; общая длительность процесса 14 часа,
- 9. Задание 4. Определите количество специалистов и нормы времени на операции. Если объем производства 1000 шт., норма
- 10. Задание 4. Самостоятельно Определите количество специалистов и нормы времени на операции. Если объем производства 500 шт.,
- 11. Задание 5. Постройте схему сборки изделия. Последовательность выполнения операций в процессе оформляют в виде графика. При
- 12. Задание 5. Самостоятельно Постройте схему сборки изделия
- 13. Задание 6. Определите длительность сложного процесса. Сначала построим график-схему как в предыдущем задании (здесь удобнее строить
- 14. Задание 6. Определите длительность сложного процесса. Затем, учитывая параллельность осуществления операций, устанавливаем длительность процесса (продолжительность каждого
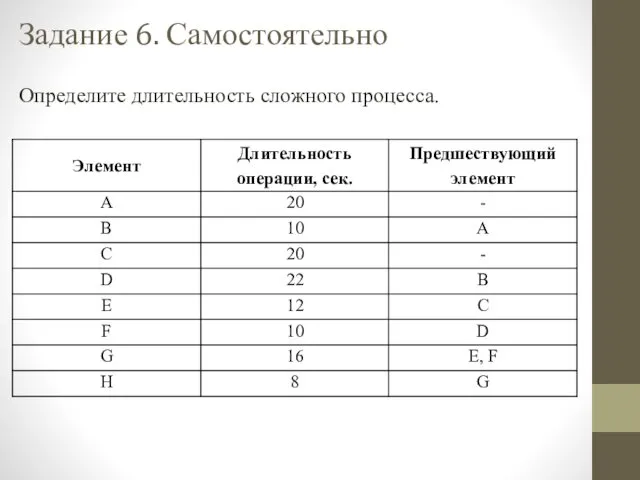
- 15. Определите длительность сложного процесса. Задание 6. Самостоятельно
- 16. Постройте схему процесса, рассчитайте его длительность (продолжительность производства одного изделия). Рассчитайте количество единиц продукции на одного
- 17. Задание 8. Определить длительность технологического цикла обработки партии деталей при разных видах движений при следующих исходных
- 18. Определить длительность технологического цикла обработки детали с помощью разных видов передачи предметов труда. Плановая партия –
- 19. Задание 9. Партия деталей состоит из 10 деталей, которые обрабатываются при параллельно-последовательном виде движения. Технологический процесс
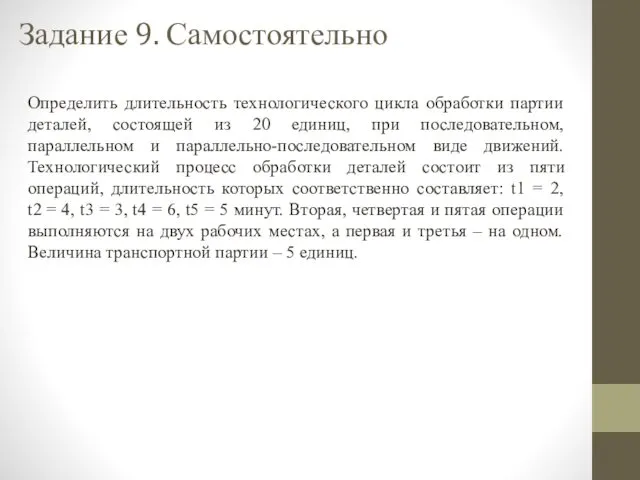
- 20. Задание 9. Самостоятельно Определить длительность технологического цикла обработки партии деталей, состоящей из 20 единиц, при последовательном,
- 21. Задание 10. Используя метод «центра гравитации», определите наилучшее местоположение склада относительно трех магазинов, если известна информация,
- 22. Так как координаты мест назначений нам уже известны, рассчитываем координаты места расположения центра гравитации. Наносим полученные
- 23. Используя метод «центра гравитации», определите наилучшее местоположение библиотеки относительно трех вузов, если известна информация, представленная в
- 24. Задание 11. Определите, каким образом необходимо занять комнаты, расположенные одна за другой в одну линию, каждая
- 25. Предположим, что кабинеты располагаются в ряд друг за другом в одном коридоре. По сути нам нужно
- 27. Скачать презентацию
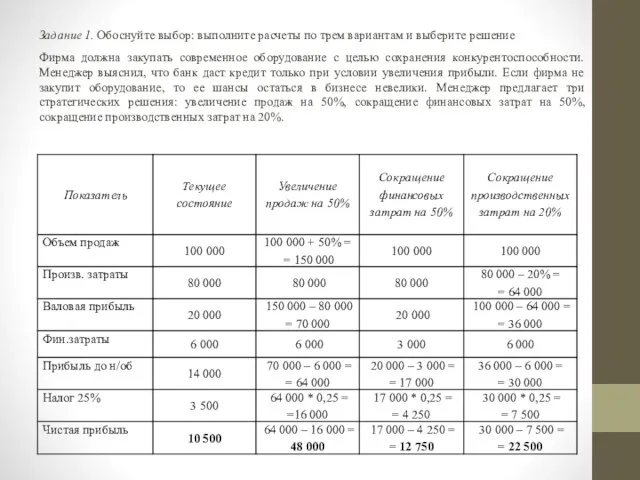
Задание 1. Обоснуйте выбор: выполните расчеты по трем вариантам и выберите
Задание 1. Обоснуйте выбор: выполните расчеты по трем вариантам и выберите
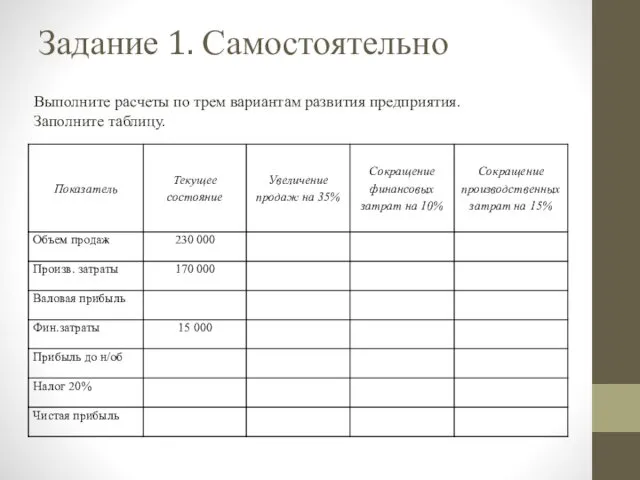
Задание 1. Самостоятельно
Выполните расчеты по трем вариантам развития предприятия.
Заполните таблицу.
Задание 1. Самостоятельно
Выполните расчеты по трем вариантам развития предприятия.
Заполните таблицу.
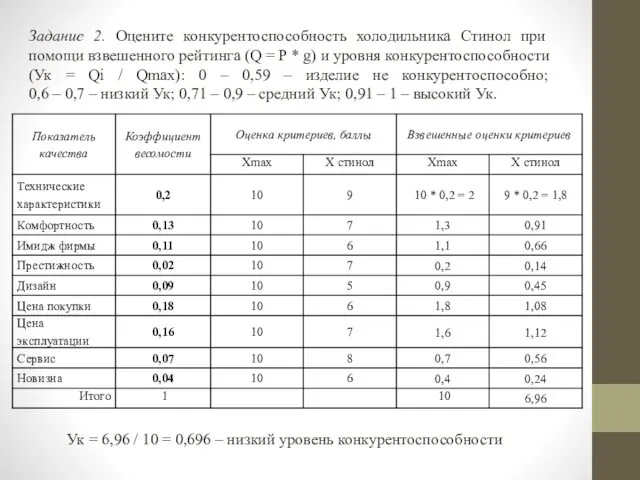
Задание 2. Оцените конкурентоспособность холодильника Стинол при помощи взвешенного рейтинга (Q
Задание 2. Оцените конкурентоспособность холодильника Стинол при помощи взвешенного рейтинга (Q
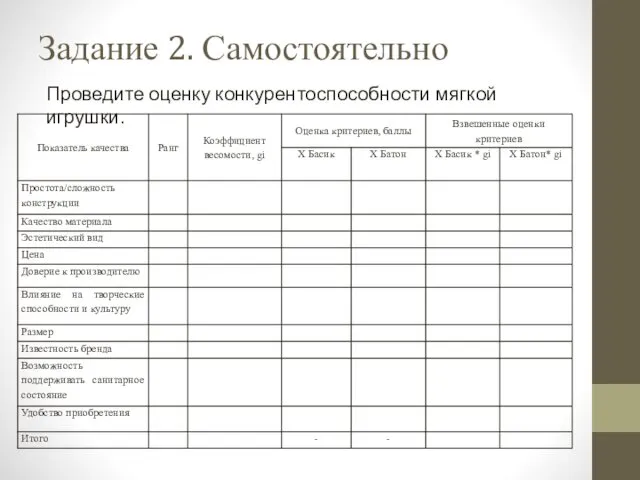
Задание 2. Самостоятельно
Проведите оценку конкурентоспособности мягкой игрушки.
Задание 2. Самостоятельно
Проведите оценку конкурентоспособности мягкой игрушки.

Задание 2. Пояснение
Мягкая игрушка «Кот Батон»
Мягкая игрушка «Кот Басик»
Задание 2. Пояснение
Мягкая игрушка «Кот Батон»
Мягкая игрушка «Кот Басик»
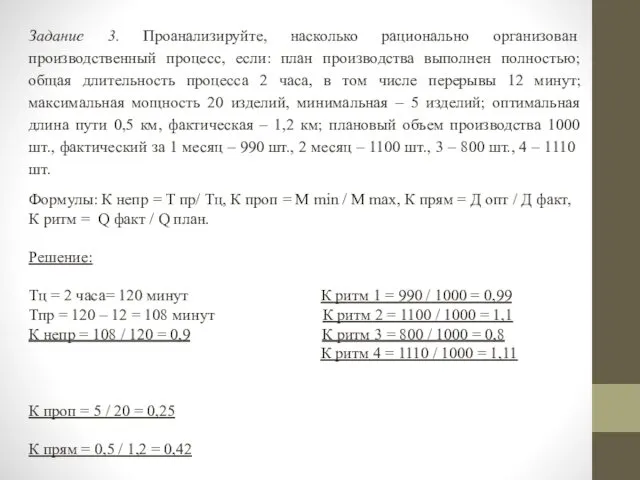
Задание 3. Проанализируйте, насколько рационально организован производственный процесс, если: план производства
Задание 3. Проанализируйте, насколько рационально организован производственный процесс, если: план производства
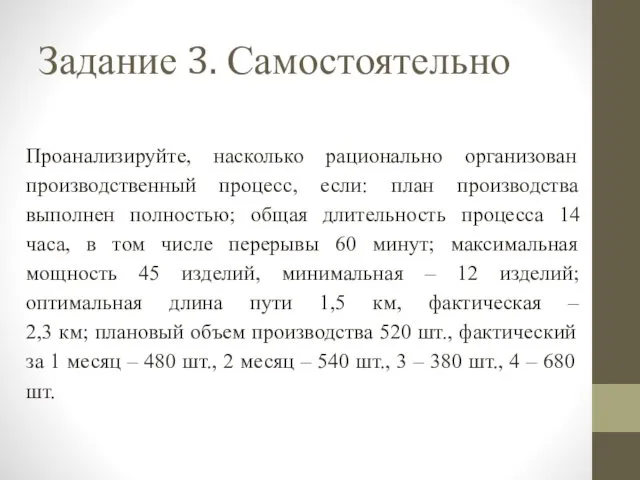
Проанализируйте, насколько рационально организован производственный процесс, если: план производства выполнен полностью;
Проанализируйте, насколько рационально организован производственный процесс, если: план производства выполнен полностью;
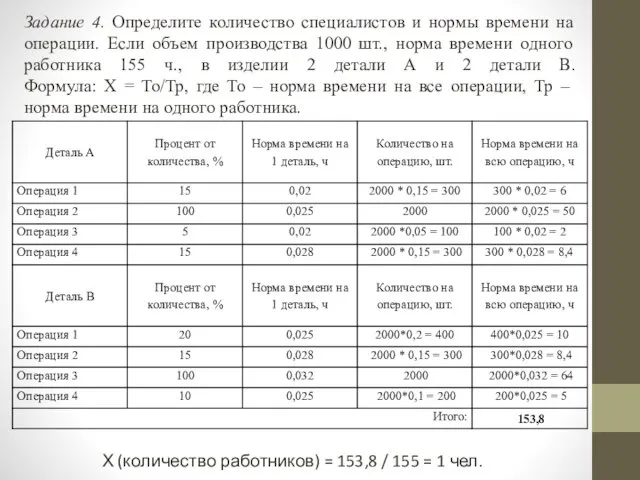
Задание 4. Определите количество специалистов и нормы времени на операции. Если
Задание 4. Определите количество специалистов и нормы времени на операции. Если
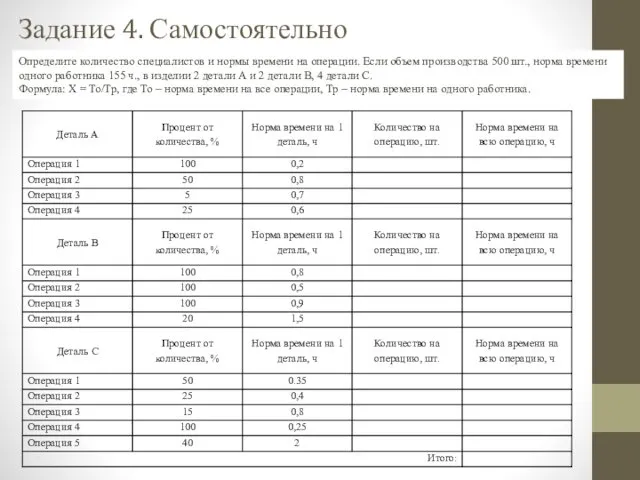
Задание 4. Самостоятельно
Определите количество специалистов и нормы времени на операции. Если
Задание 4. Самостоятельно
Определите количество специалистов и нормы времени на операции. Если
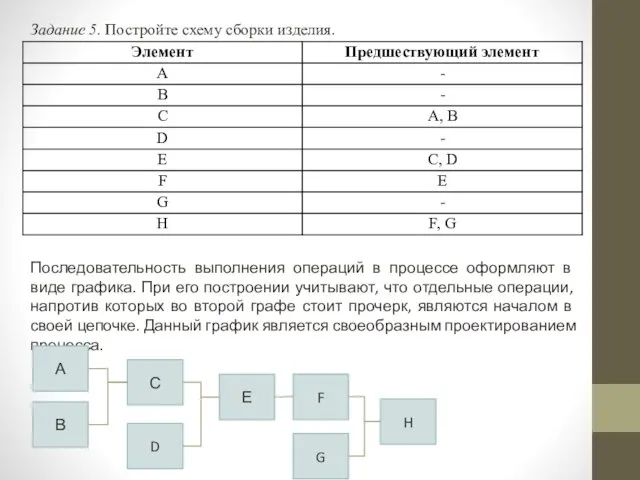
Задание 5. Постройте схему сборки изделия.
Последовательность выполнения операций в процессе оформляют
Задание 5. Постройте схему сборки изделия.
Последовательность выполнения операций в процессе оформляют
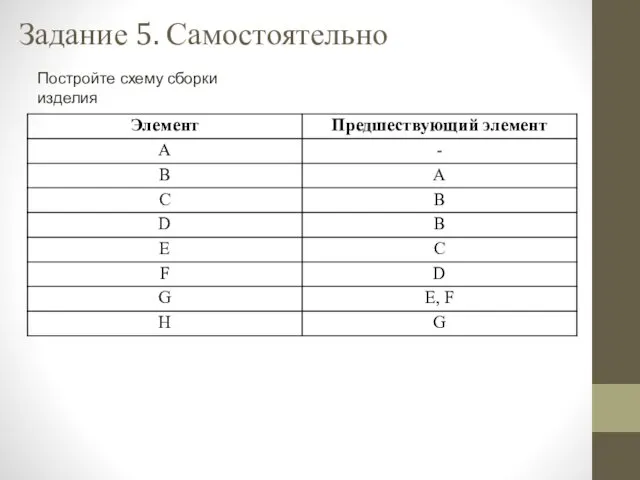
Задание 5. Самостоятельно
Постройте схему сборки изделия
Задание 5. Самостоятельно
Постройте схему сборки изделия

Задание 6. Определите длительность сложного процесса.
Сначала построим график-схему как в предыдущем
Задание 6. Определите длительность сложного процесса.
Сначала построим график-схему как в предыдущем
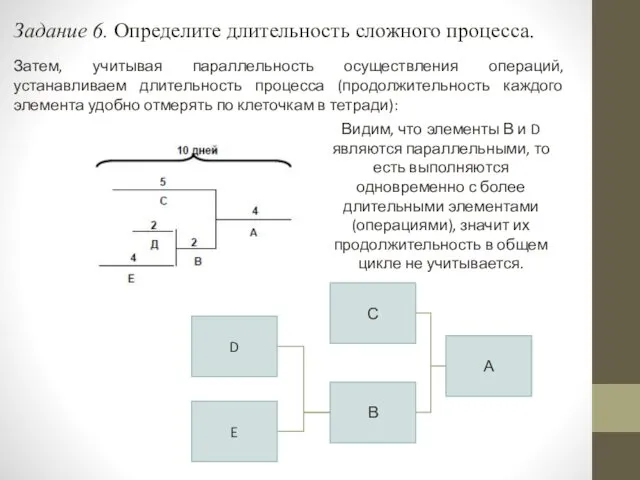
Задание 6. Определите длительность сложного процесса.
Затем, учитывая параллельность осуществления операций, устанавливаем
Задание 6. Определите длительность сложного процесса.
Затем, учитывая параллельность осуществления операций, устанавливаем
Определите длительность сложного процесса.
Задание 6. Самостоятельно
Определите длительность сложного процесса.
Задание 6. Самостоятельно
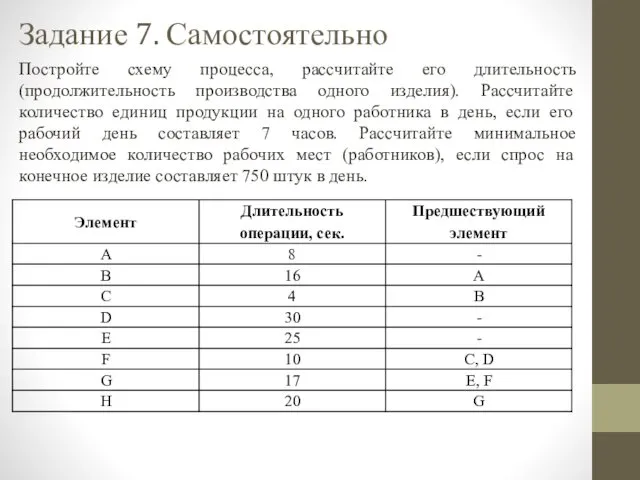
Постройте схему процесса, рассчитайте его длительность (продолжительность производства одного изделия). Рассчитайте
Постройте схему процесса, рассчитайте его длительность (продолжительность производства одного изделия). Рассчитайте
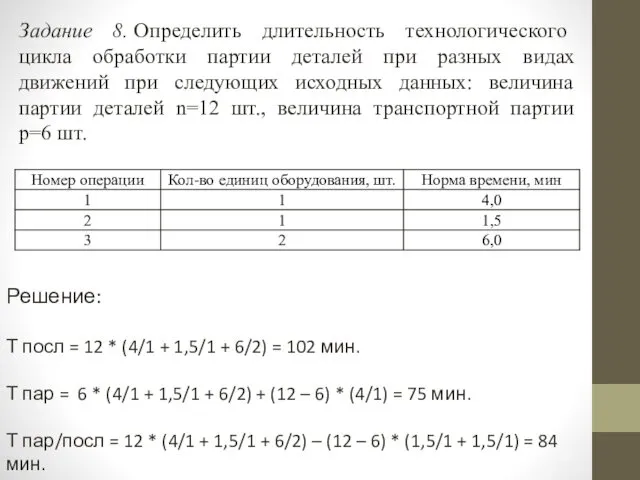
Задание 8. Определить длительность технологического цикла обработки партии деталей при разных видах
Задание 8. Определить длительность технологического цикла обработки партии деталей при разных видах
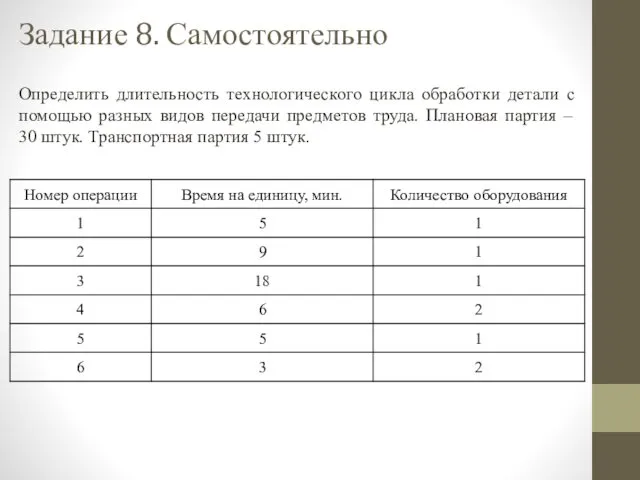
Определить длительность технологического цикла обработки детали с помощью разных видов передачи
Определить длительность технологического цикла обработки детали с помощью разных видов передачи
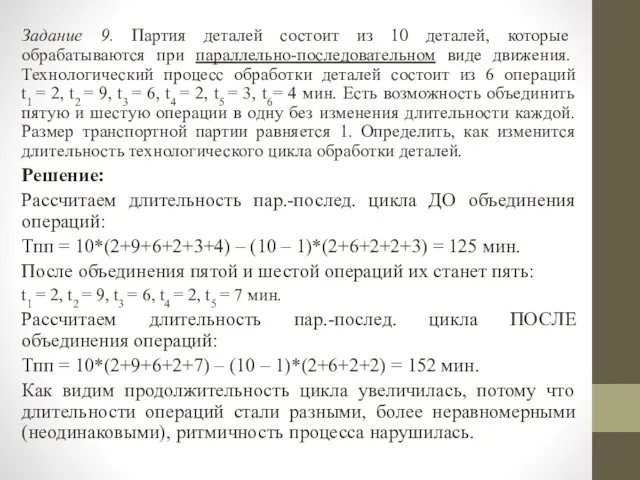
Задание 9. Партия деталей состоит из 10 деталей, которые обрабатываются при
Задание 9. Партия деталей состоит из 10 деталей, которые обрабатываются при
Задание 9. Самостоятельно
Определить длительность технологического цикла обработки партии деталей, состоящей из
Задание 9. Самостоятельно
Определить длительность технологического цикла обработки партии деталей, состоящей из
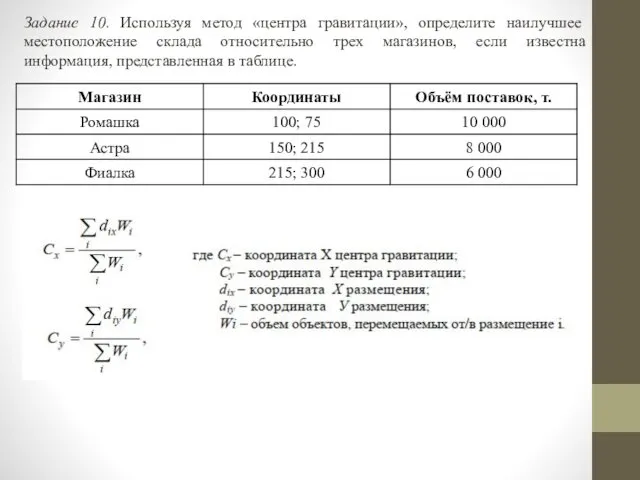
Задание 10. Используя метод «центра гравитации», определите наилучшее местоположение склада относительно
Задание 10. Используя метод «центра гравитации», определите наилучшее местоположение склада относительно
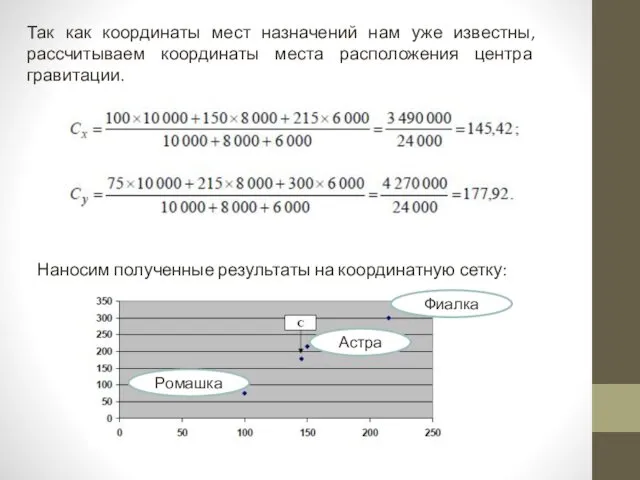
Так как координаты мест назначений нам уже известны, рассчитываем координаты места
Так как координаты мест назначений нам уже известны, рассчитываем координаты места
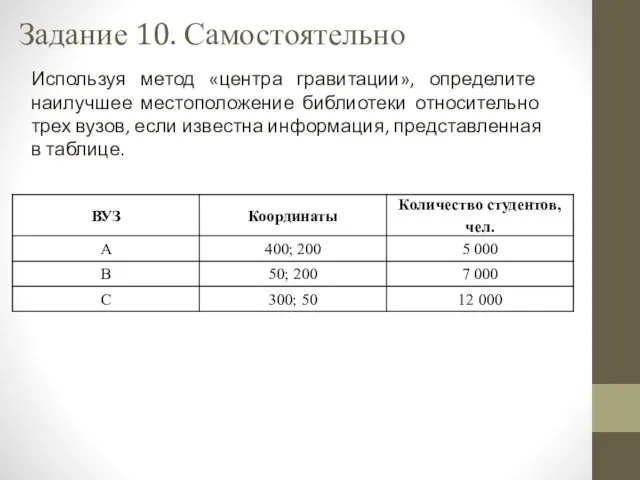
Используя метод «центра гравитации», определите наилучшее местоположение библиотеки относительно трех вузов,
Используя метод «центра гравитации», определите наилучшее местоположение библиотеки относительно трех вузов,
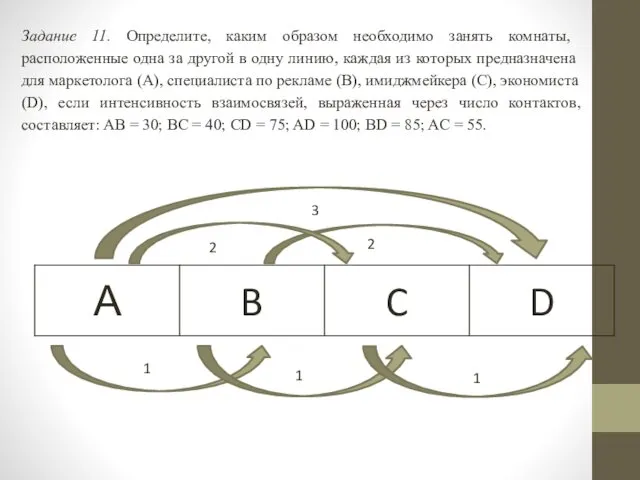
Задание 11. Определите, каким образом необходимо занять комнаты, расположенные одна за
Задание 11. Определите, каким образом необходимо занять комнаты, расположенные одна за
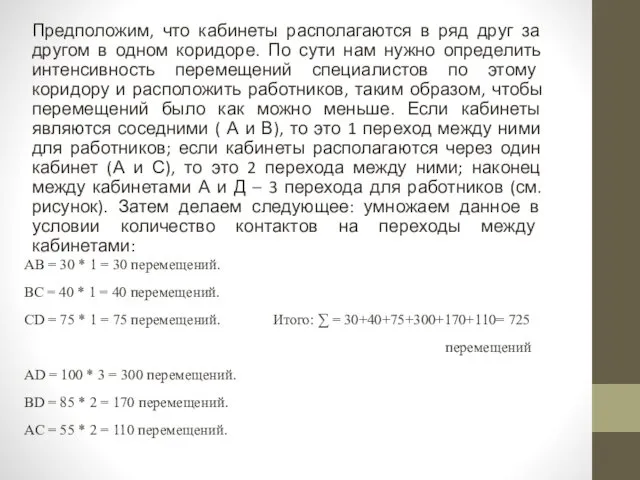
Предположим, что кабинеты располагаются в ряд друг за другом в одном
Предположим, что кабинеты располагаются в ряд друг за другом в одном
 Гипоксия плода и асфиксия новорождённого
Гипоксия плода и асфиксия новорождённого Самоэффективность поведения
Самоэффективность поведения Процессоры
Процессоры День мамы
День мамы воздух. Погода и её предсказание
воздух. Погода и её предсказание Авторське право та інтернет. Безпечна робота в інтернеті
Авторське право та інтернет. Безпечна робота в інтернеті Дорожное поле чудес
Дорожное поле чудес Объединенный Совет Обучающихся Псковского государственного университета
Объединенный Совет Обучающихся Псковского государственного университета Presentation Ti
Presentation Ti Автоматизация хранения сырья (продукции)
Автоматизация хранения сырья (продукции) Основные внутренние составляющие офисного/учебного ПК
Основные внутренние составляющие офисного/учебного ПК класс Окружающий мир (1)
класс Окружающий мир (1) Планирование образовательного процесса
Планирование образовательного процесса покорми птиц зимой
покорми птиц зимой Семейный юрист
Семейный юрист 20230730_prezent_po_russkomu_yazyku_po_teme_sinonimy
20230730_prezent_po_russkomu_yazyku_po_teme_sinonimy Презентация для педагогов по использованию игрового комплекта Пертра
Презентация для педагогов по использованию игрового комплекта Пертра Электрический ток. Действие электрического тока на организм человека. Профилактика электротравм
Электрический ток. Действие электрического тока на организм человека. Профилактика электротравм Tаргетная терапия
Tаргетная терапия Fashion Shows 2
Fashion Shows 2 Роль патохарактерологических и микросоциальных факторов в развитии агрессивного и делинквентного поведения подростков
Роль патохарактерологических и микросоциальных факторов в развитии агрессивного и делинквентного поведения подростков Ажарлайтын станоктардың типтері және қолдану салалары
Ажарлайтын станоктардың типтері және қолдану салалары Интенсивная терапия терминальных состояний
Интенсивная терапия терминальных состояний Typologische Eigenschaften des Satzes im Deutschen und im Ukrainischen
Typologische Eigenschaften des Satzes im Deutschen und im Ukrainischen Прикладное творчество - вышивка. 2 класс
Прикладное творчество - вышивка. 2 класс Химические ожоги иинородные тела
Химические ожоги иинородные тела Элементы статистической физики. (Лекция 8)
Элементы статистической физики. (Лекция 8) Презентация по теме Как выбирают город для проведения Олимпиады?
Презентация по теме Как выбирают город для проведения Олимпиады?